Prinsipyo ng pagpapatakbo
Ang proseso ng pagbabarena ay nagsisimula sa ang katunayan na ang isang hugis na kono na punto ay pinindot sa materyal (kahoy), na, kung paikutin, ay tumagos sa lalim. Pagkatapos nito, ang batayan, ang nagtatrabaho na bahagi ng cutting toolkit ay nakasalalay dito. Sa kaibahan sa mga drill ng kahoy ng iba pang mga disenyo, ang mga tool na tinalakay sa ngayon ay mayroon lamang isang gumaganang helical groove, at pagkatapos ay isinasagawa ang pagbabarena na may hugis na spiral na bahagi ng paggupit. Ang pagtaas sa buong haba ng paggupit ng helical groove ay pinapaboran ang pagbawas sa pangkalahatang epekto sa gitnang axis ng drill, ngunit pinapataas ang peligro ng tool sa paggupit na "paglayo" mula sa gitna at pag-jam.
Upang maalis ang unang problema, ang auger drill ay maaaring isagawa bilang isang reamer, at ang magaspang na hiwa, bilang karagdagan sa lalo na ng malalim na mga channel, ay maaaring isagawa gamit ang isang ordinaryong drill. Tulad ng ipinakita na kasanayan, ang direktang paglikha ng mga butas na gumagamit ng isang Lewis drill ay makatuwiran para sa mga diameter na hindi hihigit sa 15-30 millimeter.
Ang pangalawang problema ay nalulutas sa ganitong paraan:
- mas kanais-nais na ilagay ang tool sa paggupit ng Lewis sa mga de-kuryenteng drill na may mababang mga rebolusyon ng mataas na lakas;
- tulad ng mga pag-drill sa pag-ikot ay hindi praktikal na magamit para sa pagbabarena ng mga butas sa matitigas na species ng kahoy, dahil ang basura na inilabas sa panahon ng prosesong ito ay pumupukaw ng pagbara sa mga chips ng isang sapat na mahabang helical na uka.
Bilang isang patakaran, ang bilang ng mga rebolusyon ay napili batay sa diameter ng tool sa paggupit sa diameter ng butas na nilikha. Sa madaling salita, kung tumataas ang diameter ng tooling, pagkatapos ay ang bilang ng mga rebolusyon ay bumababa, at kabaligtaran. Kapag gumagamit ng tulad ng isang tool sa paggupit, ang antas ng kahalumigmigan ng materyal ay hindi gampanan.
Tiyak na pagbabarena ng metal sa makina.

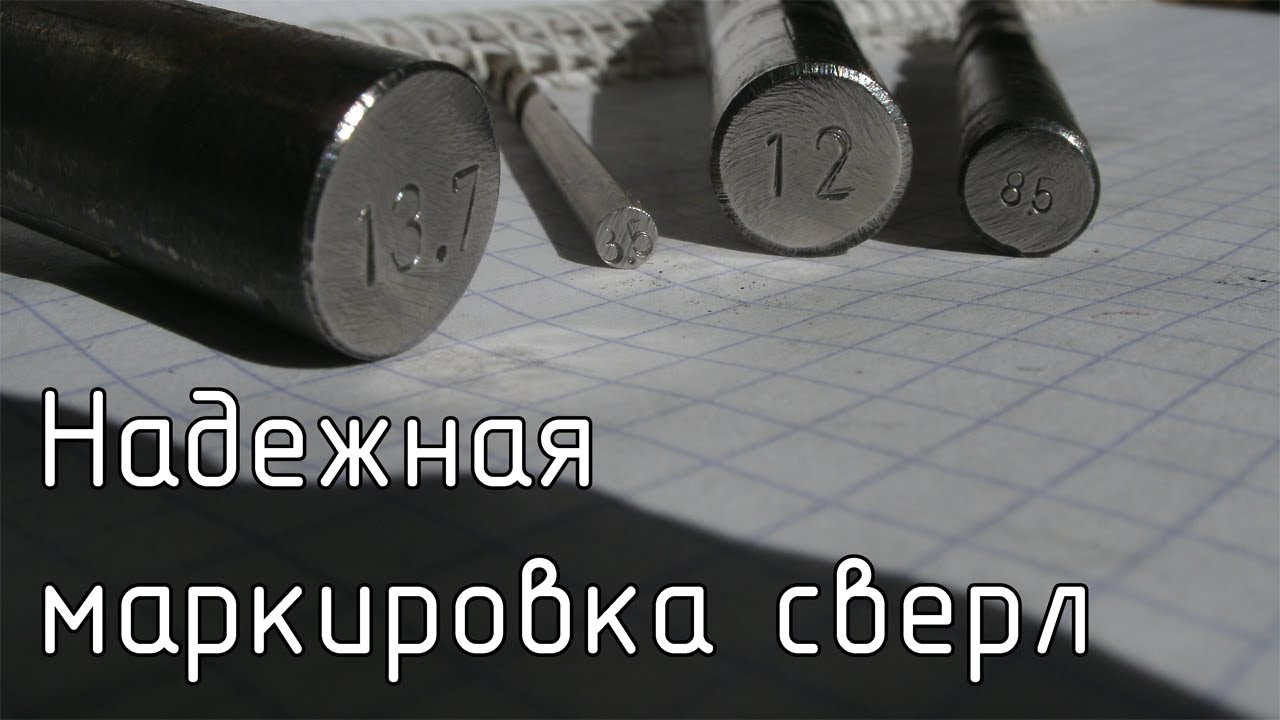
Kapag ang pagbabarena ng tumpak na mga butas, ang isang espesyal na likido sa paggupit ay dapat palaging ginagamit, na binabawasan ang alitan at pinapalamig ang drill sa panahon ng operasyon. Bilang karagdagan, kinakailangang gumamit ng mga clamp at bisyo upang tumpak na iposisyon ang workpiece sa isang nakapirming posisyon. Sa mga araw ng pagmamarka sa site ng pagbabarena, dapat gamitin ang isang center punch, sa tulong ng isang maliit na indentation ay gagawin sa site ng pagbabarena.
Kapag ang pagbabarena sa isang makina, upang matukoy ang posisyon ng butas, gumuhit ng dalawang maikling linya sa isang pinuno, intersecting sa tamang mga anggulo sa gitna ng butas. Upang maiwasang madulas ang drill, kinakailangang gumawa ng isang maliit na indentation sa nahanap na sentro gamit ang isang center punch at isang martilyo.
Pagtukoy ng mga parameter ng pag-ikot ng tool.
Tukuyin ang kinakailangang bilis ng pag-ikot at itakda ang pag-ikot sa bilis na ito sa machine. Upang maitakda ang bilis ng pag-ikot, buksan ang takip ng pambalot at paluwagin ang pag-igting ng sinturon sa pamamagitan ng pag-unscrew ng knob sa pag-secure ng motor sa pambalot. Upang baguhin ang bilis, ang makina ay gumagalaw at ang sinturon ay inililipat mula sa isang antas ng mga pulley patungo sa isa pa alinsunod sa kinakailangang pagbabago sa mga bilis, na natutukoy mula sa nameplate o mga tagubilin sa pagpapatakbo. Ang pinakamababang bilis ay nakakamit gamit ang sinturon sa pinakamababang posisyon, sa pagitan ng pinakamaliit na motor pulley at ang pinakamalaking spindle pulley. Sa kabaligtaran, ang pinakamabilis na bilis ay nakakamit kapag ang sinturon ay na-install sa pinakamataas na pulleys. Susunod, kailangan mong tiyakin na ang sinturon ay nakaunat nang pahalang sa pagitan ng mga pulleys, ilipat ang engine sa orihinal na posisyon nito at higpitan ang hawakan ng pinto na sinisiguro ang makina sa pambalot.
Pagse-set up ng tool at kabit.
Bago simulan ang pagbabarena, ang drill ay naka-install sa chuck at hinihigpit.Huwag kalimutan ang tungkol sa pag-aayos ng patayong paggalaw ng spindle sa pamamagitan ng pagbaba ng drill kasama ang workpiece at ilipat ang stopper sa nais na punto sa nagtapos na sukat ng paggalaw ng stopper. Ang spindle ay tumataas sa isang taas na sapat upang mailagay ang workpiece sa ilalim ng drill, at naayos sa posisyon na ito. Ang workpiece ay inilipat upang ang inilaan na butas ay eksaktong nasa ilalim ng drill. Ang workpiece ay naka-clamp nang ligtas bago magsimula ang pagbabarena.
Kasunod, kinakailangang ibaba ang spindle sleeve lock at i-on ang drilling machine. Pigain ang isang patak ng coolant sa recess, babaan ang drill gamit ang pingga at simulang pagbabarena. Mag-apply ng pare-parehong presyon sa panahon ng operasyon. Ginagamit ang isang brush upang alisin ang mga shavings at sup. Ang hitsura ng usok mula sa butas ng drill ay nagpapahiwatig ng pangangailangan na suriin ang kulay ng mga metal shavings. Dapat silang puti o dilaw na dayami. Ang ibig sabihin ng asul na kulay ay overheating. Sa kasong ito, magdagdag ng cutting fluid o bawasan ang bilis ng pag-ikot. Matapos matapos ang pagbabarena, dahan-dahang bitawan ang hawakan ng feed at i-off ang makina.
Ano ang mananalo
Ang Pobedit, isang haluang metal na naglalaman ng 90% tungsten at 10% cobalt, ay binuo noong 1929 ng mga espesyalista sa Soviet. Ang pangunahing gawain na itinakda ng mga tagabuo ay ang paglikha ng isang materyal na may kakayahang magbigay ng pambihirang tigas sa nagtatrabaho na bahagi ng tool sa paggupit. Mula sa bagong haluang metal, nagsimula silang gumawa ng mga matagumpay na nagbebenta, na naging posible upang madagdagan ang kahusayan ng paggamit ng mga drill, pati na rin upang maisagawa ang pagproseso ng mga materyales na may mataas na lakas sa tulong nila.
Mula nang ang hitsura ng Tagumpay, ang haluang metal ay patuloy na binago. Bilang isang resulta ng naturang paggawa ng makabago, maraming mga pagkakaiba-iba ng mga tungsten-cobalt alloys ang nabuo, marami sa mga ito ay nakikilala sa pamamagitan ng mas mataas na lakas, mas abot-kayang presyo at pagiging simple ng teknolohiya ng produksyon. Sa kabila ng katotohanang ang ratio ng mga sangkap na nilalaman ng naturang mga haluang metal ay maaaring magkakaiba mula sa komposisyon ng klasikong Pobedit, tinatawag pa rin silang Pobedit.
Winder bits para sa mga drill at drill bits
Dapat tandaan na ang isang drill na may isang tagumpay na tip ay hindi pinutol, ngunit gumuho ng materyal na iproseso. Iyon ang dahilan kung bakit ang Pobedit tipped drill ay pinakamainam para sa paggawa ng mga butas sa kongkreto, bato at brick, ngunit hindi angkop para sa pagproseso ng kahoy, plastik at bakal. Kapag sinusubukan na mag-drill ng isang piraso ng kahoy, ang ganoong kasangkapan ay simpleng pupunitin ang mga hibla ng kahoy. Bilang isang resulta, ang panloob na ibabaw ng butas ay magiging "shaggy", at ang lapad nito ay magiging mas malaki kaysa sa kinakailangan. Hindi rin inirerekumenda na gumamit ng isang matagumpay na drill para sa gawaing metal: hindi ito makakabuo ng isang de-kalidad na butas sa naturang materyal.
Hanggang kamakailan lamang, ang mga drills ng iba't ibang mga kategorya ay ginamit upang mabuo ang mga butas sa mga materyales na may iba't ibang katigasan. Ngayon, ang mga drills ay ginawa kasama ang iba't ibang mga tagumpay sa tagabenta, na espesyal na idinisenyo para sa mga materyales sa pagbabarena na may iba't ibang istraktura at antas ng tigas.
Ang mga drills na may mapapalitan na pagsingit ng karbid ay ginagamit para sa pang-industriyang pagbabarena
Pangunahing uri
Ang pangunahing parameter, depende sa kung aling ang paghahati ng mga drill ng kahoy sa iba't ibang uri ay isinasagawa, ay ang disenyo ng gumaganang bahagi. Sa batayan na ito, ang mga tool sa pagbabarena ng kahoy ay maaaring mahulog sa isa sa mga sumusunod na kategorya.









Mga balahibo
Ang mga drills ng ganitong uri ay ginagamit upang gumawa ng mga butas sa kahoy na may average diameter na hanggang sa 25 mm. Maipapayo na gumamit ng naturang tool sa mga kaso kung saan hindi masyadong mahigpit ang mga kinakailangan na ipinataw sa kawastuhan ng mga geometric na parameter, pati na rin sa kalidad ng mga butas.Kabilang sa mga pinaka makabuluhang bentahe ng pen drills ay mababang gastos at kadalian sa pagpapanatili.
Nakoronahan
Ang mga tool ng uri ng korona ay idinisenyo para sa pagbabarena ng malalaking butas. Sa mga tuntunin ng kanilang disenyo, ang mga korona sa kahoy ay kahawig ng isang metal na baso na may isang shank, sa pagtatapos na pagtatapos ng paggupit ng ngipin. Kapag umiikot ang gayong drill, ang mga gumupit na ngipin nito, nakikipag-ugnay sa workpiece, gupitin ang isang bilog ng kinakailangang diameter sa ibabaw nito.

Ang hanay ng mga korona para sa kahoy
Spiral
Ang mga twist drills para sa kahoy ay tinatawag ding twill drills. Ang kanilang gumaganang bahagi ay kahawig ng isang auger. Ginagamit ang mga ito para sa pagbabarena ng maliliit na butas sa kahoy. Dahil sa espesyal na disenyo ng mga drill na uri ng tornilyo, kapag ginagamit ang mga ito, ang mga chip ay mabisang inalis mula sa lugar ng pagproseso. Tinitiyak din ng twist drill ang mataas na katumpakan at pambihirang kalidad ng machining.

I-twist ang drill para sa kahoy na may mga pamutol
Forstner drills
Ito ang mga tool, sa tulong nito, sa mga produktong gawa sa kahoy, hindi sila lumilikha, ngunit bulag na mga butas na may perpektong patag na ilalim. Bilang karagdagan, kung gagamit ka ng tulad ng isang kahoy na drill na may karagdagang mga accessories, maaari kang mag-drill ng isang square hole sa isang produktong gawa sa kahoy.

Maraming mga pagbabago ng Forstner drill ang magagamit
Nagpapaikut-ikot
Sa tulong ng naturang mga tool, posible hindi lamang upang mag-drill ng kahoy, ngunit din upang gumawa ng mga uka ng iba't ibang mga pagsasaayos sa mga produktong gawa sa kahoy. Ang mga drills ng ganitong uri ay kadalasang ginagamit sa mga kaso kung saan kinakailangan upang maisagawa ang kumplikadong pagproseso ng mga bahagi na gawa sa kahoy, at upang makapag-drill ng isang regular na butas, gumamit ng isang twill ng drill, feather o tool ng korona.

Ang paggiling ng drills ay dinisenyo para sa pagbabarena ng isang bilog na butas at ang kasunod na pagbubutas sa nais na hugis. Ginamit kapag nagtatrabaho sa kahoy at manipis na metal
Ang shank of drills na idinisenyo para sa pagproseso ng kahoy ay karaniwang cylindrical, ngunit ang mga tagagawa ay gumagawa din ng mga ito sa iba pang mga shank configurations. Kaya, sa modernong merkado maaari kang bumili ng mga drill para sa paggawa ng kahoy, na ang mga shanks ay maaaring:
- tatsulok, optimally angkop para sa pag-aayos sa isang three-jaw chuck (ang metalikang kuwintas ay perpektong naipadala sa isang tool na may isang tatsulok na shank, at kahit na ang mga napaka-makabuluhang pag-load ay hindi nagawang i-chuck ito);
- hex (posible na mag-install ng mga tool na may tulad na mga shanks sa parehong pamantayan at isang three-jaw chuck, ngunit sa parehong oras mayroong isang napakataas na peligro ng pag-on ng drill kapag nahantad sa mga seryosong pag-load);
- tapered (ang mga tool na may ganitong uri ng shank ay pangunahing ginagamit para sa paglalagay ng kagamitan sa paggawa);
- parisukat (bihirang ginagamit na form ng shank, kung saan, gayunpaman, ay nagbibigay ng mataas na katatagan ng tool laban sa pag-on ng chuck).
Pagpili ng diameter ng drill para sa thread
Ang laki ng drill ay dapat na mahigpit na tumutugma sa diameter ng nominal na thread. Ang pinaka-maaasahang mga halaga ng mga butas para sa mga panukat na thread ay ibinibigay sa GOST 19257-73. Nagbibigay ang pamantayang ito ng mga laki ng butas para sa anumang diameter ng thread, isinasaalang-alang ang thread pitch at ang naaangkop na tolerance band. Kapag nagtatrabaho, maginhawa na magkaroon sa isang mesa ng mga drill para sa mga thread, kung saan ang data sa mga butas para sa pinaka ginagamit na karaniwang laki ng mga thread ay dapat kolektahin.
Ang laki ng drill para sa thread, kapag walang mesa sa tamang oras, maaaring matukoy ng sumusunod na pamamaraan. Ibawas ang halaga ng pitch mula sa diameter ng thread. Ang isang drill para sa M6 thread na may pangunahing pitch ay magiging may diameter na 5 mm. Kinakalkula ito sa pamamagitan ng pagbawas ng pitch ng 1.0 mm mula sa diameter na 6 mm: 6 mm - 1.0 mm = 5.0 mm. Ang isang drill para sa isang M4 thread na may pangunahing pitch ay magkakaroon ng diameter na 3.3 mm: 4 mm - 0.7 mm = 3.3 mm.Sa ganitong paraan, maaaring matukoy ang diameter ng drill para sa mga thread ng anumang nominal diameter. Upang suriin ang pagkalkula na ito, mas mahusay na tingnan ang talahanayan ng GOST.

Upang matukoy mula sa talahanayan kung aling butas ang mag-drill para sa M10 thread, kailangan mong tingnan ang huling linya. Sa isang magaspang na pitch ng 1.5 mm, kailangan naming mag-drill ng isang butas na may diameter na 8.5 mm. Upang matukoy kung aling butas ang mag-drill para sa thread ng M8, tinitingnan namin ang huling haligi ng kaukulang hilera at nakikita ang isang diameter na 6.7 mm. Ang mas detalyadong mga talahanayan ay ipinakita sa GOST 19257-73.
Ang tanong ay madalas na arises kung aling mga drills ng thread ang dapat gamitin. Ang lahat ay nakasalalay sa tatak ng naprosesong materyal.










Para sa karaniwang mababang bakal na bakal, ang mga karaniwang pag-drill ng twist na ginawa mula sa HSS ay ginagamit. Para sa hindi kinakalawang at mataas na mga bakal na bakal, inirerekumenda na gumamit ng isang sinulid na drill na gawa sa cobalt at tungsten alected steel.
Paano tapos ang pag-tap
Ang mga dingding ng butas ay dapat na malinis ng kontaminasyong banyaga. Maaari itong magawa sa isang metal na brush o hinihipan ng hangin. Ang workpiece ay dapat na ligtas na maayos. Ang tap ay dapat na mai-install sa butas na mahigpit na parallel sa axis nito. Para sa mataas na kalidad na pagsentro sa butas kapag pagbabarena, ang isang chamfer ay karaniwang ginagawa sa 30 o 45 degree. Ang parallelism ng mga palakol ng gripo at ang butas ay naka-check gamit ang isang parisukat, na inilapat sa ibabaw ng tool at ang mukha ng bahagi. Pagkatapos ang thread ay pinutol ng pag-ikot ng tool pakaliwa (sa kaso ng isang kanang-kamay na thread)
Lalo na mahalaga na i-cut nang eksakto ang unang mga thread ng thread.
Ang crank ay pinagsama nang paunti-unti. Ang pagkakaroon ng isang buong pagliko, ang gripo ay unscrewed ng kalahating turn. Kung tumataas ang inilapat na puwersa, pagkatapos ay ang tap ay tinanggal mula sa butas at ang chips ay tinanggal mula rito. Ang paggamit ng pampadulas ay inirerekomenda sa panahon ng operasyon. Maaari itong maging isang espesyal na pampadulas, tulad ng isang grasa at wax paste, na direktang inilapat sa instrumento. Ang linseed oil, petrolyo o engine oil ay maaaring magsilbing kapalit. Isinasagawa ang pag-tap sa isang drilling machine gamit ang mga espesyal na gripo. Ang proseso ng paggupit mismo ay hindi naiiba mula sa teknolohiyang gawa ng kamay.
Mga rekomendasyon sa pagpili
Kapag pumipili ng mga drill para sa metal, dapat mong malaman nang eksakto kung ano ang mga gawaing panteknikal na gagamitin sila, at isinasaalang-alang din ang mga katangian ng materyal na kung saan kailangan mong gumawa ng isang butas.
Upang pumili ng isang tool na makakamit sa iyong mga layunin, dapat mo ring bigyang pansin ang mga sumusunod na parameter:
- kulay sa ibabaw;
- kalidad ng hasa at simetrya ng mga elemento ng istruktura;
- nagtatrabaho diameter;
- pagsunod sa form sa mga tipikal na parameter;
- mga katangian ng materyal na paggawa;
- layunin at pag-andar;
- reputasyon ng gumawa.
Kaya, kung kinakailangan upang mag-drill ng isang malaking butas na lapad sa isang produktong metal, kung saan ginagamit ang mga malakas na drill na may mababang bilis, kakailanganin mo ng isang tool na maaaring magamit sa kanila.
Ano ang ipinahiwatig ng kulay ng ibabaw ng drill?
Ang kulay na nasa ibabaw ng drill para sa metal ay isang parameter kung saan maaaring hatulan ng isa ang kalidad ng ipinakita na tool. Kaya, ang iba't ibang mga kulay ng mga drill para sa metal ay nangangahulugang ang mga sumusunod.
kulay-abo
Ang kulay na ito ay may ibabaw ng mga drills na may pinakamababang kalidad at, nang naaayon, ang pinakamababang gastos. Ang mga tool na may ibabaw na kulay na ito ay hindi sumasailalim sa anumang karagdagang pagproseso na maaaring dagdagan ang kanilang tigas, paglaban sa pagpapapangit at pagkasunog. Dapat tandaan na kapag ang pagbabarena ng matapang na metal, maaaring hindi sila sapat para sa isang butas.
Ang pinaka-murang mga drill para sa metal
Itim
Ang ibabaw ng drill ay nakakakuha ng kulay na ito kung ginagamot ito ng sobrang init ng singaw.Bilang resulta ng naturang pagproseso, lumalakas ang paglaban ng lakas at pagsusuot ng tool, at, bilang resulta, tumataas ang mapagkukunan ng paggamit nito. Ang gastos ng naturang mga produkto ay bahagyang mas mataas kaysa sa mga kulay-abo, ngunit ito ay medyo abot-kayang para sa karamihan sa mga mamimili.
Mga drill na may mahusay na ratio ng pagganap ng presyo
Magaan na ginintuang
Ang kulay na ito ay nangangahulugan na ang drill ay naipasa ang tempering pamamaraan pagkatapos ng paggawa. Ang ganitong paggamot sa init ay nagbibigay-daan hindi lamang upang maalis ang mga natitirang stress sa panloob na istraktura ng tool, ngunit upang mapabuti ang mga katangian ng lakas nito. Kahit na sa larawan, ang naturang drill ay mukhang kaaya-aya at agad na pinasisigla ang pagtitiwala sa kalidad ng pagganap nito.










Ang drill na ito ay gawa sa mataas na kalidad na HSS na bakal
Maliwanag na ginintuang
Ito ang kulay ng pinakamahusay na mga metal drill, ang materyal na naglalaman ng titan. Dahil sa nilalaman ng sangkap na ito sa komposisyon ng bakal na kung saan ginawa ang mga drills, kapag ginagamit ang mga ito, ang antas ng alitan ay nabawasan, na may positibong epekto sa tagal ng kanilang mabisang operasyon. Naturally, ang mga drills na may isang maliwanag na ginintuang ibabaw ay medyo mahal.
HSS Titanium Cone Drill na may Saklaw ng Pagbabarena 4-20mm
Kapag pumipili ng mga drill ng isang tiyak na uri, dapat magpatuloy ang isa mula sa kung gaano kadalas sila gagamitin para sa gawaing metal. Kinakailangan din na isaalang-alang ang mga kinakailangan para sa kawastuhan at kalidad ng mga butas na dapat nilikha sa produktong metal.
Ang pagbili ng isang mas murang kasangkapan ay magreresulta sa madalas na pagbabago sa tool, na tatanggi sa paunang pagtipid. Maipapayo na pumili ng mas abot-kayang mga uri ng drills, na ang ibabaw ay ipininta sa itim o magaan na ginintuang kulay, sa mga kaso kung saan kinakailangan na magsagawa ng isang beses na trabaho na nauugnay sa drilling metal.
Pag-uuri ng laki
Ang mga modernong tagagawa ay gumagawa ng mga drill para sa gawaing metal sa isang malawak na hanay ng mga laki ng pagtatrabaho. Upang gawing mas madali para sa konsyumer na maunawaan ang ganoong pagkakaiba-iba, ang kaukulang dokumento ng regulasyon (GOST) ay nagbibigay para sa paghahati ng mga drill para sa metal sa iba't ibang mga uri ayon sa laki. Kaya, ang mga sumusunod na kategorya ng mga tool ay nakikilala:
- maikling serye, ang haba ng kung saan ay nasa saklaw na 20–131 mm, at ang lapad ay 0.3–20 mm;
- pinahaba, ang lapad kung saan, tulad ng mga maikli, ay nasa saklaw na 0.3–20 mm, at ang haba ay 19-205 mm;
- mahabang serye, ang haba ng kung saan ay maaaring nasa saklaw na 56-254 mm, at ang lapad - 1-20 mm.
Mga Tip at Trick
Ang pagtatrabaho sa mga drill na brilyante at porselana stoneware ay nangangailangan ng pagsunod sa iba't ibang mga patakaran:
Maipapayo na mag-drill ng mga butas para sa isang toilet Bowl o isang socket na may drill lamang. Kung mayroon kang drill ng martilyo, tiyaking patayin ang mekanismo ng martilyo. Kung hindi ito tapos, ang mga tile ay mabilis na pumutok.
Gumamit ng isang tool na nagbibigay-daan sa iyo upang baguhin ang RPM
Ito ay mahalaga kapag gumagamit ng mga pangunahing drill. Maaari kang gumana sa kanila lamang sa mababang bilis.
Upang hindi mapinsala ang mga tile, ipinapayong maglagay ng isang sheet ng playwud sa ilalim nito.
Sa kasong ito, ang pagbabarena ay dapat na isagawa mahigpit na patayo sa ibabaw upang ma-machin. Inirerekumenda ng mga eksperto ang paggamit ng mga espesyal na frame ng retainer na maaaring humawak ng isang drill o iba pang tool sa nais na posisyon.
- Ang mga tile ay hindi dapat na drill mula sa mga dulo ng isang drill, dahil maaari itong humantong sa mga bitak. Kung kailangan mong gumawa ng kalahating butas sa gilid, ipinapayong gamitin ang mga core ng core ng brilyante.
- Ang porcelain stoneware ay drilled lamang mula sa harap na bahagi. Kung nais mong gawin ang operasyon sa ibang paraan, magkakaroon ng peligro ng maliliit na chips na lumilitaw sa pandekorasyon na ibabaw. Maaapektuhan nila ang hitsura ng produkto pagkatapos ng pag-install.
- Paglamig. Upang mapanatili ang tool sa loob ng mahabang panahon, kapag nagtatrabaho kasama ang mga core ng core ng brilyante, dapat silang natubigan.Ang propesyonal na tool sa pagbabarena ay nilagyan ng mga espesyal na channel kung saan posible ang awtomatikong supply ng likido.
Kung gumagamit ka ng isang maginoo na drill, dapat mong alagaan ang manu-manong paglamig. Upang magawa ito, maaari kang gumamit ng isang ordinaryong plastik na bote ng tubig na may maraming maliliit na butas sa talukap ng mata. Ang pagpapakain ay ginagawa sa pamamagitan ng pag-spray ng likido sa ibabaw ng drill.
Upang gawing mas madali ang pagtatrabaho sa malalaking butas, gumamit ng mga template. Ang mga ito ay maliliit na piraso ng kahoy kung saan maraming mga butas ng iba't ibang mga diameter ay ginawa. Kapag nagtatrabaho sa mga tile, ang mga produktong ito ay inilalapat sa paglipas ng porselana stoneware. Pinapayagan nitong mailagay ang drill pati na rin ang nais na laki ng butas.
Ang pagbabarena ng porselana na stoneware ay isang kumplikadong pamamaraan na nangangailangan ng pagpili ng mga tool sa kalidad. Bigyan ang kagustuhan sa mga drill lamang mula sa mga kilalang tagagawa na lumipas ang pagsubok ng oras at makakapagtrabaho hangga't maaari nang walang kalidad na pagkasira.
Para sa impormasyon kung paano mag-drill ng porcelain stoneware, tingnan ang susunod na video.
Paano patalasin ang mga drill na gawa sa kahoy?
Ang isang drill para sa kahoy ay may isang napakahabang buhay ng serbisyo, at bihirang kailangan ito ng hasa. Maaari mong patalasin ang mga drill na gawa sa kahoy alinman sa mano-mano gamit ang isang file, o sa isang espesyal na pampahigpit sa kuryente. Sa parehong paraan, posible ang hasa, dahil ang mga drill na gawa sa kahoy ay gawa sa medyo malambot na metal.










Sa proseso lamang ng hasa ay kinakailangan na obserbahan ang paunang anggulo (degree) ng hasa ng drill - napakahalaga nito upang mahigpit ang tama at pahabain ang buhay ng drill ng mahabang panahon. Habang pinahahasa ang isang drill sa isang kahoy sa isang makina (gilingan), kailangan mong palamig paminsan-minsan ang drill sa pamamagitan ng paglubog nito sa malamig na tubig
Maaari ding gamitin ang langis ng makina sa halip na tubig. Aalisin nito ang posibilidad ng sobrang pag-init ng drill tip.
Habang pinahahasa ang isang drill sa isang kahoy sa isang makina (gilingan), kailangan mong palamig paminsan-minsan ang drill sa pamamagitan ng paglubog nito sa malamig na tubig. Maaari ding gamitin ang langis ng makina sa halip na tubig. Aalisin nito ang posibilidad ng sobrang pag-init ng drill tip.
Para sa hasa sa isang pantasa ng drill, ginagamit ang mga espesyal na may-ari, na ginagawang mas maginhawa ang proseso ng paghasa.
Ang isang drill para sa kahoy ay hindi isa at pareho na bagay.
Mayroong ilang mga uri ng mga drills para sa kahoy.
Ito ay mga balahibo, spiral, turnilyo, Forstner drills para sa kahoy at iba pa.
Pinatalas ang mga ito sa ganap na magkakaibang mga paraan, kahit na ang tool sa hasa ay ginagamit nang magkakaiba.
Iyon ay, sa simula, magpasya kung aling drill bit para sa kahoy ang kailangan mong patalasin.
Ano ang tool, syempre, ang pinakamahusay na pagpipilian ay isang drill hasa ng makina, ngunit kung wala ito, kung gayon ang ilang mga uri ng mga drill na gawa sa kahoy ay maaaring pahigpitin kahit na may isang file.
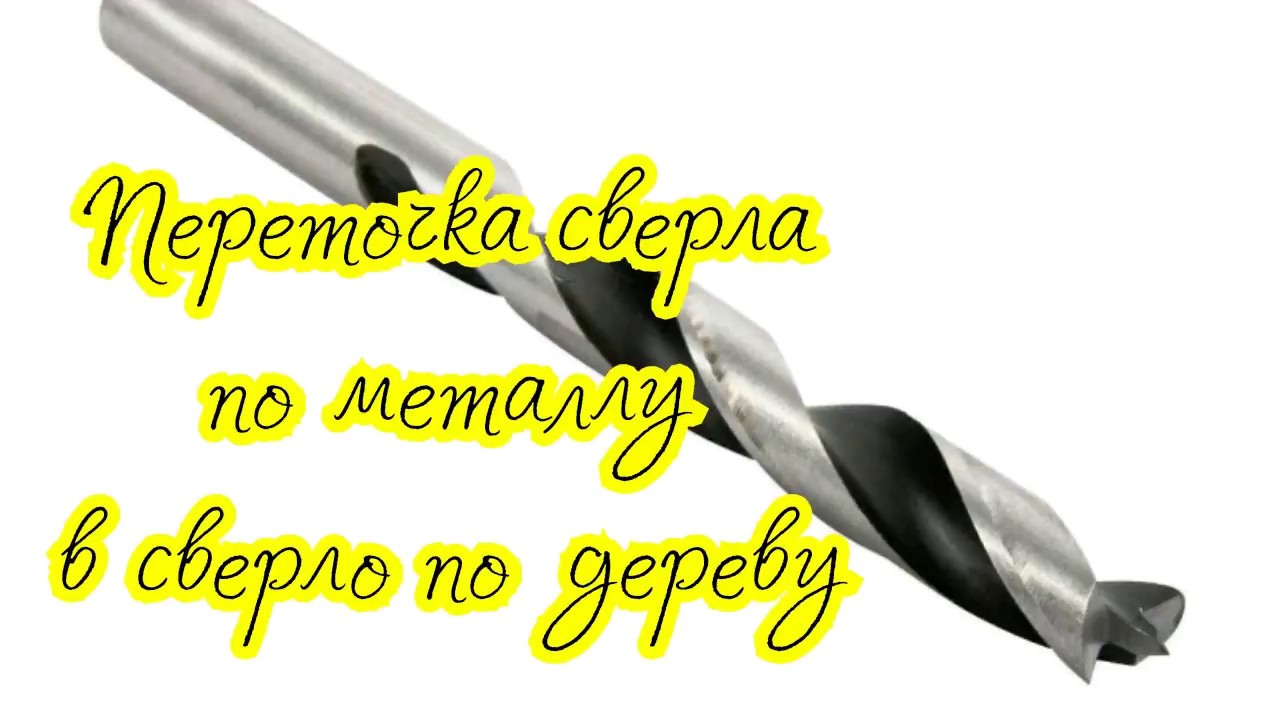
Halimbawa ng hasa pen drill ni ang puno ay tapos na ganito:
Kung ginagawa mo ang gawaing ito sa kauna-unahang pagkakataon, mas mahusay na patalasin ang lumang drill gamit ang isang bagong drill, iyon ay, isang bagong sample ay isang sample.
I-clamp namin ang drill sa isang bisyo (bilang isang pagpipilian) na may isang file, binabawas namin ang anggulo ng hasa ng mga cutter (dalawa lamang sa kanila), na nakatuon sa bagong drill.
Susunod, maingat naming suriin ang dulo ng drill ng pen, ang pangunahing gawain ay dalhin ito sa gitna ng drill,
Ginagawa ito sa parehong file, kung patalasin mo ito sa isang makina, pinapalamig namin ang drill pana-panahon.
Ang mga drill na gawa sa kahoy, kapag ginamit nang tama, dahan-dahang mapurol at samakatuwid ay hindi na kailangang gawin ang mga ito mula sa mga haluang metal na karbid. Ang metal na ginamit sa paggawa ng mga drill para sa kahoy ay medyo malambot kumpara sa metal para sa mga drill para sa metal, kaya't ang paghasa ay medyo madali. Ang isang drill para sa kahoy ay maaaring maitama sa isang file para sa hasa ng mga tanikala na lagari, na talagang ginagawa ko kung walang emeryeng may magandang bato sa kamay. At sa isang masamang (magaspang o matalo) na bato, ilalagay mo lamang ang drill








Sa pagtatapon ng marami para sa mga layunin ng hasa, ginagamit ang isang maginoo na hasa, na may isang disc na bato.
Para sa mga hasa ng drills, ang isang simpleng aparato ay maaaring gawin sa naturang pantasa - isang sulok na naayos sa iba't ibang mga anggulo, kung saan ipinasok ang drill at dinala sa bato. Ang hasa ng hasa ay pantay.
Ang gilid ng paggupit ay dapat na nasa itaas ng "puwit" (likod ng ibabaw ng paggupit). Ang anggulo ng taper ng drill sa kahoy ay dapat na 95 degree. Kaya, maaari mong patalasin ang anumang pag-drill para sa kahoy.
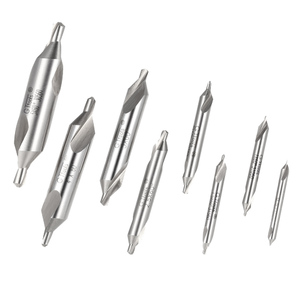
Nang walang isang espesyal na makina ng hasa, upang maayos na patalasin ang isang kahoy na drill na may isang sentro na punto, kailangan mong magkaroon ng ilang karanasan at isang makitid na buhol na bato gamit ang iyong sariling mga kamay.
Dati ako ay tulad ng mga drills, dati akong namumuno sa disk ng isang gilingan. Ang gilid ng proteksiyon na pambalot ay ginamit bilang isang tulong. Ngunit para dito kailangan mong ayusin nang maayos ang anggulo ng gilingan!
Ang kakanyahan ng naturang hasa ay ang paghihigpit ng disc sa gilid ng paggupit, paglipat mula sa gilid patungo sa gilid sa pagitan ng gilid na "undercut" at ang centering talim, na parang paggiling ng gilid sa "paliguan"
Ang antas ng mga undercut sa gilid ay dapat na nasa parehong antas na may nakasentro na isa o bahagyang mas mababa, ngunit hindi mas mataas.