Mga uri ng tool at tampok ng disenyo nito
Ang mga cutter ay ginawa sa iba't ibang mga disenyo, at para sa paggawa nito, tulad ng nabanggit sa itaas, maaaring magamit ang iba't ibang mga materyales.
Sa pamamagitan ng istraktura ng mga burrs ay maaaring:
- pagtatayo ng solong kono;
- dobleng kono;
- tatlong-kono.
Ang hugis ng ulo ng naturang tool ay maaari ding iba-iba. Kaya, may mga cone na may isang korteng kono, cylindrical, spherical, hugis-itlog o semi-oval na ulo. Ang pagpili ng ito o ang uri ng tool ay nakasalalay kapwa sa likas na katangian ng mga pang-teknolohikal na gawain at sa mga geometric na parameter ng produktong ipoproseso.
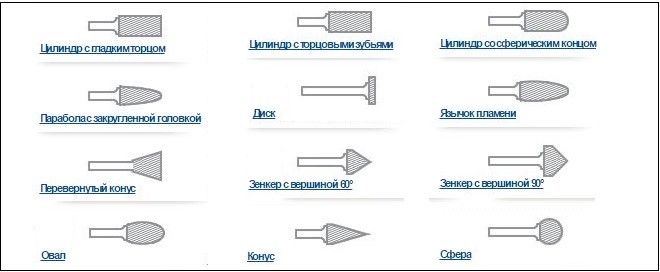
Mga hugis ng mga nagtatrabaho ulo ng mga kono
Ang mga cutter ay magkakaiba rin sa materyal ng paggawa. Nakasalalay sa parameter na ito, maaaring ito ay:
- mga tool na gawa sa carbon steel;
- brilyante pamutol, ang nagtatrabaho bahagi na kung saan ay pinahiran ng brilyante chips;
- nakasasakit na mga cone, na maaari ring mai-spray papunta sa gumaganang bahagi o ganap na gawa sa nakasasakit na materyal;
- mga cutter ng hard-haluang metal, sa metal shank kung saan ang isang gumaganang ulo na gawa sa matapang na haluang metal ay nahinang.
Ang mga rotary burr na gawa sa carbon steel
Ang mga cutter, para sa paggawa kung saan ginagamit ang carbon steel, ay kadalasang ginagamit upang gumana kasabay ng isang electric drill o distornilyador. Maaari itong maging parehong mga pamutol ng kahoy para sa isang drill, at isang tool na idinisenyo para sa pagpoproseso ng mga produktong metal. Ang isa sa mga pangunahing bentahe ng naturang isang burr ay ang mababang presyo.

Ang mga ngipin ng Carbon steel cutter ay lubos na pagod kapag nagtatrabaho sa matitigas na metal
Gamit ang tool na metal na ito, kahit na sa isang domestic na kapaligiran, posible na iproseso ang mga recess ng kumplikadong pagsasaayos, alisin ang matalim na mga gilid sa mga produkto, lumikha ng pantay at maayos na mga butas at dagdagan ang diameter ng mga mayroon nang.
Mga pamutol ng diamante
Ang mga pamutol ng diamante, na maaari ring magamit kasabay ng mga tool sa kuryente na hawak ng kamay, ay isang propesyonal na tool. Maaari itong magamit upang maisagawa ang pinong paggiling at pagbubutas ng mga butas. Ang mga nasabing tool ay ipinapakita ang kanilang pagiging epektibo hindi lamang kapag nagpoproseso ng mga marupok na materyales tulad ng baso o keramika, ngunit din kapag nagtatrabaho sa mga materyales na may mataas na lakas, kung saan ang mga metal cutter ay walang lakas.

Propesyonal na mga piraso ng brilyante
Ang isang pamutol ng brilyante ay eksaktong tool na nilagyan ng mga makina ng pag-ukit, na nagbibigay-daan sa iyo upang maproseso ang pinakamaliit na mga detalye, maglapat ng iba't ibang mga pattern at inskripsiyon sa ibabaw ng mga produkto. Ang ibabaw na naproseso na may isang pamutol ng brilyante ay nailalarawan sa pamamagitan ng isang minimum na antas ng pagkamagaspang.










Masasamang pamutol
Mula sa pananaw ng aplikasyon, ang isang nakasasakit na pamutol na ginawa ng pag-spray ay hindi gaanong naiiba mula sa isang tool na uri ng brilyante. Dahil sa mataas na tigas ng bahagi ng pagtatrabaho nito, ang isang nakasasakit na pamutol ay maaaring matagumpay na magamit para sa pagproseso ng mga materyales tulad ng metal, plastik, keramika at baso, kongkreto, artipisyal at natural na bato, ladrilyo, atbp. Tulad ng mga tool ng dalawang nakaraang kategorya, ang isang nakasasakit na pamutol ay maaaring isagawa sa anumang mga hugis at sukat, at maaari ding gamitin sa isang drill at distornilyador.
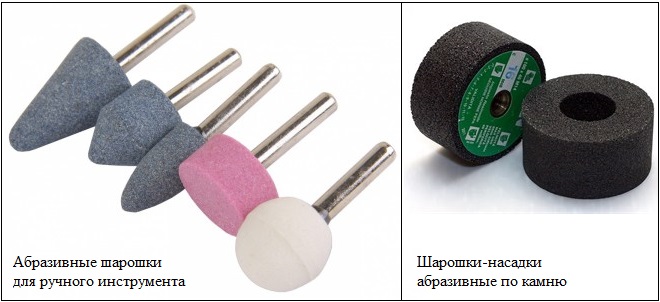
Mga pamutol ng Corundum
Ang nagtatrabaho na bahagi, kung saan nilagyan ang nakasasakit na pamutol, ay ginawa ng pag-spray o ganap na gawa sa nakasasakit na materyal, na kadalasang ginagamit bilang electrocorundum.Ang isang roller cone na bit na gawa sa nakasasakit ay may mababang gastos, ngunit naghahatid din ito ng mas mababa kaysa sa kahit isang tool na metal.
Mga pamutol ng Carbide
Ang mga cutter, ang nagtatrabaho na bahagi na kung saan ay gawa sa matapang na haluang metal, ay pangunahing ginagamit sa mga kondisyon ng produksyon. Ang mga Carbide cutter, na nilagyan ng malakas at mataas na bilis ng mga tool sa kuryente, ay ginagamit para sa pagproseso ng mga materyales na may mataas na tigas - cast iron, heat-resistant at stainless steel, titanium alloys, atbp.

Mga pamutol para sa metal na may ulo ng karbid
Ang mga cutter ng partikular na uri na ito ay ang pinakamahusay na pagpipilian sa mga kaso kung saan kinakailangan upang iproseso ang mga welded seam na may mataas na kalidad. Ang mga tool sa Carbide, ang nagtatrabaho na bahagi na maaari ding maging iba't ibang mga pagsasaayos, ay nakikilala sa pamamagitan ng isang napakahabang buhay ng serbisyo.
Pagpili ng tool
Ang mataas na kahusayan ng ganitong uri ng mga tool ay natutukoy ng isang bilang ng mga tukoy na parameter. Kabilang sa mga tagapagpahiwatig ng pagganap, ang pinakamahalaga ay:
- ang likas na katangian ng pagpapatakbo na isinagawa;
- mga katangian ng naprosesong materyal;
- mga sukatang geometriko ng bahagi;
- hugis ng ulo;
- uri ng pagputol ng mga notch;
- mga katangian ng tool ng kuryente.
Kapag pumipili ng isang aparato, inirerekumenda din na isaalang-alang ang lakas at bilang ng mga rebolusyon ng kagamitan na nilagyan. Ang mga teknikal na katangian ng produkto ay dapat na tumutugma sa mga sukatang tagapagpahiwatig ng tool.
Ang metal emery na may isang multa, unibersal, ultra-pinong hiwa at para sa pagtatrabaho sa mga malambot na riles ay maaaring magkaroon ng isang tukoy na hugis ng ulo. Ang pagiging epektibo ng aparato ay nakasalalay sa hugis at lokasyon ng pagputol na bahagi; ang tool ay maaaring magkaroon ng:
- bihirang mga ngipin para sa pagproseso ng haluang metal ng aluminyo at tanso;
- karaniwang mga ngipin para sa talim at pag-deburring;
- multidirectional na ngipin para sa pagtatrabaho sa matitigas na metal.
Para sa pagproseso ng mga produktong hindi ferrous metal, inirerekumenda ng mga eksperto ang paggamit ng corundum emery na may pinalakas na hasa. Ang isang brilyante o nakasasakit na pamutol, pati na rin ang isang tool na may pangunahing bahagi ng doble na hasa, ay makakatulong upang alisin ang mga burr. Kapag paggiling ng mga ibabaw ng mga produkto, ang isang korteng kono na may isang ultra-manipis na hiwa ay ginagamit.










Mga tampok kapag nagtatrabaho sa isang drill
Kapag nagtatrabaho sa kagamitan para sa paggiling ng mga ibabaw ng metal, maaaring mayroong dalawang mga pagpipilian para sa lokasyon ng tool na may kaugnayan sa workpiece na pinoproseso:
- Hawak ang drill sa iyong mga kamay. Ang pinakatanyag at maginhawang pamamaraan ng pagproseso. Gumagana lamang ang master sa isang tool, at ang workpiece ay mananatiling hindi gumagalaw. Gayunpaman, kapag manu-manong kinokontrol ang drill, dapat mong isaalang-alang ang anggulo ng tooling na kaugnay sa bahagi. Kung napili ito nang hindi tama, mananatili sa ibabaw ang mga uka, iregularidad, at paga.
- Naayos na tool. Ang ganitong uri ng pagproseso ay katulad ng pagtatrabaho sa isang tool sa makina. Ang kalidad at kawastuhan ng paggiling ay tataas. Gayunpaman, hindi maginhawa upang ilipat ang workpiece, mahirap makarating sa mga lugar na mahirap maabot.
Bago simulan ang trabaho sa kagamitan, kailangan mong suriin ang integridad ng nakasasakit na patong, kung gaano kahusay ang clamp sa chuck. Hindi namin dapat kalimutan ang tungkol sa tagal ng proseso ng paggiling. Ang ilang mga ibabaw ay maaaring gamutin sa loob ng sampu-sampung oras
Mahalagang hayaan ang tool na magpahinga pagkatapos ng bawat 10 minuto ng masiglang paggamit. Binabawasan nito ang panganib ng pag-aasawa, pagkabigo ng mga gumagalaw na elemento ng drill.
Upang lumikha ng isang texture sa ibabaw ng workpiece, kinakailangang iproseso ito ng isang nozel na may mga metal fibre, takpan ito ng barnisan sa itaas.
Ang paggiling ng mga kalakip para sa mga ibabaw ng metal ay ginagamit kapag nagtatrabaho sa iba't ibang mga materyales. Ang uri ng kagamitan ay napili depende sa uri ng ibabaw na maaaring makina, ang hugis ng workpiece, ang kinakailangang antas ng paggiling. Isinasaalang-alang ang lakas ng drill, ang bilis ng pag-ikot, posible na maiwasan ang pagkasira ng kagamitan at pinsala sa materyal.
Mga tampok sa materyal
Ang mga tile ng metal ay naka-profiled sheet ng galvanized steel, kung saan inilapat ang isang patong na polimer, na pinoprotektahan ang materyal mula sa kalawang at pinsala sa mekanikal. Ang mga polimer na ginamit para sa paggawa ng bubong (pural, plastisol, polyester) ay may sapat na mababang lebel ng pagkatunaw, kaya hindi inirerekumenda na gumamit ng isang nakasasakit na tool para sa pagputol ng mga tile ng metal. Ang paggamit ng mga nasabing aparato ay may mga sumusunod na kahihinatnan:
- Kapag ang grinding disc ay tumatakbo sa mataas na bilis, ang patong ng polimer ay natutunaw kasama ang mga gilid ng hiwa, bilang isang resulta kung saan ang "mga kalbo na spot" ng hindi protektadong metal ay nabuo sa ibabaw ng metal tile.
- Kapag ang pagputol ng mga tile ng metal na may isang nakasasakit na tool sa mataas na bilis, ang mga gilid ng hiwa ay pinainit sa isang makabuluhang temperatura, dahil kung saan ang mga katangian ng bakal na nagbago para sa mas masahol, natutunaw ang layer ng sink.
- Matapos ang 1-2 taon ng pagpapatakbo, ang mga lugar kung saan ang polimer at mga layer ng sink ay nasira dahil sa paggamit ng isang nakasasakit na tool sa paggupit na naging sentro ng kaagnasan, hindi maibalik na sinira ang istraktura ng materyal.
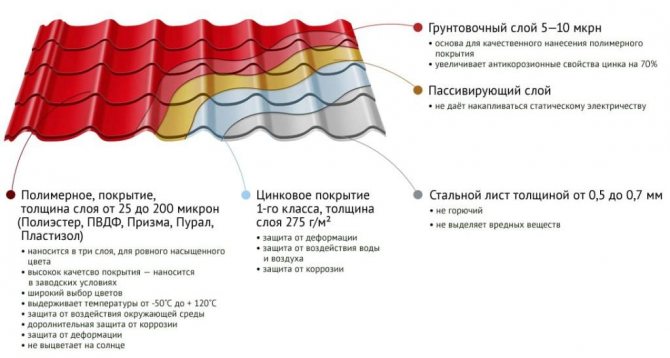
Ang istraktura ng sheet ng metal
Para sa gawaing kahoy
Ang pagproseso ng mga blangko na gawa sa kahoy ay hindi sanhi ng mga paghihirap tulad ng pagtatrabaho sa metal. Sa tulong ng mga cutter ng drill ng kahoy, maaari mong isagawa ang parehong magaspang at pagtatapos ng mga workpiece. Para sa mga tool sa kamay, ginagamit ang mga cutter, kung saan ang shank ay may diameter na 8 o 12 mm. Ang iba't ibang mga uri ng pamutol ay ginagamit kapag pinoproseso ang iba't ibang mga materyales sa kahoy. Mga uri ng pamutol para sa kahoy:
- Kalevochnye. Ginamit para sa mga bilugan na sulok.
- Disk. Paglilingkod para sa pagputol ng iba't ibang mga uka at uka.
- Fillet - para sa paglikha ng mga kalahating bilog na uka.
- Hugis V Ginamit upang i-cut ang mga groove sa patag na ibabaw.
- Mga tinik - para sa paggawa ng mga dovetail groove.
- Pag-edit - para sa pagproseso ng mga gilid ng mga produkto.
- Cylindrical - para sa mga patag na ibabaw.
- Wakas - para sa paggawa ng mga recesses at groove.
- Tapered - mga gilid ng chamfers.
- Dinisenyo para sa paggawa ng mga butas sa kahoy.

Upang maisagawa ang iba't ibang mga pagpapatakbo sa teknolohikal, ang kinakailangang uri ng tool ay napili. Kapag nagtatrabaho sa isang tool sa paggupit, dapat mong sundin ang mga regulasyon sa kaligtasan. Sa proseso ng pagproseso, ang mga piraso ng naprosesong materyal ay lilipad, at ang mga pagkasira ng tool sa paggupit ay posible. Para sa mga kadahilanang pangkaligtasan, dapat isusuot ang mga salaming de kolor at guwantes.
Mga pagkakaiba-iba ng mga aparatong paggiling
Mga nozel sa isang drill para sa ang resurfacing ay maaaring nahahati sa 6 pangunahing mga grupo. Ang anumang kalesa ay isang item na binubuo ng dalawang bahagi:
- Ang shank ay ang cylindrical na bahagi ng nguso ng gripo na walang pagkamagaspang o nakasasakit na materyal. Dinisenyo upang ma-secure sa isang power tool chuck.
- Nagtatrabaho ulo. Ito ay isang bahagi ng isang tooling kung saan inilapat ang isang layer ng nakasasakit na materyal. Salamat sa kanya, nagaganap ang paggamot sa ibabaw.
Nakasalalay sa iba't ibang uri ng mga nozzles, ang hugis ng gumaganang bahagi, ang uri ng nakasasakit na materyal, at ang laki ng pagbabago.

Mga pagkakaiba-iba ng mga nakakabit na nakakabit
Plato nguso ng gripo
Kumakatawan sa isang crash flat na bilog na plato na binubuo ng isang base at isang nakasasakit na pad. Maaari itong maging ng dalawang uri:
- plastik;
- goma.
Ang papel de liha ng iba't ibang laki ng butil ay naayos sa base. Malaking mga maliit na butil ang kinakailangan para sa magaspang na pagproseso. Isinasagawa ang gawaing pagtatapos gamit ang papel de liha na may isang mahusay na nakasasakit na materyal.









Espesyal na bowls
Ang paggiling ng mga kalakip na mukhang baligtad na mangkok. Ang base ay gawa sa metal o plastik. Ang metal villi ay naayos dito, sa tulong ng kung saan ay naproseso ang ibabaw. Sa tulong ng rig na ito, ginawa ang isang pagkakayari na para bang isang puno. Mula sa itaas, nalinis ito ng isang gulong sa buli, tinatakpan ng isang proteksiyon layer (mantsa, barnis).
Mga nozzles ng disc
Ang ganitong uri ng kalesa ay maaaring ihambing sa mga espesyal na mangkok.Ang mga disc ay mga produktong binubuo ng isang plastic base kung saan naayos ang metal pile. Gayunpaman, hindi katulad ng mga mangkok, ang direksyon ng villi ay pupunta mula sa gitna hanggang sa mga gilid ng disc. Ginagamit ang mga metal pile disc para sa paglilinis ng mga lugar na mahirap maabot. Upang magawa ito, kailangan mong magkaroon ng mga praktikal na kasanayan upang mabisang magamit ang isang disc na may metal na tumpok.
Mga silindro na nozel
Ang pangalawang pangalan para sa rig na ito ay drums. Kinakatawan nila ang isang silindro na base, sa dulo ng kung saan ang isang tape na may nakasasakit na materyal ay naayos. Ang batayan ay gawa sa matibay na goma. Ang isang bolt ay na-screwed sa gitnang bahagi nito mula sa gilid sa tapat ng shank. Kailangan ito upang mapalitan ang nakasasakit. Pagbabago ng nakasasakit:
- Alisin ang bolt.
- Alisin ang lumang nakasasakit na tape.
- Maglagay ng isang bagong bagong strip ng papel de liha na nakadikit sa isang silindro.
- Higpitan ang pag-aayos ng bolt.
Sa tulong ng mga kagamitang pang-silindro, ang mga butas ng iba't ibang mga diametro ay naproseso, ang mga ibabaw ng metal ay pinadanan.
Malambot na tip
Kung kinakailangan upang tapusin ang proteksiyon na patong, ginagamit ang malambot na tooling. May kasama itong malambot na katad, nadama, foam goma. Ang malambot na materyal ay naayos na may isang washer. Hindi nila ginagalawan ang ginagamot na ibabaw, inalis ang isang layer ng mga iregularidad, mga labi, alikabok.
Tapusin ang bilog
Ang mga ito ay nakasasakit na mga bato ng iba't ibang mga hugis. Ginagamit ang mga ito sa pagproseso ng iba't ibang mga materyales. Mas angkop para sa pagtatapos ng paghuhubad. Ginagamit ang magaspang na mga abrasive upang maproseso ang mga dulo at gilid ng mga workpiece. Isinasagawa ng maliliit ang pagproseso ng mga lugar na mahirap maabot, alahas. Ang isang gulong na buli na gawa sa pinong nakasasakit na materyal ay nagbibigay-daan para sa malambot na pagproseso ng metal, kahoy, bato, plastik.
Mga kinakailangan sa drill
Ang paggiling ay tumutukoy sa pagproseso ng isang bagay na may isang milling cutter, matatagpuan ito sa pabahay ng motor. Kinokontrol ng master ang mga proseso ng trabaho, kinokontrol niya ang bilis ng mga rebolusyon at ang lalim ng pagtagos sa workpiece. Kapag nagtatrabaho sa isang milling machine, gumagalaw ang makina na bahagi.

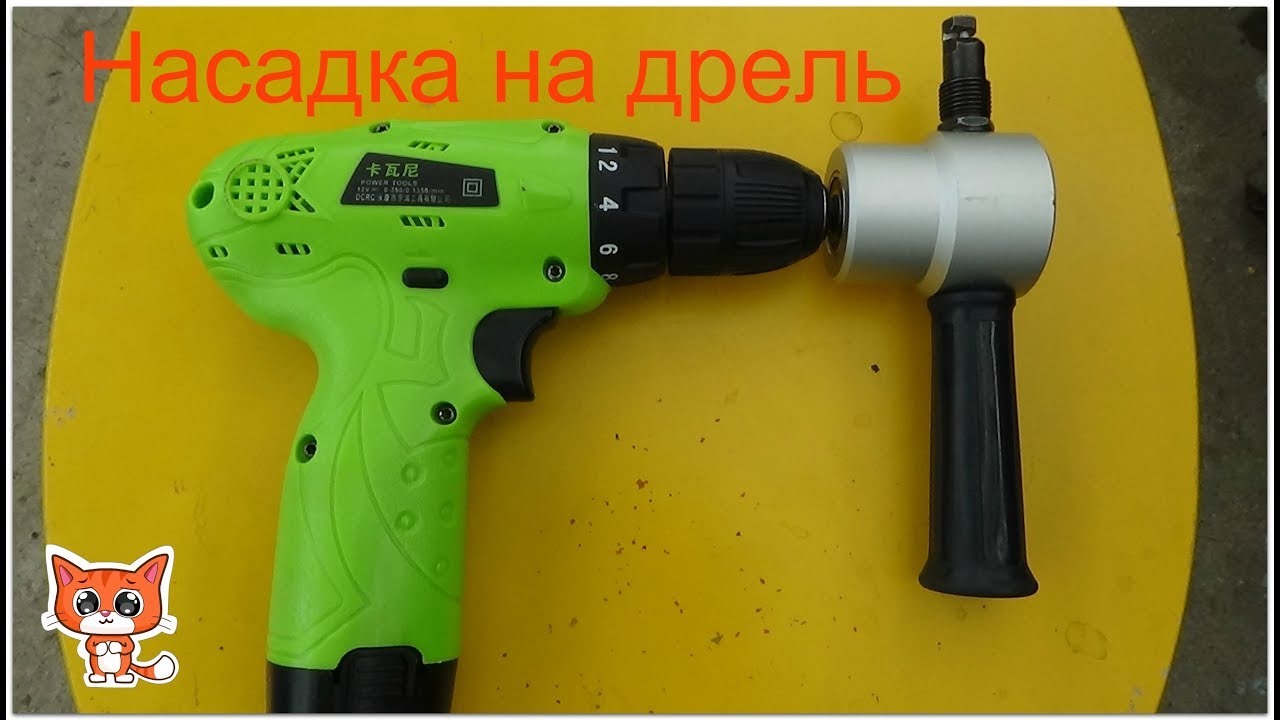
Electric drill na may mga kalakip
Kapag ginamit ang isang drill, ang aparato mismo ay inilipat, na dapat na angkop para sa paggiling. Kinakailangan ang mas malaking katumpakan mula sa mga operasyon na ito, kung saan ang pangunahing puwersa ay nasa drive.
Kung balak mong magsagawa ng maliit na gawaing paggiling sa pagawaan na hindi nangangako ng mga seryosong karga, isang regular na kagamitan sa kuryente ang magagawa.
Ang prinsipyo ng pagpapatakbo ng naturang tool ay batay sa bilis ng baras, at ito ay ibinigay ng engine. Mula sa pagganap na bahagi, ang load ay inililipat sa naka-install na actuator - drill o milling cutter.

Mga elemento ng kagamitan
Ito ang mga elemento ng kagamitan, kailangan nilang magsagawa ng mga tiyak na aksyon sa materyal:
- malalim na sampling;
- bingaw ng contour;
- pagputol ng mga uka o gilid.
Ang elemento ng paggupit ay itinakda na isinasaalang-alang:
- kapasidad ng yunit ng kuryente;
- pamamaraan ng pamamahala;
- mga tatak ng drill;
- sentro ng grabidad.
Sa mataas na bilis lamang maaaring malinis na maproseso ang bagay. Sa isang espesyal na makina, naabot ang isang average ng 25,000 rpm. Para sa pinakamataas na drill na nagbabago, ang figure na ito ay 4500 na mga yunit. Walang modelo ang makakamit ang parehong kalidad bilang isang router ng produksyon, ngunit hindi ito palaging kinakailangan sa isang workshop sa bahay o kahit na sa isang lugar ng konstruksyon. Mula sa isang hand-electric tool na nagpapadala ng mga paggalaw ng pag-ikot sa kalesa, kinakailangan ang mga sumusunod na kundisyon:









- pag-ikot ng baras na may isang minimum na bilis ng 1500 rpm, kanais-nais na ang mga revolusyon ay maaaring makontrol;
- kapangyarihan ng mekanika na may isang margin ng kaligtasan, dahil ang paggiling ay nangyayari na may malaking mga pag-load sa pag-ilid;
- pag-install ng isang chuck na magbibigay ng isang ligtas na mahigpit na pagkakahawak sa shank.
Kung nagpapaikut ka gamit ang isang drill sa maling posisyon, mali na idirekta ang mga pwersa ng paglaban:
- ang pag-load ng vector ay magbabago, na kukuha ng gearbox sa labas ng kundisyon ng pagtatrabaho na may karagdagang presyon sa materyal;
- kakailanganin ng makina ang madalas na pag-shutdown upang maiwasan ang sobrang pag-init;
- ang anchor ay deformed;
- ang kartutso ay hindi makatiis ng impluwensya ng labis na puwersa.
Upang i-cut ang mga recess ng profile sa mga blangko na may iba't ibang mga recesses, recesses o groove, kailangan mong pumili hindi lamang isang drill, kundi pati na rin ng isang pagputol na bahagi alinsunod sa pagsasaayos at lapad.
Mga tampok sa disenyo
Tulad ng nabanggit sa itaas, halos lahat ng uri ng aparato ng paggiling ay may natatanging mga tampok sa disenyo. Totoo ito lalo na para sa mga pagkakaiba-iba ng terminal. Ngunit sa parehong oras, may mga produkto na may iba't ibang mga anyo ng ngipin.
Ang isang mahalagang elemento ay ang ngipin

ang mga spiky ngipin ng pamutol ay may isang seryosong kawalan
Ang mga ngipin ng kukote ay ibang nag-uugali. Hindi sila natatakot sa madalas na hasa o mabibigat na trabaho sa metal. Samakatuwid, ang mga ito ay mas maaasahan at matibay. Para sa mga drill, at sa katunayan para sa mga tool sa makina, ito ay isang mainam na pagpipilian.
Ang nagpapaikut-ikot ba ay isang buo?
Bilang karagdagan sa mga pagkakaiba sa hugis, ang mga cutter ay nahahati din sa solid at prefabricated na mga modelo. Ang unang pagpipilian ay ginawa mula sa isang blangko. Upang maiwasan ang hindi kinakailangang pag-aaksaya ng mamahaling materyal, maraming maliliit na pamutol ang ginawa mula sa isang bar. Samakatuwid, ang pamamaraang ito ay makabuluhang binabawasan ang gastos ng produkto.
Mayroon ding mga prefabricated na modelo. Tulad ng ipinahihiwatig ng pangalan, ang pamutol ay gawa nang isa-isa at pagkatapos ang lahat ng mga bahagi ay konektado sa bawat isa. Kadalasan, ang katawan ay gawa sa murang mga uri ng bakal, habang ang mga ngipin ay gawa sa matitigas na materyales (kadalasan ang mga ito ay haluang metal). Siyempre, tumataas ang halaga ng istraktura, ngunit salamat sa tulad ng isang aparato, madaling mapapalitan ng isa ang isang bahagi ng isa pa.
Mga tampok ng pagtatrabaho sa isang drill
Kapag gumagamit ng isang drill sa halip na isang router, kinakailangang isaalang-alang ang mga kakaibang katangian ng pagtatrabaho sa tool na ito.
Mahalagang tandaan:
- Ang bilis ng pag-ikot ng drill ay mas mababa kaysa sa router, kaya't ang pagbawas ay magiging mas mabagal.
- Ang motor ng de-kuryenteng drill ay nag-overheat habang matagal ang paggamit. Kinakailangan na magpahinga upang palamig ang instrumento.
- Ang mga bearings ng gearbox shaft ay idinisenyo para sa mga paayon na pag-load at maaaring mapinsala sa panahon ng cross-cutting. Huwag gumamit ng malalaking pwersa sa nakahalang direksyon. Dagdagan nito ang oras ng pagproseso.
- Ang chuck ng isang electric drill ay maaaring hindi makatiis sa mga pag-load sa pag-ilid, na hahantong sa pinsala sa bahagi.