Paano pumili
Ang pagpili ng isang pamutol ng Forstner ay nakasalalay sa mga gawaing isasagawa sa tulong nito. Sa karpinterya o sa pagmamanupaktura, ito ay isang madalas na ginagamit na tool, kung saan ginagamit ang iba't ibang mga diameter ng drill, kaya para sa nasabing masinsinang paggamit maipapayo na magkaroon ng isang kumpletong hanay ng mga kinakailangang sukat sa stock. Tulad ng para sa domestic na paggamit, ang drill ay binili para sa isang tiyak na gawain, kung gayon ito ay bihirang ginagamit. Sa kasong ito, hindi na kailangang bumili ng isang hanay ng mga mamahaling tool, dahil maaaring hindi makuha ang mga gastos.
Upang bumili ng isang kalidad na drayber ng Forstner, kailangan mong bigyang-pansin ang maraming pangunahing tampok:
- ang orihinal na modelo ng drill ay may maliit na bilog na butas sa gitna ng gumaganang bahagi;
- ang mga blades ng paggupit ay nakakagambala sa anular na gilid lamang sa dalawang puntos na kabaligtaran sa bawat isa;
- ang mga talim ng orihinal na drill ay maaari lamang patalasin ng kamay.


Ang orihinal na mga modelo ng drill ng Forstner ay ginawa lamang ng nag-iisang kumpanya ng Amerikano sa mundo, ang Connecticut Valley Manufacturing. Dito, ang bawat bahagi ng istraktura ng tool ay gilingan nang hiwalay mula sa isang bakal na billet, at ang haluang metal ay naglalaman ng isang admixture ng carbon, habang ang iba pang mga tagagawa ay gumagawa ng bawat bahagi ng drill sa pamamagitan ng paghahagis kasama ang kasunod na pagpupulong ng mga natapos na bahagi. Ang isang tunay na pamutol ng Forstner ay may isang makapal na bahagi ng paggupit kaysa sa mga katapat nito, kaya't ang ganoong tool ay hindi madaling kapitan ng sobrang pag-init at mas mabilis na umiikot, na ginagawang posible na gumana sa mataas na bilis ng tool ng kuryente, habang pinapanatili ang kalidad ng pagpoproseso ng butas sa pinakamataas na antas .
Sa proseso ng pagpili ng isang pamutol ng Forstner, kinakailangan na bigyang-pansin ang hitsura ng kondisyon ng mga gilid ng paggupit. Madalas na nangyayari na ang mga tagagawa ay nag-iimpake ng kanilang mga produkto sa opaque na packaging
Sa ganitong mga kaso, imposibleng isaalang-alang at suriin ang mga detalye ng tool, kaya't pinamamahalaan mo ang peligro na bumili ng isang mababang kalidad na produkto, na, kapag binubuksan ang pakete, maaaring kasama ng mga burr, chips o pagpapapangit.


Prinsipyo ng pagpapatakbo
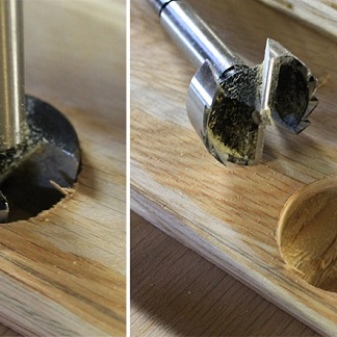
Bagaman ngayon ang forstner drill para sa kahoy ay kapansin-pansin na naiiba mula sa pag-imbento ng Benjamin Forstner 145 taon na ang nakalilipas, ang prinsipyo ng pagpapatakbo nito ay nanatiling hindi nagbabago. Ang kahoy ay pinuputol pa rin ng panlabas na ibabaw ng paggupit, at sa tulong ng mga pamutol sa loob ng rim na ito, ang kahoy ay tinanggal at "itinapon".









Ang lahat ng mga orihinal na drills ng Forstner ay may gitnang punto, bagaman ang dulo ay ang pagputol na nakapalibot sa punto. Para sa wastong paggamit ng drill, kailangan mong gumawa ng isang pagmamarka na may isang marker, hawakan ang marking point gamit ang gitnang gilid at pindutin ito sa materyal hanggang sa ang bilog na eroplano ng paggupit ay hawakan ang ibabaw ng produkto (at dapat itong mahiga sa sa ibabaw). Pagkatapos nito, kailangan mong simulan ang pagbabarena sa mababang bilis (800 - 1800 rpm).
Ito ay nagkakahalaga ng pagbanggit ng mga pangkalahatang prinsipyo ng paggamit ng isang Forstner drill:
- Kung mas malaki ang butas na kailangan mong gawin, mas mabagal ang kailangan mo upang gupitin ito. Kung hindi man, ang mga gilid ng paggupit ay simpleng magpapainit, at maaari ring makagambala sa drill.
- Upang hindi aksidenteng gawin ang butas na mas malalim kaysa kinakailangan, kumuha ng isang espesyal na forstner drill na may isang limiter para sa trabaho. Ang ganitong paghinto mismo ay titigil sa pagbabarena sa oras.
- Kung sakaling kailangan mong gumawa ng isang butas sa isang manipis na sheet ng kahoy, kung saan may panganib na aksidenteng butasin ito sa pamamagitan at sa pamamagitan ng, maaari mong gamitin ang dalawang mga drayber ng Forstner: isang regular at ang pangalawa na may isang ground off point. Ito ay simple - nagsisimula kaming mag-drill sa isang ordinaryong forstner drill, at pagkatapos ay gumagamit kami ng isang tool na may isang pinahigpit na punto, kung saan tinatapos namin ang trabaho.
Paano patalasin?
Sa proseso ng trabaho, anuman, kahit na ang pinakamataas na kalidad, ang drill ay nagiging mapurol. Ang mga orihinal na produkto ay maaaring patalin ng kamay, at ang mga di-orihinal na katapat ay maaaring pahigpitin sa isang gilingan. Kapag hasa ang isang pamutol ng Forstner, ang mga dalubhasa ay ginagabayan ng ilang mga patakaran:
- ang paggupit na bahagi ng anular rim ay hindi manu-manong pinahigpit - ginagawa lamang ito sa hasa ng kagamitan;
- kinakailangan na gilingin ang mga cutter nang minimal upang hindi mabago ang geometry at mga proporsyon ng kanilang mga gumaganang ibabaw;
- ang panloob na incisors ay pinatalas ng isang file o isang grindstone.

Sa susunod na video, mahahanap mo ang isang pagsusuri at pagsubok ng Forstner's Protool ZOBO drills.
Bilang konklusyon
Sa kabila ng pagiging simple ng kanilang disenyo, pinapayagan ka ng mga drills na kabilang sa kategorya ng mga drills ng pen na lumikha ng mga butas ng iba't ibang lalim at diametro sa puno. Ang isang feather drill ay matagumpay na ginamit para sa gawaing metal. Natural, para sa mahusay na pagproseso ng mga produktogawa mula sa iba`t ibang mga materyales, kinakailangan upang pumili ng tamang tool.
Ang mga kalamangan ng paggamit ng mga drills ng ganitong uri ay nakasalalay din sa katotohanan na kahit na ang isang tao na walang mataas na kwalipikasyon ay magagawang patas na husay at ibalik ang kanilang bahagi sa paggupit, na hindi masasabi tungkol sa mga drill ng anumang iba pang kategorya.










Mga pagkakaiba-iba
Para sa de-kalidad na pagbabarena sa kahoy, kailangan mong pumili ng tamang drill. Sa kasalukuyan, maaaring pumili ang gumagamit mula sa maraming uri ng mga produkto.
Nakoronahan. Ang pangunahing layunin ng ganitong uri ng drill ay ang proseso ng pagputol ng mga butas na maaaring magbigay ng isang pinakamainam na lugar ng pag-upo para sa socket. Ang mga attachment na may diameter na hanggang sa 65 millimeter ay karaniwang nilagyan ng isang shank na may diameter na 19 mm. Para sa mga malalaking ispesimen, ang mga fastener ay may diameter na 32 mm. Ang bilang ng mga may ngipin na segment ng singsing ay naiimpluwensyahan ng laki ng kaunti para sa tool, karaniwang ito ay 2-16 na ngipin. Ang drill ay natagpuan ang paggamit nito sa pagbuo ng malinis na pagbawas, na nailalarawan sa pamamagitan ng kinis ng panloob na bahagi ng mga uka. Sa pagtatapos ng daloy ng trabaho, ang gumagamit ay hindi kailangang gumawa ng mga pagpapabuti o alisin ang mga burr.





Pangkalahatang-ideya ng assortment
Sa kasalukuyan, ang kumpanya na "Enkor" ay gumagawa ng iba't ibang mga modelo ng mga drill sa konstruksyon.

Mga modelo ng hakbang
Ang mga nasabing produkto ay kumakatawan sa isang bahagi na may isang maliit na tip na hugis-kono. Bukod dito, ang ibabaw nito ay binubuo ng maraming mga hakbang sa metal na magkakaibang mga diameter, ngunit ang parehong kapal (bilang isang panuntunan, mayroon lamang 13 tulad na mga elemento sa isang drill). Ang dulo ng nguso ng gripo ay itinuro. Ang drill na ito ay maaaring magamit upang lumikha ng mga depression ng iba't ibang mga diameter na hindi muling pinoposisyon ang elemento ng paggupit. Ang bawat hakbang ng tool ay may isang espesyal na pagmamarka.









Mga drills para sa metal
Ang hanay ng mga produkto ay madalas na nagsasama ng mga drills na may isang spiral na disenyo ng bahagi ng pagtatrabaho. Ang mga ito ay gawa mula sa mataas na bilis, mataas na pagganap na base ng bakal. Ang mga drills para sa metal mula sa tagagawa na ito, bilang panuntunan, ay may 2 mga spiral groove, na idinisenyo para sa napapanahong pag-aalis ng sarili ng mga chips, at 2 mga gilid ng paggupit. Karamihan sa mga modelo ng metal ay may manipis na silindro shank.


Forstner drill
Ang mga nasabing drills ay may hitsura ng isang istrakturang metal, sa gitnang bahagi kung saan mayroong isang punto. Ang isang talinis na talim ay inilalagay patayo sa ito. Ito ay isang pamutol ng zigzag. Ang Forstner drill ay madalas na ginagamit para sa paggawa ng kahoy. Sa proseso ng trabaho, ang produkto ay unang malakas na pinuputol sa kahoy na ibabaw, na binabalangkas ang direksyon, pagkatapos ay may mga pabilog na uka - hindi nila pinapayagan na baguhin ng nguso ng gripo ang posisyon nito. Saka lamang nagsisimula ang pamutol upang gumawa ng isang pagkalungkot sa ibabaw. Ang kanilang uri ng shank ay karaniwang cylindrical.


Sa kongkreto
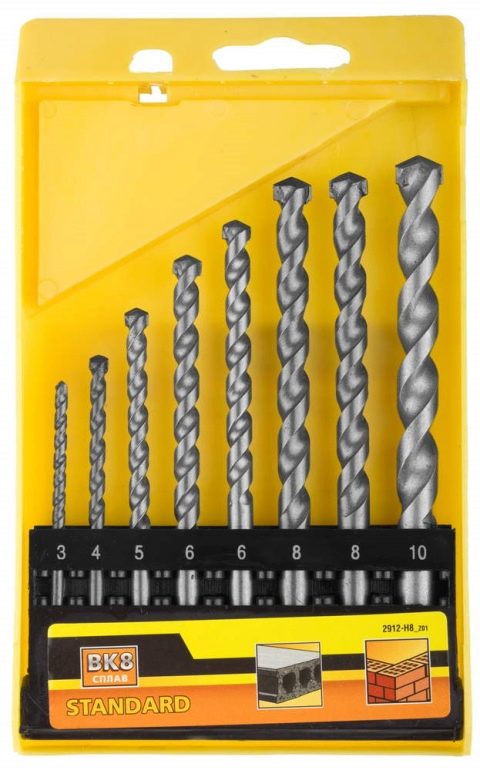
Manipis na drills na idinisenyo para sa para sa pagproseso ng kongkreto mga istraktura, madalas ay may isang maliit na diameter. Ang kanilang lugar sa pagtatrabaho ay ginawa sa isang hugis na spiral. Ang mga barayti na ito ay pinakamahusay na ginagamit para sa mga drill na may epekto sa pagpapaandar. Ang mga maginoo na tool ay hindi maaaring gumana nang husto kongkreto. Hindi tulad ng karaniwang mga modelo para sa kahoy o metal, ang mga bahaging ito ay may maliit na mga nagbebenta na gawa sa mga materyal na karbid, matatagpuan ang mga ito sa dulo ng pagtatapos. Ang mga karagdagang elemento na ito ay kinakailangan upang masuntok ang mga kongkretong ibabaw, habang sabay na makabuluhang pagdaragdag ng buhay ng bahagi ng paggupit.

Mga drills na may countersink
Ang mga nasabing modelo ay madalas na ibinebenta sa buong mga hanay. Ginagamit ang mga ito sa pagproseso ng mga kahoy na bagay. Ang mga countersink ay nasa anyo ng maliliit na mga kalakip, na binubuo ng maraming maliliit na manipis na talim. Pinapayagan ng gayong elemento, kung kinakailangan, upang lumikha ng mga conical at cylindrical recesses. Ang countersink drills ay medyo nadagdagan ang diameter ng mga butas na ginawa sa materyal. Sa parehong oras, makabuluhang pinapabuti nila ang kalidad sa ibabaw nang hindi bumubuo ng kahit maliit na mga iregularidad at mga gasgas.











Mga balahibo
Ang mga sample na ito ay manipis na mga cutter ng paggiling na nilagyan ng dalawang mga gilid ng paggupit at isang tip na nakasentro. Ang mga produkto ng panulat para sa pagbabarena, bilang panuntunan, ay ginawa ng isang hex shank, na nagbibigay ng pinaka maaasahang pag-aayos sa drill chuck. Sa proseso ng trabaho, ang mga chips ay kailangang alisin pana-panahon sa kanilang sarili. Ang mga drills na ito ay may kakayahang gumawa ng mga indentation hanggang sa 110 millimeter ang haba. Ang diameter ng mga butas ay maaaring mula 6 hanggang 40 millimeter. Ang mga barayti na ito ay may isang makabuluhang sagabal: ang mga ito ay madaling kapitan ng pag-jam sa matataas na bilis, kaya't ang pagtatrabaho sa naturang tool ay dapat na isagawa nang maingat hangga't maaari at patuloy na suriin.

