Paano naka-install ang talim
Sa una, kinakailangang mag-focus sa ang katunayan na ang mga kutsilyo ng mga tool sa karpintero ay pinapatakbo, bilang isang panuntunan, sa maximum na mga pag-load. Sa kasong ito, pinag-uusapan natin ang tungkol sa maximum na boltahe ng paggupit
Ang isa sa mga pangunahing punto sa kasong ito ay ang mga tampok ng materyal na pinoproseso.
Kung ang parameter na ito ay hindi isinasaalang-alang, kung gayon ang katatagan ng kutsilyo ng scherhebel sa panahon ng operasyon ay direktang natutukoy ng mga sukat ng daanan. Ito ay tumutukoy sa maximum na haba ng pagsira ng mga bahagi ng mga tinanggal na chips.
Sa isang pagbawas sa span na ito at isang parallel na pagbaba sa lalim ng planing, ang ibabaw ng workpiece na iproseso ay unti-unting na-leveled. Sa parehong oras, mayroong isang makabuluhang paghina ng pag-load ng gupit sa metal mula sa kung saan ginawa ang talim.

Upang maunawaan kung paano maayos na ayusin ang scherhebel na kutsilyo, dapat mong bigyang-pansin ang ilang mahahalagang puntos. Una sa lahat, pinag-uusapan natin ang mga tampok sa disenyo ng elementong ito.
May kasama itong suporta at mga bahagi ng pagtatrabaho. Sa pagsasaayos ng huli, nakikilala ang mga sumusunod:
- isang chamfer na nabuo sa likuran at nagbibigay ng pagbawas sa lakas ng paggupit ng talim sa kahoy na pinoproseso; ito ay dahil sa ang katunayan na ang alitan ng ito sa likuran na eroplano sa ibabaw na gagamot ay tinanggal;
- anggulo ng rake - isang parameter, bilang isang panuntunan, magkapareho sa pagkahilig ng elemento ng paggupit sa katawan ng Scherhebel;
- anggulo sa likod;
- nagtatrabaho anggulo - sa kasong ito pinag-uusapan natin ang pagkakaiba sa pagitan ng mga anggulo ng pagkahilig at chamfer.

Pagpili ng pinakamainam na halaga ng anggulong ito, kailangan mong magbayad ng espesyal na pansin sa maraming mga puntos:
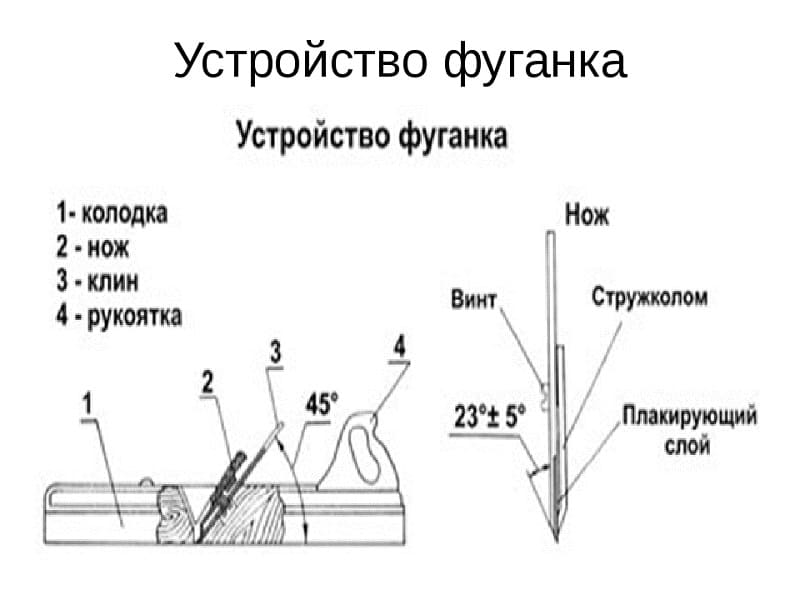
Mga katangiang pisikal at indibidwal na katangian ng naprosesong kahoy. Sa partikular, ang punto ay ang pagtaas ng anggulo sa pagtaas ng katigasan ng materyal. Kung ang gawain ay isinasagawa sa larch, pine, aspen o linden, inirerekumenda na iposisyon ang talim sa isang anggulo ng 45 degree (± 5). Kapag pinoproseso ang mas mahirap na species (oak, hornbeam, peras at iba pa), ang parameter na ito ay 60 degree (± 5). Kung ang density ng materyal ay mas malaki pa, pagkatapos ang anggulo ay nadagdagan sa 80 degree.
Uri ng Planing. Bilang isang patakaran, para sa bawat uri ng kahoy, mayroong isang pinakamainam na anggulo ng pagkahilig ng talim at ang tool mismo na nauugnay sa eroplano ng workpiece. Kaya, para sa pine ito ay magiging 40-45 degree. Ang pagbabago sa tagapagpahiwatig na ito ay tumutukoy sa kalidad ng pagpaplano.
Gayunpaman, mahalagang isaalang-alang na sa kasong ito ang metal ay mag-iinit nang masinsinang, samakatuwid, ito ay magiging mas maburol.
Ang materyal na kung saan ginawa mismo ang kutsilyo at ang mga pangunahing katangian
Una sa lahat, nakatuon ang pansin sa tigas ng bakal. Kadalasan, sa paggawa ng mga blades, ginagamit ang mga bilis na mataas na bilis na P12 at P18.
Sa pamamagitan ng paraan, ang ilang mga artesano, kapag gumagawa ng mga kutsilyo sa kanilang sarili, ay matagumpay na gumagamit ng mga elemento ng alitan na nakita ang mga disc bilang mga blangko.

Sa yugto ng paghahanda, bago ang bawat paggamit ng tool, naka-configure ito na isinasaalang-alang ang mga mayroon nang mga kaugalian at patakaran. Upang magawa ito, kailangan mong gawin ang mga sumusunod:
- ilagay ang tool upang ang nag-iisa nitong puntos;
- biswal na matukoy kung magkano ang gilid ng talim nakausli - sa isang sitwasyon na may isang scherhebel, ang halagang ito ay dapat na 3 millimeter; maaaring magamit ang isang pinuno upang masukat ang taas ng kutsilyo;
- tiyakin na walang kahit menor de edad na pagbaluktot; ang talim ay dapat na nakaposisyon nang mahigpit na kahanay sa nag-iisang.




Upang maayos na ayusin ang kutsilyo sa katawan ng tool, kakailanganin itong i-disassemble.Sa mga sitwasyon na may mga modelo ng kahoy na may pag-aayos ng kalso, kasama sa algorithm ng mga pagkilos ang mga sumusunod na puntos:
- ang araro ay inilalagay sa kaliwang kamay, hawak ito sa pamamagitan ng bloke;
- sa kabilang banda, na may martilyo o mallet, ang mga ilaw na suntok ay inilalapat sa likuran ng tool hanggang sa ganap na mailabas ang kalso;
- ang talim ay nakalantad sa naaangkop na posisyon at kalso;
- na may martilyo, ang kalang ay hinihimok hanggang sa wakas; bilang isang resulta ng naturang mga manipulasyon, ang bahagi ay gaganapin nang walang galaw;
- ang tamang pag-install ng elemento ng paggupit ay nasuri.

Sa mga sitwasyon na may mga modelo ng metal, ang buong pamamaraan na inilarawan ay kasing simple hangga't maaari. Tulad ng nabanggit sa itaas, ang talim ng naturang sherhebel ay naayos gamit ang isang mekanismo ng tornilyo. Sa pamamagitan ng paraan, ang yunit na ito ay gumagana rin bilang isang chipbreaker o chipbreaker. Pinipigilan ng buhol na ito ang pag-chipping ng mga layer ng kahoy na tinanggal habang proseso ng planing.

Paano mag-install sa makina
Ang tamang pag-mount ng cutter ay kinakailangan upang makuha ang tamang kalidad at kawastuhan ng pagproseso. Gayundin, ang mga error sa pag-install ay nag-aambag sa mabilis na pagkasira ng gilid ng paggupit.
Ang tool ay naka-install sa may hawak ng tool na mahigpit sa gitna. Upang ayusin ito sa taas, ang arsenal ng turner ay dapat may mga metal plate na may kapal na 1 hanggang 4-5 mm. Ang pag-install sa ibaba ng center ay itulak ang bahagi, na mapanganib para sa parehong tool at manggagawa. Kung ang taas ng paggupit ay masyadong mataas, nag-overheat ito at mabilis na nakasuot.
Kapag nag-install ng tool sa paggupit, kailangan mong sundin ang mga simpleng alituntunin:
- Linisan ang ibabaw ng tindig ng may-ari ng tool.
- Ayusin ang tool na may hindi bababa sa dalawang mga turnilyo.
- Ang overhang ng ulo ay hindi dapat lumagpas sa 1.5 beses sa taas ng may-ari.
- Kapag magaspang, isang overestimation ng cutting edge ng 0.3-1 mm ay pinapayagan.
Pagkatapos i-install ang tool, kailangan mong alisin ang mga chips ng pagsubok. Kung ang ibabaw ay patag at makinis, ang mga chips ay hindi balot sa pamutol - maaari kang magsimulang magtrabaho.









Mahalaga!
Hindi pinapayagan ang higit sa tatlong spacer. Hindi rin sila dapat lumalagpas sa lalagyan ng tool.
Pagpapahasa ng hand planer na kutsilyo
Ang nagtatrabaho gilid ng kutsilyo ay isang gilid na may isang maliit na radius ng kurbada. Bago ka magsimulang maghasa, kailangan mong biswal na suriin ang integridad ng gilid: dapat walang mga metal break dito. Kung ang mga naturang depekto ay naroroon, kung gayon ang kutsilyo ay kailangang paikliin.
Upang mapanatili ang radius ng sulok nang mas mababa hangga't maaari, ang paghasa ay dapat gawin sa dalawang yugto. Una, isinasagawa ang pangunahing hasa. Upang magawa ito, ang isang mapurol na kutsilyo mula sa gilid ng chamfer ay dapat dalhin sa paligid ng gulong na gulong at mahigpit na pinindot. Ang bilang ng mga rebolusyon ng hasa ay dapat na nasa antas na 600 - 700 min-1. Kung hindi man, magreresulta ang labis na pagtanggal ng metal.
Mahalaga din na huwag labis na labis sa pagpindot, dahil ang mga kulay-asul-lila na kulay ay maaaring mabuo sa bakal, na kung saan ay isang hindi kanais-nais na tanda ng pag-tempering ng metal. Ang tigas ng kutsilyo ay bababa, at magkakaroon ng pangangailangan para sa paggamot sa init upang maibalik ang mga katangian ng lakas ng materyal
 Kung walang hasa, magagawa mo ito. Patalasin ang kutsilyo gamit ang isang magaspang na hasa ng bar, na dapat na maayos sa isang gumaganang workbench. Ang paghasa ay ginaganap ng mga pabilog na paggalaw ng chamfer kasama ang ibabaw ng bar. Sa panahon ng gawaing ito, sulit na magbasa-basa ng kutsilyo paminsan-minsan sa tubig o may sabon na tubig upang linisin ang pinahigpit na ibabaw at palamig ang tool.
Kung walang hasa, magagawa mo ito. Patalasin ang kutsilyo gamit ang isang magaspang na hasa ng bar, na dapat na maayos sa isang gumaganang workbench. Ang paghasa ay ginaganap ng mga pabilog na paggalaw ng chamfer kasama ang ibabaw ng bar. Sa panahon ng gawaing ito, sulit na magbasa-basa ng kutsilyo paminsan-minsan sa tubig o may sabon na tubig upang linisin ang pinahigpit na ibabaw at palamig ang tool.
Kapag nakakita ka ng mga burr, maaari kang magpatuloy sa pangalawang yugto ng hasa gamit ang isang finer-grained bar na aalisin ang parehong mga burr. Ang granularity ng mga bar ay ganito:
- mataas na laki ng butil mula 30 hanggang 180 microns. Ang mga nasabing bar ay gawa sa silicon carbide o corundum.
- average na laki ng butil mula 7 hanggang 20 microns. Ang mga nasabing bar ay nilikha mula sa fuse corundum o chromium dioxide.
- maliit na laki ng butil mula 3 hanggang 5 microns. Ang materyal na ito ay ginagamit para sa pangwakas na hasa ng mga kutsilyo.
Sa pagtatapos ng hasa sa isang talim ng kutsilyo, kailangan mong hawakan ito sa isang piraso ng matapang na kahoy. Permanente nitong aalisin ang mga fragment ng burr.
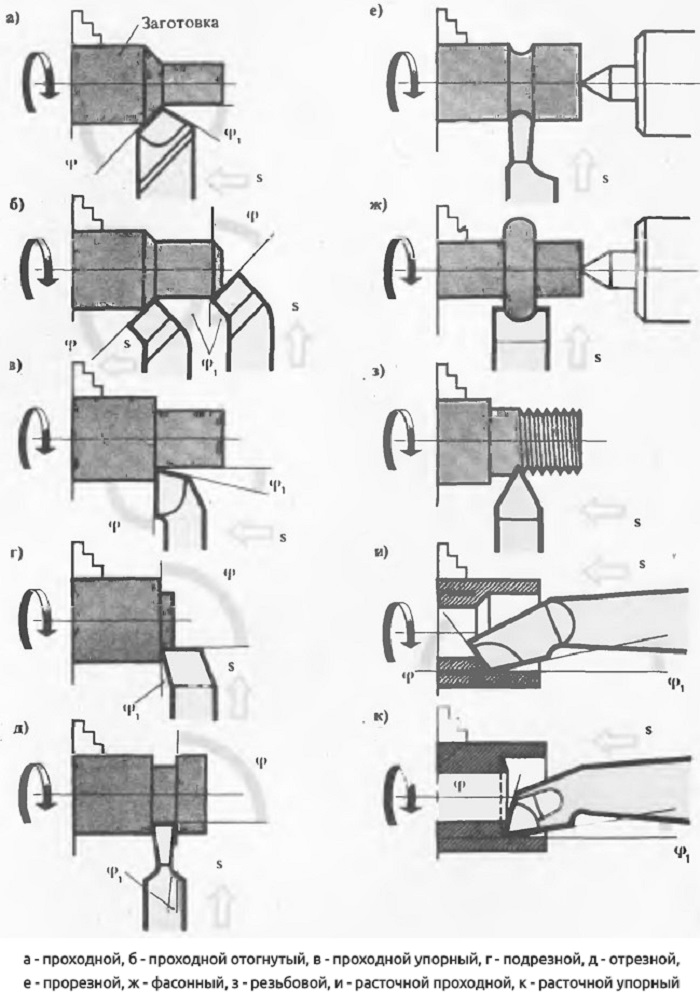
Pag-uuri ng mga cutter para sa metal ayon sa hugis ng mga ulo, disenyo, direksyon ng paggupit at kawastuhan ng mga operasyon
Ayon sa mga parameter na ito, may mga sumusunod na pag-uuri ng mga cutter para sa metal.
Pag-uuri ayon sa hugis ng ulo
Ayon sa parameter na ito, ang mga incisors ay nahahati sa 4 na uri.
-
Diretso Ang may hawak at nagtatrabaho ulo ay matatagpuan alinman sa parehong axis, o sa dalawa, ngunit parallel.
-
Hubog. Ang may hawak ay may isang hubog na hugis.
-
Binawi. Ang baluktot ng ulo sa gilid ay nakikita ng hubad na mata.
-
Inilabas. Ang lapad ng ulo ay mas mababa kaysa sa lapad ng may-ari. Ang ulo ay maaaring hilahin sa kaliwa o kanan. Mayroon ding mga simetriko na modelo.

Larawan # 3: Pag-uuri ng mga incisors ayon sa hugis ng ulo
Pag-uuri ayon sa disenyo
Sa pamamagitan ng disenyo, ang mga cutter ay inuri sa tatlong uri.
-
Buo Ang mga nasabing pamutol ay buong gawa sa haluang metal o bakal na tool (bihirang). Ang mga ito ay mura, mabilis na masusuot at hindi angkop para sa paghawak ng matitigas na materyales.
-
Nag-tip si Carbide. Ang mga nasabing pamutol ay pinagsasama ang mataas na paglaban sa pagsusuot at average na gastos. Ang mga sundalo ay karaniwang gawa sa VK8, T5K10 at T5K6 steels.
-
Na may mapapalitan na pagsingit ng karbid. Mas mahal ang mga ito kaysa sa mga analog. Bilang komportable hangga't maaari. Hindi na kailangang alisin ang tool sa paggupit upang baguhin ang mga pagsingit.

Larawan No. 4: pag-uuri ng mga tool sa pag-on ayon sa disenyo
Pag-uuri ng direksyon sa paggupit
May mga kaliwa at kanang incisors.
-
Mga Karapatan. Ang mga nasabing cutter para sa lathes ay madalas na ginagamit at sa proseso ng mga workpiece ng machining ay pinakain mula kanan hanggang kaliwa. Kung inilagay mo ang iyong kanang kamay sa tuktok ng naturang isang incisor, pagkatapos ay ang gilid ng paggupit ay matatagpuan sa gilid ng baluktot na hinlalaki.
-
Kaliwa. Nagsilbi mula kaliwa hanggang kanan. Kung inilagay mo ang iyong kaliwang kamay sa tuktok ng tulad ng isang pamutol, pagkatapos ay ang gilid ng paggupit ay matatagpuan sa gilid ng baluktot na hinlalaki.
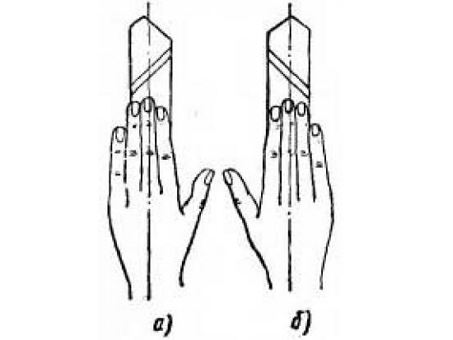
Larawan Blg 5: kaliwa (a) at kanan (b) incisors
Pag-uuri ayon sa kawastuhan ng mga operasyon
Sa batayan na ito, nakikilala ang mga sumusunod na uri ng incisors.
-
Magaspang (magaspang). Dinisenyo para sa magaspang na pagproseso ng mga workpiece.
-
-
Katamtaman Ang katumpakan ng pagpoproseso ay average.
-
Tinatapos na Ang katumpakan ng pagproseso ay nasa isang mataas na antas.
-
Espesyal na Dinisenyo upang magsagawa ng maselan na mga teknolohikal na operasyon.








Mga patok na tagagawa
Kabilang sa mga tagagawa ng propesyonal na gunting metal, ang mga sumusunod na kumpanya ay dapat makilala:
1. GROSS - Ang gunting ay gawa sa mataas na kalidad na bakal, kaya't ang lahat ng mga produkto, anuman ang gastos (620-1500 rubles), ay angkop para sa propesyonal na paggamit. Dahil sa malaking assortment, maaari mong madaling kunin ang isang tool sa kalidad para sa kanan o kaliwang paggupit ng metal.
"PIRANHA", 250mm, straight cut, steel-CrMo
Sa lahat ng mga modelo ng kumpanyang ito, nang walang pagbubukod, ginagamit ang isang maaasahang tagsibol, na nagbibigay-daan sa iyo upang mabilis at madaling ibalik ang mga hawakan ng talim sa kanilang orihinal na posisyon.
2. Kraftool (kraftul) - payagan upang maisagawa ang de-kalidad na paggupit ng bakal hanggang sa 0.8 mm ang kapal. Ang mga panga ng tool ay gawa sa huwad na bakal, na perpektong makatiis ng palaging stress. Salamat sa mga pagpapabuti sa disenyo, isinasagawa ang pagputol ng metal nang walang mga burr, na maaaring makabuluhang bawasan ang mga gastos sa oras.
Ang isang natatanging tampok ng mga tool ng kumpanyang ito ay ang paggamit ng isang dalawang-bahagi na hawakan, na may mga espesyal na pagpapakita para sa mga daliri. Pinapayagan ka ng disenyo na ito na ganap mong makontrol ang proseso ng paggupit ng metal sheet, inaalis ang posibilidad ng paghawak ng pagdulas at pinsala. Ang average na gastos ay 780 rubles.
3. STAYER - mura (mula 260 hanggang 500 rubles), ngunit mataas na kalidad na propesyonal na gunting. Gamit ang tool na ito, madali mong mapuputol ang mga sheet hanggang sa 1 mm ang kapal.Halos lahat ng mga modelo ng kumpanyang ito ay may mekanismo ng pingga, dahil kung saan ang lakas ng paggupit ay makabuluhang tumaas.
Ang mga hawakan ng plastik at mga notch sa mga gilid ng paggupit ay nagbibigay-daan para sa matatag at pangmatagalang gawain. Sa gunting ng STAYER, maaari mong iproseso ang parehong ordinaryong sheet ng bakal at hindi kinakalawang na asero, at mga di-ferrous na haluang metal.
4. Ang Bison ay isang tool ng isang domestic tagagawa, na nakikilala sa pamamagitan ng mahusay na kalidad ng pagputol ng mga ibabaw dahil sa hardening ng mga dalas ng dalas ng dalas. Ang gastos ay 750 rubles.
Ang gunting ay maaaring i-cut flat plate metal hanggang sa 0.8 mm makapal. Madali itong makita sa pagbebenta ng parehong tuwid na mga produkto at mga inilaan para sa curvilinear cutting.
Salamat sa mga de-kalidad na materyales na ginamit sa kanilang paggawa, ang "Zubr" ay maghatid ng maraming taon nang walang mga pagkasira at karagdagang pag-aayos.
5. SPARTA - mahusay na modelo ng kalidad ng pingga sa abot-kayang presyo (215 rubles). Ang ibabaw ng paggupit ay gawa sa pinatigas na bakal, kaya ang gunting ng Sparta ay may mahusay na kakayahan sa pagdala ng pag-load at pinapayagan kang magtrabaho kasama ang metal hanggang sa 0.8 na makapal.
Hindi papayagan ng komportableng hawakan ang kamay upang mag-slide sa panahon ng operasyon, at sa pagtatapos ng paggupit, ang tool ay madaling maayos sa isang naka-compress na posisyon.
6. NVS - propesyonal na gunting na mahusay para sa mga kulot na ginupit. Gastos mula 1200 hanggang 2000 rubles.
Ang talim ay nilagyan ng mga micro-ngipin na pumipigil sa metal na madulas kapag naggupit. Salamat sa mataas na kalidad na bakal na ginamit sa paggawa ng ibabaw ng paggupit, posible na makakuha ng isang perpektong makinis na hiwa.
Maaaring i-cut ng gunting ng NVS ang de-kalidad na bakal na hanggang sa 1 mm na makapal. Ang mga di-ferrous na haluang metal ay maaaring makina ng hanggang sa 1.4 mm ang kapal.










7. BESSEY - pinapayagan ka ng modelo na gumana sa sheet material hanggang 1.5 mm ang kapal. Ang nadagdagang pagiging produktibo ng produkto ay nakamit dahil sa ugnayan, na makabuluhang nagdaragdag ng puwersa sa pag-clamping ng mga panga.
Ang gunting ay mahusay para sa paggawa ng mga hubog na hiwa at paggupit ng metal sa isang tuwid na linya. Ang mga gilid ng paggupit ng tool ay gawa sa pinatigas na bakal, na madaling makatiis ng mataas na karga kapag nagtatrabaho sa mga riles na nadagdagan ang tigas. Humihiling sila para sa kalidad ng Aleman - 2500 rubles.
Konklusyon
Video:
Parehong sa Internet at sa isang regular na tindahan, dapat mong bigyang pansin ang presyo ng pagbili at huwag bumili ng masyadong murang mga produkto. Sa kabila ng katotohanang ang mga produkto ng mga kilalang tatak ay mas mahal, ito ay nagkakahalaga ng pagbibigay ng kagustuhan sa mga tagagawa na nasubukan nang oras upang masiguro ang iyong sarili hangga't maaari laban sa pagbili ng mga de-kalidad na tool sa kamay
Ang aparato at ang prinsipyo ng pagpapatakbo ng tool
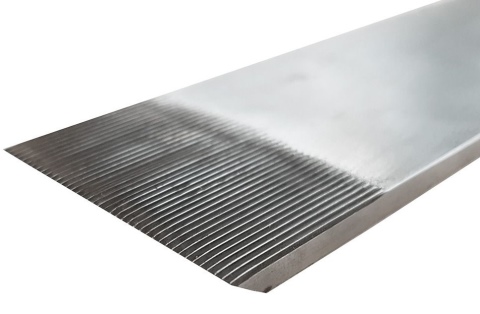
Ang anggulo ng paggupit sa Zinubel ay malapit sa patayo. Ang mga kakaibang pagkilos ng tool na ito ay ginagawang posible na gamitin ito kahit para sa pagtatrabaho kasama ang mga matigas na bato. Ang pagkakadama ay hindi magdudulot ng anumang seryosong problema. Ang tanging Zinubel kutsilyo na kahit na gumagana sa mahogany at ebony ay may isang natatanging gilid ng paggupit. Sa lugar na kabaligtaran ng chamfer, natatakpan ito ng isang medium-size na bingaw. Bilang isang resulta, ang gilid ng paggupit ay lilitaw na may ngipin. Ang pitch ng ngipin ay maaaring mag-iba nang malaki:
-
maliit - 0.75;
-
katamtamang zinubel - 1;
-
malaking kasangkapan - 1.25.

Ang aparatong ito ay karaniwang tinutukoy bilang mga patag na planong eroplano. Tandaan ng mga eksperto na ang anggulo ng hiwa para sa karamihan ng mga modelo ng produksyon ay 80 degree. Kapag tumakbo ang mga ngipin sa ibabaw, tinatanggal nila ang napaka makitid (0.8 hanggang 1 mm) na mga chips. Ang nasabing pagproseso, na humahantong sa hitsura ng isang corrugated ibabaw, sa halip ay kahawig ng hindi planing, ngunit gasgas sa materyal.
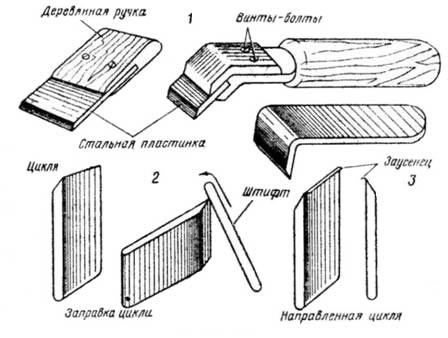
Upang dalhin ang kahoy na blangko sa pagiging perpekto, pagkatapos na maipasa ito sa cinubel, ito rin ay nalinis na may isang siklo. Kung binago mo ang isang espesyal na kutsilyo sa tool para sa isang pamantayan, magagawa nitong palitan ang gilingan. Ang bloke sa cinubel ay pinaikling at makitid.

Pinaniniwalaan na ang paggamit ng isang zinubel ay banayad hangga't maaari.Ang kumbinasyon ng mga uka sa ibabaw na may itinaas na tumpok ay nagdaragdag ng mga katangian ng traksyon. Samakatuwid, ang gluing ay nagiging mas epektibo. Upang magamit sa paggiling mode, kailangan mong baguhin ang kutsilyo sa Zinubel. Sa halip na ang karaniwang tool para dito, naglagay sila ng isang dobleng talim na may isang chip breaker sa gilid.
Ang talim ay nakaposisyon sa isang anggulo ng 50 degree sa nag-iisang. Sa kasong ito, maaari kang:
-
sawayin si badass;
-
alisin ang mga iregularidad;
-
pakinisin ang mga dulo;
-
makamit ang perpektong pagkakahanay ng tuwid na mga seksyon.

Sa susunod na video, maaari kang matuto nang higit pa tungkol sa ganitong uri ng tool.
Paggiling ng mga bahagi
Ang paggiling ng natapos na bahagi ay ginaganap gamit ang isang papel de liha, na balot sa bahagi at hawakan ng mga kamay (Larawan 31, a), o may isang sanding block (Larawan 31, 6).
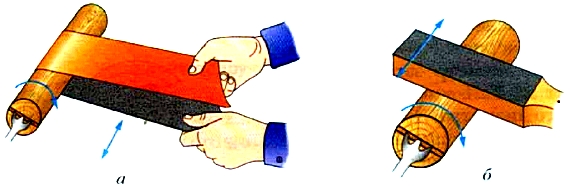
Bigas 31. Paggiling ng isang bahagi: a - na may papel de liha: b - na may isang bloke ng sanding









Minsan ang mga pandekorasyon na anular guhitan ay inilalapat sa ibabaw ng pinakintab na bahagi. Upang magawa ito, kumuha ng isang bloke ng mas mahirap na kahoy kaysa sa kahoy ng workpiece, at ilapat ang gilid ng bar sa bahagi na umiikot sa makina. Ang ibabaw sa punto ng contact ay umiinit at nasunog nang kaunti. Nag-iiwan ito ng pabilog na kayumanggi guhitan sa bahagi.
Pagsasaayos ng planer
Kunin ang bloke ng planer sa iyong kaliwang kamay upang ang hinlalaki
na matatagpuan sa tuktok ng likod ng sapatos, at apat na daliri sa solong malapit sa saklaw.
Sa iyong kanang kamay, kunin ang kutsilyo sa mga gilid, ilagay ito sa base gamit ang chamfer pababa at i-slide ito
sa paglipad sa nag-iisa. Ang batayan ay dapat na pahalang at ang malaki
sinusuportahan ng daliri ang kutsilyo. Mahigpit na pagkakahawak - apat na daliri ng paa sa nag-iisang saklaw, malaki sa
kutsilyo sa pamamagitan ng kalso.
Ipasok ang wedge sa taphole at gaanong hinampas ito ng isang mallet. Tapos
buksan ang eroplano na may sungay patungo sa iyo, na may solong paitaas upang ito ay sa isang distansya
25-35 cm mula sa mga mata at sa isang anggulo ng 35-45 ° sa manggagawa.
Hanapin ang posisyon kapag ang nag-iisa ay nasa parehong eroplano, iyon ay, sa harap
at ang mga back ribs ng nag-iisang pagsasama sa isang linya.
Sa pamamagitan ng isang magaan na suntok sa isang mallet, itumba ang kutsilyo sa pamamagitan ng parehong sukat sa kabuuan
nag-iisang lapad depende sa kinakailangang pagkamagaspang at kapal ng maliit na tilad
(0.2-0.5). Bawasan ang protrusion ng talim sa itaas ng solong sa pamamagitan ng pagpindot sa likod ng sapatos gamit ang isang mallet,
dagdagan - na may isang suntok sa isang kutsilyo o sa harap na dulo ng bloke. Non-parallelism
ang mga blades at soles ay naituwid sa isang martilyo suntok sa kanan o kaliwang mga gilid ng kutsilyo. Anchor
kutsilyo na may magaan na suntok sa isang mallet sa dulo ng kalso. Ang protrusion ng talim ng kutsilyo sa ilalim ng solong ay nasuri
humigit-kumulang Upang gawin ito, i-on ang bloke ng planer na may solong paitaas at hawakan ito sa kamay laban
magaan upang ang harapan na bahagi nito ay nakaharap sa mukha ng nakakakita. Sa ganitong posisyon
ang mga pad ng protrusion ng talim ay madaling makita sa makintab na ilaw na ibabaw ng nag-iisang
sa anyo ng isang madilim na strip o manipis kahit na thread.
Ang tamang pag-fit at talim na protrusion sa itaas ng solong ay maaaring masuri
gamit ang isang planing planing. Kung ang kutsilyo ay itinatakda nang pahilig, mag-iiwan ito sa naproseso
ang ibabaw ng lumalim ng sulok na higit na nakausli. Bilang karagdagan, ang mga shavings
ay magiging hindi pantay na kapal sa buong lapad.

Pag-aayos ng tagaplano: a - pagsuri sa paglabas at talas ng kutsilyo, b - pagsasaayos
paglabas ng kutsilyo, c - pag-disassemble na may suntok, d - pagbunot at pag-install ng kutsilyo
base (kama), e - mga diskarte para sa pag-secure ng kutsilyo, e - paglabas ng kutsilyo na may suntok sa bloke,
g - pakawalan nang may suntok sa kutsilyo, h - pag-ayos ng dumi ng kutsilyo, at - pangkabit ng kutsilyo
Sa malinis na planing, ang kapal ng layer na aalisin ay nasuri laban sa mga chips.
Kung ang shavings ay malambot, tulad ng tissue paper, ang planer ay itinakda nang tama.
Kapag nagse-set up ng isang dobleng tagaplano, una sa lahat, kinakailangang mag-install nang tama
chipbreaker, na matatagpuan mula sa cutting edge sa layo na 0.5-2 mm, depende
sa kapal ng inalis na mga shavings at ang ninanais na pagkamagaspang ng planing.
Ang chipbreaker ay dapat na screwed sa masyadong mahigpit upang
trabaho, ang shavings ay hindi maaaring makuha sa pagitan niya at ng kutsilyo.
Tulad ng kinakailangan, nakatanim ito ng isang maliit na file upang
walang agwat sa pagitan niya at ng kutsilyo. Ang panlabas na ibabaw ng chipbreaker ay dapat na
makinis (lupa sa isang asno) upang ang mga chips ay madaling dumulas sa ibabaw nito.
Sa panahon ng operasyon, ang kutsilyo ay hindi dapat gumalaw, kumakalabog at manginig,
kung hindi man, ito ay kukulubot, pisilin ang mga chips, barado ito, at ang eroplano ay kailangang malinis madalas.
Upang maiwasan ito, dapat na mahigpit na idikit ng wedge ang kutsilyo sa base, at sa ibabaw
ang base ay ginawang pantay upang ang kutsilyo ay namamalagi kasama ang buong eroplano.
Dapat na matugunan ng isang nababagay na tagaplano ang mga sumusunod na kinakailangan:
1. Ganap na masikip na magkasya sa ibabang gilid ng kutsilyo sa ibabaw
ang base (kama) ng eroplano, na ibinubukod ang posibilidad ng panginginig ng kutsilyo sa panahon ng operasyon.
2. Napakahigpit ng pagkakahawak ng chipbreaker sa itaas na gilid ng kutsilyo nang wala
clearances sa buong lapad, ngunit may isang maliit na undercut upang mapaunlakan ang pagpapalihis ng chipbreaker
kapag sinisiguro ito. Ang front convex edge ng chipbreaker ay dapat na lupa
upang lumiwanag.
3. Mahigpit na clamping ng kutsilyo na may isang kalso kasama ang buong haba ng pag-upa (protrusion) ng dingding
butas ng butas Kung ang wedge ay umaangkop nang maayos, pagkatapos ay may isang mahinang suntok mula sa martilyo, matatag itong kalang
ang kutsilyo ay nasa bloke at may parehong ilaw na pumutok sa puwit na dulo ng bloke ay pinakawalan ito. Kailan
kailangan mong matamaan nang malakas at maraming beses sa isang mallet sa dulo ng bloke, na nangangahulugang isang kalso
ay hindi tama ang pagkakabit at ang kutsilyo ay nai-jam lamang sa tuktok o ibaba, o may isa lamang
tagiliran.
4. Ang distansya mula sa talim ng kutsilyo hanggang sa gilid ng saklaw ng eroplano na may doble
kutsilyo ay dapat na hindi hihigit sa 1.5 mm. Sa isang mas malaking distansya, ang isang pentahedral ay nakadikit sa nag-iisang
ipasok (saddle).
5. Ang nag-iisang tagaplano ay pinutol nang eksakto sa ilalim ng parisukat, isang pinuno
at sa ilalim ng mga nakapares na pinuno upang ang nag-iisa ay nasa parehong eroplano, at ang lugar sa harap
ang span ay walang pinakamaliit na pagod at luha.
6. Ang wedge ay napakahaba na sa itaas na ibabaw ng kutsilyo
walang agwat kung saan maaaring mahulog ang dulo ng pag-ahit. Sa isang maayos na eroplano
chips ay hindi kailanman makaalis.
7. Ang talim at ang chamfer ng kutsilyo ay dapat na tuwid na may bahagyang bilugan
sulok, mahusay na hasa at anggulo patungo sa mga gilid nang walang kasukasuan at kalokohan.
Mga pagpapaandar at tampok
Ang eroplano (o araro) ay isang tool ng karpinterya na ginagamit upang magplano ng kahoy. Ang proseso ng trabaho mismo ay isang paayon na hiwa ng isang kahoy na ibabaw na may isang kutsilyo upang ibigay ito sa nais na pagkamagaspang o hugis. Bilang karagdagan, ang tool sa planing ay ginagamit upang ayusin ang mga sukat ng mga bahagi, gupitin ang mga groove at pinahaba ang mga depression ng iba't ibang mga hugis (mga uka) sa kanila. Gayundin, sa tulong ng isang tagaplano, maaari mong i-trim ang mga chamfer, magsagawa ng isang uka (tiklop) sa gilid ng workpiece, at makatanggap ng mga protrusion sa mga gilid ng mga board (dila). Sa pagtatayo, ang tool na ito ay madalas na ginagamit kapag nagpoproseso ng kahoy para sa mga sahig o kisame.
Ang eroplano ay kailangang-kailangan para sa pag-aalis ng iba't ibang mga depekto sa ibabaw ng isang puno, pagkamagaspang, pagbaluktot at mga iregularidad. Kapag gumagamit ng isang de-kalidad, mahusay na talasa, wastong napiling tool para sa gawaing ginampanan, ang isang makinis, kahit na ibabaw ay nakuha sa proseso ng pagpaplano. Matapos tapusin ang kahoy gamit ang isang espesyal na eroplano, ang workpiece ay hindi kailangang palamutihan ng papel de liha, dahil ang planed na ibabaw ay mas madaling mag-apply sa varnishing, mukhang mas kahanga-hanga pagkatapos ng dries ng barnis at mas kaunting kahalumigmigan.
Bilang karagdagan, ang bawat uri ng kahoy ay may natatanging pagkakayari, na mas nakikita sa hiwa ng ibabaw, taliwas sa isang naproseso ng isang gilingan. Ngayon, ang parehong mga mekanikal (manu-manong) at de-koryenteng mga planer ay ipinakita sa merkado. Sa hugis, ang parehong uri ng instrumento ay maaaring magkatulad, ngunit sa kanilang disenyo ay mayroon silang malalakas na pagkakaiba.
Ang pangunahing pagkakaiba sa pagitan ng mga de-kuryenteng modelo ay isang de-kuryenteng motor na naghahimok ng isang baras na may mga kutsilyo na naayos sa isang espesyal na paraan.Sa isang mekanikal na eroplano, ang paggana ng paggupit ay ginaganap ng isang solong kutsilyo na naayos sa isang kahoy o base na metal, at ang proseso ng planing mismo ay nangyayari dahil sa lakas ng mga kamay ng tao, na nagsasagawa ng alternating paayon na paggalaw ng tool kasama ang ibabaw ng produkto . Ang mga panday sa karpintero, na ang pangunahing gawain ay upang mabilis na makumpleto ang pagproseso ng kahoy, pumili ng isang tool na de-kuryente.

Ang electric planer ay dinisenyo upang maisagawa ang malalaking dami ng trabaho sa isang maikling panahon, ngunit hindi ito palaging magreresulta sa isang perpektong patag na ibabaw.
Bilang karagdagan, pinapataas ng tool ng kuryente ang mga kinakailangan sa kaligtasan, dahil ang panganib ng pinsala sa mga paa't kamay mula sa paggupit ay idinagdag sa posibilidad ng pagkabigla ng kuryente dahil sa pagkabigo na sundin ang mga pangunahing pag-iingat.
Ang eroplano sa kamay ay pinili ng mga artesano na hindi nagustuhan ang pagmamadali at maingat na ginagawa ang gawain. Kung ikukumpara sa isang tool na kuryente, aalisin ng hand planer ang mas pinong mga chips at ang natapos na trabaho ay mukhang mas malinis. Dagdag pa, ito ay tahimik at magaan.









Mahalaga rin na ang proseso ng paglilinis pagkatapos magtrabaho gamit ang isang tool sa kamay ay mas madali. At ang eroplano ng kuryente ay nag-iiwan ng pinong alikabok sa hangin, na nakakapinsala sa kalusugan.
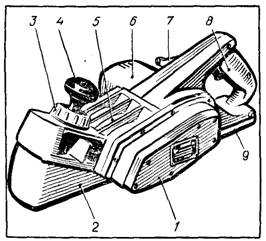
Ang disenyo ng eroplano ay medyo simple sa pagpapatupad, ngunit kapag pinili ito, ito ay ang kalidad ng mga bahagi na gumaganap ng isang mahalagang papel. Ang tool ay binubuo ng mga sumusunod na bahagi:
- ang katawan (block) ay isa sa mga pangunahing elemento ng planer. Mayroon itong puwang ng kutsilyo kung saan naayos ang natitirang bahagi. Ang ibabang bahagi ng katawan (nagtatrabaho) ay tinatawag na nag-iisa. May mga modelo na may solong metal at isang kahoy. Sa ilang mga uri ng mga planer, ang block ay may maraming mga hakbang at isang espesyal na hugis. Ang mga kaso ng kahoy ay pangunahin na gawa sa tuyong malakas na kahoy (hornbeam, peras, abo, beech, akasya);
- mga kutsilyo (bakal, talim) - ang pangunahing bahagi para sa paggawa ng trabaho, nakasalalay dito ang kalidad ng workpiece. Mayroong tatlong uri ng kutsilyo. Ang tuwid ay isang regular na talim para sa paggupit ng tuwid na mga ibabaw. Bilugan - ito ang parehong kutsilyo, ngunit may mga bilog na gilid, dahil kung saan walang mga uka. Ginagamit ito para sa pagproseso ng malalaking mga ibabaw, hindi pinapayagan para sa mga iregularidad. Kulot - tumutulong upang makamit ang isang pandekorasyon na resulta. Sa hugis, ito ay isang ordinaryong kutsilyo na may isang uka na dulo;
- clamp - ang bahaging ito ay responsable para sa pangkabit ng kutsilyo sa katawan, na gawa sa iba't ibang mga materyales;
- chipbreaker - matatagpuan sa pagitan ng kutsilyo at salansan, na idinisenyo para sa isang mas maginhawang proseso ng paggawa ng isang workpiece;
- tornilyo - kasama nito, maaari mong ayusin ang posisyon ng kutsilyo na may kaugnayan sa ibabaw na gagamot, sa gayon pag-aayos ng kapal ng mga chips upang i-cut at ang lapad ng isang solong pass;
- palaka - plate ng pagsasaayos ng ikiling ng incisor;
- dalawang hawakan para sa trabaho: ang unahan para sa paggabay ng tool at pagpili ng kapal ng mga chips, ang likod para sa paglipat ng planer sa ibabaw ng trabaho. Mayroong mga pagkakaiba-iba ng mga tool na may isang hawakan.
Ano ito
Ang zenzubel ay isang uri ng eroplano sa kamay - isang tool na kinakailangan sa pagawaan ng alak at karpinterya. Hindi tulad ng klasikong aparato, ginagamit ito para sa kulot, hindi flat planing. Ang isang kahaliling pangalan ay pag-sample. Sa karamihan ng mga kaso, ginagamit ang isang zenzubel para sa mga sumusunod na layunin:
-
paglilinis ng mga hugis-parihaba na seksyon;
-
pagpili ng mga tirahan sa mga board;
-
paglikha ng mga kulungan;
-
paglilinis at pagpili ng mga tirahan sa mga slats at bar.

Salamat sa indibidwal na disenyo, ang pamutol o ang metal na bahagi ng pait ay maaaring itakda sa isang anggulo na 90 ° sa bloke. Mayroong isang butas sa gilid ng katawan ng tool ng karpinterya. Sa pamamagitan nito, tinanggal ang mga hindi kinakailangang chips. Ang hugis ng mga chisel kutsilyo ay kahawig ng isang spatula na nagtutulak at mabilis na pinuputol ang isang kahoy na layer.

Bago simulan ang trabaho sa isang tagaplano para sa korte na plano, ang mga linya ng pagmamarka ay iginuhit sa workpiece gamit ang isang planer.Una, ang laki ng isang-kapat ay nabanggit, pagkatapos kung saan ang zenzubel ay kinuha. Ang eroplano ay ginagabayan nang maayos kasama ang mga marka, inaalis ang mga unang pag-ahit upang lumikha ng isang maliit na gilid. Sa hinaharap, maaari kang gumawa ng mas tiwala at mabilis na pagkilos.

Dahil sa maingat na paggamit, ang pait ay ginagamit para sa pagtatapos, kung saan posible upang makamit ang kinakailangang pagkamagaspang sa ibabaw ng pagtatrabaho at ayusin ang mga sukat ng workpiece. Ang isang isang-kapat ay karaniwang pinili gamit ang isang falzgebel
Ang huli ay katulad sa istraktura ng isang zenzubel at tumutukoy din sa mga may korte na planer, ngunit mayroong isang bilang ng mga indibidwal na katangian. Kasama rito ang stepped outsole.

Mga panuntunan sa pagpapatakbo
Ang mga tool sa pag-on ay may kakayahang gampanan ang kanilang pangunahing pagpapaandar sa loob ng mahabang panahon hanggang sa gumiling ang gumaganang ibabaw. Ngunit ang hindi wastong paggamit ay magpapapaikli sa buhay ng tool. Upang maiwasan ang paunang pagsusuot, kailangan mong sundin ang mga simpleng alituntunin sa pagpapatakbo:
- Ilagay sa gitna.
- Kung mas malaki ang sukat ng workpiece, mas malaki dapat ang pamutol.
- I-on ang paglamig kapag nagtatrabaho sa mabigat na tungkulin.
- Talasa sa isang napapanahong paraan.
- Pana-panahong pinuhin ang mga gumaganang ibabaw na may pinong maliliit na maliit na bato na hindi inaalis ang tool mula sa may-ari ng tool.
- Manwal na lapitan ang workpiece, pagkatapos na hawakan, i-on ang awtomatikong feed.
- Kapag pinahinto ang makina, alisin muna ang manu-manong tool, pagkatapos ay i-off ang unit.
- Piliin ang tamang mga kondisyon sa paggupit.
- Huwag itabi ang tool sa isang tambak - hahantong ito sa mga chips at basag sa gilid ng paggupit.
- Kapag nagtatrabaho sa isang cut-off na tool, ilipat ito hangga't maaari sa chuck.
Maraming uri ng trabaho ang ginaganap sa isang lathe. Ang isang hiwalay na pamutol ay ibinibigay para sa bawat proseso. Napili ito batay sa materyal na naproseso, mga kondisyon sa paggupit, kalinisan at mga parameter ng pagkamagaspang. Ang tool ay dapat na patalasin sa isang napapanahong paraan, sundin ang mga patakaran ng operasyon at pag-iimbak.