Panuntunan sa kaligtasan kapag pagputol ng metal na may gilingan
Ang pagputol ng mga workpiece ng metal ay nangangailangan ng pagsunod sa mga patakaran sa kaligtasan. Kahit na may mga aparatong proteksiyon at sopistikadong disenyo, ang tool ay maaaring maging sanhi ng mga aksidente, kabilang ang pinsala mula sa mga piraso ng metal, pagsiklab mula sa mga spark, atbp.
Kaya, narito ang mga pangunahing alituntunin.

Larawan Blg 11: nangangahulugang proteksyon ng indibidwal: baso, headphone, guwantes, helmet
- Gawin ang lahat ng gawain sa personal na kagamitan sa pangangalaga (PPE): guwantes na tarpaulin, respirator, salaming de kolor.
- Huwag buhangin gamit ang gilid ng gulong.
- Huwag gumamit ng baluktot o mabigat na deformed na mga kinakain.
- Siguraduhin na ang metal cutting talim ay hindi makagambala sa mga de-koryenteng mga wire, fuel at lubricant at iba pang mga banyagang bagay.
- Huwag sumisid ng masyadong malalim dahil maaari itong makapinsala sa gulong at instrumento.
- Bago simulan ang kagamitan na naka-mount lamang ang disc, subukan ito sa bilis na walang ginagawa.
- I-secure ang workpiece gamit ang isang vise. Kung hawakan mo ito sa iyong mga kamay, posible na masaktan ang kamay mula sa tool sa paggupit.
- Maghintay hanggang sa makumpleto ang paghinto ng makina bago alisin at palitan ang disc.
Pag-unlad
Sa sandaling i-on ang "gilingan" dapat itong gaganapin sa isang lakas na sapat upang madaig ang panimulang metalikang kuwintas. Ang anggulo na gilingan na pinakawalan mula sa mga kamay sa sandali ng pagsisimula ay maaaring makapinsala sa kalusugan ng operator at makapinsala sa natapos na mga ibabaw. Panatilihing tuwid ang gumaganang "gilingan", pag-iwas sa matalim na pag-ikot ng katawan nito. Dalhin ang umiikot na disc na malapit sa piraso ng metal nang dahan-dahan. Isawsaw nang walang pagsisikap, pinapayagan ang sariling timbang ng yunit upang lumikha ng kinakailangang koepisyent ng alitan.
Kapag ang gulong na cut-off ay nalubog sa materyal ng 10-20%, dapat mong bigyang pansin ang kinis ng paglalagari. Kung ang anggulo ng gilingan ay kumibot at hinahangad na umatras, maaaring suliting baguhin ang anggulo ng pagkahilig ng katawan nito o bawasan ang presyon ng disc sa metal
Kung ang workpiece ng metal ay may panloob na stress, gupitin ang 90% at tapusin ang proseso sa pamamagitan ng kamay. Kung hindi man, ang paglabas ng stress ng metal sa oras ng paglalagari ay maaaring humantong sa isang matalim na pag-agaw ng talim at pagkasira nito.
Sa susunod na video, mahahanap mo ang mga pagsubok sa pagputol ng mga disc para sa isang gilingan at isang paghahambing ng mga tanyag na tatak.
Masasakit na Mga Gulong na cut-off para sa Aluminyo - Mga nakasasakit: Mga Powder, Bar, Gulong at sinturon
Napakatanda ng paksa, ngunit dahil sa naghanap ako at nahanap, mag-a-unsubscribe ako.
Na may diameter na 125mm para sa aluminyo, nagawa naming makahanap (sa mga tuntunin ng pagkakaroon) ng mga sumusunod na disc:
1. Dronco Espesyal na CS60ALU 1.2mm
2. Wolfcraft 1669999 1.5mm
3. GermaFlex 1.6mm
4. Metabo 616752000 2.5mm
Ang Wolfcraft ay hindi matagpuan sa pagbebenta, kaya kumuha ako ng 1 pc ng mga natitira para sa sample. Ang hiwa ay ginawa gamit ang isang gilingan, nakatigil na nakatakda sa kama para sa mga gilingan ng anggulo.
Ang maliit na diameter (d16 f5mm) ay pinuputol ang Dronkov bilog na pinakamahusay sa lahat, ang Hermaphlex isa na halos (minusculely na). Si Dronko ay napakalambot tulad ng karton. Ngunit sa f30 ang hiwa ay lumabas na hindi pantay, tk. ang bilog ay baluktot pabalik, at sa dulo ng isang burr ay nakuha sa pahinga - ang diameter na ito ay pinakamahusay na kinuha ng isang Hermaphlex. Ang pangatlong bilog na metabolic ay naging masyadong makapal, ang pagganap ng paggupit ay walang saysay, kailangan mong pindutin nang mas mahirap. Marahil ay kailangan nilang i-cut sa maximum na bilis, ngunit interesado ako sa pagputol ng hindi masyadong malaki ang mga diameter at sa pinababang bilis (para sa isang minimum na ingay, ito ay para dito na ang isang gilingan na may kontrol sa bilis ng electronic ay kinuha nang sabay-sabay).
Kumpara din sa isang maginoo disc ng parang na may isang hindi kinakalawang na asero na hitachi patch.Mayroong kaunting ingay mula dito, bahagyang pagdurog, ang bilis ng paggupit ay halos isang ikatlong mas mababa (paghuhusga ng pagpainit ng bahagi, dahil sa grasa ng bilog). Ang kalidad ng hiwa ay bahagyang mas masahol - mga matte groove laban sa mga nakalalamang sa isang bahagyang mas maliit na bilang ng mga espesyal. mga disk. Ang mga revs ay sinubukan mula 3000 hanggang 9500 rpm.








Ang konklusyon ay isang katulad nito: gupitin ng isang nakasasakit na al. ang mga haluang metal ay posible, at kahit hindi masama. At maaari mo ring gamitin ang mga ordinaryong disk. Sa presyo ng mga disc na karaniwang ginagamit ko (na may metal washer sa gitna na gawa sa hindi kinakalawang na asero) na katumbas ng 39r, at ang presyo ng isang Hermaphlex disc na 69r, sa prinsipyo sulit itong kunin ang mga ito. Mas mahusay na hiwa, mas tahimik, mas mabilis. Ang Dronkovsky para sa 100r ay hindi na katwiran sa sarili, at ang metabo para sa 120r kahit na higit pa. Kung pinapalitan mo ang isang regular na disc at isang "aluminyo" na isa sa iyong mga kamay, maaari mong makita na ang aluminyo ay higit pa ... porous o sa halip malambot. Hindi ko pa sinubukan itong basagin, ngunit tila na sa isang kalso mas malamang na masira ang isang piraso kaysa sa bilog na lilipad. Ngunit hindi namin nakalimutan ang tungkol sa TB (dalawang takip, isang kalasag).
Isang bagay na tulad nito. Sana nakatulong ito sa isang tao.
Binago noong Marso 5, 2015 ng Amid89
Paano mo mapuputol ang aluminyo?
Nakasalalay sa kapal ng metal, ang aluminyo ay maaaring putulin ng gunting na metal, electric gunting o isang hacksaw para sa metal, o sa isang lagari o isang gilingan na may isang espesyal na bilog para sa aluminyo at tanso, isang guillotine o isang router. Ang mga lagari ng miter at plunge cut saw ay mahusay. Ang isang pabilog ay kukuha ng isang manipis na profile, ngunit kailangan mo ng isang disc ng brilyante na idinisenyo para sa metal, pati na rin ang proteksyon mula sa mga chips, dahil ang naturang trabaho ay hindi ibinigay sa ganitong uri ng lagari (upang ang master o ang drive ay hindi nasira). Bilang isang patakaran, ang mga espesyal na disc para sa metal na ito ay ginagamit para sa mga pabilog na lagari.
Kapag pinuputol ang aluminyo gamit ang isang gilingan, hindi mo dapat gupitin nang malalim, yamang ang lambot ng metal ay humahantong sa bilog dito na natigil lamang, may tigas sa ngipin. Maaari ka ring gumawa ng isang hiwa hindi kaagad, ngunit lumakad ka muna nang maraming beses sa labas, nang hindi pinuputol hanggang sa dulo. Ang pagputol ng aluminyo ay dapat gawin nang dahan-dahan, pag-iwas sa mga pagbaluktot. Siguraduhing magsuot ng personal na kagamitang proteksiyon, hindi bababa sa mga baso at guwantes. Medyo maingay ang proseso, syempre, kung hindi ginagamit ang isang pamutol ng plasma. Ang mga mahabang pagbawas ay ginawa sa ilalim ng isang pinuno sa isang tuwid na linya, ngunit ang makinis na mga kurba ay madalas na ginawa ayon sa isang template. Ito ay medyo mahirap na gumawa ng isang kahit mahabang pagputol sa isang tool sa kamay.
Kung gumagamit ka ng isang lagari, lagari, pamutol ng paggiling at paikot na lagari, pinapayuhan na magtulo ng langis ng langis, langis, alkohol sa pinutol na lugar, o palamig ang metal sa lugar na ito (maaari mo ring gamitin ang naka-compress na hangin), na nagbibigay-daan sa ang tool upang pumunta nang mas malaya, nang walang pagbuo ng isang malaking "work hardening" ". Para sa parehong layunin, pinapayuhan minsan na kuskusin ang linya ng paggupit gamit ang ordinaryong sabon sa paglalaba, lumang mantika o paraffin.
Mga uri ng pagputol ng mga disc para sa metal
Ang mga teknikal na katangian ng paggupit ng mga gulong (o kung hindi man mga disc) para sa pagtatrabaho sa metal ay kinokontrol ng GOST R 57978-2017, na nagbibigay para sa dalawang uri ng tool na ito: flat (ISO 41) at may recessed center (ISO 42). Ang parehong GOST ay nagtataguyod ng mga saklaw ng laki at iba pang na-standardize na mga parameter para sa parehong uri. Sa istraktura, ang isang metal cutting disc ay isang istrakturang uri ng sandwich na binubuo ng mga alternating layer ng isang nagpapatibay na mata at isang hiwa ng pagputol, kung saan ang isang manggas ng metal ay pinindot (tingnan ang larawan sa ibaba).

Ang pampalakas na meshes ay karaniwang gawa sa fiberglass at, depende sa mga kundisyon ng paggamit ng tool, maaari silang magkaroon ng iba't ibang mga kapal at laki ng mesh. Ang pinagsamang pagputol ay binubuo ng isang nakasasakit na pulbos at isang bono. Para sa pagputol ng mga metal, ang mga pulbos ng iba't ibang uri ng electrocorundum at silicon carbide ay ginagamit bilang isang nakasasakit, at ang mga resel ng bakelite ay karaniwang ginagamit bilang isang binder (bagaman nagbibigay din ang GOST para sa paggamit ng mga vulcanite).
Bilang karagdagan sa pinatibay na nakasasakit na gulong sa mga bono ng dagta, may mga disc ng karbid para sa paggupit ng metal sa mga nakatigil na pendulum at miter saw.Ang nasabing tool ay karaniwang ginagamit sa pagkuha ng mga tindahan ng mga negosyo sa pagtatrabaho sa metal; mayroon itong isang dalubhasang dalubhasang aplikasyon at kabilang sa mga pabilog na lagari. Ang isa pang uri ng tool sa paggupit ay mga disc ng brilyante, ngunit alinsunod sa GOST 32833-2014 hindi sila maaaring gamitin para sa pagputol ng mga metal. Minsan nakita ang mga talim na ginamit sa paggawa ng kahoy sa mga pabilog na makina ay tinutukoy din bilang pagputol ng mga talim. Sa panlabas, medyo magkatulad ang mga ito sa paggupit ng mga gulong para sa pagproseso ng kahoy. Ngunit sa katunayan, ang mga nasabing mga blades ay may iba't ibang layunin, at ang GOST ay inuri bilang "mga pabilog na lagari".
Mga hakbang sa seguridad
Bago simulan ang trabaho, kailangan mong isipin kung paano isasagawa ang paggupit (ang posisyon ng "gilingan" sa kalawakan na may kaugnayan sa lugar ng paggupit), tukuyin ang direksyon ng vector ng daloy ng mga spark, na kung saan ay sasama sa paglulubog ng ang disc sa metal. Alisin ang lahat ng mga bagay na nasusunog at sangkap mula sa linya ng spark. Kung kinakailangan, takpan ang natapos na mga ibabaw na nakalantad sa mga spark na may proteksyon na kagamitan.
Siyasatin mismo ang tool ng kuryente para sa tubig, dumi, buhangin, at ang integridad ng kurdon ng kuryente. Magsagawa ng isang pagsubok na takbo upang suriin kung ang yunit ay tumatakbo nang maayos at na ang pagputol ng disc ay maaaring malayang umikot. Suriin ang bagay na puputulin: dapat itong maayos na maayos, walang deforming stress, at malayo sa mga de-koryenteng mga wire.
Ang mga mata ay dapat protektahan ng mga espesyal na salaming de kolor na nagbibigay ng isang malawak at malinaw na pagtingin. Ang mga baso na may mga kulay na lente ay hindi inirerekumenda. Ang pinakaligtas proteksyon sa mukha ay isang kalasag-mask na gawa sa transparent plexiglass. Kung ang disc ay nasira sa panahon ng paggupit, ang mga fragment nito ay nakakalat sa direksyon ng paunang lakas na centrifugal sa isang mataas na bilis. Protektahan ng maskara ang harap ng ulo mula sa pagpasok dito. Kailangan din ng proteksyon ang mga organ ng pandinig. Para dito, ginagamit ang mga headphone sa konstruksyon o mga silicon earplug.
Dapat matugunan ng kagamitan ng LBM operator ang mga sumusunod na hakbang sa kaligtasan:
- mga robe na gawa sa matibay at natural na materyal;
- Katamtamang maluwag, ngunit ang sobrang haba ng manggas ay hindi katanggap-tanggap;
- guwantes na mahigpit na magkasya sa mga kamay, gawa sa malakas na materyal na maaaring hawakan ang pangunahing hiwa;
- saradong sapatos na may pagsasama-sama ng pagsingit ng daliri ng daliri.
Seguridad
Ang gilingan ay isang tool sa paggupit ng kuryente, kapag nagtatrabaho kung saan kailangan mo ng espesyal na pansin. Kaya, bago baguhin ang pag-cut o paggiling ng attachment, dapat mong tiyakin na ang kagamitan ay hindi nakakakonekta mula sa mains.
Kung ang plug ay naka-plug in, palaging may panganib na mapinsala mula sa hindi sinasadyang pagpindot sa start button.
Kapag ang paggupit at paggiling ng malambot na materyales tulad ng aluminyo, magkaroon ng kamalayan sa pagiging tigas nito. Upang maisakatuparan ang trabaho, huwag pabayaan ang mga patakaran para sa pagpapatakbo ng paggupit ng mga gulong. Kaya, ang labis na lapad ng bilog ay maaaring maging sanhi ng sobrang pag-init ng metal at, bilang isang resulta, pag-jam ng mga disc o kanilang pagdulas. Ito ay humahantong sa pinsala.










Kinakailangan ding tandaan ang tungkol sa panloob na lapad ng mga bilog para sa mga grinders ng anggulo. Dapat eksaktong tumugma ito sa diameter ng baras ng makina. Ang isang mas malaking lapad ay magiging sanhi ng isang kawalan ng timbang ng paggupit na kalakip, ang hindi pantay na paggalaw nito. Ang pagtatrabaho sa paraang ito ay malamang na maging sanhi ng paghati ng disc sa kabila ng pinatibay nitong patong, na nagreresulta din sa malubhang pinsala.
Mahalagang bigyang pansin hindi lamang ang tatak ng gumawa, kundi pati na rin ang pagiging tunay nito. Sa modernong merkado, maaari ka ring makahanap ng mga peke. Ngunit maaari silang makilala sa pamamagitan ng mga inskripsiyon, na malamang na magawa sa murang pintura.
Kung ang naturang teksto ay hadhad ng kaunti, kung gayon ang pintura ay magiging maulap o ganap na pahid. Ang kalidad ng sticker sa bilog ay mahalaga din. Sa murang mga katapat, maaari itong mai-peeled, hindi katulad ng mga tunay na produktong may brand.
Ngunit maaari silang makilala sa pamamagitan ng kanilang mga inskripsiyon, na malamang na magawa sa murang pintura. Kung ang naturang teksto ay hadhad ng kaunti, kung gayon ang pintura ay magiging maulap o ganap na pahid
Ang kalidad ng sticker sa bilog ay mahalaga din. Sa murang mga katapat, maaari itong mai-peeled, hindi katulad ng mga tunay na produktong may brand.




Ang sumusunod na video ay malinaw na nagpapakita ng mataas na kalidad ng mga produktong Cibo.
Mga tampok ng mga talim para sa paggupit ng aluminyo
Isang limitadong bilang lamang ng mga tagagawa ang gumagawa ng mga espesyal na talim para sa paggupit ng aluminyo, ang natitira sa uri ng materyal ay karaniwang nagpapahiwatig ng isang mas malawak na layunin, halimbawa, "para sa trabaho sa mga di-ferrous na riles." Sa pangkalahatan, ang pagputol ng aluminyo na may gilingan ay makatuwiran lamang para sa ilang isang beses na trabaho. At para sa malalaking dami ng mga blangko ng aluminyo, ang paggupit at pagputol ng mga makina na may espesyal na mga talim ng gabas para sa aluminyo ay mas angkop. Nakalarawan sa ibaba: Disk ng gawa sa aluminyo ng Metabo
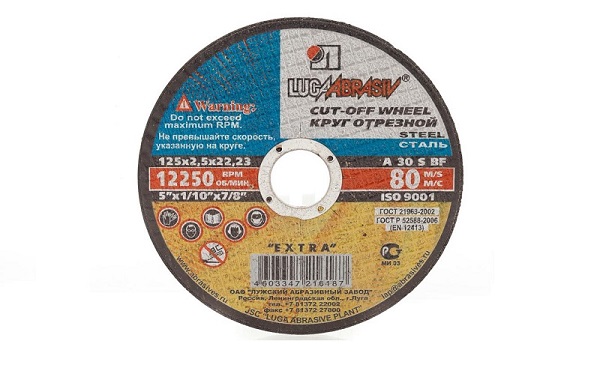
Bigyang pansin ang pagmamarka ng klase ng tigas (O nangangahulugang "medium hard") at ihambing sa pagmamarka ng Luga disc

Pagpili ng gulong
Sa merkado ng konstruksyon, maaari mong makita ang isang iba't ibang mga espesyal na gulong para sa iba't ibang mga uri ng paggiling at buli na may isang gilingan ng anggulo. Ang mga nasabing nozzles ay higit na nakikilala sa pamamagitan ng uri ng patong:
- mula sa papel de liha;
- mula sa isang espongha;
- tela;
- may naramdaman.
Bilang karagdagan sa nakasasakit na patong sa gulong, iba't ibang mga pasta na may nakasasamang mga pagsasama ay ginagamit para sa paggiling ng mga ibabaw ng metal. Ang kanilang paggamit ay nakasalalay sa kung paano makinis ang ibabaw ay pinlano na maging. Upang maisagawa ang isang magaspang na paglilinis ng aluminyo, ang mga manggagawa ay gumagamit ng mga magaspang na grained nozel na nozel. Sa kasong ito, ang istraktura ng gilingan ng paggiling ay hindi dapat maging siksik (na may isang maliit na bilang ng mga butil bawat dami ng yunit ng kalakip). Ang nasabing trabaho ay nagreresulta sa isang medyo magaspang na ibabaw na nangangailangan ng mas malinis na paggiling at buli.

Para sa maayos at tumpak na sanding, ang mga gulong ng espongha ay angkop, na maaaring magamit kasabay ng pinong-grained na mga pasta. Pagkatapos ng mga ito, maaari mong polish ang paggamit ng palitan na nadama o mga takip ng tela, na naayos sa isang espesyal na pagkakabit para sa gilingan. Sa kasong ito, ginagamit ang isang i-paste na may isang minimum na laki ng butil. Kapag pumipili ng isang nguso ng gripo, mahalaga rin ang tatak ng gumawa. Ang mga produkto, ang kalidad na hindi dapat pagdudahan, ay pangunahing ginagawa ng mga kilalang kumpanya, tulad ng:










- Bosch;
- Berner;
- Kronenflex;
- DeWalt.

Nagtatrabaho sa isang gilingan. Paano i-cut ang aluminyo na may gilingan nang ligtas at mabilis
Kumusta Mga Kaibigan! Sa maliit na tala na ito nais kong ibahagi kung paano mo mapuputol ang aluminyo gamit ang isang gilingan, isang maginoo na metal na gulong sa pagputol.
Tila, kung ano ang mali doon, kunin mo at gupitin ito! Oo, wala ito, lalo na pagdating sa pangangailangan na gupitin ang isang makapal na sheet ng aluminyo.
Ang katotohanan ay ang aluminyo ay isang malambot na metal at kapag pinuputol ito gamit ang isang gilingan, ang gulong na cut-off ay natigil lamang sa isang piraso ng aluminyo.
Bakit mapanganib na i-cut ang aluminyo gamit ang isang gilingan
Ang pagputol ng aluminyo ay hindi lamang mahirap, ngunit hindi rin ligtas! Lalo na kapag gumagamit ng isang mataas na power grinder. Dahil sa lapot ng aluminyo, ang disc ay ma-stuck, at susubukan ng tool na hilahin mula sa iyong mga kamay.
At hindi ito agad mangyayari, ngunit lamang kapag ang hiwa ay umabot sa isang tiyak na lalim. At maaari itong sorpresa sa isang walang karanasan na gumagamit ng tool. At sa pangkalahatan, na may isang disc na natigil sa metal, ang paggupit ay hindi madali.
Isang maliit na kuwento tungkol sa kung paano ko kailangang i-cut ang isang tangke ng aluminyo. At ano ang dumating dito
Ang isang kaibigan ko, sa sandaling nagdala sila ng trabaho, kinakailangan na gupitin ang isang tangke ng aluminyo na may gilingan. "Ito ay isang maliit na bagay" - naisip niya, upang makita ang aluminyo, walang mas madali!
Ngunit ang kanyang kagalakan ay mabilis na naglaho nang siya ay magsimula sa negosyo.
Ang disc ay patuloy na natigil, naipit sa metal na ito. Sinubukan ng Bulgarian na makawala sa kamay. Ang sawing ay isang pagpapahirap, ang negosyo ay naging mabagal. Iba't ibang mga mapang-abusong saloobin ang hindi umalis sa aking ulo. )))
Ano ang gagawin? Kailangang magtrabaho, kailangan mong gawin ito! Maraming oras ng pagsusumikap ang lumipas sa ganitong paraan, at isang matandang lalaki na dumadaan ay nagligtas.
Nakikita ang pagpapahirap, nagsimula siyang subukang magbigay ng payo, ngunit ang payo ay paminsan-minsan ay hinihirapan, lalo na kapag ang mga ugat ay nasa limitasyon na. Pagkatapos ng lahat, ang gawain, na tila simple sa una, ay medyo nakakapagod. Samakatuwid, ang unang reaksyon sa payo ay isang pagnanais na ipadala sa impiyerno.
Gayunpaman, ang payo ay ibinigay at sa huli, tulad ng sinabi ng isang kaibigan, sinunod niya ito. Isipin ang kanyang sorpresa kapag pagkatapos ng mga bagay na iyon ay naging mas masaya.
At ang payo ay ang mga sumusunod: Ang lugar ng hiwa ay kailangang lubricated. Halimbawa, ang ginagamit na langis ng kotse ay magagawa para sa hangaring ito. Ang disc ay hindi natigil, ang aluminyo ay pinutol ng isang putok.
Mga pagkakaiba-iba at kanilang mga laki
Ang mga gulong na cut-off ay may isang maliit na seksyon ng profile - kapal kaysa sa paggiling ng mga gulong. Ginagamit ng trabaho ang kanilang bahagi sa pagtatapos, kung saan, na nakikipag-ugnay sa metal, literal na binabago ito. Ang ganitong uri ng disc ay may dalawang mga pagsasaayos na magkakaiba sa kapal: 1.5 at 2 mm. Ang gitnang butas ng mounting ay pareho sa lahat ng uri ng mga disc: tumutugma ito sa diameter ng mounting shaft ng gilingan. Mayroong isang pamantayan para sa halagang ito sa kontinente ng Eurasian. Ang lahat ng mga pangkalahatang layunin na grinders ng anggulo ay may parehong mounting shaft diameter na kung saan ang kapalit na gulong ay nilagyan.
Ang unipormeng karaniwang mga diametro ay nakalista sa ibaba:
- 115 mm;
- 125 mm;
- 150 mm;
- 230 mm
Mayroong mga dalubhasang bilog na dinisenyo para sa paglalagari ng mga produkto mula sa "problem" na mga metal: malambot, malapot, mataas na carbon. Upang makilala ang mga ito sa iba pang mga pagkakaiba-iba, gumagamit ang mga tagagawa ng pagmamarka ng mga code. Sa tulong ng naturang notasyon, maaari mong matukoy kung aling bilog ang mas mahusay na gamitin:
- para sa pagtatrabaho sa bakal - bakal;
- para sa pagputol ng hindi kinakalawang na asero - inox;
- pagputol ng mga produktong cast iron - castiron;
- paglalagari ng malambot na riles - aluminyo.
Anong disc upang i-cut metal na may isang gilingan
Para sa pagtatrabaho sa mga workpiece ng metal, ang mga gulong na pinutol ng maliit na kapal (1-1.2 mm) ay angkop. Pinapayagan ka nilang gumawa ng kahit na pagbawas nang walang makabuluhang pagsisikap. Para sa kulot na pagproseso ng manipis na mga produkto na pinagsama, ang mga bilog ay ginagamit para sa isang gilingan para sa metal ng pinakamaliit na diameter.











Larawan Blg 5: mga bilog para sa isang gilingan para sa metal (125 mm)
Dagdag dito, kapag pumipili ng isang gilingan para sa pagputol ng sheet metal, nakatuon sila sa materyal na kailangang maproseso. Ang cast iron, bakal, aluminyo at tanso ay nangangailangan ng iba't ibang mga disc. Malalaman mo ang impormasyon tungkol sa layunin ng isang partikular na produkto mula sa pagmamarka sa label.
Para sa hindi kinakalawang na asero. Hindi tulad ng iba pang mga natupok, ang mga disc na hindi kinakalawang na asero ay hindi makapinsala sa proteksiyon na pelikula sa metal, na pinoprotektahan ang materyal mula sa kaagnasan.

Larawan Blg 6: Gulong sa paggupit para sa isang gilingan sa hindi kinakalawang na asero
Para sa mga metal na hindi ferrous. Mayroong magkakahiwalay na pagkakaiba-iba para sa pagputol ng cast iron, aluminyo, tanso, tanso. Ang mga additives na anti-brining ay idinagdag sa komposisyon ng mga gulong na gumagana sa malambot na materyales. Ang mga produktong cast iron, sa kabilang banda, ay may mahirap na pagsasama ng brilyante.

Larawan Blg 7: Gulong sa paggupit para sa isang gilingan para sa aluminyo
- Para sa manipis na mga profile at tubo. Ang pagputol ng sheet metal na may isang gilingan ay dapat na gumagamit ng mga bilog na angkop sa diameter. Pinoproseso ang mga naka-prof na sheet at sheet metal na may mga produktong may maliit na ngipin. Mga sulok at fittings - na may mas makapal na mga disc.
- Magaspang. Ginamit para sa mga seam ng pag-aalis ng baga at hinang. Ang kapal ng mga bilog ay 5-10 mm. Isinasagawa ang pagproseso gamit ang makina na ikiling sa isang anggulo ng 30-40 degree sa ibabaw.

Larawan # 8: Gumagiling gulong para sa gilingan
Magsipilyo. Ang mga produktong gawa sa matibay na kawad ay mabisang tinanggal ang kalawang kapag ang gilingan ay lumiliko sa iba't ibang direksyon.

Larawan Blg 9: Brush wheel para sa metal
Petal at nakasasakit. Ang dating ay ginagamit para sa pangwakas na sanding ng makinis na mga ibabaw. Ang pangalawa ay alisin ang sapat na malalaking mga protrusion at mga paglago. Ang de-kalidad na paggiling ay nagsasangkot ng paghahalili ng dalawang uri ng mga bilog.

Numero ng larawan 10: flap circle para sa gilingan
Ano yun
Ang pagputol ng mga disc para sa "gilingan" - matitigas na bilog ng madilim na kulay-abong kulay, magaspang sa pagpindot, na may isang butas na tumataas sa gitna, na naka-frame ng isang galvanized steel ring. Magkakaiba sila sa materyal ng paggawa, laki, pagsasaayos at iba pang mga katangian na tinutukoy ng uri ng trabaho na dapat gumanap gamit ang mga grinders ng anggulo. Sa kasanayan sa konstruksyon, malawak na ginagamit ang mga bilog para sa metal.
Ang epekto ng paggupit ay nilikha ng mataas na lakas na artipisyal na materyales, durog sa maliit na chips. Ginamit ang electrocorundum - napakahusay, matigas ang ulo, lumalaban sa kemikal na mga compound batay sa aluminyo oksido.










Alinsunod sa inilaan na layunin ng bilog, maaaring magamit ang electrocorundum sa mga sumusunod na base:
- magnesiyo-silikon;
- pilay na titan;
- mono-corundum;
- zirconium;
- titanic;
- kromo
Pagputol ng mga disc ng anggulo ng gilingan para sa metal - isang natupok na hindi ibinibigay ng tagagawa kasama ang "gilingan". Ang tagagawa ng tool ay hindi mananagot para sa kalidad at tibay ng mga natupok.
Paano gamitin?
Ang pagpapatakbo ng "gilingan" na gulong na cut-off ay nagsisimula sa pagtalima ng mga patakaran ng pag-install at pagtanggal.
Pag-install
Suriin ang posisyon ng mas mababang locknut kung saan nakasalalay ang disc. Ang slot nito ay dapat na tumugma sa puwang ng grinder shaft. I-slide ang bilog papunta sa baras. Dapat makita ang panig na naglalaman ng data ng pagmamarka.
Screw sa tuktok na lock nut. Hawak ito gamit ang iyong kamay, subukang buksan ang disc sa direksyon ng paggalaw nito. Sa proseso ng paggupit ng metal, ang pagkakaiba sa mga direksyon ng pag-ikot ng disc at nut ay lumilikha ng isang epekto ng pagpapahigpit sa sarili. Kapag nag-i-install, hindi kinakailangan upang higpitan ang itaas na kulay ng nuwes na may isang wrench.
Kinukuha
Maghintay hanggang sa ganap na tumigil ang pag-ikot. Idiskonekta ang gilingan mula sa mains. Ipasok ang "mga sungay" ng espesyal na key sa mga butas ng itaas na locknut at pisilin ang pindutan ng lock.
Paikutin ang susi pakaliwa. Kapag ang kulay ng nuwes ay hinila sa labas ng lugar (dahil sa paunang puwersa), maaari itong mai-unscrew sa pamamagitan ng kamay. Anumang anggulo na gilingan ay nilagyan ng isang konektor ng hawakan. Huwag gumana sa tinanggal na hawakan.