Kulay ng metal
Ang bawat indibidwal na drill ay may iba't ibang scheme ng kulay. Alam ng mga may karanasan na mga manggagawa na ang mga teknikal na tagapagpahiwatig ay nakasalalay sa kulay ng produkto. Halimbawa, ang isang kulay na bakal ay isang pahiwatig na ang tool sa paggupit ay hindi nailantad sa mataas na temperatura.
Ang mga drill na may kulay na bakal ay walang mas mataas na antas ng lakas, na nangangahulugang mas mabilis ang pagod nila. Pinapayuhan ng mga eksperto ang paggamit ng mga elemento ng paggupit na may kulay na bakal upang lumikha ng mga butas sa manipis na mga sheet ng metal, plastik, drywall at kahoy.
Ang pagkakaroon ng itim na kulay sa ibabaw ng drill ay nagpapahiwatig na sumailalim ito sa paggamot sa init, pagkatapos na ang produkto ay nakatanggap ng karagdagang lakas, ayon sa pagkakabanggit, tumaas ang buhay ng serbisyo nito.
Mga pagkakaiba-iba
Ang taper shank o Morse taper ay magagamit sa maraming mga bersyon.
-
Instrumental
- ang pinakakaraniwan, dahil ang mga ito ay dinisenyo para sa mabilis na awtomatikong pagbabago kapag nagtatrabaho sa makina. Ang mga parameter ng produkto ay kinokontrol ng GOST. -
Pinaikling
e - ang buntot na bahagi ng drill ay nabawasan dahil sa makapal na bahagi ng kono. Ito ay minarkahan sa ganitong paraan: B7 - pinaikling sa 14 mm, B10 - hanggang 18, at sa B24 - pinaikling sa 55 mm. Ang pagpipiliang ito ay ginagamit kapag ang isang butas ay nangangailangan ng isang tiyak na diameter ngunit mababaw na lalim. -
Pinahaba
- Ginamit para sa pagbabarena ng malalim na mga butas sa maraming mga yugto. -
Sukatan
- shanks, kung saan ang ratio sa nagtatrabaho na bahagi ay 1:20, at ang anggulo ay higit sa 1 degree.
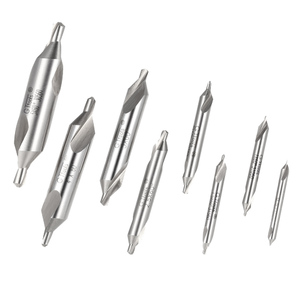
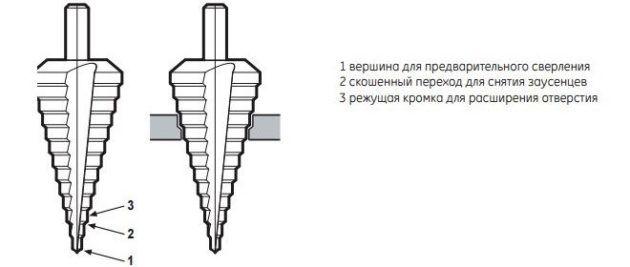
Ipinapakita ng larawan ang mga pagkakaiba-iba ng mga drills na may isang tapered tail
Ang layunin ng drill ay natutukoy ng hasa: anggulo ng tuktok, anggulo ng clearance, atbp. Isinasagawa ang paghasa at paggiling sa mga espesyal na makina o mano-mano.
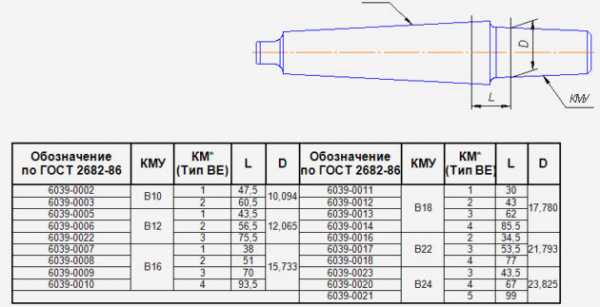
Conical GOST
Kinokontrol ng GOST 10903-77 ang mga tool na may tapered shank - na may Morse taper, at isang bersyon na may leeg.
-
Posibleng diameter ng produkto
- 5-10 mm. -
Haba ng cone
- 58-85 mm. -
Seksyon ng buntot
- 6-12 mm.
Pinahaba
Ang mga drills na may isang pinahabang seksyon ng buntot ay kinokontrol ng GOST 2092-77. Ginagamit ang mga ito sa paggawa ng malalim na mga butas.
Ang laki ng lapad ng saklaw mula 6 hanggang 30 mm. Ang haba ng seksyon ng buntot ay 145-275 mm.






Ang mga produkto ay ginawa sa dalawang mga klase sa kawastuhan:
-
A1 at A
- na may mas mataas na kawastuhan; -
B1 at B
- na may normal na kawastuhan.
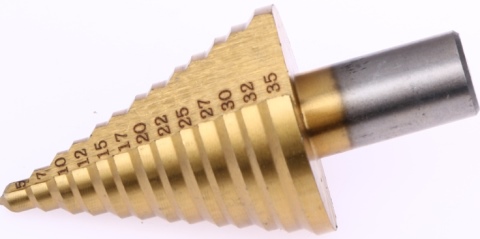
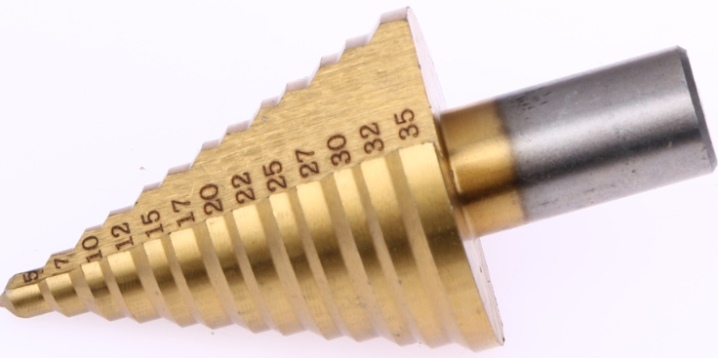
Conical stepped
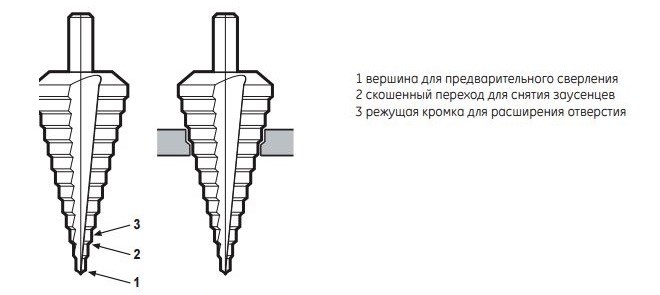
Ang kono sa kasong ito ay mukhang isang piramide, kung saan ang bawat "hakbang" ay responsable para sa pagbuo ng isang butas ng isang tiyak na diameter. Pinapayagan ka ng disenyo na ito na mag-drill ng mga butas ng iba't ibang laki nang hindi binabago ang tool. Ang isang bilang ng mga halaga ay ipinahiwatig sa pagmamarka nito nang sabay-sabay.
Pinapayagan ka ng parehong tampok na mag-chamfer sa parehong drill na gumawa ng butas. Ang bilis ng pagbabarena ay medyo mababa - hanggang sa 1000 rpm, na ginagawang angkop sa tool para sa pagtatrabaho sa plexiglass.
Ang pagsasentro ay walang problema dahil sa naka-tapered na hugis, ngunit ang pagkasensitibo sa maling pag-ayos ay mas mataas kaysa sa instrumental na bersyon.
Gumagamit sila ng mga tool para sa pagproseso ng bakal, aluminyo, duralumin at mga materyal na hindi metal - mga plastik, plexiglass, ebonite.
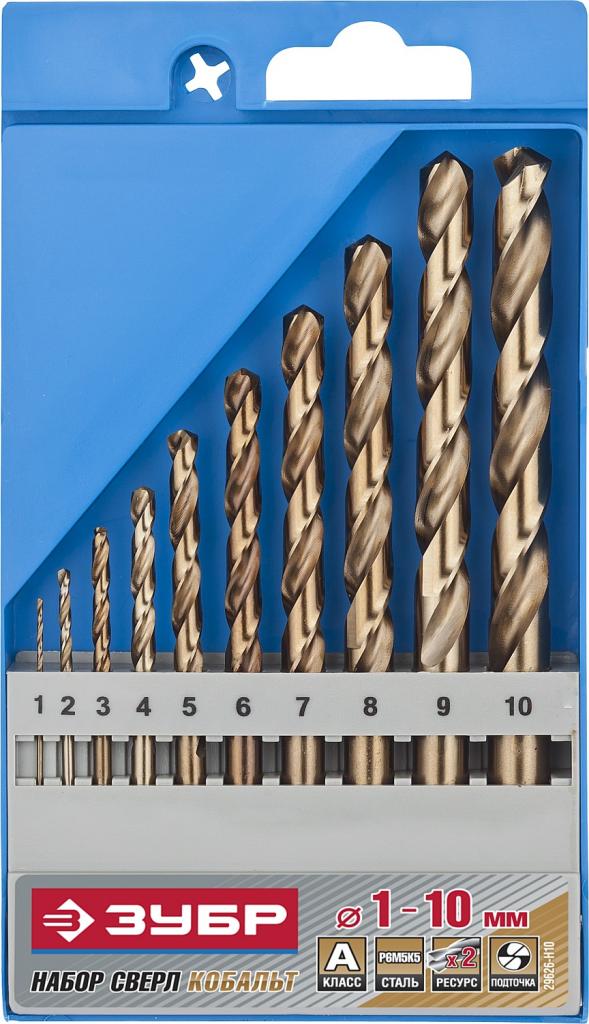
Cobalt Taper Shank
Upang mapabuti ang mga katangian ng lakas at pagwawaldas ng init, ang mga produkto ay isinailalim sa karagdagang pagproseso.
- HSS-G - sumailalim sa karagdagang paggiling;
- Ang HSS-Co - ang bakal ay naglalaman ng kobalt, ang mga drills ng klase na ito ay idinisenyo upang gumana sa matinding mga kondisyon ng temperatura;
- HSS-R - mga pinagsama na produkto;
- HSS-Tin - ang tool ay ginagamot ng titanium nitride, binabawasan ng patong ang alitan, at, samakatuwid, pagpainit ng tool at materyal.
Maaari mong sabihin kung paano ginagamot ang mga drills ng kanilang kulay: ang isang maliwanag na kulay ng ginto ay nagpapahiwatig ng pagtitiwalag ng titanium nitride, itim - init na paggamot ang ginamit, at iba pa.
Mga patakaran sa sariling pagpapatalas
Ang ilang simpleng mga rekomendasyon ay magbibigay-daan sa iyo upang patalasin ang drill nang mabilis at mahusay:
- Una sa lahat, ang paghahanda ng aparato ng paggiling at ang lalagyan na may likido para sa paglamig ay isinasagawa;
- Isinasagawa ang paghasa ng may pinakamataas na presyon ng drill laban sa paggiling na gulong. Kung pinahina ang pagsisikap, maaaring magresulta ang isang kasal;
- Ang isang indibidwal na anggulo ng hasa ay napili para sa bawat uri ng metal: bakal - 140 degree; mga haluang metal na tanso - 120 degree; tanso - 100 degree;
- Pinoproseso ng gilingan ang lahat ng mga gilid ng drill nang walang pagbubukod.
Ang cone drill ay isang maraming nalalaman tool. Inirerekumenda na magkaroon ito pareho sa lugar ng produksyon at sa iyong home kit para sa menor de edad na pag-aayos.








Disenyo at mga uri
Ang aparato ay binubuo ng:
- ang aktwal na bahagi ng pagtatrabaho, na may isang hugis-korteng kono;
- shank, kung saan ang tool ay nakakabit sa drill;
- matalim na tip na maaaring hawakan ang pinakapal na metal.
Ang cutting edge ng step drill ay alinman sa tuwid o spiral na uri. Ang bawat isa sa kanila ay may kanya-kanyang pakinabang. Ang tuwid na gilid ay humahasa nang mas madali at mas mabilis, habang ang spiral edge ay nagbibigay-daan para sa mas maayos, mas maayos na pagbabarena para sa isang mas maayos na pagsakay. Kapag gumagamit ng isang spiral edge, ang kahusayan ng pagproseso ng manipis na sheet metal ay lalong nadagdagan. Mayroong mga pagkakaiba-iba ng mga tool na dinisenyo para sa iba't ibang mga materyales - kahoy o plastik. Ngunit ang lahat ng mga hakbang na drill ay dinisenyo sa parehong paraan.
Mayroong mga bilog o hex shanks, na itinuturing na mas maaasahan na ginagamit. Ang tool ay gawa sa mataas na kalidad na hindi kinakalawang na asero, at isang matibay na patong ng titanium nitrogen o brilyante na grit ay nagpapalawak ng buhay ng serbisyo nito at binabawasan ang pangangailangan para sa madalas na paghasa. Sa kasong ito, dapat tandaan na ang pagtalima ng mga patakaran sa pagpapatakbo at ang halaga ng pinahihintulutang pagkarga ay kinakailangan.
 Mayroong dalawang uri ng mga hakbang sa shill ng hakbang - hex at bilog
Mayroong dalawang uri ng mga hakbang sa shill ng hakbang - hex at bilog
Paghahasa ng sarili
Ang mga drills, na tinatawag na stepped o conical, ay nagbibigay-daan sa iyo upang lumikha ng mga butas na may diameter na 4 hanggang 32 mm at magagamit sa dalawang bersyon: na may posibilidad na patalasin o may isang disenyo na hindi nagpapahiwatig ng teknolohikal na operasyon na ito. Ang mataas na halaga ng mga produktong kabilang sa pangalawang uri ay nabigyang-katwiran ng kanilang tibay.
Ang kanilang cutting edge (napapailalim sa lahat ng mga panuntunan sa pagpapatakbo) ay hindi naging mapurol sa loob ng mahabang panahon. Dapat tandaan na ang paghigpit sa mga ito nang walang naaangkop na karanasan ay maaari lamang humantong sa ang katunayan na sila ay naging hindi angkop para sa karagdagang paggamit.
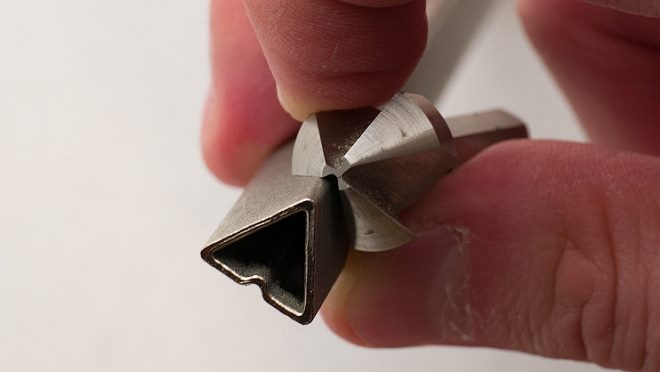
Ang mga conical drill na may isang tukoy na pagsasaayos ay maaaring patalasin ng isang tatsulok na nakasasakit na bar
Upang maayos na patalasin ang isang stepped drill, sapat na upang panoorin ang video ng pagsasanay at sumunod sa mga rekomendasyon ng mga kwalipikadong espesyalista. Upang maisagawa ang pamamaraang ito, hindi ka maaaring gabayan ng pagguhit, ngunit ibalik lamang ang orihinal na mga parameter ng geometriko ng produkto.









Gayundin, sa ilang mga kaso, pinapayagan na gumamit ng manipis na nakasasakit na mga batong brilyante para sa mga layuning ito, na inilaan para sa hasa ng mga kutsilyo, gunting at iba pang mga tool.
Ang pagpapatalas ng naturang tool, tulad ng mga drill ng patabingi na may isang taper shank, ay maaaring gawin gamit ang isang espesyal na makina na nilagyan ng isang gumaganang ibabaw na maaaring sakop ng ordinaryong papel de liha.
Ano ang hahanapin kapag pumipili ng isang tapered drill
Dapat kang gumawa ng isang pagpipilian ng tulad ng isang tool bilang isang korteng kono drill para sa metal lamang pagkatapos mong maging pamilyar sa mga katangian nito. Maraming masasabi ang kulay tungkol sa isang step drill.
- Ang kulay na kulay-asero na kulay ng materyal ng paggawa ay nagpapahiwatig na ang drill ay hindi sumailalim sa anumang paggamot sa init, samakatuwid, hindi mo dapat umasa sa mataas na kalidad nito.
- Ang tool ng kono, na may itim na ibabaw, ay naging mainit na singaw na ginagamot upang madagdagan ang lakas nito.
- Ang ginintuang kulay ng bakal ay nagpapahiwatig na ang lahat ng mga panloob na stress sa metal ay dating tinanggal, na nagpapabuti sa mga katangian ng kalidad.
- Kung ang ibabaw ng isang hakbang na drill ay may isang maliwanag na ginintuang kulay, ito ay lubos na lumalaban. Nagbibigay ito ng titanium nitride na nilalaman sa metal. Ang medyo mataas na gastos ng naturang mga produkto ay ganap na nababayaran ng kanilang mahabang buhay sa serbisyo.
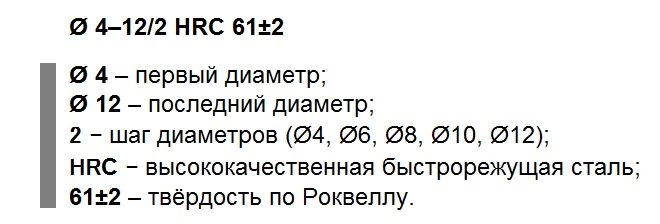
Ang pagmamarka ng stepped drill ay nagpapahiwatig ng mga katangian nito.
Para sa paggawa ng mga drill ng kono, iba't ibang mga marka ng bakal ang ginagamit, na natutukoy ng pagmamarka. Kung ang pagpapaikli ng HSS ay naroroon sa pagmamarka, nangangahulugan ito na sa tulong ng produktong ito maaari kang magsagawa ng matulin na pagpoproseso nang hindi nag-aalala na ito ay magpapapangit o mawawala ang mga katangian ng lakas nito sa matinding pag-init.

Kapag pumipili ng isang stepped drill, bigyang pansin ang mga pangunahing sukat
Kapag pumipili ng mga conical drill, dapat mo ring isaalang-alang ang mga sumusunod na parameter:
- ang diameter na ang lukab ay nakasalalay sa mga katangian ng mga butas na makukuha;
- marka ng kalakal (ang parameter na ito ay higit na tumutukoy hindi lamang sa kalidad ng produkto, kundi pati na rin ang gastos nito);
- pagsunod sa biniling conical drill at ang materyal na kung saan ito ginawa sa lahat ng mga kinakailangan ng GOST;
- ang posibilidad ng maraming hasa (narito dapat kang gabayan lamang ng iyong sariling mga kagustuhan at karanasan sa paghasa ng mga spiral at conical drill alinsunod sa mga kinakailangan ng GOST).










Mga Tuntunin ng Paggamit
Ang pagpapatakbo ng mga elemento ng tapered cutting, na kaibahan sa maginoo na mga drill ng pag-ikot, ay may ilang mga tampok. Ang mga ito ay mas simple at mas maginhawa upang magamit. Hindi nakakagulat na sinabi nila na ang mga artesano ng baguhan ay dapat na gumana sa isang tapered tool.
Ngunit bago simulan ang trabaho, kailangan mong pag-aralan ang mga tagubilin sa pagpapatakbo para sa produkto at alalahanin ang teknolohiya ng pagbabarena. Sa panahon ng trabaho, dapat sundin ng master ang isang malinaw na iginuhit na algorithm. Kahit na ang pinakamaliit na indentation ay maaaring humantong sa mga seryosong problema.

Una sa lahat, kailangan mong ihanda ang mga tool, lalo ang tapered drill, drill at base, kung saan mo nais na mag-drill ng isang butas. Ang laki ng drill ay nakasalalay sa nais na diameter ng butas. Ang drill ay dapat na malakas at kunin ang kinakailangang bilis sa ilang segundo. Ang mga eksperto naman ay inirerekumenda na ayusin ang isang karagdagang hawakan sa drill. Tulad ng para sa workpiece, maaari itong maging anumang metal o gawa ng tao sa ibabaw.
Sa pamamagitan ng pagsasama-sama ng mga kinakailangang tool, maaari kang gumana.
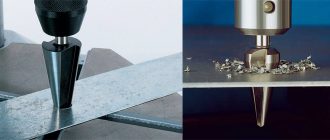
Upang magsimula, kailangan mong ayusin ang tool sa paggupit sa drill chuck at ilapat ang naaangkop na pagtatalaga sa site ng pagbabarena.
Ang drill na ipinasok sa drill ay inilalapat sa point ng trabaho at ang tool ay naaktibo
Mahalaga na ang elemento ng paggupit ay patayo sa workpiece na na-machine.
Ang drill ay unti-unting lumalim sa workpiece na may isang pare-pareho na pagtaas sa paikot na bilis ng drill .. Ang pangwakas na resulta ay magiging isang makinis na butas na walang mga burr at iba pang mga depekto sa mga gilid.
Ang pangwakas na resulta ay magiging isang makinis na butas na walang mga burr o iba pang mga depekto sa mga gilid.
Ang sumusunod na video ay nagbibigay ng isang pangkalahatang-ideya ng drill ng kono.