Mga problema sa kalidad ng mga nagawa na mga wire
Maraming mga tagagawa ng mga produktong cable at wire, sinusubukan na makatulong pa, artipisyal na maliitin ang kapal ng pagkakabukod at bigyang-halaga ang diameter ng cable. Sa pamamagitan ng pagtukoy ng isang wire cross-seksyon na mas malaki kaysa sa katotohanan, ang tagagawa ay nakakatipid ng napakalaking halaga. Halimbawa, ang paggawa ng libu-libong metro ng tanso na tanso na may cross section na 2.5 mm2 ay nangangailangan ng 22.3 kg ng tanso, habang ang paggawa ng isang kawad na 2.1 mm2 ay nangangailangan lamang ng 18.8 kg. Nakakakuha kami ng pag-save ng 3.5 kg ng tanso.

Ang isa pang paraan upang mabawasan ang gastos ng produksyon ay ang paggawa ng isang conductive core mula sa mababang kalidad na hilaw na materyales. Sa pamamagitan ng pagdaragdag ng murang mga impurities, ang kondaktibiti ay bumababa, samakatuwid, ang mga kalkulasyon ng haba ng cable ay dapat mabago.
Pagtukoy ng diameter sa bahay
Ang pangangailangan upang malaman ang eksaktong diameter ay lumilitaw lamang sa 2 dalawang mga kaso - walang pagmamarka sa labas o kawalan ng mga kondisyon na kontrol sa kondisyon na may isang kilalang seksyon (mga kabit, adaptor). Sa pamamagitan ng pagmamarka, maaari mong matukoy ang lahat ng mga parameter - layunin, materyal ng paggawa, kapal ng pader. Sa tulong ng mga kabit, mga adapter, nalaman nila kung ang isang partikular na tubo ay angkop para sa supply ng tubig, pagpainit.
Maaari kang magsukat sa bahay gamit ang isang pinuno (sukat ng tape), caliper, micrometer. Nakasalalay dito ang katumpakan ng mga resulta na nakuha. Maaari kang gumamit ng iba pang mga paraan - isang thread, isang kahon ng mga tugma o anumang bagay, na ang mga sukat ay kilala at hindi lalampas sa cross-seksyon ng pipeline.
Paano sukatin sa isang caliper?
Ito ay isang unibersal na aparato sa pagsukat kung saan maaari mong malaman ang lahat ng mga sukat ng pipeline.
Bilang karagdagan sa maximum at minimum na mga halaga, magkakaiba ang mga ito sa mga paraan ng pagkuha ng mga resulta:
- Sa vernier (SHTs) millimeter ay naka-plot sa pangunahing sukat, at mga praksiyon ng mm sa isang pantulong. Kapag gumalaw ang tungkod, ang pointer ay tumitigil sa isang tiyak na halaga.
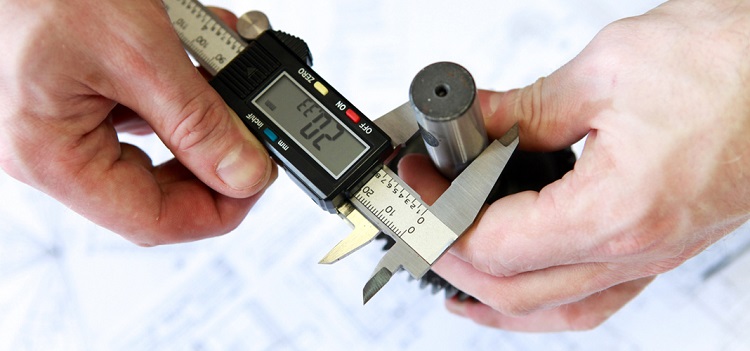
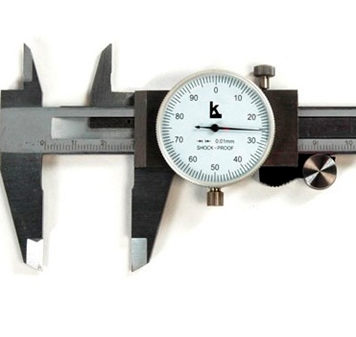
- Kailangan ang Dial (ShTsK) para sa mas tumpak na mga sukat. Ang mga pagbabahagi ng mm ay ipinahiwatig ng isang dial na konektado sa isang gear bar. Sa digital (SCH), ang halaga ay ipinapakita sa LCD screen.
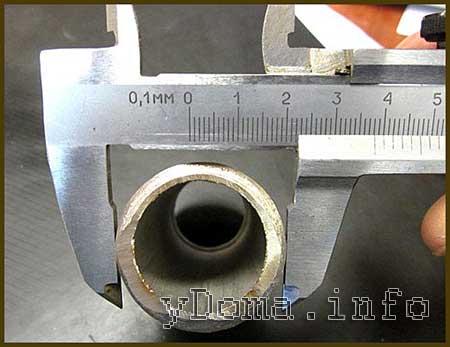
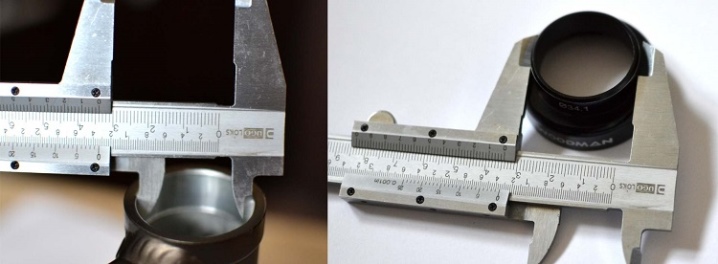
Paano sukatin ang panloob na lapad ng mga tubo gamit ang isang vernier caliper:
- Linisin ang panloob na ibabaw mula sa dumi, alikabok.
- Ilipat ang mga panga ng boom sa zero na posisyon.
- I-install ang mga ito sa butas.
- Ihalo ang mga panga hanggang sa paghinto, sinusubukan na makuha ang maximum na halaga.
Upang sukatin ang panlabas na seksyon, kailangan mong palabnawin ang mga panga ng caliper at ilagay ang mga ito sa pagitan ng pipeline. Upang makakuha ng tumpak na resulta, kailangan mong maglapat ng kaunting presyon. Ulitin ang pamamaraan ng 2-3 beses.

Bago simulan ang trabaho, inirerekumenda na suriin ang kawastuhan ng mga pagbabasa ng caliper sa pamamagitan ng pagkuha ng mga sukat ng isang karaniwang bagay na may mga kilalang sukat o cross-section.
Sumusukat kami sa isang micrometer
Ang tube micrometer ay maginhawa para sa mabilis na pagbabasa ng mga panlabas na sukat. Kung kailangan mong malaman ang panloob na lapad, dapat mong sukatin ang kapal ng pader. Hindi tulad ng vernier calipers, ang karamihan sa mga modelo ng micrometer ay nagbibigay ng mas tumpak na mga resulta, ang average na error ay 3-5 microns.
 Application ng micrometer
Application ng micrometer
Ang pamamaraan para sa pagsasagawa ng panloob na mga sukat:
- I-install ang tubo sa pagitan ng takong at ang suliran, kumuha ng mga pagbabasa.
- Alamin din ang kapal ng pader.
- Ibawas ang 2 pagbabasa ng kapal mula sa mga panlabas na sukat.
Ang kawalan ng aparato ay ang limitasyon sa maximum na laki. Upang madagdagan ang kawastuhan, ginagamit ang mga espesyal na attachment. Kapag gumaganap ng mga kalkulasyon, ang mga sukat ng mga nozzles ay dapat idagdag sa mga nakuhang tagapagpahiwatig.
Mga sensor ng laser
Ang prinsipyo ng pagpapatakbo ng mga laser sensor ay batay sa pag-scan sa ibabaw gamit ang isang laser beam. Ang rate kung saan ang radiation ay babalik sa photodetector ay tumutukoy sa distansya na nalakbay.Upang mapabuti ang katumpakan, umiikot ang gumaganang ulo, na ginagawang posible na kumuha ng maraming bilang ng mga sukat bawat segundo. Ang mga nasabing aparato ay ginagamit lamang sa paggawa ng masa, kung saan mahalagang kontrolin ang pagkakapareho ng kapal ng pader sa isang tiyak na haba.
Paggawa ng prinsipyo ng mga tube laser sensor:
- Ang panukat na bahagi ng aparato ay inilalagay sa loob ng lukab.
- Pag-aayos sa mga clamping roller.
- Maraming mga serye ng mga sukat sa iba't ibang mga seksyon ng highway.
- Pagkakasundo ng data.
Ang bentahe ng pamamaraan ay ang maximum na kawastuhan at ang kakayahang magsukat sa iba't ibang lalim, mula sa malayo. Ang kawalan ay ang mamahaling kagamitan. Ginagamit lamang ito sa proseso ng pagmamanupaktura o para sa maraming dami ng mga tubo na ginamit kung saan mahalaga ang katumpakan.
 Pagsukat sa diameter ng tubo gamit ang isang laser sensor
Pagsukat sa diameter ng tubo gamit ang isang laser sensor
Lahat tungkol sa diameter ng pampalakas

Ang mga tagagawa ng Rebar ay madalas na gumagamit ng mga pagod na kagamitan, at ang rebar ay bahagyang mas malaki kaysa sa kinakailangang diameter.
Ang mga tagagawa ng Rebar ay madalas na gumagamit ng mga pagod na kagamitan, at ang rebar ay bahagyang mas malaki kaysa sa kinakailangang diameter. Ayon sa mga pagpapahintulot, pumasa ito, at ang kabuuang tonelada ay tumutugma, at sa mga tuntunin ng tumatakbo na metro, isang kakulangan ang nabuo. Sa paghahanap ng mga metro na ito, nawala ang oras, huminto ang proyekto at nananatili ang pakiramdam ng panlilinlang.






Kapag sinusubukan upang matukoy ang diameter ng pampalakas, dapat tandaan na ang cross-sectional na hugis ng pampalakas na bar ay mukhang isang ellipse kaysa sa isang kahit bilog. Samakatuwid, sa pamamagitan ng pagsukat ng bar sa iba't ibang lugar, ang isang tao ay nakakakuha ng isang serye ng mga numero. Bilang karagdagan, ang pagkuha ng mga sukat sa kahabaan ng katawan ng bar at kasama ang mga buto-buto, ang run-up sa mga tuntunin ay nakuha sa maraming mga millimeter.
Nalilito nito ang mga kalkulasyon.
Paano matutukoy ang diameter ng pampalakas?
Ang laki ay dapat makita sa mga kasamang dokumento. Sa kanila, inilalagay ng mga tagagawa ang tinaguriang nominal diameter ng pampalakas, tinatawag itong bilang ng pampalakas. Ipinapahiwatig ng tagapagpahiwatig na ito kung anong laki ang pamalo mula sa kung saan ginawa ang piraso ng pampatibay na ito (isinasaalang-alang ang ilang mga pagpapalagay).
Iyon ay, ang numero ng profile ng orihinal na blangko ay maihahambing sa nominal na diameter ng natapos na produkto. Bilang isang resulta, maaari mong gawin ang sumusunod (kailangan mo ng caliper):
- Sukatin ang katawan ng bar.
- Sukatin ang diameter ng nakausli na mga tadyang.
- Ibigay ang mga tagapagpahiwatig at hatiin ang resulta sa 2.
Marami ang gumagawa nito. Kumuha ng average na nababagay sa lahat.
Ang opsyon ay hindi propesyonal, gumagana ito sa pang-araw-araw na antas, dahil ang mga propesyonal ay hindi nagtatanong ng gayong mga katanungan. Sa mga naturang kalkulasyon, ang mga sumusunod na expression ay angkop: "maximum na diameter ng pampalakas" at "minimum na diameter ng pampalakas".
Ito mismo ang dalawang tagapagpahiwatig na nakuha kapag sinusukat ang katawan at ang gilid ng bar.
Gamit ang mga figure na ito, isang talahanayan ay binuo kung saan ito ay inireseta kung ano ang minimum at maximum na sukat, kung ano ang nominal diameter ng pampalakas na tumutugma.
Diameter ng Rebar. Talahanayan ng ratio ng diameter
| nominal diameter | maximum na diameter | minimum na diameter |
| 6 mm | 6.57 mm | 5.57 mm |
| 7 mm | 7.75 mm | 6.75 mm |
| 8 mm | 9 mm | 7.5 mm |
| 9 mm | 10 mm | 8.5 mm |
| 10 mm | 11.3 mm | 9.3 mm |
| 12 mm | 13.5 mm | 11 mm |
| 14 mm | 15.5 mm | 13 mm |
Timbang ng Rebar
Kapag nagbebenta ng mga kabit, ang presyo ay ipinahiwatig bawat tonelada ng produkto. Simula ng isang maliit na konstruksyon, kinakalkula ng isang tao ang haba ng pamalo na kinakailangan para sa proyekto.
Ang anumang mga kabit na sumusunod sa GOST ay may wastong tumpak na mga tagapagpahiwatig ng timbang bawat 1 tumatakbo na metro ng isang pamalo. Ang data na ito ay inilagay din sa talahanayan at aktibong ginagamit sa mga warehouse ng metal.
Ang ratio ng minimum, maximum at nominal diameter ay tumutugma sa isang tukoy na tagapagpahiwatig ng timbang. Nakakatulong ito upang matukoy ang bigat ng pampalakas sa pamamagitan ng diameter.
Rebar diameter para sa pundasyon
Naihanda ang trench para sa paglalagay ng base ng suporta ng bagay sa ilalim ng konstruksyon dito, oras na upang kalkulahin ang kinakailangang lapad ng pampalakas. Maaari kang, syempre, kumuha ng isang mas makapal na tungkod at isang mas malaking dami. Ngunit tataasan nito ang gastos ng mga materyales at mag-iiwan ng impression ng pagganap ng amateur.
Mas mahusay na ginawa ng agham
Bilang karagdagan, mayroong lahat ng kailangan mo para dito. At higit sa lahat ang talahanayan.
| Balbula Blg. | Bilang ng mga bar at cross-sectional area | |||||
| 1 PIRASO. | 2 pcs. | 3 mga PC | 4 na bagay. | 5 piraso. | 6 na mga PC | |
| 6 | 28.3 mm2 | 57 mm2 | 85 mm2 | 113 mm2 | 141 mm2 | 170 mm2 |
| 8 | 50.3 mm2 | 101 mm2 | 151 mm2 | 201 mm2 | 251 mm2 | 302 mm2 |
| 10 | 78.5 mm2 | 157 mm2 | 236 mm2 | 314 mm2 | 393 mm2 | 471 mm2 |
| 12 | 113.1 mm2 | 226 mm2 | 339 mm2 | 452 mm2 | 565 mm2 | 679 mm2 |
Kinakailangan upang masukat ang hinaharap na pundasyon at kalkulahin ang cross-sectional area nito. Kung kukuha tayo ng taas at lapad ng 600 at 500 mm. Ang pinaraming halaga ay magbibigay ng isang resulta ng 300,000 mm2. Para sa naturang pundasyon, ang cross-sectional area ng mga pampalakas na baras mula sa cross-sectional area ng pundasyon ay magiging 0.1%. Iyon ay, 300,000: 100 x 0.1 = 300 mm2. Ito ang cross-sectional area ng lahat ng mga rod. Ang pinakamalapit na pagbabasa sa talahanayan ay nagmumungkahi ng isang halaga ng 302 mm2. Ito ay tumutugma sa 6 na bar No. 8. Ang nakahalang pagpapalakas ay maaaring maging mas mababang kapal, ngunit hindi mas mababa sa 6 mm. Mas mahusay na kumuha ng parehong 8 mm. Gamit ang mga talahanayan, maaari mong epektibo ang kalkulahin ang mga parameter ng hinaharap na pundasyon at hindi makakaapekto sa mga hindi kinakailangang gastos.
Mga bagong abiso sa produkto
Gusto kong makatanggap
Paano suriin ang isang vernier caliper para sa kawastuhan?
Ang pagtatanong sa kung paano gumamit ng isang lumang caliper, tandaan na ang mga tamang resulta ay maaari lamang alisin mula sa isang napatunayan na instrumento.
Minsan sa isang taon, ang mga propesyonal na caliper ay ibinibigay para sa inspeksyon, at bago gamitin, kahit sa bahay, mas mahusay na bigyang-pansin ang pangunahing posibleng mga kamalian
Ang unang hakbang ay upang suriin ang pagkakataon ng zero line at ang pagkakaroon ng isang puwang sa pagitan ng mga shifted jaws.
Sa isang patag na ibabaw, suriin ang zero line na may lalim na sukat.
Mahalaga na ang karwahe ng palipat-lipat na panga ay hindi gumagalaw sa pagkahilig ng caliper.
Sa elektronikong modelo, higit na nakasalalay sa napapanahong pagbabago ng pinagmulan ng kuryente.
Hindi masamang malaman ang katumpakan na klase ng caliper, dahil kung minsan kinakailangan upang matukoy ang ilang mga sukat bilang maaasahan hangga't maaari. Ang unang uri ay tumutukoy sa tinaguriang mga caliper ng sambahayan, kung sapat na ang isang pagbasa na 0.1 mm
Para sa mas tumpak na mga sukat, kinakailangan ang mga tool ng pangalawa at pangatlong uri, kung saan ang halaga ng pagbasa ay nasa 0.05-0.01 mm na.
Teknolohiya
§ 17. Pagsukat sa mga sukat ng mga bahagi sa isang vernier caliper
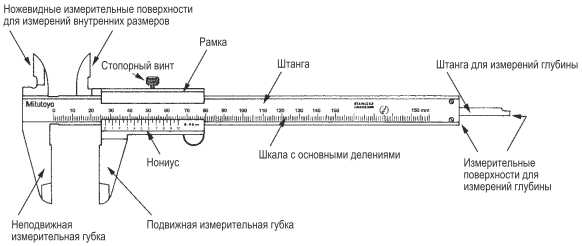
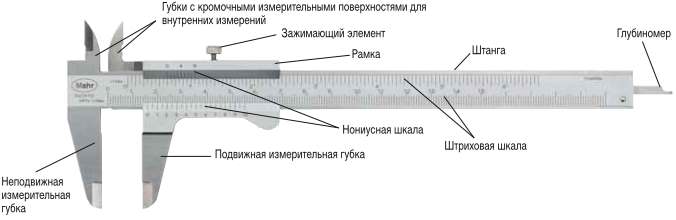
Sa paggawa ng mga bahagi mula sa manipis na sheet metal at wire, maaari mong gamitin ang pinakasimpleng kontrol at mga tool sa pagsukat: isang pinuno, bench square, atbp. Ang mga caliper ay ginagamit upang sukatin at kontrolin ang mga bahagi na may higit na kawastuhan. Dinisenyo ang mga ito upang sukatin ang panlabas at panloob na sukat ng mga bahagi at lalim ng mga butas, uka, uka. Ang mga caliper ay may iba't ibang uri at magkakaiba sa mga limitasyon at kawastuhan ng pagsukat.







Ipinapakita ng Figure 63 ang isang vernier caliper ШЦ-1 na may mga saklaw na pagsukat mula 0 hanggang 125 mm at isang kawastuhan na 0.1 mm. Binubuo ito ng isang bar 1 na may sukat na 6 na may mga dibisyon ng millimeter. Ang isang palipat-lipat na frame 4 ay gumagalaw sa kahabaan ng bar, na maaaring maayos sa nais na posisyon gamit ang isang clamping screw 3. Ang isang lalim na gauge 5 ay nakakabit sa frame.
Bigas 63. Vernier caliper ШЦ-1: 1 - bar; 2 - panga para sa panloob na mga sukat: 3 - clamping screw para sa pag-aayos ng frame; 4 - palipat-lipat na frame; 5 - lalim na sukat; 6 - scale ng barbell; 7 - vernier; 8 - mga espongha para sa panlabas na sukat; 9 - sinusukat na mga bahagi
Ang mas mababang mga panga 8 ay ginagamit upang sukatin ang mga panlabas na sukat, ang itaas na 2 - upang masukat ang mga panloob na sukat. Sinusukat ng lalim na sukat ang lalim ng mga uka at butas.
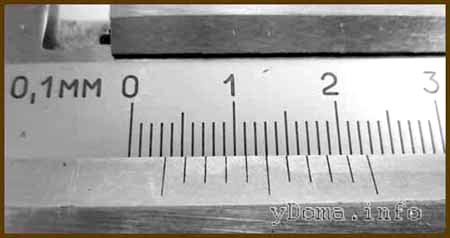
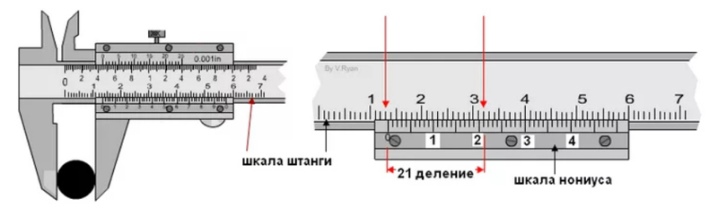
Paano posible na sukatin ang mga ikasampu ng isang millimeter kung ang sukat ng isang caliper ay may mga paghati ng millimeter? Ang isang auxiliary scale na tinatawag na vernier 7. ay nagsisilbi para sa hangaring ito. Ang vernier ay may haba na 19 mm. Ang vernier ay nahahati sa 10 pantay na bahagi, samakatuwid, ang presyo ng bawat dibisyon ay 1.9 mm.
Kapag ang mga panga ay sarado, ang zero stroke ng barbell at vernier scale ay magkasabay (Larawan 64), at ang ikasampung stroke ng vernier ay nakahanay sa ikalabinsiyam na stroke ng scale ng millimeter.
Bigas 64. Scale ng Barbell at vernier
Tandaan na ang unang stroke ng vernier ay hindi maabot ang pangalawang stroke ng scale ng barbell ng eksaktong 0.1 mm (2 - 1.9 = 0.1). Pinapayagan kang gumawa ng mga sukat na may katumpakan na 0.1 mm.
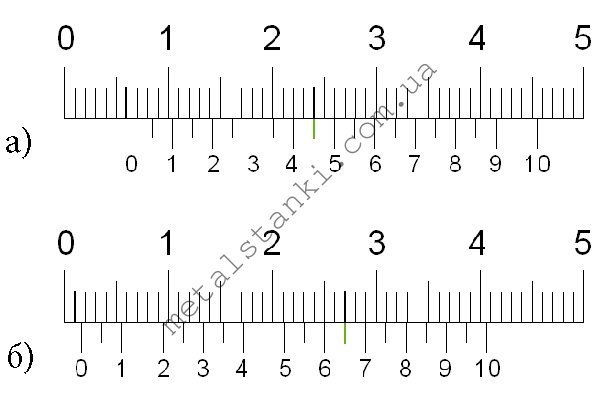
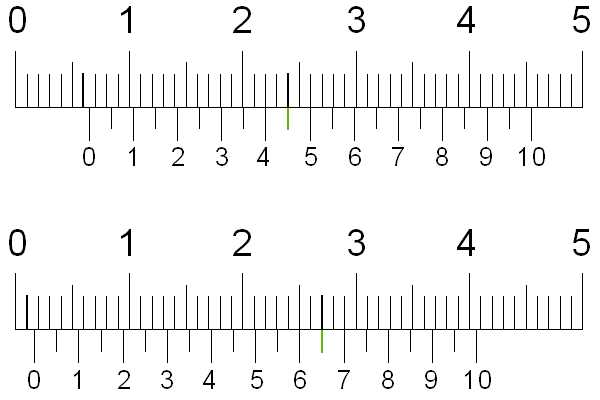
Kapag ang pagsukat sa isang vernier caliper, isang bilang ng integer ng millimeter ay binibilang sa scale ng millimeter ng pamalo sa zero vernier line.Mga ikasampu ng isang millimeter - sa vernier scale mula zero hanggang sa vernier stroke na kasabay ng anumang stroke ng millimeter scale (Larawan 65).
Bigas 65. Mga halimbawa ng pagsukat sa isang caliper. Ang posisyon ng bar at vernier scale kapag sinusukat ang mga sukat: a - 0.4 mm; 6 - 6.9 mm; h - 34.3 mm
Tandaan! Ang caliper ay isang mamahaling tool sa pagsukat na dapat hawakan nang may pag-iingat.
Mga Panuntunan sa Paghawak ng Caliper
Bago simulan ang trabaho, punasan ang vernier caliper ng isang malinis na tela upang matanggal ang grasa at alikabok.
Huwag linisin ang tool gamit ang isang papel de liha o kutsilyo.
Huwag ilagay ang tool sa mga aparato sa pag-init.
Masusukat mo lamang ang mga malinis na bahagi nang walang pagmamarka, mga lungga, gasgas.
Ang mga panga ng caliper ay may matalim na dulo, kaya dapat mag-ingat kapag sumusukat.
Huwag idulas ang mga panga ng caliper. Ayusin ang kanilang posisyon sa isang clamping screw.
Kapag binabasa ang mga pagbasa sa mga sumusukat na kaliskis, hawakan nang direkta ang vernier caliper sa harap ng iyong mga mata.
Sa mga negosyo, ang isang vernier caliper ay isa sa pangunahing mga tool sa pagsukat. Ginagamit ito ng mga manggagawa ng iba't ibang mga specialty at inspektor ng mga tool sa makina at mga locksmith. Ngayon, ang mga caliper na may mga digital na tagapagpahiwatig (pinalakas ng baterya) ay lalong ginagamit, na nagbibigay-daan sa iyo upang masukat ang mga bahagi na may katumpakan na 0.01 mm.
Pagkilala sa mga propesyon
Ang inspektor ng departamento ng pagkontrol sa teknikal (QCD) ay isang dalubhasa na responsable para sa kalidad ng mga gawa na bahagi sa negosyo. Pinapanood niya iyon. upang ang mga panindang bahagi ay eksaktong tumutugma sa mga guhit. Ito ay isang napakahirap na trabaho, dahil kung ang isang may sira na bahagi na hindi tumutugma sa pagguhit ay nakuha sa produkto, mabilis na mabibigo ang produkto. Dapat malaman ng mga Inspektor ng Marka ng Pagkontrol sa Kalidad ang mga patakaran para sa pagtatakda at pagsasaayos ng kontrol at pagsukat ng mga instrumento at aparato, mga pamamaraan para sa pagsusuri ng kalidad ng mga ibabaw, panuntunan para sa pagtanggap ng mga bahagi, atbp.
Laboratoryo at praktikal na gawain Blg 17
Pagsukat sa mga sukat ng mga bahagi sa isang vernier caliper
-
Gumawa ng isang sketch ng stepped roller na inisyu ng guro sa iyong workbook (Larawan 66).
-
- Sukatin ang bawat laki ng roller gamit ang isang vernier caliper at itala ang mga resulta sa millimeter sa mesa.




- Ilagay ang mga nagresultang sukat sa sketch na ginawa sa workbook.
Bigas 66. Sketch ng bahagi ng "stepped roller" (sa mga item 1-3)
Sinusubukan namin ang aming kaalaman
-
Ano ang mga pangunahing bahagi ng isang vernier caliper?
-
Ilan ang mga sukat sa pagsukat ng isang vernier caliper?
-
Anong mga sukat ang maaari mong gawin sa isang caliper?
-
Gaano karaming beses ang kawastuhan ng pagsukat sa isang caliper lumampas sa kawastuhan ng pagsukat sa isang pinuno?
- Paano binibilang ang kabuuan at ikasampu ng isang millimeter gamit ang isang caliper?
Pamamaraan sa pagsukat, tseke sa kakayahang magamit sa serbisyo
Bago magtrabaho, suriin ang kondisyong teknikal ng caliper at, kung kinakailangan, ayusin ito. Kung ang appliance ay may namula na labi, hindi ito dapat gamitin. Gayundin, hindi pinapayagan ang mga nicks, kaagnasan at mga gasgas sa mga gumaganang ibabaw. Kinakailangan na ang mga dulo ng tungkod at ang sukat ng sukatan na may pinagsamang panga ay magkakasabay. Ang sukat ng instrumento ay dapat na malinis at nababasa.
Pagsukat
- Ang mga panga ng caliper ay mahigpit na pinindot laban sa bahagi na may kaunting pagsisikap, nang walang mga puwang at pagbaluktot.
- Natutukoy ang halaga ng panlabas na diameter ng silindro (baras, bolt, atbp.), Siguraduhin na ang eroplano ng frame ay patayo sa axis nito.
- Kapag sumusukat ng mga butas ng silindro, ang mga panga ng caliper ay inilalagay sa diametrically kabaligtaran na mga puntos, na maaaring matagpuan na ginabayan ng pinakamataas na pagbabasa sa sukatan. Sa kasong ito, ang eroplano ng frame ay dapat na dumaan sa axis ng butas, ibig sabihin ang pagsukat kasama ang isang chord o sa isang anggulo sa axis ay hindi pinapayagan.
- Upang sukatin ang lalim ng butas, ang bar ay naka-install sa gilid nito patayo sa ibabaw ng bahagi. Ang pinuno ng lalim ng gauge ay itinulak hanggang sa ibaba gamit ang isang palipat na frame.
- Ang laki ng nagresultang laki ay naayos na may isang locking screw at natutukoy ang mga pagbasa.
Nagtatrabaho sa isang caliper, sinusubaybayan nila ang kinis ng frame. Dapat itong umupo nang mahigpit, nang walang pag-sway sa bar, habang gumagalaw nang walang jerking na may katamtamang pagsisikap, na kinokontrol ng locking screw. Kinakailangan na sa mga nakahanay na panga ang zero stroke ng vernier ay kasabay ng zero stroke ng bar. Kung hindi man, kinakailangan ng muling pag-install ng vernier, kung saan niluluwag nila ang mga tornilyo na nakakabit sa frame, ihanay ang mga stroke at muling ikabit ang mga tornilyo.
Paano mo masusukat ang diameter sa mga improvisadong aparato
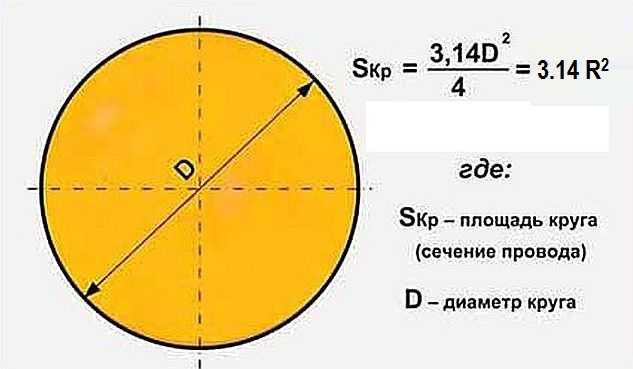
Kung wala kang isang dalubhasang tool sa kamay, ngunit kailangan mo pa ring sukatin ang diameter ng tubo, maaari mong i-refresh ang iyong memorya ng pormula sa paaralan para sa pagtukoy ng paligid. Narito ito: C = "pi" x d. Kung saan:
- C - ito ang paligid;
- Ang "Pi" ay isang numero na may isang nakapirming halaga, para sa kaginhawaan ay kinukuha itong katumbas ng 3.14;
- D ang diameter ng bilog.
Samakatuwid, upang sukatin ang diameter ng tubo, kailangan mong hatiin ang halaga ng C (paligid) ng 3.14. Ngunit sa ganitong paraan posible na sukatin lamang ang panlabas na diameter ng tubo.
Ang isang regular na sewing tape ay sapat upang matukoy ang paligid.
Ang isang ordinaryong tape ng konstruksiyon ay kinukuha, o isang sukat na sukat ng isang pinasadya, pagkatapos ay nakabalot ito ng isang pag-ikot sa tubo. Dapat mag-ingat upang matiyak na ang tape ay hindi kumiwal, ngunit namamalagi hangga't maaari sa buong tubo. Kapag ginawa ang mga sukat, ang natitira lamang ay upang maisagawa ang mga kalkulasyon na inilarawan sa itaas. Halimbawa Sa pamamagitan ng paraan, sa ganitong paraan, maaari mong sukatin ang diameter ng hindi lamang ang tubo, kundi pati na rin ang iba pang bilog na bagay. Kung kahit na ang isang panukalang tape ay wala sa kamay, maaari kang gumamit ng isang hindi masyadong makapal na kurdon o sinulid. Sapat na lamang upang balutin ang tubo ng thread - at pagkatapos ay ilakip ito sa pinuno. Kung kailangan mong makakuha ng mas tumpak na mga halaga, ang bilang na "pi" ay maaaring makuha hindi para sa 3.14, ngunit para sa 3.1416.
Halimbawa, kung ipinahiwatig na ang diameter ng tubo ay 2.4 pulgada, pagkatapos ay i-multiply ang bilang na ito ng 2.54, maaari mong makuha ang resulta - 6.096 cm. Kung kailangan mong gawin ang pabalik na pagsasalin, kung gayon ang halagang ipinahiwatig sa sent sentimo ay nahahati sa 2 , 4. Ang resulta sa itaas na 3.8 cm ay magiging 1.49 sa pulgada.
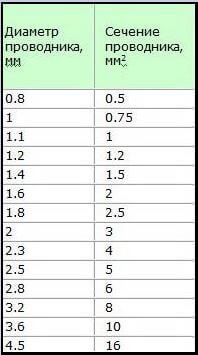
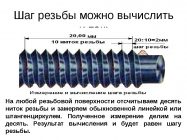
Mga pamamaraan para sa pagsukat ng diameter ng kawad
Upang makalkula ang cross-sectional area ng isang konduktor, kailangan mong malaman ang eksaktong diameter nito. Mayroong maraming mga paraan upang masukat ang diameter ng isang kawad. Kasama rito ang mga sukat:
- Paggamit ng isang caliper: para dito kailangan mong maunawaan ang prinsipyo ng pagpapatakbo ng isang caliper at makagawa ng mga pagbasa mula sa mga kaliskis nito. Sa kasong ito, ang paggamit ng isang elektronikong aparato sa pagsukat ay ginagawang posible upang gawing simple ang mga sukat - ipapakita nito ang eksaktong halaga ng diameter sa screen nito.
- Paggamit ng isang micrometer: Ang metro na ito ay medyo mas tumpak kaysa sa isang mechanical caliper, ngunit nangangailangan din ito ng ilang kasanayan upang makakuha ng tumpak at tumpak na pagbasa.
- Paggamit ng isang regular na pinuno: ang pamamaraang ito ay angkop para sa mga walang mga kagamitang pagsukat tulad ng isang caliper o micrometer sa kanilang arsenal. Ang pagsukat sa diameter ng conductor gamit ang isang pinuno ay hindi tumpak na sapat, ngunit posible na halos tantyahin ang diameter.
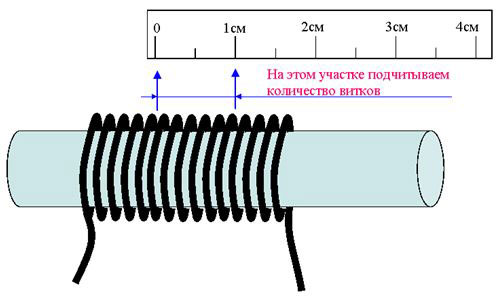
Upang sukatin ang diameter ng conductor, una sa lahat, ito ay hinubaran mula sa pagkakabukod gamit ang isang kutsilyo o guhit. Dagdag dito, kung ginamit ang isang micrometer o vernier caliper, ang core ng kawad ay mahigpit na nasiksik sa pagitan ng mga panga ng aparato at ang laki ng conductor ay natutukoy ayon sa mga kaliskis ng aparato. Kapag gumagamit ng isang pinuno, ang pagkakabukod ay aalisin sa layo na 5-10 cm at ang core ay sugat sa paligid ng isang distornilyador. Ang mga liko ng konduktor ay dapat na mahigpit na pinindot laban sa bawat isa (humigit-kumulang na 8-20 liko).Susunod, ang haba ng seksyon ng sugat ay sinusukat at ang nagresultang halaga ay nahahati sa bilang ng mga liko - isang mas o mas mababa tumpak na halaga ng diameter ang makukuha.
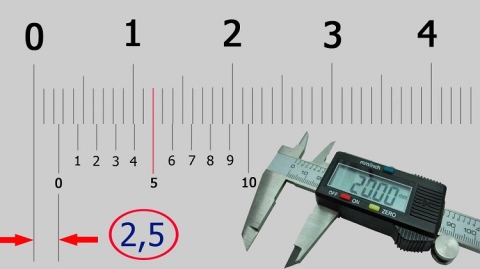
Paano gumagana ang isang digital caliper?
Mayroong tatlong mga pagbabago ng caliper, nahahati sila ayon sa pamamaraan ng pagkuha ng mga sukat.
- Ang pinakasimpleng mga modelo ng vernier ay maaaring magamit para sa mga pangangailangan sa sambahayan. Ang mga halaga ng integer ay kinuha mula sa bar, ang pagbabahagi ay natutukoy ng vernier - ito ang pangunahing mga patakaran sa kung paano gumamit ng caliper.
- Ang prinsipyo ng pagsukat ng mekanikal ay ginagamit sa mga modelo ng pag-dial. Sa pamamagitan ng isang gear train, ang mga praksyon ng isang millimeter ay inililipat mula sa scale ng bar sa dial, ang mga halaga ng integer ay kinuha mula sa bar.
- Ang pinaka-maginhawa at tumpak ay ang digital na bersyon, kung saan ang lahat ng mga resulta ay nakuha mula sa display screen. Ang elektronikong bahagi mismo ay maaaring ipasadya, mas madali itong gamitin.
Upang maunawaan kung paano ito gamitin, kailangan mong maunawaan kung paano gumagana ang isang digital caliper. Ang gawain ay batay sa isang digital capacitive vernier: sa loob ng aparato ay may isang capacitive matrix, maraming mga plato, ang pangunahing mga ito ay ang stator at ang slider. Kapag kinakalkula ang mga ito, ipinapakita ang mga ito sa display, ang stator ay matatagpuan sa mekanikal na pinuno, at ang rotor ay nasa ilalim ng mismong pagpapakita.





Aparato aparato
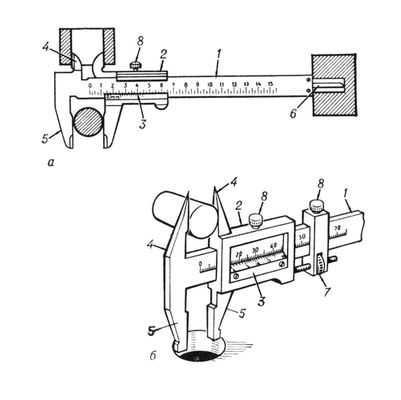
Paano matututong gumamit ng caliper? Upang magsimula, pamilyar ang iyong sarili sa aparato nito. Higit sa lahat, ang manu-manong caliper ng dobleng panig na uri, na may isang linear na sistema ng pagsukat, na hinihiling ng produksyon, ay binubuo ng mga sumusunod na elemento ng istruktura:
- Pagsukat ng tungkod, kung saan mayroong isang sukatan na may mga paghati, ang kawastuhan na tumutugma sa klase ng tool.
-
Pagsukat sa pag-slide ng frame sa mga gabay ng pamalo. Paano gumamit ng isang vernier caliper? Sa ibabang kontrol sa ibabaw ng frame, inilalapat ang mga paghahati ng vernier, ayon sa kung saan tinutukoy ang mantissa ng sinusukat na halaga: ang halaga ng laki pagkatapos ng decimal point. Halimbawa, kapag sinusukat ang haba ng 13.9 mm na may katumpakan na klase II, ang pagbabasa na "13" ay kukuha mula sa pangunahing sukat, at ang pagbasa na "0.9" - mula sa vernier. Para sa kadalian ng paggamit, ang frame ay nilagyan ng isang naka-uka na projection sa ibabang kanang bahagi nito.
- Mas mababang pagsukat ng mga panga ng katawan ng pamalo. Dinisenyo ang mga ito upang matukoy ang panlabas na sukat ng isang bahagi o workpiece. Ang pagsukat ng mga eroplano ng panga ay panloob, at ang kanilang overhang ay natutukoy ng mga limitasyon sa pagsukat kung saan ang disenyo ng modelo ng tool na ito ay dinisenyo. Ayon sa pamantayan ng estado, ang protrusion ng mas mababang mga panga ay maaaring mula 35 ... 42 mm hanggang 63 ... 125 mm, depende sa mga limitasyon sa pagsukat kung saan idinisenyo ang modelong ito.
- Ang pang-itaas na mga panga ng pagsukat ng katawan ng pamalo, sa tulong kung saan natutukoy ang mga sukat ng panlabas na mga ibabaw ng mga produkto. Ang mga control plane ng itaas na panga ay naka-calibrate din, at ang kanilang overhang, tulad ng sa dating kaso, ay natutukoy ng mga kakayahan at uri ng produkto. Saklaw ito mula 16 hanggang 30 mm.
- Ang clamping screw na may knurled head, kung saan ang kasalukuyang posisyon ng frame ay naayos.
- Sukat ng sukat, na kung saan ay isang patag na ground pin na dumulas sa mga gabay na matatagpuan sa tapat ng katawan ng pamalo. Mayroong isang tapered bevel sa nagtatrabaho dulo ng pin upang mabawasan ang mga sukat ng dulo ng ibabaw ng sukat ng sukat. Ginagawa nitong posible na tantyahin ang lalim ng mga butas na may maliit na diameter.
Aparato aparato
Ang lahat ng mga gilid ng contact ng baras, gabay, frame at vernier ay maingat na pinagdadaanan sa laki, na may katumpakan na isang order ng lakas na mas mataas kaysa sa kung saan gumana ang isang vernier caliper.
Ang ibang mga elemento ay maaaring ibigay para sa mga espesyal na kinakailangan sa disenyo. Ang mga Auxiliary na pagsukat sa ibabaw (at, dahil dito, mga node) ay kinakailangan kung ang pagmamarka ng mga pagpapatakbo, pagpapasiya ng mga sukat ng mga ledge, stepped na bahagi ng mga istraktura, atbp. Ginanap minsan ang isang feed ng micrometric frame sa tool.
Pano magtrabaho?
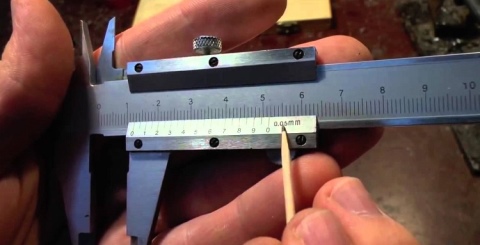
Upang gumana nang tama sa isang caliper, kailangan mong maunawaan kung paano basahin ang mga pagbasa. Ang lahat ng narito ay medyo mas kumplikado kaysa sa isang simpleng pinuno.Ang katotohanan ay ang instrumento ay may dalawang kaliskis. Ang una (pangunahing) ay millimeter. Nagbibigay ito ng paunang data ng pagsukat. Ang pangalawa (aka vernier) ay tutulong sa iyo na masukat ang mga bahagi na may mataas na kawastuhan. Kahit na ang mga praksiyon ng isang millimeter ay maaaring makilala dito.
Ang Vernier ay 0.1 mm, kaya ang tamang pagsukat ay maaaring magbigay ng isang tumpak na resulta. Ngunit ang bawat modelo ng caliper ay maaaring may iba't ibang hakbang (isang dibisyon). Bilang isang patakaran, ang haba ng mahabang hakbang ay ipinahiwatig nang bahagya sa kaliwa ng sukat mismo.

Gayundin, ang vernier scale ay maaaring magkakaiba sa haba. Sa ilang mga modelo umabot ito sa 2 cm (20 mm) mula sa pangunahing sukat ng pagsukat, habang sa iba pa maaaring ito ay tungkol sa 4 cm. Kung mas mahaba ang haba, mas tumpak na ang pangalawang sukat ay magbibigay ng mga pagbabasa. Talaga, ang mga modernong caliper ay sinusukat na may katumpakan na 5 sandaang bahagi ng isang millimeter (0.05 mm), ang mga mas matatandang aparato ay may katumpakan na isang sampu lamang ng isang millimeter (0.1 mm), na kalahati ng marami.
Ang caliper ay may dalawang pares ng panga: isang itaas at isang mas mababang isa. Ang ilan ay mayroon lamang isa, ngunit ang mga ito ay lubos na nagdadalubhasang uri ng mga aparato. Ang panlabas na lapad at taas ay sinusukat sa tuktok na pares ng mga panga. Ang mas mababang isa ay sinusukat para sa diameter at panloob na lapad ng bahagi. Ang panloob na mga uka ay dapat na mahigpit na pinindot laban sa loob ng elemento upang walang backlash at ang sukat ng diameter ay napaka-tumpak.
Ang mga panga ay maaaring ilipat ang isang medyo malaking distansya, kaya maaari silang magamit upang masukat ang diameter, haba, lapad at taas ng isang tubo, isang malaking tindig, malalaking bahagi at iba pang mga uri ng ekstrang bahagi. Ngunit ang pangunahing bentahe ng caliper ay maaari nitong matukoy ang mga parameter ng napakaliit o manipis na mga bagay. Halimbawa, maaari nilang sukatin ang cross-section ng cable, matukoy ang lapad ng wire, kuko, nut, bolt thread pitch, at marami pa.
Palaging sa panahon ng isang malaking gawain ng pag-on o pagtutubero, gumagamit sila ng caliper dahil sa kaginhawaan at kagalingan ng maraming bagay. Ngunit ang aparato na ito ay maaari ding magamit sa isang lugar ng konstruksiyon.
Gayundin, bilang karagdagan sa isang pares ng mga espongha, ang ilang mga modelo ay mayroon ding lalim na pagsukat. Pinapayagan kang mabilis na masukat ang lalim, kahit na sa maliliit na bahagi. Ang aparato ay dumudulas kasama ang isang sukat ng pagsukat at vernier. Ang linya ng lalim ng gauge ay napaka manipis at kumportable na umaangkop sa likod ng caliper. Upang masukat ang lalim, ibababa lamang ang aparatong ito hanggang sa bahagi (habang inilalagay ito upang ang bahagi mismo ay suportado) at i-secure mula sa itaas gamit ang isang clamping screw. Pagkatapos nito, gamit ang sukat ng pagsukat, maaari mong kalkulahin ang lalim sa parehong paraan tulad ng pagsukat ng haba, taas at iba pang mga dami.
Kung hindi mo alam kung aling drill ang ginamit mo upang gumawa ng isang tukoy na butas, sukatin lamang ang diameter. Sa pangkalahatan, ang isang vernier caliper ay maaaring sagutin ang maraming mga katanungan, at pagkatapos ng ilang pagtatrabaho sa bahagi na susukat, magagawa mong pag-aralan ito nang buo. Ang isang manwal ng tagubilin ay maaaring isama sa caliper, upang maaari mong pamilyarin ang iyong sarili dito bago ang unang trabaho.


Kung ang vernier caliper ay na-corroded, gamutin ito sa isang espesyal na ahente ng anti-kalawang. Siguraduhin lamang na ang tool na ito ay hindi magwawasak sa metal, sapagkat maaari itong humantong sa ang katunayan na ang mga paghati at hakbang sa pagsukat at vernier na kaliskis ay hindi makikita.
Mayroong mga elektronikong uri ng calipers, ngunit kailangan nilang pangasiwaan nang mas maingat. Iwasan muna ang pakikipag-ugnay sa tubig o iba pang mga likido. Ang isang maikling circuit ay maaaring maganap sa electronic scoreboard, at hindi mo malalaman ang eksaktong data.


Hindi rin ito nagkakahalaga ng pagsukat ng anumang mga bagay na pinalakas ng kuryente. Maaari nitong patumbahin ang scoreboard at ang mga resulta pagkatapos ng pagsukat ay hindi wasto. Bago simulan ang trabaho, suriin ang aparato at pindutin ang pindutang ON upang i-on ang vernier caliper. Matapos mong gawin ang mga pagbabasa at kailangan mong sukatin muli, pagkatapos ay pindutin ang pindutan ng setting ng zero na posisyon.Ang prinsipyo ng paglipat sa ay humigit-kumulang sa parehong para sa isang hindi programmable calculator: pagkatapos ng bawat operasyon, ang halaga ay dapat na-reset.






Gayundin, sa elektronikong bersyon ng caliper, kinakailangan upang baguhin ang suplay ng kuryente. Upang magawa ito, buksan ang takip na proteksiyon at palitan ang baterya. Huwag din kalimutan ang tungkol sa polarity. Kung ang baterya ay gumagana, ngunit ang display ay hindi pa rin gumagana, pagkatapos suriin kung ang baterya ay naipasok nang tama.

Mga pagsukat ng linya
Paano sukatin ang mga linear na sukat sa isang caliper? Ang lahat ay nakasalalay sa materyal ng bahagi / workpiece. Para sa mga matibay na elemento, ang produkto ay mahigpit na pinindot laban sa isang base plate, pagkatapos kung saan ang pagsukat ay ginawa gamit ang panlabas na mga panga ng pagsukat ng tool. Una, dapat mong maitaguyod ang pagiging angkop ng magagamit na uri ng caliper para sa trabaho. Halimbawa, ang pangunahing sukat ng pagsukat sa tungkod ay dapat mas mababa sa 25 ... 30 mm mas mahaba kaysa sa bahagi (isinasaalang-alang ang sariling lapad ng mga panga). Kapag gumagamit ng isang malalim na sukat, ang halagang ito ay mas mababa pa rin, dahil ang haba ng frame ay dapat ding isaalang-alang (para sa pinaka-karaniwang mga tool na 0-150 mm at isang kawastuhan ng 0.05 hanggang 0.1 mm, ang parameter na ito ay kinuha ng hindi bababa sa 50 mm).
Paano sukatin ang cross-section ng wire sa isang caliper? Ang mga produktong hindi metal ay nababaluktot, at samakatuwid ay makabuluhang ibaluktot ang resulta na nakuha sa karaniwang paraan. Samakatuwid, ang isang matibay na bahagi ng bakal (tornilyo, kuko, piraso ng bar) ay dapat na ipasok sa cambric, pagkatapos kung saan ang diameter ng seksyon ng kawad ay dapat na matukoy sa panlabas na mga panga. Gawin ang pareho kung nais mong malaman ang panloob na laki ng kawad.
Pagsukat sa diameter ng kawad
Ang tanong kung paano sukatin ang kadena gamit ang isang caliper ay madalas na tinanong ng mga nagbibisikleta, dahil ang pagsusuot ng kadena, na tinukoy bilang ang distansya sa pagitan ng mga katabing link nito, ay nagbibigay-daan sa isang desisyon na palitan ang produkto. Ang panlabas na panga ay itinakda sa layo na 119 mm at ipinasok sa link, pagkatapos na ito ay nakaunat sa mga gilid hanggang sa karagdagang pagtaas ng laki ay imposible (upang mapadali ang trabaho, ang kadena ay maaaring preloaded na may isang makunat na puwersa). Ang paglihis mula sa orihinal na laki ay magpapakita ng aktwal na pagkasuot, na dapat ihambing sa maximum na pinapayagan.