Pangunahing paraan
Ang pagpuputol ng salamin ang pinakamahalagang hakbang sa proseso ng pagproseso. Bilang isang resulta, nakuha ng produkto ang tinukoy na mga sukat at hugis, pati na rin ang posibilidad ng artistikong pagtatapos na nagpapabuti sa hitsura nito. Ang mga pagkilos na ito, depende sa nais na resulta, ay maaaring isagawa sa iba't ibang paraan at pamamaraan sa mga dalubhasang makina.


Mekanikal
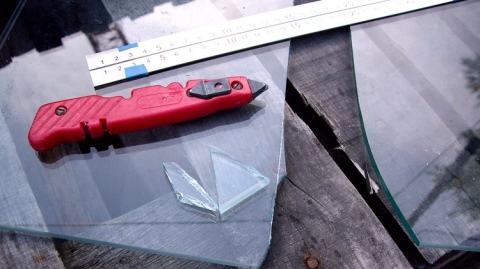
Ang manu-manong paggupit ay umiiral at medyo karaniwan, ngunit kadalasan ay ginagamit lamang ito para sa maliliit na pag-aayos, kung hindi man ay hindi praktikal. Ang pinakaluma at pinakakaraniwang pamamaraan ng pagproseso at paggupit ng baso ay ang mekanikal na pamamaraan. Sa kasalukuyan ito ang pinakaangkop na pamamaraan sa pagproseso. Ang pamamaraang ito ay nagsasangkot ng paggamit ng mga espesyal na hugis-kalso na paggupit na gulong na pangunahin sa tungsten.


Sa kabila ng hindi napapanahong teknolohiyang pagputol ng mekanikal, mayroon pa rin itong mga makabuluhang kalamangan:
- ang pinakamataas na bilis ng paggupit - hanggang sa 120 m / min;
- mababang gastos ng kagamitan at kadalian ng pagpapanatili;
- ang mga workpiece ay maaaring may iba't ibang laki at hugis.
Ang pinakakaraniwang mga kawalan ng pagputol ng mekanikal ay:
- chips at pagkamagaspang ng hiwa dahil sa mga mekanikal na depekto sa materyal;
- ang pangangailangan para sa kasunod na pagproseso at pagtatapos ng cut edge;
- kapag pinuputol ito ay kinakailangan upang gumamit ng mga espesyal na likido.

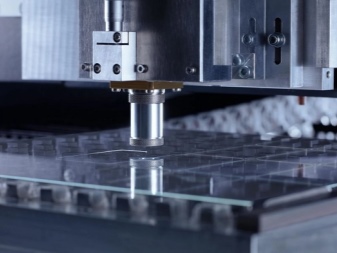
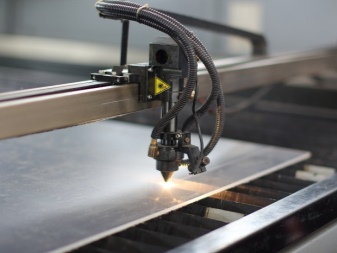
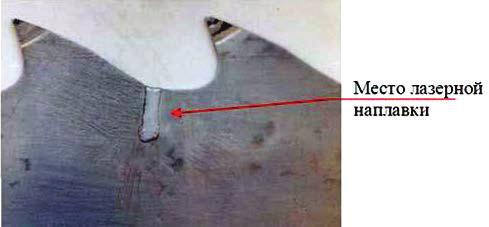
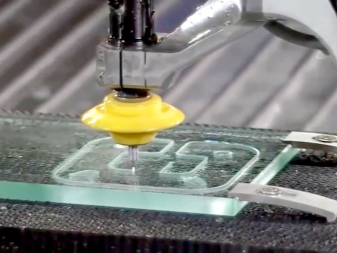
Laser
Ang paggupit ng laser ay paunang sinubukan sa manipis na metal. Kamakailan-lamang, ang parehong pamamaraan ay ginamit upang gupitin ang baso gamit ang mga espesyal na aparato. Mayroong dalawang uri ng paggupit ng laser. Ang una ay isang orihinal na teknolohiya na tinatawag na thermal evaporation laser cutting. Ang prosesong ito ay kasalukuyang hindi ginagamit, dahil ito ang pinakamabagal at gumugugol ng isang malaking halaga ng enerhiya. Ang pamamaraan mismo ay binubuo sa pagsingaw ng baso hanggang sa dulo. Ang pangunahing kawalan ng pagpipiliang ito ay ang pagkakaroon ng natitirang stress sa materyal dahil sa pag-init, na maaaring humantong sa pagkasira ng produkto kasama ang mga gilid ng hiwa.








Ang pangalawang pamamaraan, na kasalukuyang ginagamit, ay binuo bilang isang resulta ng pagpapabuti ng thermal evaporation. Napag-alaman na hindi kinakailangan na tuluyan na ring iwaksi ang baso gamit ang isang laser; pinapayagan ng mababang pag-uugali ng init at paglaban sa init ang paggamit ng pamamaraang thermal cleavage. Ang prinsipyo ng pamamaraang ito ay discrete pagpainit ng baso kasama ang buong linya ng hiwa. Sinundan ito ng isang matalim na paglamig, at isang mabigat na stress ang nabuo sa lugar na ito, malinaw na binabasag ang baso kasama ang iginuhit na linya.

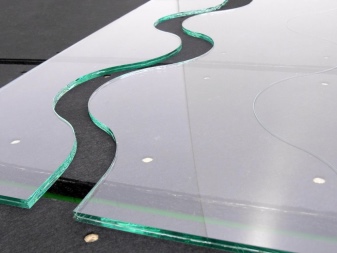
Ang paggupit ng laser ay may maraming mga pakinabang:
- de-kalidad na hiwa na may isang walang kamali-mali gilid;
- pinapasimple ang paggupit ng kulot;
- posible na i-cut ang baso na may isang malaking kapal;
- walang epekto sa mekanikal na naipapataw sa produkto;
- kadalian ng regulasyon at kontrol ng proseso ng paggupit.
Ang proseso ng paggupit ng salamin na laser ay kasalukuyang nasa ilalim ng pag-unlad. Samakatuwid, tulad ng lahat ng mga bagong teknolohiya, ang pamamaraang ito ay may mga kakulangan:
- Ang materyal na mababa ang emisyon (sumasalamin ng infrared radiation) ay hindi angkop para sa pagproseso ng laser;
- mamahaling machine na nangangailangan ng maingat na paggamit;
- mababang bilis ng pagproseso - mula 5 hanggang 10 m / min.
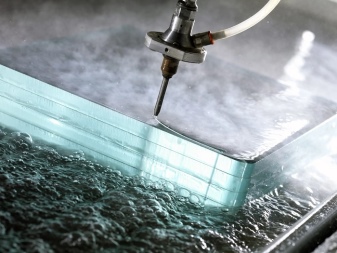
Waterjet
Ang pagputol ng waterjet ay ginawang posible noong 1980s sa pamamagitan ng paggamit ng makapangyarihang haydroliko na mga sapatos na pangbabae na nagpapahintulot sa pagmultahin, pinatalas na mga granula ng mga ginutay-gutay na materyales na ihalo sa tubig. Ang teknolohiya ay dinisenyo para sa pagputol ng isang mas malawak na hanay ng mga materyales.Ang salamin ay napaka angkop para sa pamamaraang ito, na nag-iiwan ng isang matte edge na madaling polish.
Ang mga pakinabang ng paggupit na ito:
- mahusay na kalidad ng gilid, na ginagawang hindi kinakailangan ang sanding;
- walang kemikal at thermal effects sa materyal, bahagyang stress sa makina, walang basag;
- ang kakayahang i-cut ang napaka-makapal at nakalamina na baso.
Sa kabila ng mga kalamangan, mayroon ding mga kawalan:
- napakababang bilis ng paggupit (0.5-1.5 m / min) depende sa baso at kagamitan;
- mataas na gastos ng pagpapatakbo ng kagamitan;
- ang pangangailangan upang maghanda ng isang malaking halaga ng tubig.

Proseso ng paghahanda at paggupit
Upang maputol ang ulo ng salamin, ang unang hakbang ay upang bawasan ang lakas nito at baguhin ang istraktura nito. Ginagamit ang pagsusulit para sa mga hangaring ito. Tinatanggal nito ang mga stress na nilikha sa pamamagitan ng pag-temper sa baso na ito habang ginagawa.








Isinasagawa ang pagsusulit ayon sa sumusunod na teknolohiya:
Bago i-cut ang baso, dapat itong markahan.
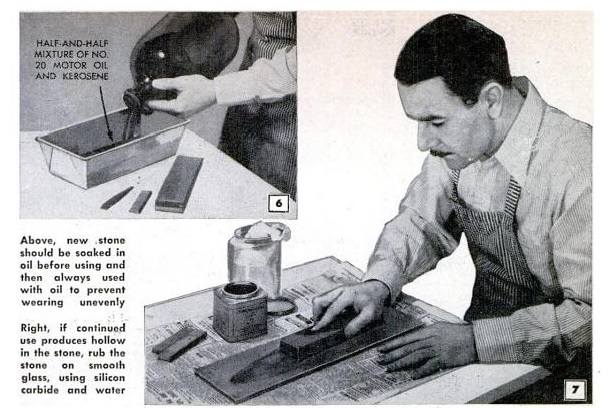
Ang unang mahalagang hakbang ay ang ibabad ang baso. Dapat itong gawin sa tubig sa isang pare-pareho ang temperatura. Ang temperatura ng tubig ay unti-unting nadagdagan hanggang ang lapot ng baso ay katumbas ng lapot sa pugon. Mangangailangan ito ng maingat na pagpapanatili ng oras. Ang lapot sa loob ng pugon ay 1013 Poise. Ang iba't ibang mga tatak ng baso mula sa iba't ibang mga kumpanya ay may iba't ibang mga halaga ng lapot, kaya't walang point sa paglista sa kanila. Gayundin, ang tagal ng pamamaraan na direkta nakasalalay sa laki ng baso na babad. Ang mga malalaking sheet (window) ay ibinabad, sa average, 12-16 na oras.
Ang susunod na hakbang ay ang pag-init ng baso sa oven. Kinakailangan na painitin ang baso sa temperatura ng pag-init nito. Nakasalalay sa tagagawa at tatak, maaari itong magkakaiba - mula 470 hanggang 680 degree Celsius. Hindi ito maaaring mas mataas sa 680. Ang kinakailangang numero ay matatagpuan sa pagmamarka o sa mga kasamang dokumento para sa baso
Mahalagang tandaan na ang mga tagagawa ng Amerikano ay nagpapahiwatig ng mga temperatura sa Fahrenheit, kaya't ang mga halagang ito ay dapat na baguhin sa Celsius. Ang baso ay hindi dapat itago sa oven sa loob ng mahabang panahon, sapat na upang maabot lamang ang kinakailangang temperatura.
Kapag naabot ng baso ang kinakailangang temperatura ng rurok, ito ay aalisin at palamig.
Ang paglamig ay dapat maganap sa mga temperatura na mas mababa sa temperatura ng pagpapapangit (1014 Poise). Sa kasong ito, kinakailangan upang matiyak ang pinakamabagal na posibleng paglamig. Susunod, ang baso ay dapat na cooled sa isang temperatura ng 20-25 degrees Celsius. Upang gawin ito, ang baso ay naiwan lamang sa silid (o iba pang silid).
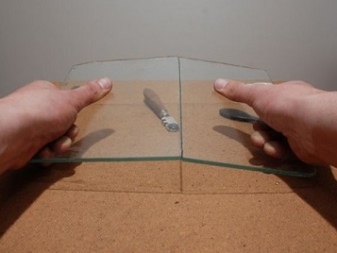
Kapag ang baso ay naging temperatura ng silid, dapat mong markahan ang mga linya ng paggupit dito gamit ang mga marker at pinuno. Pagkatapos ang pagputol ay tapos na. Ginawa ito sa parehong paraan tulad ng ordinaryong baso - isang "uka" ay ginawa gamit ang isang pamutol ng salamin, kasama ang linya ng paggupit, at pagkatapos ang mga hindi kinakailangang piraso ay pinalo ng mga light blow. Para sa isang mas tumpak na hiwa, ang mga kahoy na tungkod ng maliit na diameter ay inilalagay sa ilalim ng "uka". Kinakailangan ito kung nais mong gumawa ng isang napaka-ayos na linya ng pagputol.
Kapag pinutol ang baso, sulit na dumalo sa pag-iingat nito. Sa una at ikalawang yugto, ang pagkakayari ay "pinasimple" at ang tempered na baso ay naging pinakakaraniwan. Samakatuwid, kinakailangan upang patigasin ito muli upang ibigay ito sa dating (paunang) mga katangian. Para sa mga ito, ang mga puntos na 1 at 2 ay ganap na naulit - ang baso ay inihanda sa mga tuntunin ng lapot, pagkatapos ay pinainit sa isang oven sa temperatura na tinukoy ng gumawa.
Ang paglamig sa panahon ng pagsusubo ay naiiba nang malaki mula sa paglamig kapag nagbibigay ng mga normal na pag-aari sa may salamin na baso. Para sa mga ito, ang isang bentilasyon unit (malakas) ay paunang naka-install sa isang bukas na lugar, at perpektong ang temperatura sa silid ay ibinaba sa 10 degree Celsius (na hindi kinansela ang pangangailangan para sa isang fan). Ang baso ay inilatag sa isang paunang handa na makina (dapat itong payagan ang pag-access ng hangin mula sa magkabilang panig ng sheet) at ang fan ay nakabukas para sa masinsinang paghihip. Ang magkabilang panig ng sheet ay dapat na hinipan nang sabay.Matapos ang paglamig ng workpiece sa temperatura ng kuwarto, handa na ang salamin para sa pag-install.
Matapos basahin ang pamamaraan ng paggupit ng baso na inilarawan sa itaas, maraming tao ang pipiliing laktawan ang pamamaraang ito. At magiging 100% ang tama. Dahil ito ay mahirap, hindi makatwirang mahal at mapanganib para sa buhay at kalusugan. Bilang karagdagan, nang walang karanasan, malaki ang posibilidad na ang mga blangko ay lumala at ang "eksperimentong" ito ay magiging napakamahal. Ito ay mas mura, madali at mas ligtas na makipag-ugnay sa isang kumpanya na may isang laser cutter o upang mag-order ng baso ng kinakailangang laki mula sa gumawa.
Engineering para sa kaligtasan
Kapag ang baso ay basag, ang mga fragment ay may maraming mga matalim gilid.
Ang mga malalaking fragment ay madaling pinuputol ng masa ng balat at kalamnan.
Ang mga maliliit na fragment ay hindi nakikita ng mata dahil sa kanilang transparency, ngunit maaari silang makaalis sa malambot na mga tisyu at bumuo ng suppuration. Narito ang mga pangunahing patakaran na dapat sundin kapag ang pagputol ng baso gamit ang isang pamutol ng baso:
- Maaari kang magtrabaho sa baso lamang sa mga proteksiyon na salaming de kolor. Sa panahon ng trabaho, ang mga maliliit na maliit na butil ay maaaring pumasok sa kornea ng mata, maging sanhi ng sakit at maging sanhi ng pagkawala ng paningin. Kung napunta ka sa isang piraso ng baso sa iyong mga mata, huwag subukang alisin ito mismo.
- Maipapayo na gupitin ang baso gamit ang guwantes. Maraming mga masters ang nagpapabaya sa mga kinakailangang ito, ngunit walang kabuluhan. Pagkatapos ng lahat, ang matalim na gilid ng baso ay madaling pumutol sa malambot na materyales. Mas mabuti kung pinuputol niya ang gwantes kaysa sa balat. Kung sa tingin mo ay ang glow ng tela ay dumulas sa baso o binawasan ang pagiging sensitibo, gumamit ng mga produktong may goma sa iyong mga daliri.
Matapos maputol ang workpiece, maingat na linisin ang lugar ng trabaho. Mahusay na pagsamahin ang paglilinis ng vacuum sa wet cleaning. Mas mahusay na itapon ang basahan o basahan kung saan ang mga sahig at mesa o workbench ay hugasan.






Mga tampok ng pagtatrabaho sa iba't ibang mga uri ng baso
Bago mo gupitin ang baso gamit ang isang pamutol ng baso, siguraduhing ang baso sa harap mo ay eksaktong uri ng iyong ginagawa. Hindi mahalaga kung ito ay luma o bago - hindi dapat may mga bakas ng mga banyagang sangkap at mga maliit na butil sa ibabaw nito na makagambala sa paggupit nito nang maayos at pantay. Ang tempered glass ay hindi maaaring putulin sa bahay. Dahil sa pagiging mahinahon, hindi na ito napapailalim sa pagproseso: madali itong masira, dahil ang tulad ng isang sheet ng baso ay nawala ang mga katangian na likas sa ordinaryong salamin sa bintana.
Ang pagiging hindi angkop para sa paggupit ay nauugnay sa isang baluktot na puwersa ng epekto na 7 beses na mas mataas kaysa sa simpleng baso. Dahil sa lumalaban sa pagkasira, lumalaban ito sa anumang stress sa mekanikal, kasama na ang paggupit.

Ang pinakamaliit na pag-pinch ay agad na hahantong sa isang basag, paglihis sa lahat ng direksyon. Isinasagawa lamang ang paggupit ng tempered glass sa partikular na mga tumpak na makina na hindi pinapayagan ang pag-ilid at kilalanin ng labis na karga, na madaling ginagawang isang maliit na mumo ang tigas na sheet, na binubuo ng mga fragment ng cubic blunt. Ang mga tempered sheet ng sheet at produkto ay naproseso bago ang pagsusubo, na pinagkaitan ng baso ng kakayahang gupitin nang hindi nag-crack sa lahat ng direksyon.

Ang corrugated (corrugated, wavy, patterned) na baso ay pinutol mula sa makinis na gilid. Sinusubukang i-cut ang dahon mula sa pandekorasyon, "kulot" na bahagi, hindi makamit ng master ang pagpapatuloy ng furrow kasama ang break ng dahon na ito. Ang isang paulit-ulit na uka, sa pinakamainam, ay gagawing hindi pantay ang linya ng pag-crack, sa pinakamalala, ang isang seksyon ng sheet ng baso ay masisira lamang. Mas mahusay na ipagkatiwala ang paggupit nito sa isang roller glass cutter, na may perpektong makinis na talim na umiikot sa axis nito.
Posibleng gasgas ang furrow kahit na may isang regular na kuko ng bakal. Ang isang pula, mainit, matalim na kutsilyo ay makakatulong din upang mabilis na mabawasan ang web nang hindi gumugugol ng labis na pagsisikap.








Ang baso ng acrylic ay madaling makita at gupitin, kahit na nakatayo sa isang gilid at pagkakaroon ng kapal na hindi hihigit sa 2 mm, hindi kinakailangan na painitin ang kutsilyo sa kasong ito. Ang mas makapal na transparent acrylic ay madaling pinutol ng isang gilingan o lagari.Papayagan ka ng isang pantasa o file na mabilis at mahusay na ihanay ang gilid kasama ang kinakailangang linya ng paggupit.
Ang mga malalaking sheet, na lumalagpas sa maraming square square, ay pinuputol sa mga glassworks gamit ang mga aparato na nagbibigay ng fluid na may mataas na presyon. Ang Plexiglass ay madaling i-cut sa tulong ng isang patuloy na pinainit na manipis na kawad na hinila sa isang string - mabilis at pantay na pumapasok dito, tulad ng isang linya ng pangingisda sa mantikilya sa temperatura na 5-10 degree Celsius.
