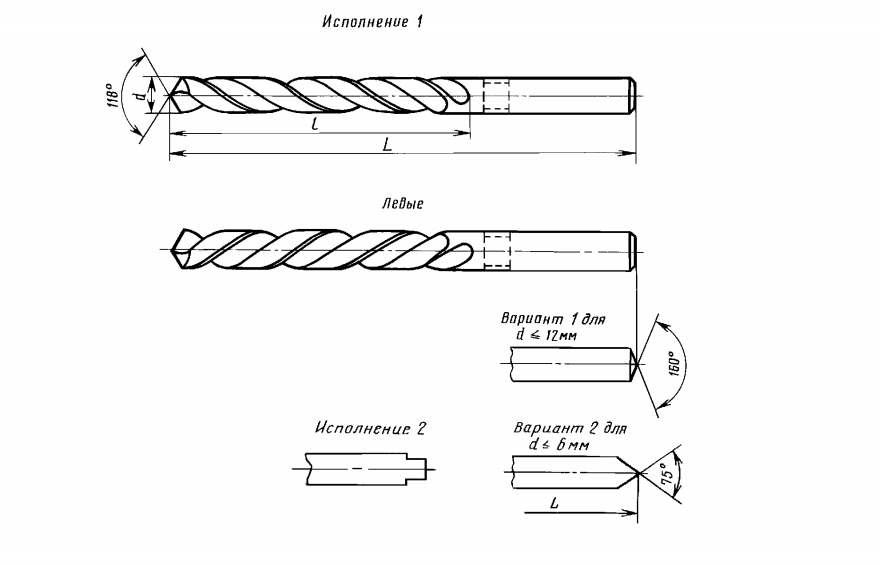
3 Tapered shank drill - modernong pagtatanghal
Ang mga modernong conical drill ay ginawa mula sa matibay na carbon steel o haluang metal. Ang mga tagagawa ay madalas na gumagamit ng karagdagang paggamot sa init ng ibabaw ng mga tool na ito sa kanilang paggawa. Ginagawa itong mas maaasahan at sa parehong oras ay pinoprotektahan laban sa kaagnasan. Nakakatulong ang tapered shank na taasan ang pagiging produktibo at pagbutihin ang kalidad ng butas. Dahil sa hugis na ito (korteng kono), ang drill ay madaling lumabas sa workpiece.
Karaniwan, ang mga drills na ito ay ginagamit upang lumikha ng iba't ibang mga butas sa isang ibabaw ng metal. Maaari din silang magamit kapag kinakailangan ang mga butas sa plastik, duroplastics o sheet steel (ang isang tapered stepped drill ay may mahusay na trabaho dito). Ang diameter ng shank o taper ay maaaring mula 6 hanggang 12 mm. At ang haba ng kono ay posible mula 58 hanggang 85 mm. Napili ang mga drill depende sa diameter at lalim ng hole sa hinaharap.
Kamakailan lamang, ang mga artesano ay lalong gumagamit ng isang twist drill na may isang taper shank (GOST 10903-77) sa kanilang trabaho. Kadalasan lumilikha sila ng mga butas sa iba't ibang bahagi gamit ang mga nakatigil na machine. Ang laki ng mga drill na ito ay maaaring mula 5 hanggang 80 mm. Ang taper shank ay tumutulong upang makabuluhang taasan ang ibabaw ng contact ng drill bit gamit ang ulo. Ito naman ay tumutulong hindi lamang upang madagdagan ang katumpakan, ngunit din upang madagdagan ang pagiging maaasahan ng pangkabit.
Ngayon ang mga drills ng pag-ikot ay maaaring maging mahaba, solidong karbida, espesyal para sa pagproseso ng mga light alloys, mahirap na materyales, at maaari ding dagdagan na may kasamang pagsingit ng karbid. Ang paghihiwalay ng mga tool na ito ay nagbibigay-daan sa iyo upang mas tumpak na piliin ang mga ito para sa ilang mga uri ng trabaho. Makakatulong ito na mapabuti hindi lamang ang proseso ng pagbabarena mismo, ngunit gagawing mas mahusay ang lahat ng gawain.
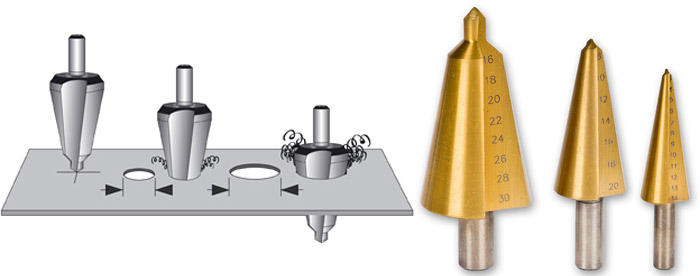
Mga uri ng stepped (conical) na drills
Tulad ng nabanggit, ang mga drill ng kono ay magagamit na may isang maayos na paglipat ng diameter at may isang hakbang, hakbang. Ang mga stepped drills ay natagpuan ang pinakadakilang application, dahil pinapayagan ka nilang makakuha ng isang butas ng isang mahigpit na tinukoy na laki na may makinis na pader. Ang butas na ginawa ng isang makinis na taper drill ay laging may isang bahagyang slope. Sa kaso ng pagtatrabaho sa manipis na sheet metal, ito ay halos hindi kapansin-pansin.
Sa pangkalahatan, kalidad ang mga stepped drills ay maaaring maiuri sa pamamagitan ng kulay:
- Gray na metal shade. Kadalasan ang gayong tool ay gawa sa mababang kalidad na bakal na tool. Ang karagdagang paggamot sa init sa panahon ng paggawa nito ay hindi rin ibinigay. Walang nakasasakit na patong sa ibabaw ng drill. Ang mga nasabing drills ay hindi dapat bilhin kung dapat itong gamitin nang regular, pati na rin ang pagtatrabaho na may makapal at matibay na pinagsama na metal.
- Itim na drills. Ang nasabing tool ay ginagamot sa init sa panahon ng paggawa. Ginawa ang paggamot sa singaw at kasunod na pagsusubo. Ang paggamot na ito ay nagdaragdag ng tigas ng tool at nagdaragdag ng buhay ng serbisyo nito. Ngunit hindi pa rin inirerekumenda na magtrabaho kasama ang mga naturang drills na may hindi kinakalawang at iba pang mga steels na may mataas na lakas.
- Mapurol na ginintuang kulay. Ang isang stepped metal drill, na may isang maputlang dilaw na kulay, ay gawa sa metal na may pagdaragdag ng mga additive na alloying, madalas na kobalt. Ang gayong tool ay pinatigas at pagkatapos ay pinagsama, na nagpapahupa sa panloob na mga stress at pinapataas ang lakas at tibay ng tool. Ang mga drill ng kulay na ito ay maaaring hawakan ang matigas na haluang metal at hindi kinakalawang na asero.
- Maliwanag na gintong kulay.Ang kulay na ito ay ang pinakamataas na tool sa kalidad at idinisenyo upang gumana nang may mataas na lakas na makapal na pader na mga bakal. Ang mga steels kung saan ginawa ang tool ay nakuha sa pamamagitan ng pagdaragdag ng titanium nitride at kasunod na paggamot sa init.
Lugar ng aplikasyon
Ang mga conical drill para sa metal ay ginagamit para sa paggawa ng mga butas sa sheet at manipis na pader na metal. Karaniwan, ang kapal ng metal na ipoproseso ay mula 1 hanggang 4 na milimetr at depende sa taas ng hakbang ng drill. Kung ang taas ng hakbang ay 4 millimeter, kung gayon ang maximum na kapal ng sheet o pinagsama na metal na maaaring maproseso ay magiging 4 millimeter, ayon sa pagkakabanggit. Pinapayagan ka ng stepped drill na magtrabaho kahit na may manipis na sheet metal.
Tandaan na mayroon ding mga conical drills para sa pagproseso hindi lamang ng metal, kundi pati na rin ng kahoy, plastik, drywall, textolite.
Ang isang korteng drill (kung minsan ay tinatawag itong mga carrot drill) ay nakikilala din sa katotohanan na, kung maayos na nagtrabaho kasama nito, ang butas ay halos walang mga depekto. Ang wastong paggamit ng tool ay nagbibigay-daan sa iyo upang makakuha ng makinis na pader at mga gilid ng butas, ang kawalan ng mga burr at bitak. Pagkatapos ng pagbabarena, hindi na kailangan ng karagdagang pag-machining ng butas. Samakatuwid, madalas na ginagamit sila ng mga artesano upang maitama ang mga depekto sa mga butas na nakuha gamit ang isa pang uri ng tool sa pagbabarena.







Ang isang kalidad na metal cone drill ay may matitigas, matalim na mga gilid, na pinapayagan itong gumana sa metal na may mataas na density at tigas. Ang ilang mga drills ay nakasasakit din na pinahiran, na higit na nagpapahusay sa kanilang kahusayan. Kung saan ang isa pang tool ay walang lakas, madalas na maginhawa upang magamit ang uri ng drill na pinag-uusapan.
Ang cone drill ay may isang matalim na tip, na nagpapahintulot sa operasyon ng pagbabarena nang walang paunang pagsuntok at karagdagang pagsentro.
Mga tampok sa disenyo at pangunahing katangian
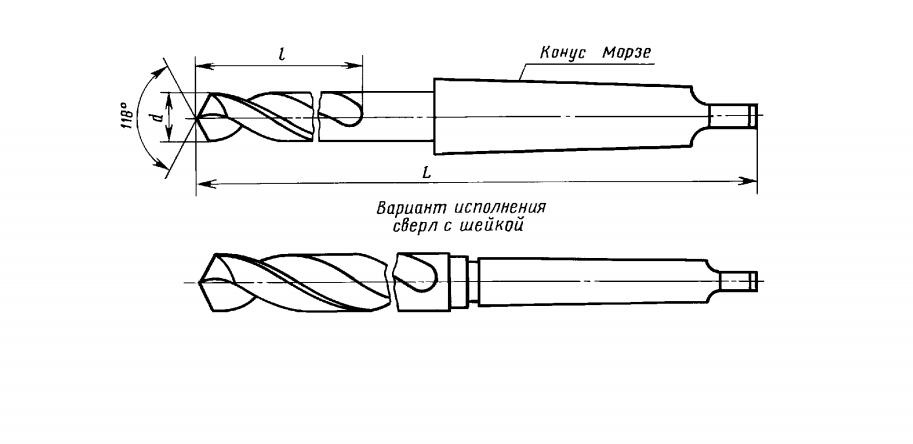
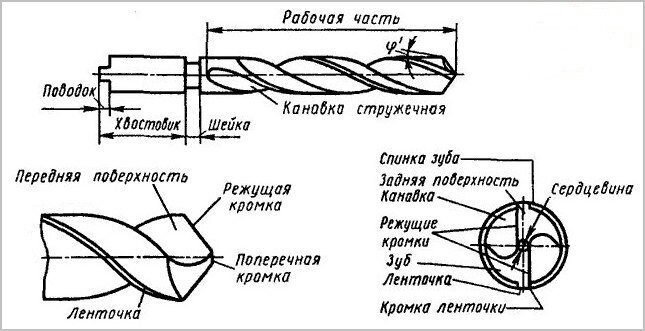
Ang disenyo ng mga twing drills, na kung saan ay madalas na tinatawag na mga drills ng pag-ikot, ay binubuo ng mga sumusunod na elemento.
Ang nagtatrabaho na bahagi ay may dalawang mga uka na matatagpuan sa linya ng helical. Gumagawa sila ng maraming mga pag-andar nang sabay: binubuo nila ang bahagi ng paggupit, tinatanggal ang mga chips na nilikha sa lugar ng pagproseso, at nagbibigay ng supply ng coolant sa lugar ng pagbabarena.
Sa elementong ito ng istruktura, ang tool ay naayos sa chuck ng ginamit na kagamitan. Ang shank ay maaaring gawin ng isang espesyal na paa na nagpapadali sa pag-alis ng tool mula sa hugis ng kono na socket, o isang driver na kasangkot sa paghahatid ng metalikang kuwintas mula sa chuck.
Ang elementong pang-teknolohikal na ito ay responsable para sa output kapag ginamit para sa paggiling ng tool.
Bahagi ng pagkakalibrate
Ang elementong ito ay mukhang isang makitid na strip na nagpapatuloy sa uka sa gumaganang bahagi. Ang bahagi ng paggabay na ito ay may isa pang karaniwang pangalan - "laso".
Ang bahaging ito ay binubuo ng limang mga gilid ng paggupit: 2 pangunahing, 2 pantulong, na matatagpuan sa isang spiral kasama ang axis ng drill, at 1 nakahalang, na matatagpuan sa dulo ng tool at pagkakaroon ng hugis ng isang kono. Ang lahat ng mga ito ay nabuo dahil sa mga intersection ng mga uka ibabaw. Kaya, ang pangunahing mga gilid ng paggupit ay ang intersection ng harap na ibabaw ng tool uka na may likuran, pantulong - ang harap na ibabaw ng uka na may ibabaw ng bahagi ng pagkakalibrate, nakahalang - ang intersection ng likod na ibabaw ng mga ribbons.









Ang mataas na katanyagan ng mga drill ng twist ay nauugnay sa mga sumusunod na kalamangan.
- Ang mga tool ng ganitong uri ay nakikilala sa pamamagitan ng isang malaking margin para sa muling pag-regal ng paggupit na bahagi.
- Ang mga twist drills na may isang cylindrical o taper shank ay nakikilala sa pamamagitan ng pinakamahusay na katatagan ng kanilang posisyon sa panahon ng proseso ng pagbabarena.
- Dahil sa mga kakaibang katangian ng kanilang disenyo, tinitiyak ng mga nasabing tool ang napapanahong pagtanggal ng mga chips mula sa lugar ng pagproseso.
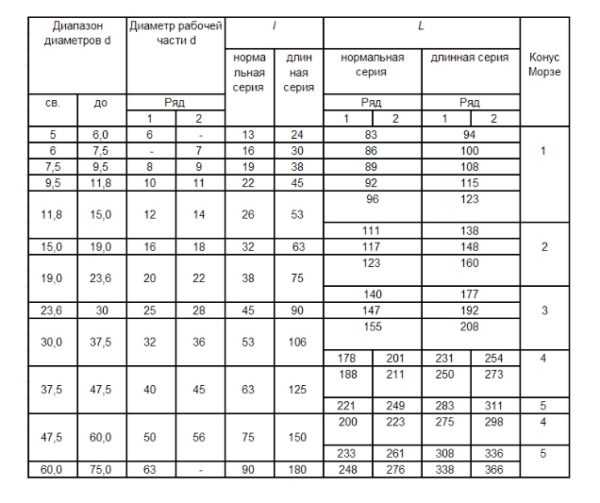
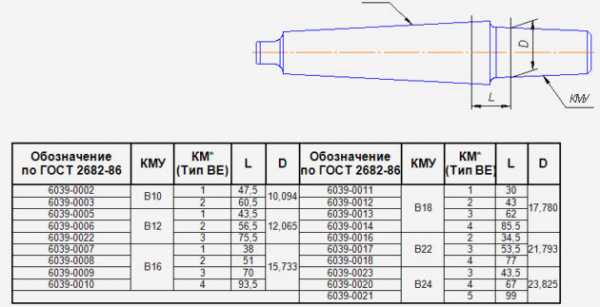
Ang mga pangunahing parameter ng spiral drills na may mga cylindrical at tapered shanks, ang mga kinakailangan na kung saan ay nakasaad ng GOST 10902 at GOST 10903-77, ay nakalista sa talahanayan.
Ang mga halaga ng lahat ng mga parameter sa itaas ay natutukoy ng mga gawain para sa solusyon kung saan pinlano na gamitin ang tool.
Ginagamit ang mga twist drill hindi lamang para sa pagproseso ng metal, kundi pati na rin para sa paggawa ng mga butas sa iba pang mga materyales tulad ng kongkreto at kahoy. Mayroon ding mga tool para sa maraming gamit. Ang mga drill na ginamit para sa pagproseso ng iba't ibang mga materyales ay magkakaiba sa bawat isa sa parehong hugis at disenyo, at sa kanilang mga geometric na parameter na ibinigay sa mga kaukulang GOST.
Depende sa pagsasaayos ng bahagi na naka-clamp sa chuck, nakikilala ang mga drill:
- na may isang cylindrical shank;
- na may isang tapered shank.
Upang ayusin ang mga twill drill na may mga tapered shanks sa kagamitan, tulad ng ipinahiwatig ng GOST 10903-77, ginagamit ang unibersal na manggas ng adapter, ang mga butas ng butas kung saan ginawa ayon sa uri ng "Morse taper". Ang mga tool na sumusunod sa GOST ng ganitong uri ay maaaring magamit upang magbigay ng kasangkapan sa anumang kagamitan.
Ang mga pakinabang ng stepped na hugis
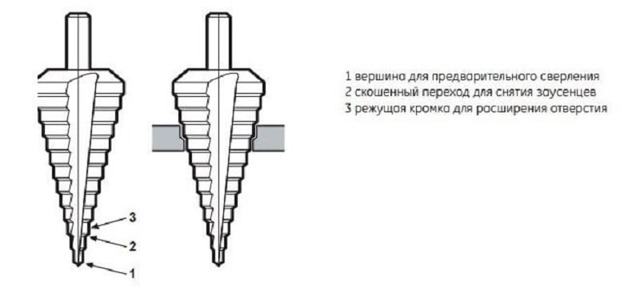
Ang isang uri ng drill ng kono ay isang hakbang. Ang disenyo nito ay naiiba na ang pagpapalawak ng diameter ng kono ay nangyayari sa anyo ng isang hakbang. Ang bawat isa sa kanila ay may isang itinalagang diameter, na ginagawang mas madali upang gumana, na nagpapalaya mula sa patuloy na mga sukat. Ang isang limitasyon sa kapal ng naprosesong materyal ay ipinahiwatig sa gilid. Kung ang metal ay mas makapal, maaari itong makina sa magkabilang panig. Ang stepped drill ay may maraming mga kaakit-akit na tampok:






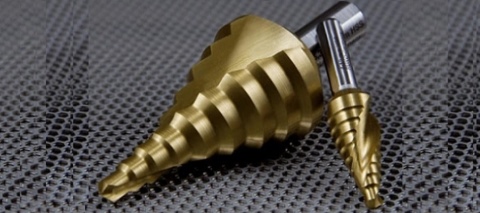
 Metal step drill (kono)
Metal step drill (kono)
- pinapayagan kang tumpak na kunin ang isang butas ng isang tiyak na diameter;
- ang cut hole ay hindi nangangailangan ng karagdagang paggiling;
- sa isang tool, maaari mong i-cut ang isang makabuluhang hanay ng mga diameter - mula 4 hanggang 40 mm, na nakakatipid ng pera at oras;
- ang step drill ay mahusay para sa mga sheet ng metal na may kapal na mas mababa sa 1 mm;
- sa tulong nito, ang mga gilid ng butas na ginawa ng isang maginoo na tool ay ground;
- ang parehong elemento ay maaaring magamit upang chamfer ang produkto;
- ang aparato ng hakbang ay maaaring magamit pareho kapag nagtatrabaho sa isang tool ng makina at sa isang tool na pang-kamay, na dating naibigay para sa isang malakas na pangkabit.
Minsan, bilang isang kawalan, binanggit nila ang pangangailangan na gumamit ng isang drill na may mababang bilis ng pag-ikot o labis na pagkasensitibo sa mga pagbaluktot sa panahon ng operasyon. Hindi magkakaroon ng mga pagbaluktot na may maingat na pansin sa pagtatrabaho sa korteng aparato at pagsunod sa mga tagubilin.
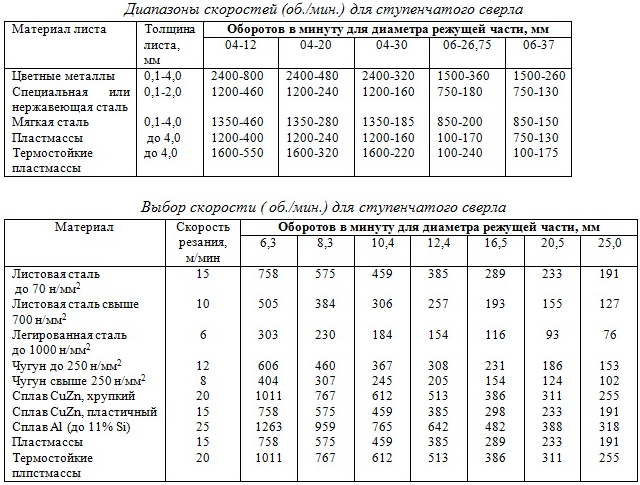 Pagpili ng saklaw at bilis para sa step drill
Pagpili ng saklaw at bilis para sa step drill
Ano sila
Ang unibersal na conical drill ay isang espesyal na pagkakabit para sa umiikot na uri ng mga kagamitang elektrikal. Ang drill ay may isang tip na nagtatrabaho sa hugis ng kono at isang shank na katawan, na ang dulo nito ay na-machining sa anyo ng isang hexagon o isang silindro.
Ang mga conical drills ay nahahati sa 2 uri.
- Makinis - mayroon silang makinis na ibabaw ng gumaganang bahagi, kung saan maaari kang mag-drill kahit na malakas na bakal, pagdaragdag ng diameter ng butas depende sa antas ng pagpapalalim ng drill. Upang makakuha ng tumpak na diameter ng butas, ang proseso ng pagbabarena ay kailangang i-pause paminsan-minsan upang magsukat. Para sa kadalian ng pagsukat, maraming mga tagagawa ang naglalagay ng mga espesyal na marka sa kanilang mga produkto na nagpapahiwatig ng laki ng diameter ng butas.
- Hakbang - ang disenyo na ito, salamat sa mga hakbang nito, ay tumutulong upang mas tumpak at madaling masubaybayan ang daanan ng drill, na bumubuo ng nais na diameter ng butas. Ang proseso ng pagbabarena na may isang hakbang na drill mismo ay ginanap nang mas maayos at tumpak.

Paano pumili ng isang cone drill
Kapag pumipili ng mga drill para sa metal, dapat tandaan na ang mga ito ay mahal. Inirerekumenda na pamilyar ka sa mga pagtutukoy ng produkto bago bumili.Ayon sa mga pamantayan sa pagmamanupaktura ng mga kabit, ang mga ito ay ginawa mula sa bakal na naka-haluang metal na may mataas na kalidad na mga metal at lakas. Teknikal na mga detalye:
- nagtatrabaho diameter ng ibabaw - mula 5 mm hanggang 50 mm;
- ang haba ng kapaki-pakinabang na bahagi ng kono - 58 mm hanggang 85 mm;
- haba ng shank - mula 6 mm hanggang 12 mm.
Maaari kang pumili ng isang drill para sa metal sa pamamagitan ng kulay ng gumaganang ibabaw:
- ang kulay abong kulay na may bakal na tint ay babalaan sa mamimili na ang materyal ay hindi sumailalim sa paggamot sa init at hilaw;
- ipinapahiwatig ng itim ang paggamit ng tumigas na bakal;
- ang ginintuang kulay ay nagpapahiwatig na ang mga stress sa gumaganang gilid ay tinanggal sa produkto, at ang ibabaw ay nakaayos sa mga de-kalidad na riles.

Pagpili ng isang cone drill
Mga tagagawa ng drill ng hakbang
Kapag pinipili ang tool na ito, inirerekumenda na bigyang pansin ang mga sumusunod na tagagawa.
- MENSAHE;
- Bosch;
- TOP GRAFT;
- Pagsasanay.
Ang bawat uri ay may ilang mga katangian at teknikal na katangian, bilang isang resulta ng paggamit ng iba't ibang mga materyales.
Mga pakinabang ng mga drill ng kono
Ang mga korteng drills para sa metal ay naiiba sa mga analogue sa kapaki-pakinabang na teknikal na katangian:
- gamit ang isang tool, maaari kang mag-drill ng ilang mga butas;
- pagkatapos ng pagproseso, hindi kinakailangan ang karagdagang paggiling;
- ang paggamit ng aparatong ito ay nagbibigay-daan sa iyo upang gumawa ng mga butas ng iba't ibang mga diameter mula 4 mm hanggang 40 mm, bilang isang resulta, ang gastos ng pera at oras ay nabawasan;
- angkop para sa pagproseso ng manipis na metal hanggang sa 1 mm;
- pagkatapos ng pagbabarena na may isang maginoo na drill, ang tool na korteng kono ay giling ang mga gilid ng produkto;
- ginamit kapag nag-chamfer sa mga gilid ng mga ibabaw ng metal;
- maaaring gamitin ang mga conical drills para sa trabaho sa mga tool sa makina at drill ng kamay, kung ang isang maaasahang pangkabit ay ibinigay.
Mga disadvantages:
- kapag nagtatrabaho sa isang tool ng kamay, inirerekumenda na gumamit ng mababang bilis ng spindle;
- ang maling pagkakahanay ay maaaring maging sanhi ng pagkasira ng drill.
Presyo
Kapag pumipili ng isang drill na uri ng kono, kailangang magbayad ng pansin ang mamimili sa materyal na kung saan ginawa ang tool. Kapag inilapat sa mga gilid ng paggupit ng titan, ang gastos ay triple
Ang kasikatan ng gumagawa ay nakakaapekto rin sa presyo. Ang average na presyo ay mula sa 500 rubles hanggang 5500 rubles.







Konklusyon
Ang mga conical drills ay mahusay at mabisa sa kanilang lugar. Kapag pinoproseso ang plexiglass, hindi na kailangan ng isang tool na pinalakas ng mga plato, ngunit ang isang drill na may isang titanium nitride coating ay binabawasan ang alitan, at, samakatuwid, ang peligro ng pagpapapangit. Ang paghasa ay pantay na mahalaga: ang pagtatrabaho sa malapot na materyal ay nangangailangan ng isang mahusay na hasa, tool sa lupa.
Ipinapakita ng video ang isang fragment ng paggamit ng isang taper shank drill:
Ang pagbabarena ay isa sa mga karaniwang pamamaraan para sa paggawa ng mga butas. Batay sa kung anong laki ang dapat nilang makuha at sa anong materyal ang mga ito ginawa, pumili ng isang tool. Ang twist drill ay ang pinaka maraming nalalaman at hinihingi.