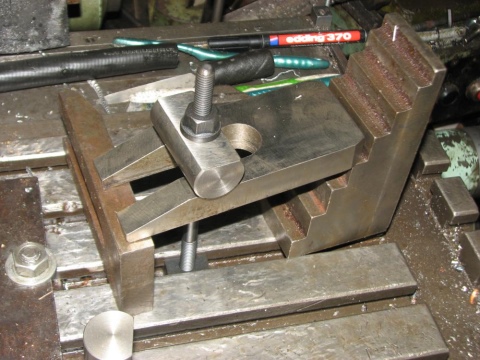
Sinus vise
Ang sinus vise ay idinisenyo upang ayusin ang workpiece sa kinakailangang anggulo patungkol sa eroplano ng mesa. Upang makalkula ang pag-install ng isang tiyak na anggulo, isang formula ang ginagamit kung saan natutukoy ang taas ng spacer, dahil kung saan nakakamit ang kinakailangang anggulo. Sa mga kalkulasyon, ginagamit ang isang tagapagpahiwatig - ang sine ng anggulo batay sa kung saan pinangalanan ang ganitong uri ng aparato. Ang isang KID (gauge block) ay ginagamit bilang isang spacer.
Upang magtakda ng isang tiyak na anggulo, maaaring magamit ang mga espesyal na talahanayan ng sinus, kung aling mga aparato para sa pagsasagawa ng mga pagpapatakbo na gumagana ay nakakabit.
Mayroong at ginagamit ng isang paraan ng pag-install ng isang bahagi sa isang anggulo gamit ang mga anggulo na panukala. Ngunit ang pamamaraang ito ay ginagamit kung kinakailangan na iproseso lamang sa isang bahagyang anggulo.
Ang isang pamamaraan ay nabuo gamit ang mga magnetic sinus table, kung saan ang anggulo ng pagpoproseso ay itinakda sa pamamagitan ng pagsasaayos ng anggulo ng ikiling ng talahanayan gamit ang mga electromagnets. Ang mga talahanayan ng magnetikong bakal ay pangunahing ginagamit para sa paggiling sa ibabaw at mataas na katumpakan na paggupit.
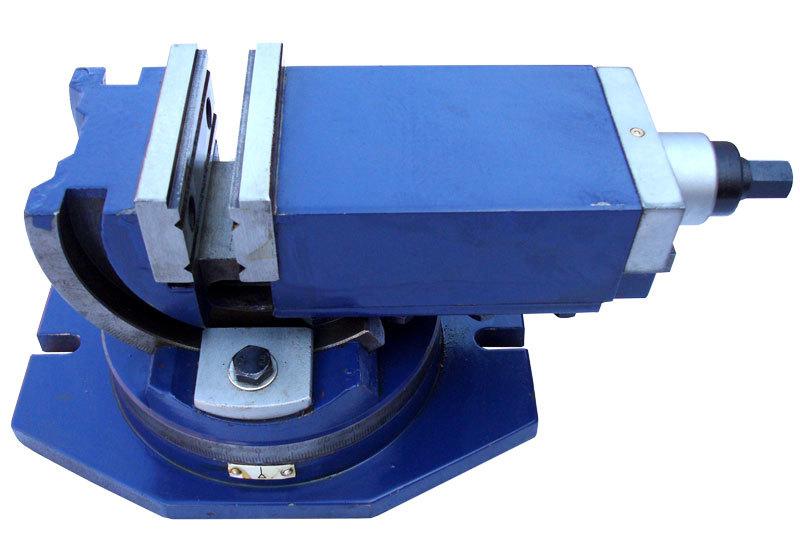
Kapag isinasagawa ang pinaka-kumplikadong mga uri ng pagproseso, ang mga aparato ng bakal na 3-axis na anggulo ay ginagamit sa tulong ng kung saan ang pag-aayos ng workpiece ay nababagay sa 3 mga eroplano at sa anumang anggulo. Ang mga aparato ay may kakayahang ayusin ang workpiece sa mga sumusunod na eroplano: 1. ± 45 °; 2.mula sa 0 hanggang 90 °. Na patungkol sa base, ang anggulo ng pag-ikot ng workpiece ay maaaring mabago mula 0 hanggang 360 °.
Sa mga espesyal na kaso, maaari kang gumamit ng isang dobleng bisyo sa pag-aayos ng dalawang workpiece nang sabay-sabay.
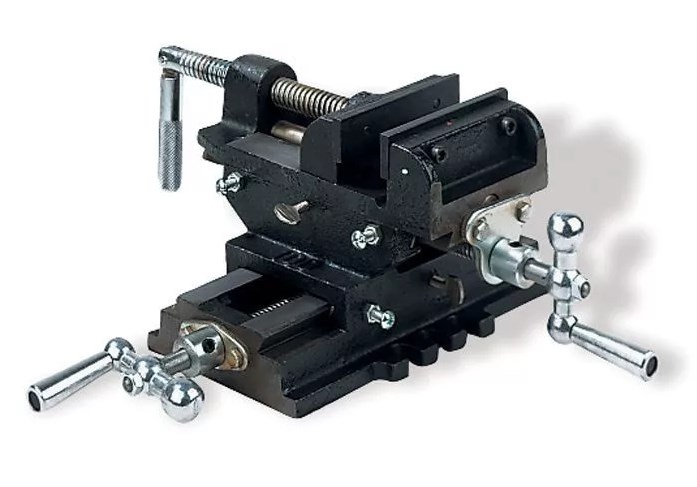
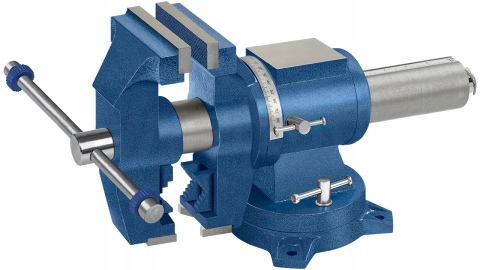
Paggamit ng mga aparato sa isang mobile platform
Ang prinsipyo ng pagpapatakbo ng mga aparato ng ganitong uri ay ang paggamit ng isang palipat-lipat na base. Ang base ay maaaring ilipat sa 2 eroplano, na lubos na nagpapalawak ng mga posibilidad ng pagpoproseso ng mga bahagi ng lalo na maliit na sukat na nangangailangan ng espesyal na kawastuhan.









Kapag pinoproseso ang malalaking mga workpiece na hindi umaangkop sa pagitan ng mga panga, ginagamit ang mga espesyal na steel clamp, na nakakabit sa mesa ng makina at ang workpiece ay inilalagay sa pagitan nila at mahigpit na naayos. Sa isa sa mga clamp, ang panga ay naka-install gamit ang isang mekanismo ng pagsasaayos, na nagbibigay-daan sa pangwakas na pag-aayos ng workpiece.
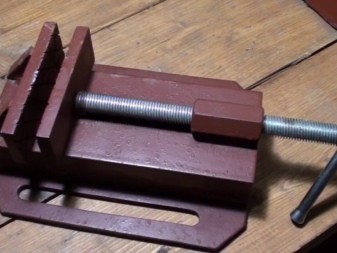
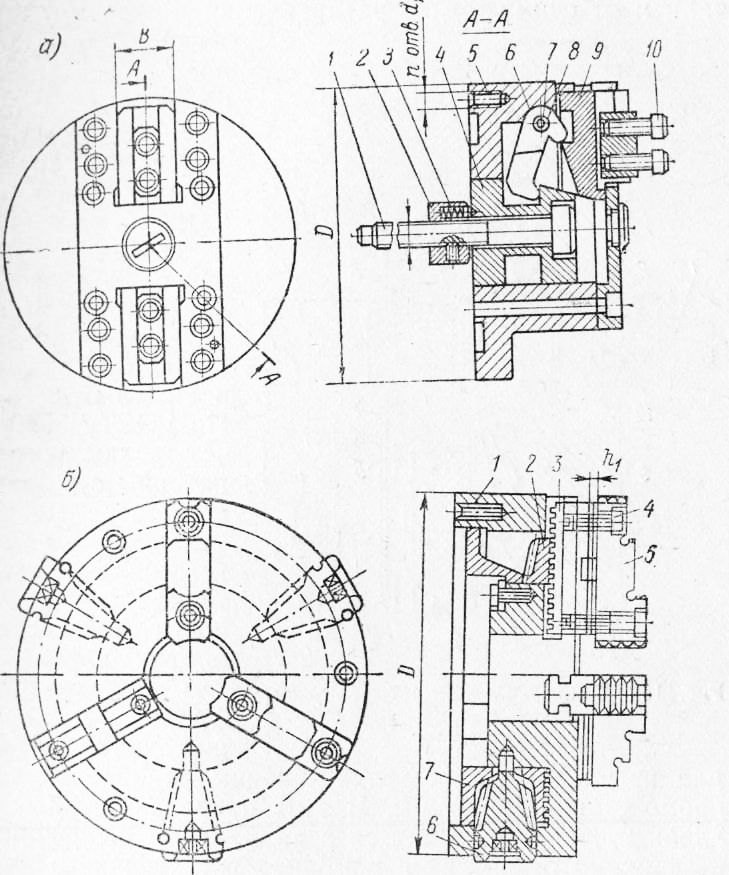
Aparato sa konstruksyon
Sa gitna ng anumang bisyo sa makina, maraming mga pangunahing elemento:
- mga piraso ng bakal sa ilalim ng bisyo;
- palipat-lipat at nakatigil na mga panga, na direktang i-clamp at hawakan ang workpiece sa panahon ng operasyon;
- isang hawakan na may isang tornilyo upang makontrol ang buong istraktura, binabago ang posisyon ng mga panga;
- karagdagang mga plate at fastener upang matiyak ang integridad at pagiging maaasahan ng bisyo sa panahon ng operasyon.
Ang lahat ng iba pang mga bahagi ng bisyo ay naayos sa tulong ng mga pangunahing piraso. Ito ay isang uri ng pundasyon na tinitiyak ang gawain ng bisyo sa buong panahon ng pagpapatakbo. Samakatuwid, ang isang matigas at matibay na metal ay napili para sa kanila. Sa tinukoy na lugar, ang isang butas ng tornilyo ay drilled para sa hinaharap na pangkabit ng mga panga. Ang isang maliit na plate na bakal ay naka-install sa ilalim ng palipat-lipat na panga - ginagawang posible upang ayusin ang kanilang paggalaw at mapagkakatiwalaan na protektahan sila mula sa paglukso sa mga uka.
Gumagalaw ang espongha, sa gayong paraan ay nagbibigay ng isang salansan sa pagitan ng palipat-lipat at nakatigil na mga bahagi. Ngunit ang epekto ng turnilyo sa iba't ibang mga modelo ay maaaring magkakaiba - ang lahat ay nakasalalay sa mga tampok ng napiling disenyo. Ang mga simpleng modelo ay ikonekta ang tornilyo at ang palipat-lipat na panga nang direkta sa bawat isa. Ang clamping ay ibinibigay alinman dahil sa ang katunayan na ang tornilyo ay hinihila ang espongha sa likod nito, o itinataboy ito sa panahon ng paggalaw.Ang konsepto ay magkakaiba depende sa kung aling direksyon ang paikutin ng propeller.
Tulad ng para sa mga umiinog na mga modelo, upang mapadali ang trabaho, ang enerhiya para sa tornilyo ay ibinibigay sa pamamagitan ng maraming mga gears na konektado sa bawat isa sa maraming mga linya. Sa kasong ito, ang master ay hindi kailangang maglapat ng labis na pagsisikap sa panahon ng pagproseso ng mabibigat at napakalaking mga workpiece. Ito ay isang halimbawa lamang ng isang mas kumplikadong disenyo.







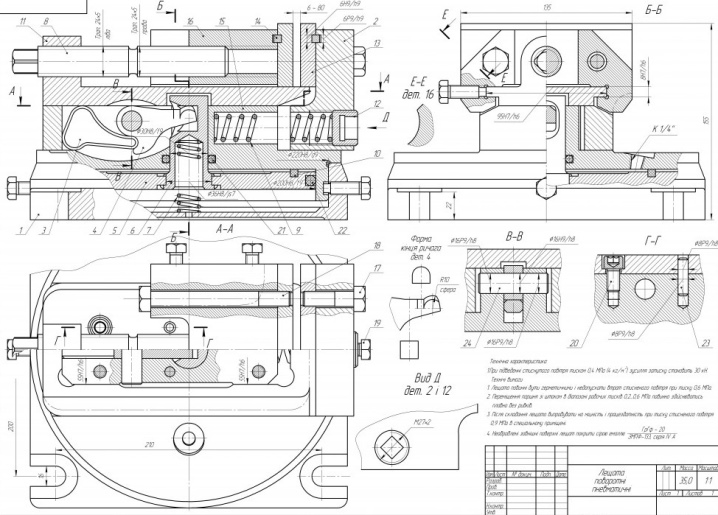
Mga kinakailangang panteknikal ayon sa GOST
Gumagamit ang vise ng matibay na materyales tulad ng bakal na bakal o cast iron. Ang lahat ng mga produkto ay dapat sumunod sa GOST 16518-96. Ayon sa GOST, may mga umiinog at hindi paikot na makina na may iba't ibang laki ng maximum stroke at uka. Alinsunod sa mga kinakailangang teknikal, ang vise ay maaaring maging ng mga sumusunod na klase sa kawastuhan:
- Karaniwang kawastuhan (N).
- Tumaas na kawastuhan (P).
- Mataas na katumpakan (B).
Ang mga bahagi ng palipat-lipat na paningin ay dapat na kumilos nang maayos, nang walang jerking at hindi jam. Ang mga ibabaw ng vise ay dapat na walang mga depekto tulad ng mga bitak, dents, kaagnasan. Nalalapat ang mga kinakailangan sa kaaspasan sa ibabaw, ang presyo ng paghahati ng pabilog na sukat sa paikot na bisyo, buhay ng serbisyo, mapagkukunan ng kawastuhan, kaligtasan ng vise.
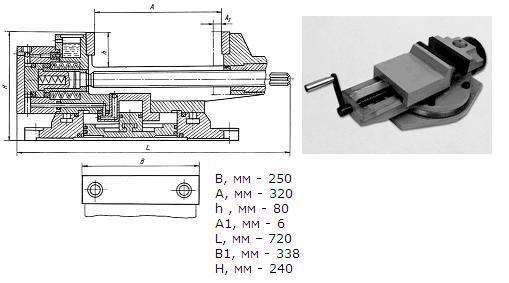
Mga pagtutukoy
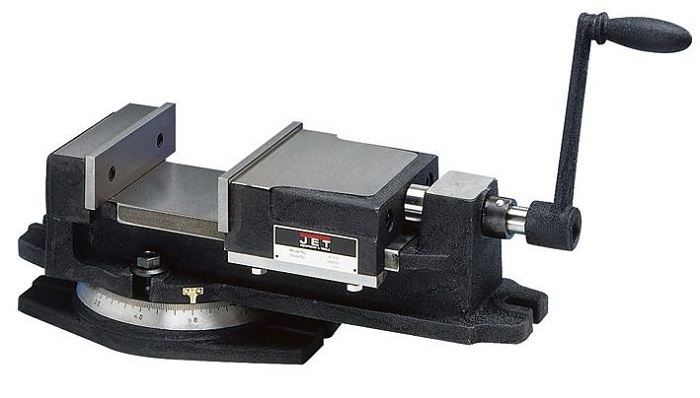
2.1. Ang vise ay gawa sa alinsunod sa ISO9001. Materyal na bahagi ng katawan - pinatigas na bakal na haluang metal 35L. Pinapayagan ng disenyo ng nakapirming bisyo ang pag-install ng maraming mga bisyo sa tabi ng bawat isa, pati na rin sa tatlong magkatapat na sumusuporta sa mga ibabaw (ilalim, gilid). Ang mataas na tigas ng mga gumaganang ibabaw ay tinitiyak ang tibay ng bisyo habang pinapanatili ang kawastuhan. Ang vise ay nilagyan ng isang mekanismo ng feed na may isang integral na tindig at isang artikuladong braso para sa madaling paghawak ng vise.
2.2. Ang mga pangunahing parameter at sukat ng bisyo ay ipinapakita sa talahanayan 1.
Talahanayan 1 - Ang mga pangunahing katangian ng bisyo ng makina
| Parameter | Modelo | ||||||||
| QH80 | QH100 | QH125 | QH160 | QH200 | QB100 | QB200 | QB250 | QB320 | |
| Lapad ng panga, mm | 80 | 100 | 125 | 160 | 200 | 200 | 250 | ||
| Taas ng panga, mm | 25 | 32 | 38 | 45 | 56 | 75 | |||
| Pagkalat ng agwat L, mm | 63 | 100 | 112 | 140 | 190 | 245 | |||
| Pagkalat ng agwat L3, mm | 174 | 215 | 250 | 305 | 385 | 500 | |||
| Pagkalat ng agwat L4, mm | 220 | 265 | 305 | 375 | 470 | 615 | |||
| Lapad ng uka A para sa pangkabit, mm | 12 | 14 | 14 | 18 | 18 | 14 | 22 | ||
| Screw square lapad, mm | 12 | 14 | 14 | 18 | 18 | 22 | |||
| Bolt diameter, mm | M12 | M12 | M12 | М16 | М16 | M12 | М16 | М16 | M20 |
| Halaga ng dibisyon ng pag-ikot | 1º | 1º | 1º | 1º | 1º | 1º | 1º | 1º | 1º |
| Mga Dimensyon, mm | 256×80×74 | 305×100×86 | 345×125×98 | 345×125×98 | 517×200×135 | 656×250×168 | |||
| Timbang (kg | |||||||||
2.5. Ang mga pamantayan sa kawastuhan ay ibinibigay sa Talahanayan 2. Ganap na katumpakan ng bisyo ng makina - P ayon sa GOST 16518
Talahanayan 2 - Mga katangiang katumpakan ng mga basahin na workpieces sa isang bisyo sa makina
| Hindi pp | Skema ng kontrol | Paglalarawan | Pinapayagan na error, bawat haba ng base ng 100mm |
| 1 | 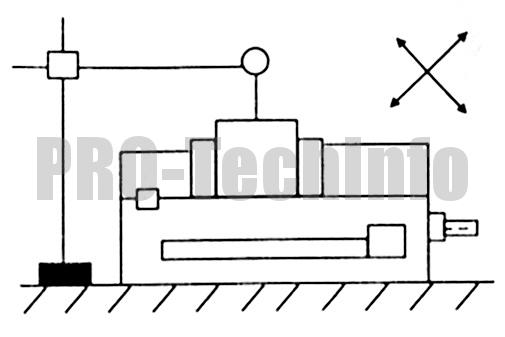 |
Ang pagkakatulad ng itaas na gabay sa ibabaw ng base ng bise | 0,01 |
| 2 | 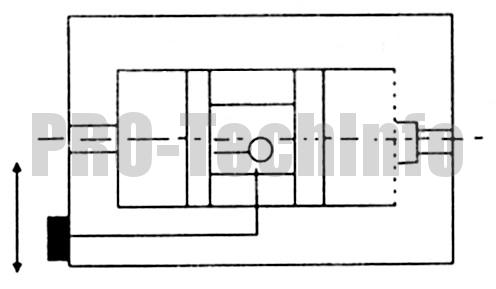 |
Perpendicularity ng alinman sa mga nakapirming panga o muling maaaring mailagay ang mga panga sa itaas na ibabaw ng gabay | 0,03/100
(a≤90 °) |
| 3 |  |
Perpendikular ng naayos na mga pahaba na panga ng panga |
0,015/100 |
| 4 | 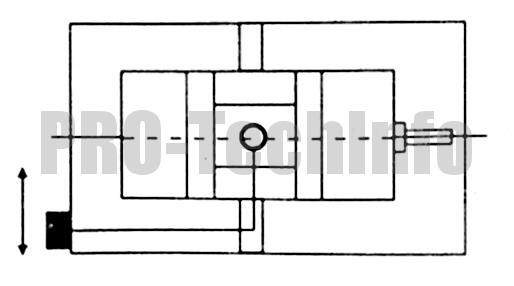 |
Ang pagkakatulad ng mga nakapirming panga ng nakahalang na uka sa katawan ng bisyo | 0,015 |
| 5 |  |
Ang pagkakatulad ng itaas na bahagi ng vise at ang ibabang bahagi ng katawan ng bisyo | 0,02 |
| 6 | 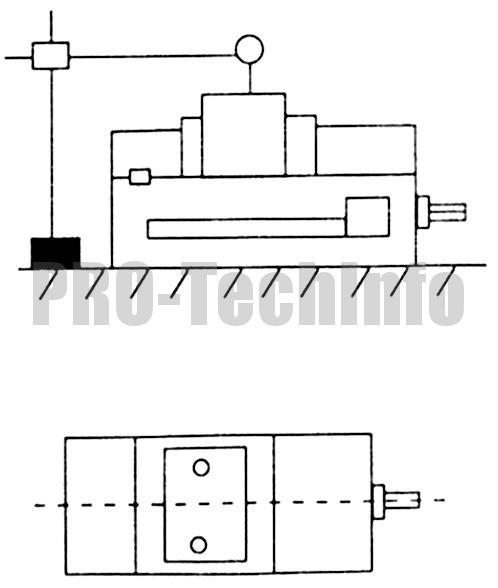 |
Pagtaas ng unit ng pagsukat | 0,015 |
| 7 | 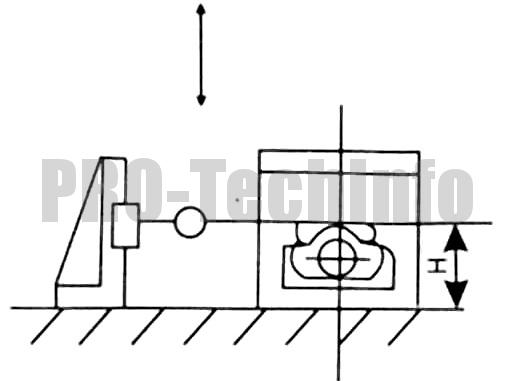 |
Perpendicularity ng magkabilang panig sa base ng vise | 0,01 |
| 8 | 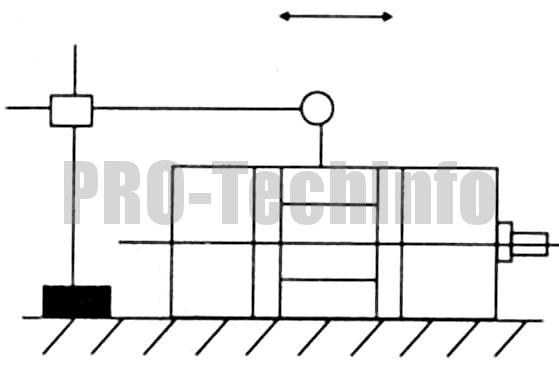 |
Ang parallelism sa pagitan ng dalawang panig ng mga vise jaws sa paayon na direksyon | 0,01 |
Mga accessory para sa mga espesyal na uri ng trabaho
Kapag nagsasagawa ng gawaing nauugnay sa pagproseso ng mga tubo ng iba't ibang mga diameter, pati na rin ang mga bilog, ginagamit ang mga aparato na may isang mekanismo para sa pag-aayos ng mga tubo na may kakayahang ayusin.
Sa produksyon kung saan ang kahoy o plastik ay ginagamit bilang isang materyal, ginagamit ang mga aparato na may isang sira-sira na mekanismo ng clamping upang matiyak ang pag-aayos ng mga bahagi na may katamtamang pwedeng iakma.
Kung kinakailangan upang ayusin ang workpiece sa isang anggulo ng 90 °, ginagamit ang mga espesyal na bisyo upang matiyak ang kinakailangang anggulo ng pag-aayos at pagproseso ng workpiece.








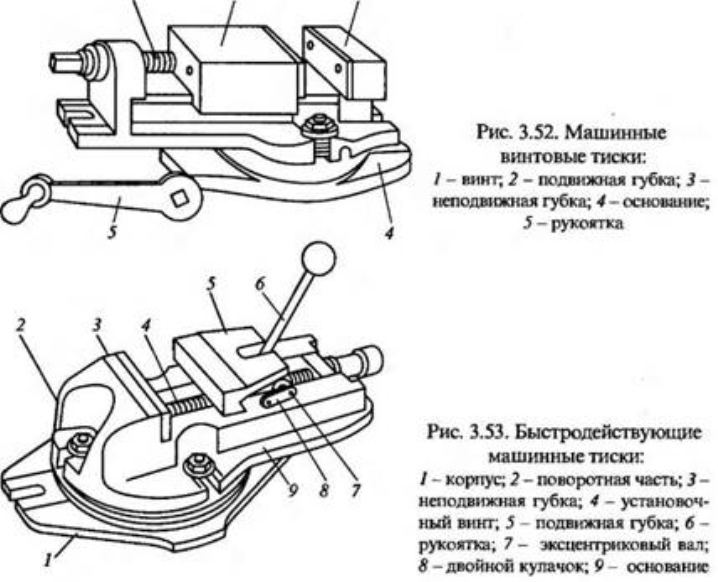
Mga pagkakaiba-iba at layunin
Ang mga pangunahing bahagi ng bisyo ay dalawang panga na magkatapat ang bawat isa. Ang isang panga ay mahigpit na naayos, at ang iba pang mga galaw, sa gayon pag-clamping ng bahagi.Ginagamit ang isang milling vise upang ilipat ang isang bahagi nang harapan sa isang master, upang lumikha ng isang pabilog na bahagi, o upang ilipat ang isang workpiece na 90 degree. Ginagamit ang pareho sa pribado at maliliit na pagawaan (halimbawa, para sa paggawa ng mga aksesorya), at sa malalaking produksyong pang-industriya para sa paggawa ng mga kumplikadong bahagi. Sa mga tuntunin ng pag-andar, ang milling vice ay maaaring nahahati sa rotary at non-rotary.
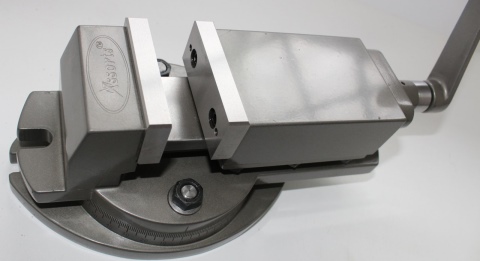
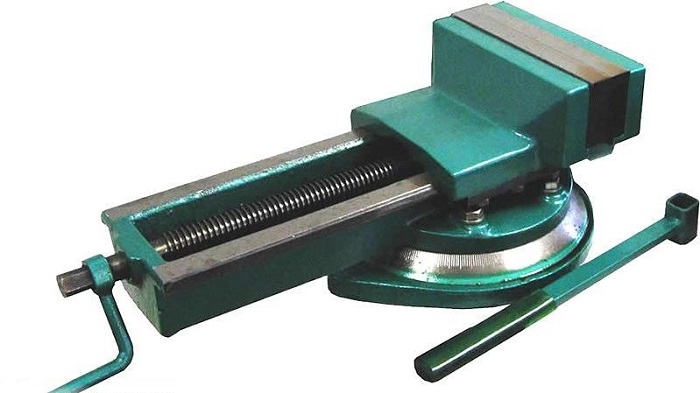
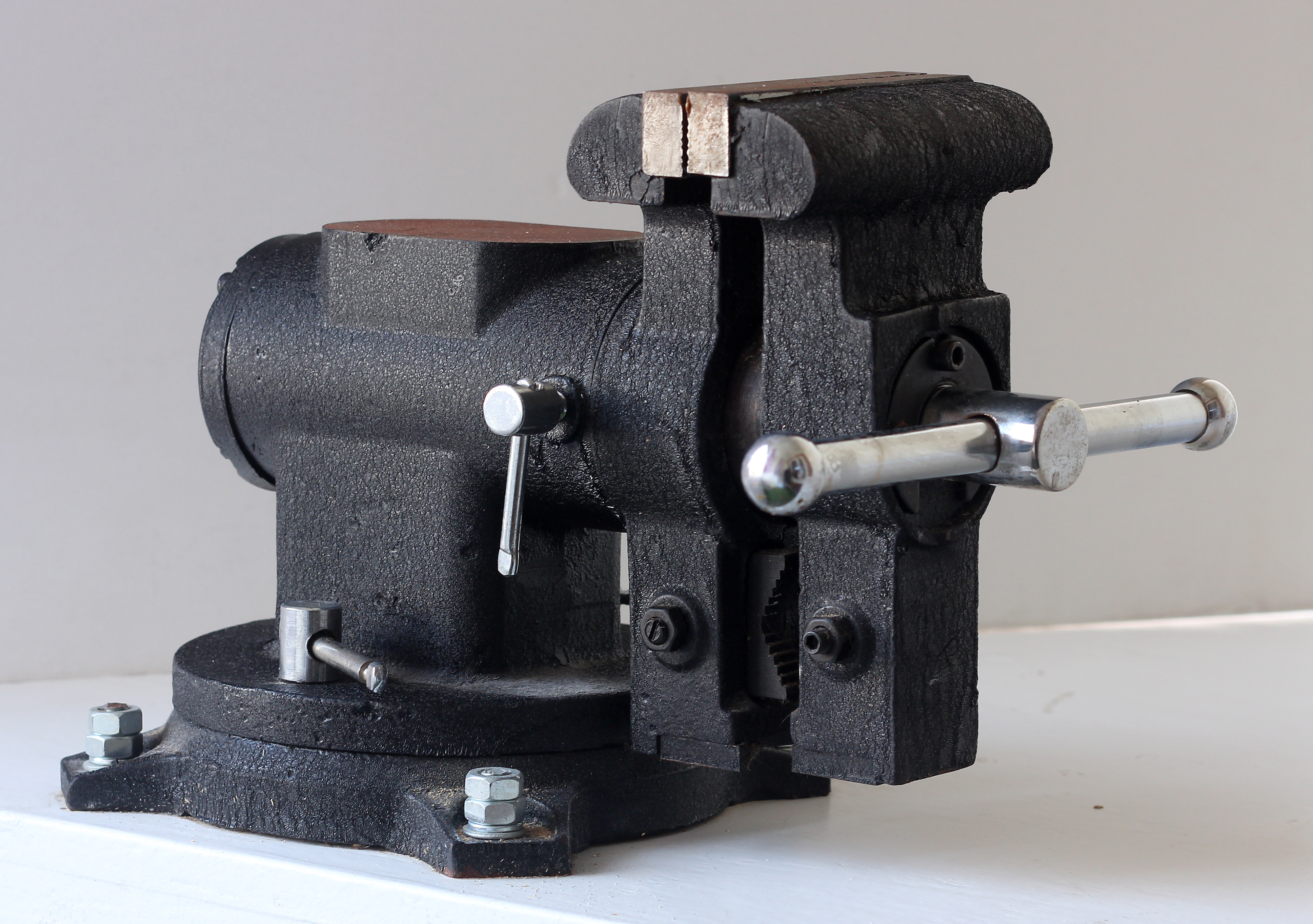
Umiinog
Ang nasabing mga bisyo sa makina ang pinakapopular. Pinapayagan ka nilang baguhin ang anggulo ng pagkahilig ng bahagi sa panahon ng pagpoproseso nito, sa gayon tinanggal ang pangangailangan na ayusin ang workpiece sa isang bagong posisyon. Gayunpaman, mayroon ding mga disadvantages dito. Ang mataas na kadaliang kumilos ng bahagi ay masamang nakakaapekto sa pagkapirmi nito. Ngunit ang kawalan na ito, bilang panuntunan, ay binabayaran ng iba pang mga parameter, halimbawa, isang pagbawas sa mga rev.
Mahalaga!
Ang paggiling ng mga rotary vise sa maliliit na pagawaan ay higit sa lahat ginagamit para sa paggawa ng maliliit na item tulad ng mga kasangkapan sa bahay o mga susi. Sa malalaking halaman ng pagmamanupaktura, ang mga nasabing aparato ay ginagamit upang makagawa ng mga bahagi ng engine o iba pang mga produkto na may isang kumplikadong hugis.
Ang rotary vise ay maaaring maging manu-manong, niyumatik o haydroliko. Ang base ng manu-manong rotary vise ay isang rotary disc, sa tulong ng kung saan ang vise ay pinaikot kasama ng materyal na naka-clamp sa kanila. Sa ganoong disk, ang isang kamay na paningin ay naayos na may mga bolt. Ang distansya sa pagitan ng mga panga ng vise ay manu-manong nababagay. Ang nasabing bisyo ay pangunahing ginagamit sa maliliit na pagawaan at para sa pagproseso ng mga marupok na bagay. Ang mga ito ay mura at napaka praktikal.









Mayroon ding isang rotary disc sa base ng pneumatic vise. Ang vise na nakakabit dito ay binubuo ng dalawang plate at isang riles. Ang isang selyadong tubo ay nakakabit sa palipat-lipat na plato sa isang dulo. Ang kabilang dulo ng tubo ay konektado sa isang bomba, na maaaring de-kuryente o manu-manong. Ang puwersa ng pag-clamping ng bisyo ay kinokontrol ng bomba, na nagbibigay ng naka-compress na hangin sa pamamagitan ng tubo.
Inuulit ng hidrauliko ang prinsipyo ng pneumatic vise, pagkatapos ay may tanging pagbubukod na sa halip na hangin, ang likido ay ibinibigay sa pamamagitan ng tubo. Karaniwan, ginagamit ang tubig, ngunit mas maraming mga likidong likido ang ginagamit upang mapahusay ang compression. Ang haydroliko na bisyo ay ang pinakatanyag na uri at karaniwang ginagamit sa pagmamanupaktura.
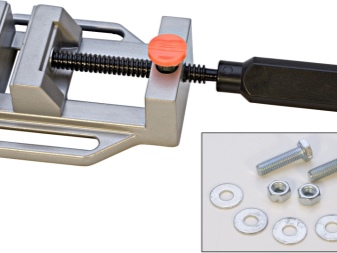
Nakapirming
Ang nakapirming milling vise, na hinuhusgahan ang pangalan nito, ay walang mekanismo ng pag-swivel
Ngunit sa kabila ng katotohanang kulang sila ng gayong mahalagang pag-andar, ang hindi pang-swivel na bisyo ay isang karapat-dapat na kakumpitensya para sa swivel. Ang bagay ay ang mga nakapirming bisyo ay mas mura kaysa sa mga umiinog, samakatuwid ang mga ito ay nasa mabuting pangangailangan.
Ang mga naayos na bisyo ay manu-manong din, niyumatik at hinihimok ng haydroliko.
