Pangunahing mga panuntunan para sa ligtas na trabaho kapag ang pagputol ng metal na may isang gilingan
Ang layout ng mga pinaka-mapanganib na sektor kapag nagtatrabaho sa isang gilingan, isinasaalang-alang ang rebound at pagkasira ng disc.
Ang pinaka-kinakailangang kondisyon para sa paggupit ay mahigpit na pagsunod sa mga patakaran ng ligtas na trabaho.
Patuloy na sinusubukan ng mga tagagawa ng gilingan na bawasan ang panganib ng pinsala at pinsala sa pamamagitan ng pag-imbento at pagpapabuti ng iba't ibang mga sistema ng proteksyon. Ngunit walang nagmamalasakit sa manggagawa na tulad niya.
Ang mga pangunahing panganib na lumitaw kapag ang pagputol ng metal ay ang pagbuga ng mga fragment ng isang sirang disc, ang daloy ng sparks at ang pinakamaliit na nakasasakit na mga maliit na butil, ang kawalan ng kakayahang hawakan ang tool sa iyong mga kamay.
Kung ang disc ay nasira o nasisira ito, ang gilingan ay maaaring masira mula sa mga kamay sa pinaka-hindi angkop na sandali at may malakas na puwersa, samakatuwid, kahit na bago simulan ang trabaho, ang direksyon ng posibleng paggalaw nito ay dapat na mawari.
Ang mga patakaran sa kaligtasan ay hindi maaaring pabayaan kahit na gumaganap ng maliit na trabaho.
Bago simulan ang trabaho, dapat mong:
- Protektahan ang mukha, mata, kamay at, kung maaari, lahat ng bahagi ng katawan.
- Alisin ang lahat ng mga nasusunog na materyales at bagay na nasa direksyon ng paglabas ng mga spark.
- I-fasten ang bahagi upang maproseso ng gilingan, kung maaari, sa isang bisyo. Huwag hawakan ang workpiece gamit ang iyong libreng kamay o pindutin ito gamit ang iyong mga paa.
- Kung nag-i-install ka ng isang bagong disc, kailangan mong "paikutin" ito sa isang gilingan sa maximum na bilis, ilalagay ito sa malayo: ang disc ay maaaring maging isang depekto at lumipad sa mga piraso.
- I-install, ayusin at i-secure ang proteksiyon na takip.
Mahusay na protektahan ang iyong mukha gamit ang isang espesyal na kalasag kapag nagtatrabaho sa isang gilingan.
Sa panahon ng trabaho, dapat mong:
- Kapag pinapalitan ang mga disc habang nagpapahinga, dapat mong idiskonekta ang gilingan mula sa network.
- Gumamit ng mga salaming de kolor o isang kalasag sa mukha upang maprotektahan ang iyong mga mata at mukha - ginagamit ng mga propesyonal ang pareho para sa pinahabang trabaho.
- Mahigpit na hawakan ang gilingan sa panahon ng lahat ng trabaho.
- Upang mapalitan ang isang disk, kailangan mong maghintay hanggang sa ito ay dumating sa isang kumpletong paghinto.
- Magsuot ng guwantes na proteksiyon. Hindi kanais-nais na gumamit ng mga guwantes na koton, hindi sila nagbibigay ng sapat na proteksyon, maaari silang mag-apoy, at ang mga thread ay nagpapahangin sa spindle o disc ng gilingan.
- Sa panahon ng trabaho, kailangan mong iposisyon ang iyong sarili upang ang mukha, at, kung maaari, ang lahat ng mga bahagi ng katawan ay wala sa eroplano ng pag-ikot ng disk.
Sa pagtatapos ng trabaho, dapat mong:
- maghintay hanggang sa ganap na tumigil ang pag-ikot ng disc at pagkatapos ay ilagay lamang ang tool sa sahig na nakaharap ang disc upang hindi masira ito;
- idiskonekta ang gilingan mula sa network;
- tiyaking walang usok o iba pang mga palatandaan ng apoy.
Isang tipikal na pagkakamali na nagawa kapag naggupit ng metal: kung ang diameter ng bagong bilog ay mas malaki kaysa sa laki ng proteksiyon na takip, aalisin ito. Ang casing ay isang proteksyon kung sakaling masira ang disc at mabasag sa proseso.
Sa halip na isang disc, maraming naglalagay ng mga pamutol, lagari o iba pang mga scrap material. Mahigpit na ipinagbabawal ang paggawa nito.
Paggawa ng prinsipyo ng disc ng pagputol ng brilyante
Karamihan sa mga disc ng brilyante ay ginagamit sa mga grinders ng anggulo hanggang sa 12,000 rpm. Ang maximum na bilang ng mga rebolusyon na makatiis ang pinakamahusay na mga gulong ay 13,900 rpm, ngunit walang masyadong maraming mga tool na maaaring makabuo sa kanila kapag pinuputol.









Ang brilyante mismo ay nakikipag-ugnay sa ginagamot na ibabaw - nakausli ito sa itaas ng ibabaw ng gilid at, kapag umiikot, tinanggal ang materyal sa pinong alikabok. Ang istraktura ng multi-layer ng cutting edge ay tinitiyak ang patuloy na kahandaan ng gulong para sa trabaho - ang mga abraded o ejected na diamante mula sa pugad ay pinalitan ng iba, na matatagpuan sa mas mababang layer ng gilid.
Ang sobrang init ay nadala sa pamamagitan ng katawan ng talim, ngunit, gayunpaman, nag-iinit ito hanggang sa sapat na mataas na temperatura, na nangangailangan ng pagsunod sa ilang mga patakaran sa kaligtasan para sa dry cutting.
Ang mahabang buhay ng gulong at ang pagiging epektibo ng paggamit nito ay nakasalalay sa laki ng mga brilyante. Ang mga malalaki ay nagbibigay ng kahusayan sa trabaho, ngunit mabilis na masusuot, ang maliliit ay gupitin nang tumpak, ngunit mas mabagal, ang kanilang buhay sa serbisyo ay 25 - 30% mas mahaba kaysa sa isang tool na may malalaking mga fraction ng kristal.
Mga pamamaraan sa pag-scan kung ang disc ay masikip
Ano ang gagawin kung ang hold-down flange ay natigil? Ang istorbo na ito, kapag nakagat ang kulay ng nuwes, ay madalas na nangyayari kung, habang nagtatrabaho kasama ang makapal at matibay na mga materyales, ang tool ay naka-jam sa workpiece. Sa kasong ito, madalas na masira ang nakasasakit na gulong, at ang suliran na nagpapatuloy na paikutin nang mahigpit na humihigpit ng clamping flange. Mayroong maraming mga paraan upang paikutin ang gilingan kung ang disc ay naka-jam.
Na may isang gas wrench
Ang pamamaraang ito ay itinuturing na hindi ganap na ligtas, dahil ang stopper ay maaaring masira, bagaman sa karamihan ng mga kaso, posible na alisin ang takip ng nuwes. Upang maiwasan na masira ang spindle lock, huwag maglapat ng labis na puwersa sa gas wrench. Ang retainer ay idinisenyo upang mapaglabanan ang puwersa ng isang karaniwang wrench.
Ang isang sobrang higpit na flange ay maaaring i-unscrew gamit ang 2 gas wrenches. Upang magawa ito, putulin ang nakausli na mga dulo ng nakasasakit na gulong gamit ang mga pliers upang maabot mo ang ilalim na flange gamit ang unang gas wrench. Susunod, higpitan ang parehong mga flanges na may mga wrenches at i-on ang mga ito sa kabaligtaran ng mga direksyon (isinasaalang-alang kung aling thread sa spindle ang kanan o kaliwa).
Pagkalas ng gearbox
Sa kaganapan na nasira ang retainer, kakailanganin mong i-disassemble ang gearbox upang alisin ang tool mula sa angle grinder. Gumamit ng mga pliers upang masira ang mga gilid ng natitirang nakasasakit na gulong upang makapunta ka sa mga bolt na humahawak sa takip ng gear. Pagkatapos nito, i-unscrew ang mga fastener at buksan ang gearbox. Aalisin ang takip kasama ang pinion shaft. Dagdag dito, ang baras na ito ay dapat na mai-clamp sa isang bisyo, na dati nang inilatag ang mga aluminyo gasket sa pagitan ng mga panga ng bakal, at gamit ang isang gas wrench, i-unscrew ang flange (huwag kalimutang matukoy ang direksyon ng pag-unscrew).
Heating nut
Ang kulay ng nuwes ay maaaring maiinit gamit ang isang gas torch, hot air gun o blowtorch. Ang pinainit na flange ay karaniwang maaaring i-unscrew na may isang karaniwang wrench wrench.
Pagtahi ng isang jam na bilog
Kung, pagkatapos mailapat ang unang 3 mga pamamaraan, ang kulay ng nuwes ay hindi maluwag, kung gayon ang natitirang nakasasakit na gulong sa pagitan ng mga flanges ay maaaring malugmok. Upang magawa ito, sundin ang mga hakbang na ito.
- Gumamit ng mga plier upang alisin ang natitirang bilog sa paligid ng mga gilid ng nut hangga't maaari.
- I-clamp ang isang piraso ng sheet metal na kasing makapal ng disc mismo sa isang bisyo, i-on ang gilingan at gilingin ang natitirang bilog sa dulo ng sheet metal.
Ngunit ang paggamit ng isang nakatigil na nakasasakit na gulong ay nangangailangan ng mahusay na pangangalaga, dahil kapag ang paggiling ng mga labi ng tool, maaaring masira ang geometry ng flange. Kung nangyari ito, kailangan mong i-trim ang kulay ng nuwes.
Paggamit ng isang penetrating lubricant
Liberally spray ang flange-shaft na koneksyon sa WD-40 fluid. May kaugaliang tumagos sa mga puwang na sinulid na gulong at maliliit na bitak. Matapos ilapat ang likido, maghintay ng halos 5 minuto at subukang i-unscrew ang mga fastener na may isang karaniwang wrench.
Gumagamit ng isang puncher
Ang ilang mga may-ari ng mga gilingan, sa isang sitwasyon kung saan ang clamping nut ay na-jam, mag-install ng isang "chisel" o "jackhammer" na nguso ng gripo sa martilyo drill, ipasok ito sa butas ng flange sa isang anggulo at i-on ang jackhammer mode nang walang pag-ikot. Alinsunod dito, dapat pindutin ang pindutan ng paghinto. Ang isang pares ng banayad na pag-click na may martilyo drill ay sapat na (upang hindi masira ang retainer ng baras), at ang nut ay magsisimulang lumiko.
Gupitin ang pressure flange gamit ang isang hacksaw
Ang pamamaraang ito ay maaaring tawaging radikal, dahil kakailanganin kang bumili ng mga bagong fastener, at ginagamit ito kung ang nut ay hindi na-unscrew ng anumang iba pang mga pamamaraan.Upang maputol ang flange, pindutin nang matagal ang stop button upang ang baras ay hindi paikutin, at gamit ang isang metal na hacksaw, gupitin ang retain nut.
Mga pagkakaiba-iba ng mga disc ng brilyante
Ang mga disc ng pagputol ng diamante ay may ilang mga pagkakaiba-iba sa disenyo at teknolohiya ng pagmamanupaktura.
Mga uri ng mga disc ng brilyante ayon sa istraktura
Sa pamamagitan ng kanilang istraktura, ang mga dry cutting disc ay nahahati sa:
- matatag;
- nai-segment;
- turbo;
- segment na turbo.
Solidong mga disc ng brilyante. Nilagyan ng isang tuluy-tuloy na paggupit na banda, tumatakbo kasama ang paligid, kung saan ang artipisyal na mga brilyante ay interspersed sa maraming mga hilera. Para sa pagputol ng mga keramika at iba pang mga materyales, kung saan ang katumpakan ng paggupit ay ang pangunahing parameter, ang mga gulong na may isang solidong gilid ay mas gusto.









Pinahiwalay na mga disc ng brilyante. Ang mga nakahiwalay ay nahahati sa pamamagitan ng mga radial slot sa maraming mga seksyon ng pagtatrabaho na may parehong sukat, mas lumalaban ito sa mga pag-load ng mekanikal at thermal at ginagamit nang mas madalas kaysa sa mga solid, bagaman medyo mas mahal ito. Mas produktibo ang mga ito kaysa sa mga solid, ngunit ang hiwa pagkatapos ng mga ito ay hindi kasing tumpak. Pinakamahusay na ginagamit ang mga ito para sa magaspang na pagputol ng mga kongkretong istraktura.
Mga disc ng turbo na brilyante. Ang mga turbo disk ay nakikilala sa pagkakaroon ng pahilig (at hindi lamang) mga notch sa mga gilid ng gilid. Medyo pinapataas nito ang lakas na mekanikal ng gulong at makabuluhang pinapataas ang tindi ng pagwawaldas ng init, na ginagawang posible upang mapabilis ang paggupit mula 50 hanggang 100%. Tulad ng mga segment na blades, ang mga turbo blades ay angkop para sa mabilis na paggupit ng lahat ng mga materyales sa mineral ng isang malawak na hanay ng tigas - mula sa sandstone hanggang sa kongkreto at granite.
Ang mga turbo na may segment na diamante ay mga disc. Kahit na mas malakas ang mga disc ay nahahati sa mga segment na may bingaw sa gilid ng turbo. Ang mga ito ay nailalarawan sa pamamagitan ng mataas na pagganap at kagalingan sa maraming kaalaman.
Pagkakaiba ng mga disc sa pamamagitan ng pag-aayos ng mga brilyante
Ang mga artipisyal na diamante ay naayos sa gumaganang rim sa isang tukoy na pagkakasunud-sunod. Mayroong mga bilog na may pantay na pamamahagi, kapag mayroong parehong bilang ng mga kristal sa alinman sa mga napiling haba ng yunit o segment.
Ngunit mayroon ding mga bilog kung saan ang mga diamante ay nakaayos sa isang tiyak na panahon (ang tinatawag na sandwich). Mas produktibo ang mga ito nang may mas kaunting puwersa sa tool, mas mahusay na paglamig at kahit pamamahagi ng puwersa.
Mga talim ng brilyante para sa dry at wet cutting
Ayon sa pamamaraan ng paggupit, ang mga disc ng brilyante ay inuri sa mga dry at wet cutting disc. Ang dating ay nagbibigay ng isang tumpak na hiwa at "mas malinis" sa trabaho, ngunit nangangailangan ng paggamit ng mga aparato ng pagkuha ng alikabok - kapag ang pagputol, napakaliit na mga maliit na butil ng mga solidong materyales ay nabuo, na nakakainis ng mga mata at respiratory tract. Gumagana ang mga gulong na pinalamig ng tubig na may pare-parehong daloy ng likido na nagbubuklod at nag-flush ng alikabok, ngunit hindi sila maaaring palaging magamit. Ito ay dahil sa ilang pagkabagsak ng haydroliko na sistema at pagbuo ng mga drips.
Ang mga dry cutting wheel ay maaaring magamit sa mga cooled machine ng tubig, ngunit ang wet cutting wheel ay hindi maaaring gamitin nang walang paglamig - nag-overheat at mabilis na lumala.
Mga pangunahing alituntunin sa kaligtasan para sa pagtatrabaho sa metal
Kung paano i-cut nang tama metal Ang pangunahing mga patakaran para sa prosesong ito:
- Ang dalubhasa ay dapat na magbigay ng kanyang sarili ng mga salaming de kolor kapag nagtatrabaho sa mga gilingan ng gulong, kumuha ng mga kalasag, upang maiwasan ang mga spark, maliit na mga metal na partikulo mula sa pagkuha sa mga mata.
- Maipapayo na i-secure ang lahat ng bahagi ng katawan. Ang mga kamay ay dapat na may suot na proteksiyon na guwantes, hindi koton, ang mga ito ay lubos na nasusunog.
- Upang i-cut metal na may isang gilingan, kinakailangan upang alisin ang kalapit na mga bagay, lalo na ang mga lubos na nasusunog.
- Ang workpiece ay dapat na maayos sa makina o bisyo. Huwag hawakan ito sa iyong kamay, huwag itong kurutin sa iyong mga paa.
- Kapag nag-i-install ng isang bagong disc, paikutin ito sa maximum na bilis, kailangan mong itago ang grinder mula sa iyo.
- Kung ang disc ay naging defective, maaari itong lumipad sa maliliit na bahagi at makakasugat.
- Ang proteksiyon na takip ng gilingan ng anggulo ay dapat na ayusin, ligtas na naayos. Naka-install ito upang maprotektahan ang mga mata mula sa paglabas ng mga maliit na butil.
- Dapat tandaan ng master na kapag pinapalitan ang mga disk o habang nagpapahinga, dapat patayin ang aparato mula sa network.
- Huwag subukang baguhin ang disc habang nakabukas ang gilingan.
- Kailangan mo lamang ilipat sa paligid ng lugar ng trabaho na may naka-on na gilingan.
- Kung hindi mo sinasadyang patayin ang ilaw, dapat mong patayin ang gilingan upang maiwasan ang hindi inaasahang pag-on.
Hindi ka dapat maglagay ng mga pamutol, lagari sa halip na isang disc, mahigpit na ipinagbabawal na gawin ito. Ang mga patakaran sa kaligtasan ay dapat sundin at ang posibilidad ng pinsala ay dapat na mabawasan.
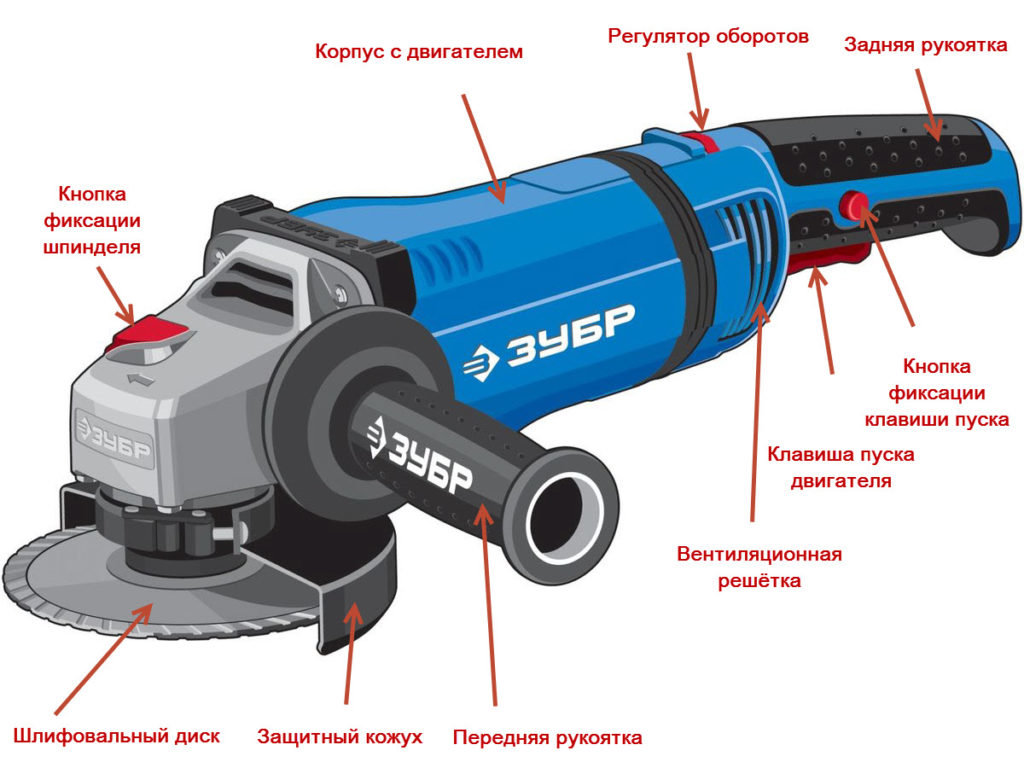
Paano pumili ng tamang gilingan
Ang gilingan ay dapat magkasya nang kumportable sa iyong kamay.
Ang tamang pagpili at kalidad ng gilingan mismo ay tumutukoy sa kalidad ng trabaho at kaligtasan ng manggagawa.
Kapag pumipili ng isang makina, dapat kang magabayan ng mga pangunahing parameter: lakas at diameter ng paggupit ng nakasasakit na gulong
Ang bigat din nito ay walang maliit na kahalagahan, dahil madalas na kinakailangan na magtrabaho "sa timbang", at mga sukat upang magawa mo ang trabaho sa hindi maginhawa at mahirap maabot na mga lugar.
Karamihan sa mga mamimili sa pagtingin ng mga makapangyarihang gilingan ay medyo takot na mas mahirap makaya ito kaysa sa isang may mababang lakas. Ito ay isang maling kuru-kuro. Ang mga low-power grinder ay mas malamang na mag-jam disc, ibig sabihin pisikal na hindi nila "mahugot" ang disk sa ilalim ng mabibigat na karga. Ang sitwasyon kung paano kikilos ang disk at ang makina mismo pagkatapos mabawasan ang pagkarga ay hindi mahuhulaan. Malamang, ang gilingan ay mapunit mula sa mga kamay. Ang kinahinatnan nito ay magiging pahinga sa disc, pinsala sa makina at pinsala sa pamutol. Samakatuwid, mas mabuti para sa mga artesano ng baguhan na bumili ng isang gilingan para sa isang 125 mm disc na may lakas na 800-1000 W at isang bilis ng spindle na 10,000 rpm. Ang lakas na ito ay sapat para sa pagputol ng bakal.









Para sa pagputol ng metal, may mga machine para sa isang 115 mm disc na pinalakas ng mga baterya, ngunit, tulad ng ipinapakita ng kasanayan, sa kanilang mataas na gastos sa paglutas ng mga problema sa sambahayan, hindi nila binibigyang katwiran ang kanilang sarili.
Ang mga hawakan ng gilingan ay dapat na goma o gawa sa isang materyal na magbabad sa mga panginginig mula sa makina.
Ngunit wala sa mga teknikal na katangian ang sumasalamin sa kaginhawaan at kaligtasan sa trabaho.
Ang gilingan ay dapat na namamalagi nang kumportable at ligtas sa iyong kamay upang kapag nagtatrabaho kasama ang metal ay nakatuon ka rito, at hindi sa kung paano hawakan ang tool sa iyong mga kamay. Ito ay kanais-nais na ang mga mahigpit na pagkakahawak ay goma o panginginig ng boses materyal na may indentations para sa mga daliri.
Ang mga low-powered grinder, bilang panuntunan, ay walang karagdagang hawakan.
Kung, kapag pumipili, natagpuan ang anumang abala, dapat kang maghanap ng isang gilingan ng isa pang modelo.
Mga rekomendasyong espesyalista para sa ilang uri ng trabaho
Susunod, sasabihin namin sa iyo kung paano gumana sa isang anggiling gilingan na may iba't ibang mga produktong metal.
Paghihigpit ng kadena ng Chainsaw
Larawan bilang 12: hasa ang chainaw chain na may gilingan
Ang chain ay pinahigpit sa boom ng chainaw. Para sa trabaho, gumamit ng isang nakakagiling disc na may kapal na 2.5 mm. Kinakailangan na markahan ang unang ngipin na iyong iproseso. Sa mga may kakayahang aksyon, maaari mong i-update ang kadena 4-7 beses bago ito tuluyang mabigo.
Pagputol ng tubo
Larawan # 13: pagputol ng tubo na may gilingan
Mas mahusay na simulan ang pagputol ng makapal na metal na may isang gilingan mula sa mga gilid. Ang pagsisimula sa gitna ay maaaring maging sanhi ng siksik na siksik at yumuko. Sa panahon ng pagproseso, maglapat ng puwersa sa ilalim ng tool sa paggupit, na tinitiyak ang mabisang paggupit.









Pagputol ng mga hulma
Numero ng larawan 14: pagputol ng mga sulok na may gilingan
Para sa pagputol ng mga sulok ng metal, maaari mong gamitin ang mga pagod na disc o isang maliit na tool sa diameter
Mahalagang tandaan na ang gawain ay phased: una, ang isang bahagi ng paghubog ay pinutol, pagkatapos ay ang pangalawa.
Pinahihigpit ng gulong na nakita
Larawan Blg 15: hasa ang isang bilog na bilog na gilingan gamit ang isang gilingan
Magsimula sa pamamagitan ng pag-secure ng grinder ng anggulo gamit ang mga clamp, na iniiwan ang pag-access sa umiikot na bahagi ng tool. Pagkatapos dalhin ang talim ng lagari sa gulong na gulong nang hindi naglalapat ng sobrang lakas. Ang bilog ay dapat na nasusukat kasama ng produkto. Kapag nagtatrabaho, tiyaking sinusunod ang humahawak na eroplano.
Mga Panonood
Nakasalalay sa kanilang layunin, ang mga nozzles para sa mga grinder ng anggulo ay maaaring maiuri sa maraming uri.
Ang pagputol ng mga disc ay marahil ang pinakatanyag na modelo ng pagputol ng mga disc. Ginagamit ang mga ito para sa pagputol ng lahat ng uri ng mga materyales. Kaugnay nito, ang pagputol ng mga disc ay maaaring nahahati ayon sa materyal na kung saan sila ay muling itinalaga.
Ang mga disc ng pagputol ay ilan sa pinaka matibay Nag-iiba sila sa laki, kapal at diameter.

- Ang mga disc para sa bato sa labas ay hindi naiiba sa anumang paraan mula sa mga bilog para sa metal, ngunit ang kanilang komposisyon ay magkakaiba. Ang mga disc na ito ay gumagamit ng iba't ibang mga nakasasakit na materyales.
- Ang mga Diamond blades ay isa sa mga pinaka maraming nalalaman na mga kalakip para sa lahat ng mga materyales. Ang mga ultra-malakas na kristal na lumalaki sa komposisyon ng bilog ay nakayang makayanan ang metal, at may bato, at may kongkreto. Ang mga disc na ito ay maaaring magkakaiba sa laki ng pag-spray (pinong at magaspang), pati na rin ang cutting edge (solid at indibidwal na mga sektor ng paggupit).
Nakumpleto nito ang pag-uuri ng mga cut-off na modelo. Susunod, sulit na isaalang-alang ang mga uri ng paggiling disc at mga gulong sa buli. Ang mga modelong ito ay naiiba sa kanilang saklaw. Maaari silang maglaman ng papel de liha, nadama. At pati na rin ang mga paggiling disc ay maaaring spongy o tela.










Ito rin ay nagkakahalaga ng pagpuna sa mga naturang uri ng mga disc ng gilingan bilang hasa at paghalo (o paghuhubad). Mayroon ding ilang mga pagkakaiba-iba sa kanila. Halimbawa, isang disk na may baluktot na mga cone. Ang mga bilog na ito ay isang bilog na steel wire brush.
Ang paghasa ng mga nauubos ay karaniwang maliit ang lapad. Ginagamit ang mga ito, bilang panuntunan, para sa paglilinis ng mga welded seam o para sa mga tool sa hasa. Ang mga gulong ng paggiling ng brilyante ay nakikilala sa pamamagitan ng ang katunayan na ang pagtatrabaho sa kanila ay eksklusibo na isinasagawa ng paligid na bahagi ng gulong.
Dapat sabihin tungkol sa mga materyales na kung saan ginawa ang mga gulong sa pagputol. Maaari silang maging brilyante, karbid, nakasasakit at metal na mga gulong ng wire.
- Ang mga talim ng brilyante ay pinahiran ng brilyante at karaniwang gawa sa bakal. Sa mga disc ng karbida, sa halip na pag-spray ng brilyante, ginagamit ang mga high-carbon steels, kung saan idinagdag ang nickel at chromium.
- Ang mga nakasasakit na disc ay gawa sa makapal na papel na latex na may isang pampalakas na mata sa pagitan ng mga layer. Ang mga disc na ito ay karaniwang may pinakamurang presyo.
- Ang mga disc ng wire ay inilaan para sa paghuhubad ng trabaho. Ang pagputol ng matitigas na materyales na may tulad na mga bilog ay medyo mahirap.