Ang prinsipyo ng pagpapatakbo ng mga lagari ng banda
Ang pangunahing prinsipyo ng mga lagari ng banda ay upang makita ang mga workpiece gamit ang isang patuloy na gumagalaw na sarado na lagari ng bakal na banda.
Salamat sa prinsipyong ito, ang mga lagari ng banda ay may bilang ng mga kalamangan:
- Ang mga hiwa ay tapos nang mabilis, tumpak at malinis.
- Sa trabaho ay kukuha ng mga materyales ng iba't ibang katigasan, kabilang ang lalo na ang mga malalakas na metal.
- Mahusay na nakayanan ng mga aparato ang mga workpiece na nadagdagan ang kapal.
- Pinapayagan ka ng kagamitan na magsagawa ng isang bilang ng mga medyo kumplikadong uri ng paglalagari, kasama na ang hubog na paglalagari.
- Ang paggalaw ng talim sa mga machine ay isinasagawa patungo sa talahanayan ng pagtatrabaho, samakatuwid, ang kickback at pagbuga ng workpiece patungo sa operator ay hindi kasama.
- Ang hiwa ay ginawang makitid, kaya't may maliit na sup dito, sa gayon pag-save ng orihinal na materyal.
- Maraming mga bandawahan ay mas mura kaysa sa mga pabilog na lagari na may katulad na mga tampok.
- Ang mga yunit ay medyo siksik, kailangan nila ng isang maliit na lugar upang gumana. Mayroon ding mga pagpipilian sa desktop.
- Kapag gumaganap ng mga operasyon, ang mga machine ay naglalabas ng kaunting ingay, na nagpapahintulot sa kanila na magamit sa mga workshop na matatagpuan, halimbawa, malapit sa mga gusali ng tirahan.
Mga Kalamangan at Kalamangan sa Paggamit ng isang Band Saw sa Pag-aayos
Ang mga dahilan para sa laganap na paggamit ng mga lagari ng banda sa maliit na negosyo at pribadong pagsasanay ay:
- Mababang gastos para sa pag-install ng aparato: ang tool ay siksik at hindi nangangailangan ng isang espesyal na pundasyon; hindi kinakailangan ang espesyal na pagsasanay upang tipunin ang makina;
- ang kakayahang i-cut ang mga bahagi ng malaki-diameter;
- kadalian ng paggamit;
- pagiging simple ng disenyo;
- mataas na pagiging produktibo, kabilang ang kakayahang ayusin ang mga pagbawas, makinis na metal na hiwa, kaunting pagkawala ng materyal sa panahon ng paglalagari, katumpakan ng pagproseso;
- mababang paglipat ng init sa hangin (walang biglaang pagtalon ng temperatura sa silid).
Ang mga kawalan ng paggamit ng isang band saw sa panahon ng konstruksyon at pag-aayos ay:
- Mataas na antas ng ingay (ang trabaho na malapit sa tirahan ay hindi inirerekomenda);
- makabuluhang panginginig sa mga manu-manong pag-install (ang mga makina ng CNC ay hindi magagamit para sa personal na paggamit at ipinakita lamang sa malalaking industriya);
- malalaking sukat ng tool: ang lagari ay hindi maaaring gamitin sa isang maliit na silid, kinakailangan ng karagdagang puwang para sa pag-iimbak ng mga workpiece.
Pag-uuri ng mga lagari ng banda
Sa pamamagitan ng mga tampok sa disenyo, ang mga lagari ng banda ay:
- Ang Cantilever (pendulum) band saw - sa paggawa nito, ginagamit ang isang espesyal na braso ng lagari, na tumataas at bumagsak dahil sa paikot na aksyon ng bisagra. Ang uri na ito ay ginagamit para sa paglalagari ng mga hindi kinakalawang na asero na tubo, paunang naka-package na mga profile, pinagsama na mga produkto.
- Single-post - batay ang mga ito sa isang pahalang na frame na nakita na bumababa kasama ang isang patayong post. Sa mga tuntunin ng mga parameter ng disenyo, ito ay katulad ng isang radial drilling machine. Ang pangunahing bentahe ng ganitong uri ay ang kakayahang i-cut ang mga produktong metal sa isang anggulo.
- Dalawang-post - gumamit din ng isang pahalang na frame ng paggalaw na gumagalaw kasama ng 2 mga patayong haligi. Isinasagawa ang koneksyon sa kama gamit ang isang matibay na closed loop. Ang bentahe ng mga lagari ng dalawang haligi ay itinuturing na mataas na antas ng kalubhaan ng kumpetisyon; maaaring magamit ang tool para sa paggupit ng anumang metal.
- Gantry machine - binubuo ng isang nakapirming lugar ng pagtatrabaho at isang palipat-lipat na gantry para sa paggupit, kung saan posible na iproseso ang mga materyales ng malalaking sukat (mga plato, castings).Ang bentahe ng tool ay ang pagiging siksik nito: dahil ang portal ay gumagalaw kasama ang mga linear na gabay ng desktop, ang kagamitan ay hindi nangangailangan ng maraming libreng puwang.
- Vertical band saw para sa metal - dinisenyo para sa parehong tuwid o hubog na paggupit kasama ang panlabas at panlabas na mga contour. Prinsipyo ng pagpapatakbo: ang workpiece ay hindi naka-clamp sa isang bisyo, ngunit manu-manong gaganapin sa lugar ng pagtatrabaho.
- Rotary (anggular) - payagan kang mag-cut ng metal sa iba't ibang mga anggulo sa axis ng bahagi. Ang kanilang disenyo ay batay sa isang pivoting saw frame na umiikot sa isang patayong axis. Pinapayagan kang ayusin ang anggulo ng paggupit sa isang paglipat.
Sa antas ng automation
Manu-manong (gravity) - ang frame ng lagari ay hinihimok ng paggamit ng pisikal na lakas ng manggagawa, pati na rin ang sariling timbang.
| Mga kalamangan | dehado |
| 1. Ratio sa kalidad ng presyo (mababang halaga ng kagamitan na may mataas na pagganap ng tool).
2. Kakayahang ayusin ang anggulo ng paggupit (hanggang sa 60o). |
1. Makabuluhang panginginig ng boses sa panahon ng pagpapatakbo, na hahantong sa mabilis na pagkasuot ng kagamitan.
2. Kakulangan ng maaasahang mga mekanismo ng awtomatikong paglilinis. 3. Ang pangangailangan para sa manu-manong pagkontrol sa antas ng pagkahilig ng mga kalo. 4. Kakulangan ng awtomatikong kontrol ng lakas ng presyon ng kagamitan sa workpiece. |






- Semi-automatic saws - lahat ng operasyon (clamping-opening ng vice, lowering-lifting ng saw band) ay awtomatikong isinasagawa gamit ang isang hydraulic drive. Ang gawain ng manggagawa ay upang makontrol lamang ang paggalaw ng metal. Ang pagproseso ng mga produkto ay posible sa isang anggulo mula -60 ° hanggang + 60 °. Angkop para sa pagputol ng mabibigat na riles, kabilang ang mga solidong billet mula sa cast iron, mga di-ferrous na haluang metal, hindi kinakalawang na asero.
- Awtomatikong nakita ng banda para sa metal - ginamit sa malaking produksyong pang-industriya. Ang mga gawain ng operator ay minimal: kailangan lamang niyang itakda ang mga parameter ng pagproseso ng metal kapag inilalagay ang workpiece sa isang bisyo. Ang karagdagang proseso ay awtomatiko, ang proseso ng paglalagari ay kinokontrol ng CNC. Ang kagamitan ay nailalarawan sa pamamagitan ng pinakamataas na pagiging produktibo, pati na rin ang mataas na mga rate ng kawastuhan.
Sa pamamagitan ng mga tampok na pag-andar
- Ang mga Class I - saw ay ginagamit sa malalaking pang-industriya na produksyon para sa pagproseso ng lahat ng uri ng metal (mga metalurhiko halaman, mga tindahan ng produksyon, mabibigat na engineering, atbp.). Ang lapad ng web ay hindi mas mababa sa 27 mm. Ang mga ibabaw ng paggupit ay nailalarawan sa pamamagitan ng mataas na lakas, na nagbibigay ng mababang mga rate ng pagsusuot, mababang gastos bawat hiwa.
- Ang Baitang II ay isang tanyag na uri ng mga lagari sa banda. Ginagamit ang mga ito sa blangko na paggawa ng mga negosyong nagtatayo ng makina para sa paggupit ng mga di-ferrous na riles, haluang metal na bakal, mga haluang lumalaban sa init, titan. Ang lapad ng tape ay mula sa 20 mm.
- III klase - pinaka-madalas na kinakatawan ng mga lagari ng cantilever. Ginagamit ang mga ito sa maliliit na industriya na nakikibahagi sa paggawa ng mga tubo, mga produktong pinagsama ang profile. Mababang kasangkapan sa pagiging produktibo na may mataas na pagsusuot ng ngipin. Lapad ng web - mula sa 17 mm.
- IV class - maliit na sukat, magaan na aparato na ginagamit para sa paggupit ng mga bahagi na may diameter na hindi hihigit sa 50 mm. Ang Class IV band saws ay hindi ginagamit sa pang-industriya na produksyon. Ang mga ito ay in demand sa pag-aayos ng mga tindahan at para sa pribadong paggamit. Ang lapad ng web ay hindi hihigit sa 13-15 mm.
Natatanging mga tampok ng mga band saw machine:
- Pulley diameter. Kung mas malaki ito, mas maliit ang baluktot na radius ng tool sa paggupit, bilang isang resulta, mas mababa ang stress sa saw talim, at sa huli ay mas mahaba ang buhay ng serbisyo ng talim. Ang mga lagari ng lagari para sa mga makina ng propesyonal na serye ay: 400 mm, 500 mm, 600 mm at mas mataas.
- Maximum na taas ng pagputol at lapad. Ipinapakita ng mga parameter na ito kung aling maximum na workpiece ang maaari mong makina. Bilang isang patakaran, ang propesyonal na kagamitan ay may taas na pagputol na 250mm at higit pa, isang lapad ng 390mm at higit pa.
- Laki at kagamitan sa desktop. Ang mas malaki sa talahanayan ng pagtatrabaho, mas maginhawa ito upang gumana sa mga napakalaking workpiece, at ang mahusay na kagamitan nito ay makabuluhang nagpapalawak ng pag-andar ng makina. Ang mga talahanayan ng trabaho ay: 580x420 mm, 630x485mm, 700x600mm. Gayundin, sa mga makina ng propesyonal na serye, ang talahanayan ay dapat na ikiling sa saklaw na 0-45 ° upang maisagawa ang paggupit sa isang anggulo. Ang kagamitan ay maaaring maging sumusunod: isang stop ruler, isang hintuan para sa pagputol ng maliliit na workpieces, isang aparato para sa pagsasagawa ng mga paikot na pagbawas, isang awtomatikong feeder, karagdagang mga talahanayan na nagdaragdag ng lugar ng pagtatrabaho ng makina at marami pa.
Mga tampok sa kagamitan
Kapag pumipili ng mga bandaw machine para sa pagproseso ng mga blangko ng kahoy, kailangan mong bigyang-pansin ang masa, lakas, taas ng pagputol at lapad, mga sukat ng desktop, ang posibilidad ng pagkiling nito. Sa WoodTec maaari kang bumili ng kahoy na lagari na may lakas na 1.5 at 3 kW sa pinakamahal na presyo.
Magagamit bilang LS 40NEW na may taas ng paggupit 250 mm at 390 mm ang lapad, ang modelo ng LS 50NEW na may taas na paggupit na 300 mm at isang lapad na 480 mm at LS 60NEW na may taas na paggupit na 350 mm at isang lapad na 580 mm
Sa WoodTec maaari kang bumili ng kahoy na lagari na may lakas na 1.5 at 3 kW sa pinakamahal na presyo. Ang modelo ng LS 40NEW ay magagamit na may taas na pagputol na 250 mm at isang lapad na 390 mm, ang modelo ng LS 50NEW na may taas na paggupit na 300 mm at isang lapad na 480 mm at LS 60NEW na may taas na pagputol na 350 mm at isang lapad ng 580 mm.
Ang mga pangunahing dahilan para sa napaaga na pagkabigo ng talim ng sinturon.
A)
- Chipping (knocking) ngipin
- Saw pitch masyadong mababaw.
- Saw pitch masyadong magaspang.
- Ang mga workpiece ay hindi ligtas na naayos.
- Nakita ang bilis na masyadong mababa na nagreresulta sa overcutting.
- Napakaraming presyon ng feed na naging sanhi ng paggabas ng lagari sa sobrang materyal.
- Ang isang slack sa saw ay magdudulot nito upang madulas.
- Pagdulas (paghinto) ng lagari sa ilalim ng pagkarga, na naging sanhi ng paggabas ng lagari sa sobrang materyal.
- Nawawala ang nakita na brush, hindi gumana o pagod
B)
- Mga bitak sa mga uka ng ngipin.
- Nahahadlangan ang paggalaw ng lagari sa mga gabay at pulley dahil sa kontaminadong pulleys o nabawasan ang clearance sa mga gabay.
- Ang puwang sa pagitan ng mga gabay ay masyadong malaki.
- Ang mga gabay ay masyadong malayo sa workpiece.
- Ang gilid ng daang-bakal ay nasiksik ang lagari sa lugar ng mga uka ng ngipin.
- Maluwag na hinigpitan ang mga riles sa gilid sanhi ng paggiling ng lagari
- Maling nakita ang pag-igting.
V)
- Mga bitak sa gilid ng likod ng lagari.
- Magsuot ng itaas na suporta ng tindig sa mga gabay
- Mataas na presyon ng supply.
- Nagamit na mga gabay sa panig.
- Ang talim ay pinindot laban sa balikat ng kalo.
G)
- Saw beat (panginginig ng boses)
- Hubog na hinang.
- Saw pitch masyadong malayo.
- Kakulangan ng ngipin (nasira).
- Masyadong mababa o mataas ang presyon ng supply.
D)
- Wala sa panahon na mapurol na ngipin.
- Napakabilis ng nakita para sa materyal.
- Saw pitch masyadong pinong o masyadong magaspang
- Nakita talim hindi parallel sa feed direksyon.
- Mga depekto sa gilid ng daang-bakal.
- Mga gabay na malaya o pagod.
E)
- Hindi patas na hiwa.
- Nakita talim hindi parallel sa feed direksyon.
- Malaking puwang sa mga gabay.
- Ang ibabaw ng mesa ay hindi patayo sa gabas.
- Ang vise ay hindi patayo sa lagari.
- Nakita ang pag-igting masyadong maluwag.
- Ang mga gabay sa gilid ay maluwag.
F)
- Nasusunog na pag-ahit.
- Malaking feed.
- Ang saw brush ng paglilinis ay hindi gumagana.
- Blunt nakita.
- Walang paglamig.
Mga Tip sa Paggamit
Mahalagang tandaan na magkakaroon ka ng pag-iingat kapag nagtatrabaho kasama ang band saw. Kasama sa regular na pagpapanatili ang mga kable at maingat na paghasa. Ang mga manipulasyong ito ay medyo kumplikado, at sa kawalan ng karanasan sa trabaho, ipinapayong gamitin ang tulong ng mga sentro ng serbisyo.
Maaari mong patalasin ang mga lagari gamit ang isang gumaganang banda gamit ang mga espesyal na gulong. Ang pagpili ng mga hasa ng aparato ay ginawa alinsunod sa lakas ng ngipin ng instrumento
Ang mga manipulasyong ito ay medyo kumplikado, at sa kawalan ng karanasan sa trabaho, ipinapayong gamitin ang tulong ng mga sentro ng serbisyo. Maaari mong patalasin ang mga lagari gamit ang isang gumaganang banda na may mga espesyal na gulong.Ang pagpili ng mga hasa ng aparato ay ginawa alinsunod sa lakas ng ngipin ng instrumento.









Ngunit ang geometry ng mga hasa na bahagi ay natutukoy din ng mga teknolohikal na parameter ng lagari. Bago hasa, siguraduhin na ang mga ngipin ng tool ay maaaring gupitin ang mga ibabaw nang pantay-pantay hangga't maaari. Ang pagkuha sa naturang trabaho, hindi ka maaaring gumawa ng mga jerks. Ang sapat na antas ng coolant sa mekanismo ng paggiling ay dapat na masuri. Nakasalalay dito ang katumpakan ng pagsasaayos ng ngipin. Kapag nakumpleto ang hasa, kailangan mong siyasatin ang lagari ng banda. Ang anumang mga burr, debris at particle ay dapat na alisin. Ang paghasa ng tool ay kinakailangan nang mahigpit sa mga proteksiyon na salaming de kolor, habang nagsusuot ng isang respirator. Inirerekumenda na bigyan ang kagustuhan sa mga propesyonal na grinding machine ng grado.
Ang pagtatakda ng ngipin ay kasinghalaga rin ng pagpapahasa sa kanila. Ang gawain ng naturang pagmamanipula ay upang mabawasan ang puwersa ng alitan. Ang mga kumplikadong uri ng mga kable ay ginagawa lamang ng mga may kasanayang propesyonal. Kinakailangan din na ayusin ang lagari ng banda. Ang pamamaraan na ito ay kinakailangan para sa bawat bagong natipon na makina at pagkatapos baguhin ang talim. Ang paglilinis ng mga pulley ay kinakailangan. Kailangan ito kahit na may matatag na proteksyon sa alikabok. Kasama rin sa setting ang kinakailangang pag-igting ng mga canvases. Nanghihina ito kung balak nilang hindi magtrabaho ng 2-3 araw.
Para sa tamang hasa ng mga lagari ng banda para sa kahoy, tingnan ang susunod na video.
Harangan natin ang mga ad! (Bakit?)
Ang bilis ng banda.
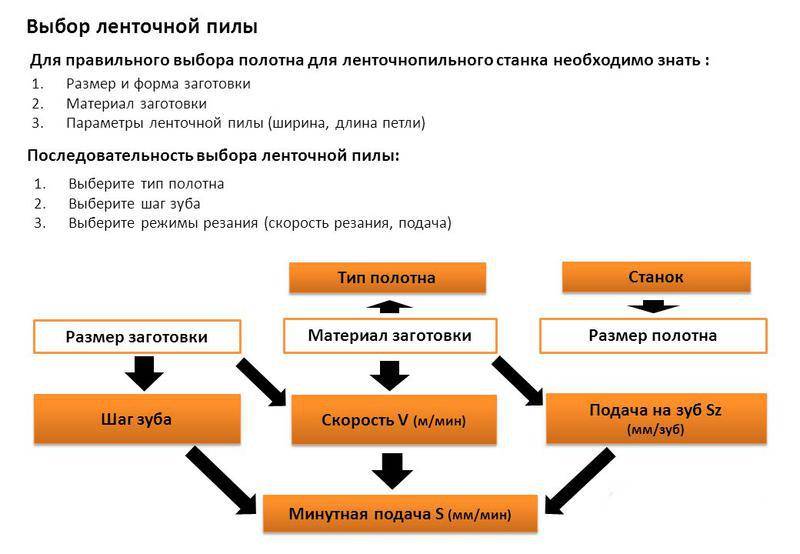
Ang cutting mode ay natutukoy ng maraming mga parameter, una sa lahat, ito ang materyal ng workpiece. Kinakailangan na isaalang-alang kung aling pangkat ng mga steels at alloys ito kabilang. Kailangan mo ring malaman ang laki ng workpiece upang maproseso at piliin ang tamang pitch ng ngipin.
Sa parehong oras, ito ay walang maliit na kahalagahan kung aling kumpanya ang gumawa ng canvas. Ang mga nagbebenta ng bandaw ay nagbibigay ng mga rekomendasyon para sa pagpili ng pinakamainam na bilis ng lagari ng banda para sa isang partikular na uri ng kagamitan
Ang kagamitan na ginawa ng Amerikanong kumpanya na JET ay napatunayan nang maayos - ang mga modelo na may index ng VS ay nilagyan ng isang stepless speed variator, na ginagawang posible na pinakamainam na piliin ang bilis ng paggupit para sa isang tukoy na pangkat ng materyal. Bilang karagdagan, ang mga machine na ito ay nilagyan ng isang built-in na gauge ng salaan upang makontrol ang pag-igting ng lagari, na mahalaga rin para sa pagtaas ng buhay ng gabas.
Pagpapasiya ng bilis ng feed ng talim. Ang pinakamainam na paggupit ay nangangailangan ng bawat ngipin ng banda na gupit upang maputol ang isang tiyak na kapal ng maliit na tilad. Sa pagsasagawa, napili ang feed alinsunod sa mga rekomendasyon ng mga tagagawa ng kagamitan o ayon sa uri ng mga chips na nakuha sa panahon ng paggupit. Para sa manipis o maalikabok na mga chips, dagdagan ang bilis ng feed ng talim o bawasan ang bilis ng paggupit. Ang mga light curling chip ay nagpapahiwatig ng tamang mode ng paggupit. Makapal o asul na mga chips ay nagpapahiwatig ng labis na rate ng feed, o dagdagan ang bilis ng paggupit.








Pag-uuri
Ang paghahati sa mga uri ng mga tool sa band saw ay ginawa ayon sa maraming pangunahing mga parameter. Ito ang layunin ng canvas. Kapag pumipili, isinasaalang-alang kung aling materyal ang inilaan para sa produkto:
- Saws para sa kahoy. Mahalaga ang sapat na paglaban sa pagsusuot at kalidad ng hasa. Ang bahagi pagkatapos ng pagproseso ay dapat magkaroon ng isang makinis na hiwa na may isang minimum na pagpapaubaya para sa pagtatapos ng mga operasyon. Para sa mga pagpapatakbo ng paggawa ng kahoy, ang talim ay ginawa sa isang espesyal na bersyon. Ang pitch ng ngipin, lapad ng sinturon at mga katangian ng lakas ng bakal ay nakalkula. Sa pagkasira ng pagganap, pinapayagan ang pag-aayos at hasa.
- Saws para sa metal. Nakasalalay sa lakas ng materyal na pinoproseso, isang modelo ng talim ng banda na may mga kinakailangang parameter, tulad ng pagkakaroon ng lakas ng bahagi ng paggupit, haba at pitch ng ngipin, ay napili.
- Universal canvases. Ang mga ito ay dinisenyo upang gumana sa mga materyales ng iba't ibang istraktura at lakas. Ang isang lagari ay maaaring gumana sa parehong metal at kahoy. Habang may mga halatang kalamangan, mayroon ding mga makabuluhang kawalan. Ang mga nasabing canvases ay maglalaro sa mga dalubhasang produkto ng isang makitid na pagtuon.Maipapayo na gumamit lamang ng tulad ng kagamitan sa band saw para sa iba't ibang trabaho sa mga pagawaan at maliliit na tindahan, kung saan ang gayong pagpipilian ay ganap na mabibigyang katwiran. Medyo mas masahol na pagganap ay napapalitan ng kagalingan sa maraming kaalaman. Hindi na kailangang ayusin pa ang kagamitan sa nakita ng banda at palitan ang talim. Maraming mga bersyon ang magagamit na may iba't ibang mga uri ng cutting edge at pitch ng ngipin, na ginawa mula sa iba't ibang mga marka ng bakal. Sa pamamagitan ng lapad, ang mga blades ay nahahati sa karaniwang mga sukat mula 6 hanggang 54 mm.
Pinili ang banda
Ang kalidad ng bahagi ng paggupit ay walang maliit na kahalagahan. Depende sa materyal ng paggawa, ang mga canvase ay inuri bilang mga sumusunod:
-
Bimetallic. Mahusay para sa trabaho sa mga karbid hanggang sa 45 HRC. Kasama sa listahan ang mga stainless steel, mataas na temperatura at mga acid na resistensyang steels.
Ang mga bimetallic band saw blades ay malawakang ginagamit at lumalaki sa katanyagan dahil sa kanilang kagalingan sa maraming bagay at mahusay na pagganap.
- Mga blades ng bakal na tool. Isang napakalaking pangkat ng mga tool sa bandaw. Karamihan sa mga tagagawa ay hindi isiwalat ang mga lihim ng komposisyon at ang mga produkto ay kinakatawan ng isang iba't ibang mga hanay ng mga disenyo at komposisyon ng kemikal. Ang mga canvases ay hindi magastos, matibay kapag ginamit nang matalino. Karamihan sa mga lagari sa kahoy ay gawa sa tool na bakal. Naaayos at muling hasa.
- Saws ng Carbide. Mayroon silang mga kakaibang katangian sa panahon ng operasyon. Una sa lahat, ang pagpili ng naturang talim ay sanhi ng pangangailangan na i-cut ang mga mahirap na makina na metal na may lakas na hanggang 65 HRC. Ang mga nasabing lagari ay hindi epektibo kapag naggupit ng malapot at malambot na materyales. Nangangailangan sila ng isang maselan na ugali. Ang labis na pagkarga ng pagkabigla ay hindi mahuhulog. Maaaring mahulog ang mga ngipin na may karbatang karbid. Ang pag-aayos ng ganitong uri ng tool ng band saw ay nangangailangan ng mga kwalipikasyon at espesyal na kagamitan. Kaya para sa hasa, isang brilyante lamang nakasasakit na tool at isang espesyal na makina ang angkop para sa pagpapanatili ng geometry ng talim, pitch at mga anggulo.
- Mga lagari ng diamante. Ang pinaka-matibay na mga produkto sa klase na ito. Ang dust dusting ay sensitibo sa mga mode ng pagproseso. Ang talim ay idinisenyo para magamit sa mga espesyal na machine band saw na may sapilitan na likidong paglamig. Ginagamit ito sa mga dalubhasang nagdadalubhasang industriya para sa pagproseso ng mga ultra-malakas na bakal, baso at bato. Ang produkto ay mahal at ang pag-aayos ng cutting edge ay imposible, samakatuwid ito ay ginagamit lamang sa mga makitid na naka-target na lugar.
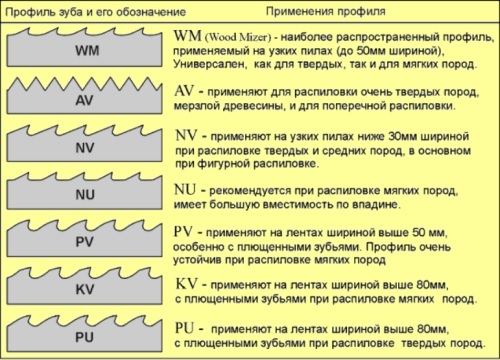
Mga uri ng canvases
Subtleties ng pagpipilian
Ang pinakamahalagang pagsasaalang-alang para sa pagpili ng pinakamainam na mga lagari ng banda ay ang hindi nagkakamali na kalidad ng mga umuusbong na board. Anumang mga "dips", "alon" at iba pa ay hindi katanggap-tanggap sa kategorya. Sa mga tuntunin ng kapangyarihan, ang mga aparatong ito ay nahahati sa:
- propesyonal;
- semi-propesyonal;
- gawang bahay.
Inirerekomenda ang produktong semi-propesyonal para sa maliliit na negosyo at mga pandagdag na pagawaan. Ang gayong tool ay maaaring gumana nang mahabang panahon, kabilang ang kapag pinuputol ang matitigas na materyal. Ngunit kung kailangan mong iproseso ang malakihang diameter na nakapirming kagubatan, ang mga propesyonal na aparato lamang ang angkop. Ang lalim ng paggupit ay gumaganap din ng isang mahalagang papel. Direkta itong proporsyonal sa lakas ng motor








Kailangan mo ring bigyang-pansin ang lapad ng kerf. Ang lapad ng mga naprosesong board ay nakasalalay sa tagapagpahiwatig na ito.
Ang mga makina na naka-install sa malalaking industriya ay maaaring gupitin ang mga workpiece hanggang sa 61 cm ang lapad. Kinakailangan upang suriin ang antas ng paghasa ng mga ngipin, na nakakaapekto sa pantay ng hiwa. Ang mga lagari na nagpapahintulot sa iyo na baguhin ang bilis ng trabaho ay malinaw na mas mahusay kaysa sa mga regular na bersyon.
Ngunit dapat nating tandaan na ang isang tool sa sambahayan ay bihirang may ganoong pagpapaandar. Ang pagbabayad para sa mga auxiliary na pagpipilian ay hindi masyadong mahalaga, ngunit ang mga ito ay makikita sa kaginhawaan ng trabaho kaagad. Ang kakayahang mabilis na igting ang mga blades ay binabawasan ang oras na nasayang, at binabawasan din ang lakas ng paggawa ng trabaho. Maipapayo rin na pumili ng mga bersyon na may mga kaliskis ng millimeter. Dinagdagan nila ang kawastuhan ng hiwa, lalo na kung mayroong 2 o higit pang mga paghinto.
Mga patok na modelo
Ang kumpanya ng Jet ay gumagawa ng halos 50 uri ng mga metal cutting machine at halos 15 mga aparato na idinisenyo para sa pagproseso ng kahoy. Ang pinakatanyag na mga modelo para sa karpinterya sa merkado ng Russia ay ang mga sumusunod na yunit.
- Ang JWBS-10 ay isa sa pinakamura at pinakasimpleng lagari na may lakas na 0.37 kW, isang bilis ng paggupit at isang maximum na lapad ng workpiece na pinuputol ng 25 cm sa lalim na hanggang sa 10 cm.
- JBS-12 100001021M - 0.8 kW modelo ng sambahayan. Ang maximum na bilis ng web ay 800 m / min. Pinapayagan ka ng pagkakaroon ng isang gearbox na ayusin ang bilis ng pagproseso (magagamit ang 2 mga pagpipilian sa bilis). Ang mga sukat ng talahanayan ng pagtatrabaho para sa modelong ito ay 40x48 cm lamang, at ang maximum na lapad ng hiwa na ginawa sa tulong nito ay 30 cm. Posibleng ikiling ang gumaganang ibabaw sa isang anggulo ng hanggang sa 45 °.


- Ang JWBS-15-M ay isang semi-propesyunal na modelo na may lakas na 1.8 kW at isang bilis ng paglalagari na 760 m / min, na nagbibigay-daan sa pagproseso ng mga workpiece hanggang sa 35.6 cm ang taas.
- Ang JWBS-18-T ay isang semi-propesyonal na makina na pinalakas ng isang 3.5 kW pang-industriya na grid ng kuryente. Mayroon itong dalawang bilis ng pagtatrabaho - 580 at 900 m / min, na ginagawang posible na gamitin ang aparato para sa pagproseso ng mga species ng kahoy na may iba't ibang katigasan. Ang maximum na taas ng mga workpiece na maproseso ay 40.8 cm, at ang lapad nito ay dapat na hindi hihigit sa 45.7 cm. Ang pagkakaroon ng isang hugis na T uka ay nagbibigay-daan sa pagputol ng mga bahagi ng mga kumplikadong hugis.
- Ang JWBS-20-T ay isang malakas (6 kW) propesyonal na yunit na may dalawang bilis ng pagproseso (700 at 1280 metro bawat minuto). Ang mga talim na may lapad na 3 hanggang 38 mm ay maaaring mai-install sa makina, ang maximum na lalim ng paggupit ay 40.6 cm, at ang lapad ay 50.8 cm. Ang hanay ng mga katangian na ito ay nagbibigay-daan sa yunit na magamit para sa paglalagari at paghahati ng anumang mga species ng kahoy sa malaki -mga industriya ng kaliskis.
Ang mga nasabing pag-install para sa pagproseso ng metal ay ang pinakatanyag sa mga Ruso.
- Ang J-349V ay isang portable portable (mas mababa sa 20 kg) machine na may lakas na 1 kW na may maayos na pagsasaayos ng bilis ng pagproseso (mula 30 hanggang 80 m / min), isang rotary (hanggang 60 °) na frame at isang maximum diameter ng workpiece na 12.5 cm.
- Ang MBS-56CS ay isang makina ng badyet para sa sambahayan na may lakas na 0.65 kW na may tatlong bilis (20, 30 at 50 metro bawat minuto), isang umiikot na frame (mula -45 ° hanggang 60 °) at isang maximum na diameter ng mga workpiece na pinoproseso - 12.5 cm.
- Ang HBS-814GH ay isang semi-propesyonal na modelo na may lakas na 0.75 kW, pinapayagan ka ng gearbox na magtakda ng mga bilis sa 34, 50 at 65 m / min. Diameter ng Workpiece - hanggang sa 20 cm.


- Ang MBS-1213CS ay isang semi-propesyonal na bersyon na may lakas na 1.5 kW na may walang hakbang na kontrol sa bilis sa saklaw mula 40 hanggang 80 m / min at isang maximum na diameter ng workpiece na 30 cm.
- Ang HBS-2028DAS ay isang propesyonal na semi-awtomatikong makina na may lakas na 5.6 kW na may pressure silindro at makinis na pagsasaayos ng bilis ng web mula 20 hanggang 100 m / min. Ang diameter ng mga workpiece ay hanggang sa 51 cm.
- Ang MBS-1012CNC ay isang propesyonal na 1.1 kW CNC machine para sa mataas na katumpakan na gawa sa metal at bato.

