Pangangalaga at pag-iimbak
- regular na i-disassemble at linisin ang panloob na mga elemento ng distornilyador mula sa mga deposito ng carbon, alikabok at dumi;
- kung nangyayari ang hindi matatag na operasyon, magsagawa ng mga diagnostic. Suriin ang pagsusuot ng mga brush upang hindi mo kailangang baguhin ang armature ng makina;
- huwag iwanan ang instrumento sa mataas na mga silid ng kahalumigmigan o sa ilalim ng araw. Ang parehong napupunta para sa baterya;
- itago ang baterya mula sa mga susi, barya, o iba pang mga maikling metal na bagay. Ang hindi sinasadyang pakikipag-ugnay sa mga poste ay maikling circuit ng baterya. Maaari itong magresulta sa sunog;
- sa pagtatapos ng araw, kumuha ng isang malinis na basahan at punasan ang tool. Ang tela ay maaaring bahagyang mabasa ng tubig nang hindi gumagamit ng detergents;
- kailangan mong itago ang distornilyador sa isang tuyong kapaligiran na may positibong temperatura. Gumamit ng isang case o iba pang packaging upang mapanatili ang instrumento na walang dust.
Makipagtulungan sa isang distornilyador, pagmamasid sa mga pag-iingat sa kaligtasan at mga panuntunang inilarawan sa mga tagubilin. Piliin ang tamang kalesa. At pagkatapos ang tool ay maglilingkod sa iyo ng mahabang panahon.
Pag-uuri ng mga cone ayon sa materyal
- matapang na haluang metal;
- steels ng tool ng carbon;
- mataas na bilis na bakal;
- matapang na nakasasakit;
- bakal na pinahiran ng brilyante.
Bilang karagdagan, ang mga cutter ng karbid ay pinahiran ng mga espesyal na materyales batay sa nitrides at carbon upang madagdagan ang paglaban ng pagsusuot.
Carbide
Upang mapabuti ang mga pisikal na katangian ng mga gilid ng paggupit ng mga cones, ang mga espesyal na patong ay inilalapat sa kanilang ibabaw, na binabawasan ang puwersa sa paggupit at nadagdagan ang paglaban ng pagkasira ng tool. Sa kasalukuyan, ang mga patong na nakabatay sa titanium nitride ay pangunahing ginagamit, bawat isa, bukod sa iba pang mga bagay, ay pininturahan ang ibabaw ng pamutol sa isang tiyak na kulay. Ang pinakakaraniwang mga materyales para sa mga naturang patong ay:
- titanium nitride (dilaw);
- titanium aluminyo nitride (asul);
- titanium carbonitride (grey).
Upang mapabuti ang pag-aalis ng chip kapag nagpoproseso ng mga ductile metal (aluminyo na mga haluang metal, tanso, atbp.), Ang mga cutter na may matigas na patong sa isang carbon base (LTE), na may isang kulay-abo na kulay-abo na kulay, ay ginagamit.
Mula sa carbon at high-speed steels
Dapat ding tandaan na ang mataas na bilis na bakal ay may mataas na tigas, samakatuwid, ito ay mas lumalaban sa panginginig ng boses at mga pagbabago sa tigas ng naprosesong ibabaw habang pinoproseso. Hindi tulad ng mga metal, ang paggiling ng malambot na materyales ay ginagawa sa mababang bilis ng paggupit. Sa kasong ito, mas gusto ang paggamit ng mga burr na gawa sa tool at mga high-speed steel, kasama na ang mga kadahilanang pang-ekonomiya.
Nakasasakit
Ang nakasasakit na mga nozzles ng paggiling sa kanilang hugis ay karaniwang inuulit ang mga burr, samakatuwid sa pang-araw-araw na buhay ang gayong tool ay tinatawag na isang nakasasakit na pamutol. Gumagamit sila ng mga nagbubuklod ng ceramic, nababanat at bakelite bilang isang batayan, at, bilang isang panuntunan, ang aluminyo oksido at silikon karbid ay nagsisilbing mga nakasasakit na tagapuno. Ginagamit ang mga solidong nozel para sa paglilinis ng mga casting at welding, pag-aalis ng mga lumang patong, oxide at scale, pati na rin ang tuwid at profile na sample ng metal. Ang mga bakelite at nababanat na mga kalakip ay ginagamit para sa paglilinis, magaspang na paggiling at tumpak na pagtanggal ng mga allowance sa metal at iba pang mga materyales. Sa istruktura, ang naturang tool ay binubuo ng isang ulo sa anyo ng isang silindro, globo, kono, patak, atbp., Na pinindot sa isang cylindrical metal shank.
Bracket para sa pagtanggap ng isang drilling machine
Tinutulungan ka ng multifunctional bracket na i-convert ang isang karaniwang drill ng kamay (naka-cord, pinapatakbo ng baterya) sa isang hindi gumagalaw na drill press. Ang katawan ay gawa sa mabibigat na tungkulin na haluang metal na aluminyo.Napakalaking, pinapayagan kang ligtas na mai-install ang drill para sa kasunod na pagbabarena. Ang mga fastener ay dinisenyo upang magkasya sa lahat ng mga modernong tool sa kuryente.
Ang nag-iisang ay nilagyan ng isang bisyo, na nagbibigay-daan sa iyo upang ayusin ang mga workpiece sa nais na posisyon, upang maiwasan ang kanilang pag-aalis habang nag-drill ng mga butas. Pinapayagan ka ng naaayos na bracket na itakda ang nais na taas, isinasaalang-alang ang mga sukat ng tool mismo. Para sa komportableng trabaho, isang grip na goma ang ibinibigay na maayos na nagpapababa ng drill.
Multifunctional bracket para sa drill at distornilyador
| Presyo | RUB 2,077.21 - 2,345.32 |
|---|---|
| Marka | 4,6 |
| Mga pagsusuri | 115 |
| Mga order | 188 |
| Paghahatid sa RF | Libre |
Paano mag-drill?
Nagtatrabaho ka tulad ng sumusunod.
- Una, ilapat ang suntok sa nais na lugar at kumatok dito gamit ang martilyo hanggang sa lumitaw ang ilang pagkalumbay.
- Pagkatapos kumuha ng isang distornilyador at mag-drill gamit ang isang drill. Aalisin nito kung ano ang gumuho ng puncher, at maaari mo ring ilipat ang kaunti pa, dahil ang drill ay nakapag-drill ng mortar. Ngunit hindi nito makayanan ang malaking tagapuno tulad ng bato o rubble, kaya maaari lamang itong mag-drill bago ito maabot ng mga ito.
- Kapag ang drill ay nakasalalay laban sa isang bato o durog na bato, muli kaming kumukuha ng isang suntok at binubuhos ito ng martilyo.
- Inuulit namin ang mga hakbang hanggang sa makuha ang nais na resulta.
Ang trabaho ay hindi madali at nangangailangan ng maraming pagsisikap. Ngunit sa gayon ay humantong ito sa nais na resulta. Iyon ay, ang gawaing ginagawa ng suntok habang naglalakbay, sa kasong ito kakailanganin mong gawin ito nang manu-mano sa isang suntok.
Kung sa panahon ng trabaho natakbo mo ang pampalakas, pagkatapos ay baguhin ang lugar ng pagbabarena. Maaari mong, siyempre, subukang i-drill ang pampalakas gamit ang isang metal drill, ngunit ito ay magiging isang mas matrabahong proseso, kaya mas madaling baguhin ang lugar ng pagbabarena.
Drill Bit para sa Cutting Sheet Metal: Mga Aplikasyon
Ang pangunahing layunin ng naturang isang accessory ay ang pagproseso ng mga metal blangko, higit sa lahat sheet iron. Ang iba't ibang mga pagpipilian at uri na magagamit sa merkado ay ginagawang posible, na may wastong kasanayan, upang makagawa hindi lamang tuwid na pagbawas, kundi pati na rin ng mga hubog na pagbawas, na kinakailangan kung:
- pag-install ng bubong;
- pag-install ng mga duct ng hangin;
- ang paggawa ng isang sistema ng paagusan.

Kapag pumipili ng isang tukoy na uri, kinakailangan upang magpasya sa harap ng trabaho sa hinaharap. Ang mga tool ay magagamit para sa komersyo pagputol ng mga butasna kahawig ng isang milling machine sa prinsipyo ng pagpapatakbo
Gayundin, gamit ang isang nguso ng gripo, maaari kang makakuha ng mga aparato para sa paggiling metal, na mahalaga kung kailangan mong iproseso ang mga gilid o gilid, lalo na pagkatapos ng hinang o paggupit.

Ang lahat ng mga modelo ng mga aparato sa merkado ay nahahati sa mga tukoy na uri ayon sa kanilang lugar ng aplikasyon. Sila ay:
- para sa pagbabarena ng sulok;
- pagsasagawa ng paggiling na gawain;
- para sa pagbabarena;
- nagpapahintulot sa ibabaw ng buli;
- ginamit para sa hasa;
- direktang ginamit para sa paggupit.
Ang pagkakaiba sa pagitan ng mga aksesorya para sa isang tool ng kuryente para sa pagputol ng metal ay hindi gaanong sa mga tampok ng pag-andar, ngunit sa pinapayagan na kapal ng naprosesong sheet, na dapat ding isaalang-alang kapag pinili ang pinakamainam na pagpipilian.

Paano gumamit ng isang distornilyador: kapaki-pakinabang na mga tip para magamit
Pagkatapos bumili ng isang distornilyador, sundin ang mga simpleng alituntunin para magamit. At pagkatapos ay gagana ang tool sa mahabang panahon at mahusay:
- patayin ang distornilyador bago kumonekta at alisin ang baterya;
- huwag dalhin ang tool sa sobrang pag-init, magpahinga;
- ayusin nang tama ang pagsasaayos ng metalikang kuwintas;
- pagkatapos mag-apply ng matataas na bilis, itakda ang minimum at i-on ang engine ng ilang minuto upang palamig ito;
- suriin ang cable ng mains screwdriver, at para sa baterya - ang pangunahing lead ng charger. Kung pana-panahong nawawala ang network ng tool o charger, pagkatapos ay dapat mapalitan ang kawad;
- huwag gamitin ang distornilyador sa ulan o niyebe. Sa isang mahalumigmig na kapaligiran, maaari ka lamang magtrabaho sa ilalim ng isang canopy.
Pagputol ng metal gamit ang isang distornilyador o drill: mga pakinabang at kawalan
Kung ihahambing sa iba pang kagamitan, ang mga HPM ay may bilang ng mga kalamangan:
- mataas na kalidad na paggupit na may kakayahang i-cut ang anumang hugis;
- mataas na kahusayan. Ipinaliwanag ng katotohanan na walang kinakailangang mga kinakain;
- mataas na pagganap;
- ang kakayahang maproseso ang maraming mga marka ng metal;
- komportableng mga kondisyon sa pagpapatakbo;
- ang kakayahang gumana kumpleto sa isang electric o pneumatic drill (pinapayagan ang isang distornilyador);
- ay hindi nangangailangan ng mamahaling pagpapanatili.
Gayunpaman, sa kabila ng lahat ng mga kalamangan ng HPM, mayroon itong mga kawalan. Upang matiyak ang isang mataas na kalidad na hiwa, ang ilang mga kasanayan at kagalingan ng kamay ay kinakailangan. Bilang karagdagan, pinipinsala nito ang mga katabing bahagi ng workpiece at madalas na nagiging sanhi ng kaagnasan.










Ano ang hindi aasahan
Sa pangkalahatan, huwag isipin na ang HPM ay palaging magiging kapalit ng maraming mga instrumento. Sa kasamaang palad, ang lakas nito ay walang kapantay na mababa. kumpara sa gunting elektrisidad antas ng propesyonal. Ang pagkakabit na ito ay hindi idinisenyo para sa mahusay na pagproseso ng makapal na mga sheet ng metal. Dapat tandaan na ang maximum na kaya nitong putulin ay isang bakal na sheet na 2.5 mm ang kapal. Sa mga kundisyon ng propesyonal at, kahit na higit pa, ang pagpoproseso ng metal na pang-industriya, isang mas malakas na dalubhasang tool ay dapat gamitin, bukod sa kung saan ang grinder ay nakatayo. Ang tool na ito ay may kakayahang mahusay na pagputol ng mga workpiece ng metal na halos anumang kapal.
Para sa paggiling at buli
Ang ilan sa mga pinakatanyag na attachment ay mga tool para sa paggiling at buli ng mga ibabaw ng mga produktong metal at kahoy. Magkakaiba ang pagkakaiba nila sa kanilang sarili sa pagpapatupad at layunin.
Plato
Ang mga ito ay halos isang kumpletong analogue ng mga sanding pad na ginagamit sa mga electric sander. Ang kaibahan lamang ay sa halip na isang pagkonekta na thread, mayroon silang isang pin na naka-clamp sa chuck. Sa totoo lang, kung kinakailangan, para sa isang drill, maaari mong gamitin ang gumaganang bahagi ng gilingan, na dati ay na-tornilyo ang isang regular na bolt dito.
Ang materyal na kung saan ginawa ang nozel na ito ay maaaring maging alinman. Mayroong mga modelo ng metal, plastik, at goma ay madalas na matatagpuan. Ang huli ay tiyak na sundin ang mga contour ng workpiece, na lumilikha ng isang perpektong patag na ibabaw. Ang hiwa ng bahagi ng nozel na ito ay papel de liha. Ibinebenta ito bilang natapos na mga disc na may isang espesyal na patong na anti-slip.
Tasa
Ginagamit ang mga nozong uri ng tasa para sa pagaspang sa workpiece. Sa kanilang tulong, ang matandang gawa sa pintura ay tinanggal mula sa kahoy, ang sukat ay tinanggal mula sa metal, at ang kalawang ay tinanggal. Sa istruktura, ito ay isang hugis-hugis na mangkok na katawan, sa loob nito ay mayroong isang matibay na bristle na gawa sa springy wire. Sa ilalim ng tasa ay mayroong isang pin para sa pag-aayos nito sa drill chuck.
Disc at fan
Ang mga disc nozzles ay may isang katulad na pag-aayos. Ang pagkakaiba lamang ay ang brush ay hindi limitado sa laki ng katawan, ngunit, sa kabaligtaran, lumabas dito, na bumubuo ng isang uri ng bungang "sun"
Maginhawa ang nguso ng gripo para sa pagproseso ng malalaking mga ibabaw, ngunit nangangailangan ng pag-iingat sa panahon ng trabaho - isang sapat na hindi kilalang kilusan ay sapat na upang masira ang produkto, at posibleng mapinsala
Ang mga fan nozzles ay may katulad na disenyo. Ang kanilang gumaganang bahagi ay gawa sa materyal na emerye sa isang batayan ng tela. Ang pagkakabit na ito ay maginhawa upang gumana sa mga bahagi ng aluminyo, upang linisin ang mga billet ng cast mula sa slag.
Dram o silindro
Ang mga nozzles, sa anyo ng isang silindro, sa labas ng kung saan ang isang nakasasakit na materyal (papel de liha) ay naayos, ay inilaan para sa pagproseso ng panloob na mga ibabaw ng mga butas ng silindro. Kadalasan ang mga ito ay gawa sa metal o goma.Sa pamamagitan ng pagpili ng laki ng butil ng balat gamit ang aparatong ito, maaari mong maproseso ang iba't ibang mga materyales, mula sa kahoy hanggang sa metal at baso.
Ang mga kalakip na buli
Ang huling yugto ng pagproseso ng produkto ay ang buli nito. Ang mga pinakintab na bahagi ng milled at varnished. Ginagawa ang pamamaraang ito gamit ang mga espesyal na pasta na inilalapat sa isang malambot na ibabaw na gumagalaw. Tulad ng naturang, nadama, maaaring magamit ang katad, foam goma o tela. Sa istraktura, ang nguso ng gripo na ito ay isang disc na gawa sa malambot na materyal, sa gitna kung saan mayroong isang pin para sa pangkabit sa kartutso.










"Cricket"
Isang mahusay, maaasahan at tanyag na nguso ng gripo. Ito ay kahawig ng gunting sa hugis. Ang mekanismo ng pagsuntok na ito ay tinitiyak ang isang makinis na hiwa. Pinuputol nito ang pantay o na-profiled na bakal, aluminyo, pinaghalo, tanso, sink na pantay na epektibo. Bilang karagdagan sa pagputol ng bakal, maaari mo itong magamit para sa pagputol ng manipis na mga materyales ng polimer.
Ang "Cricket" nang walang mga pagkukulang at depekto ay nagbabawas ng bakal hanggang sa 1.5 mm, hindi kinakalawang na asero hanggang sa 1.2 mm, tanso at aluminyo na mga sheet hanggang sa 2 mm.
Ang disenyo nito ay ginagawang posible na i-cut sa lahat ng mga eroplano. Gumawa ng panloob na pagbawas nang hindi pinuputol ang workpiece. Ang komportableng hawakan ay nagbibigay ng isang ligtas at ligtas na mahigpit na pagkakahawak.
Ang "Sverchok" ay mainam para sa pagproseso ng mga tile ng metal at naka-profile na sheet. Ang nagtatrabaho na bahagi ay hindi nawasak ang proteksiyon layer, pinipigilan ang kaagnasan.
Mga kalamangan at dehado
Ang pagputol ng metal na may isang distornilyador ay may maraming mga pakinabang.
- Ang resulta ng pagtatrabaho sa isang distornilyador ay isang de-kalidad at kahit na gupitin.
- Kakayahang kumita. Kapag bumibili ng isang nguso ng gripo, hindi na kailangang bumili ng karagdagang mga nauubos.
- Mahusay na pagganap ng aparato.
- Ang kagalingan ng maraming maraming tulad ng mga kalakip.
- Dahil sa pagkakaroon ng isang espesyal na hawakan, ang daloy ng trabaho ay magaan, maginhawa, at mahusay.
- Ang ilang mga modelo ay nalalapat sa anumang distornilyador at drill, electric o niyumatik.
- Ang mga espesyal na attachment ay medyo madali upang mapanatili.
- Ginagawang posible ng pamamaraang ito upang magsagawa ng mga pagbawas sa halos anumang pagsasaayos.
Ang mga kawalan ng pamamaraang ito ng pagputol ng metal ay nagsasama ng ilang abala sa trabaho para sa mga artesano sa baguhan. Una kailangan mong umangkop sa proseso, kumuha ng ilang kasanayan, kahit na ang sining. Ang mga bihasang manggagawa ay hindi kailangan ito - madali nilang makayanan ang gawain. Ang isa pang kawalan ng produkto ay ang kahirapan kapag nagtatrabaho sa bubong, dahil ang parehong mga kamay ay ginagamit kapag naggupit ng metal.
Mga uri ng mga metal na nozel
Sa suporta ng mga dalubhasang mga kalakip, na maaaring mabili sa bawat shopping center sa isang abot-kayang gastos, maaari kang mag-drill ng mga butas na ganap na lahat ng mga posibleng diameter, gupitin, giling, polish, paggiling at iba pang mga operasyon. Ang lahat ng mga umiiral na mga kalakip, na nilagyan sa mga ulo ng drills o mga distornilyador, ay nahahati ayon sa kanilang layunin.
Mayroon ding drill bit para sa pagbomba ng mga likido. Gamit ang wasto at karampatang paggamit ng mga karagdagang console, ang resulta ay hindi magkakaroon ng pinakamasamang kalidad, tulad ng kapag gumagamit ng isang espesyal na solong-layunin na aparato, ngunit ang gastos ng tulad ng isang multi-purpose na aparato ay maraming beses na mas mababa.
Pinakatanyag na mga kalakip:
- Ang metal gunting ay ang klasikong pagkakabit ng drill. Kinakatawan nila ang isang malayang nagpapalipat-lipat na baras sa tindig, kung saan naayos ang sira-sira. Nagpapatakbo ang system alinsunod sa prinsipyo ng isang pihitan, sa kabilang banda lamang: malinaw na ibinibigay ang kuryente para sa pag-ikot. Ang isang kalahati ng gunting ay nasa frame, ang isa pang kalahati sa axis. Ang bahagi ng mobile ay konektado sa sira-sira, at kung umiikot ang tungkod, gumaganap ito ng mga paggalaw na katumbasan. Ang mga gunting na metal ay ipinasok sa drill, at katulad na mayroong isang tunay na mekanismo ng paggupit.
- Kalakip ng Cricket para sa pagputol ng metal. Ang gawain ay nakaayos ayon sa prinsipyo ng isang ordinaryong dagok. Ang magaan na silindro ay sumuntok sa isang maayos na butas sa metal.Ginagawa ang mga paggalaw ng oscillatory na may mataas na dalas, at kapag gumagalaw sa direksyon ng pagmamarka, maaaring makuha ang isang pare-pareho at tuluy-tuloy na paggupit. Ang mga gunting ng haluang metal ay hindi limitado sa daanan. Ang mga direksyon ng anumang hugis ay maaaring markahan. Ang mekanismo, dahil sa hugis ng convex ng bahagi ng paggupit, ay may kakayahang paikutin ang 360 ° sa paligid ng cutting point.
- Paghahasa ng drill na add-on. Ang aparato na ito ay binubuo ng isang plastic case, sa loob kung saan umiikot ang isang espesyal na gulong na emerye. Ginagawang posible upang lumikha ng kinakailangang anggulo ng hasa sa gumaganang bahagi ng aparato. Ang bilog ay tinukoy sa isang baras na konektado sa drill na may isang espesyal na pagkabit. Aktibo ito kapag nakabukas ang mekanismo. Maraming mga modernong pagbabago ang may isang takip ng takip sa katawan, kung saan matatagpuan ang mga butas ng iba't ibang mga diameter para sa layunin ng paghasa ng mga drill ng iba't ibang laki. Ang mga butas na ito ay ginawa sa isang paraan na ang sangkap ng paggiling ay nakikipag-ugnay sa nakasasakit na gulong sa isang tiyak na estado.
- Ang isang attachment ng paggiling ng talulot ay kinakatawan ng isang pamalo kung saan naayos ang mga piraso ng papel de liha o iba pang sangkap ng paggiling. Ginagamit ito para sa pagpapatupad ng paggiling ng radial o machining ng isang eroplano na may isang kumplikadong profile ng nibbling. Maaari din itong magamit para sa paggiling ng mga butas pati na rin ang mga cutter ng karbid.
- Pagkatapos ng paggupit, kinakailangan upang bigyan ang workpiece ng isang makinis na ibabaw. Ginagawa ito sa pamamagitan ng buli gamit ang mga espesyal na nozel. Maaari silang gawin ng naramdaman, lana, goma. Sa antas ng lambot, ang pagdaragdag ay maaaring maging mahirap, malambot at embossed. Alinsunod sa pamamaraan ng pangkabit, ang mga butas na butas na nozzles ay nakakabit sa isang pamalo, Velcro at isang retainer. Ginagamit ang mga disc bit upang polish ang disc, at ginagamit ang mga tip sa pagtatapos para sa mga butas.
Master Class. Paano gumawa ng isang lathe mula sa isang drill
Nakakagulat, ang isang drill ay maaari ding magamit upang lumikha ng isang simpleng lathe. Ang lahat ng mga elemento ng istruktura ay ginawa ng kamay (maliban sa mga tornilyo at bearings). Walang labis - ang pinaka-kailangan lamang!
Hakbang 1. Ang unang hakbang ay upang ihanda ang lahat na kakailanganin para sa trabaho.
 Ano ang kinakailangan para sa isang lathe
Ano ang kinakailangan para sa isang lathe
Hakbang 2. Susunod, dapat mong magpasya kung ano ang mga sukat ng countertop. Hindi kinakailangan na kunin ang mga sukat na ibinigay sa halimbawa - maaari kang magkaroon ng iyong sarili.
 Mga sukat ng tabletop
Mga sukat ng tabletop
Hakbang 3. Pagkatapos nito, natutukoy ang gitna ng drill. Ito ay inilalagay sa countertop, pagkatapos ay sinusukat ang distansya mula dito (countertop) hanggang sa gitna ng chuck. Ang isang parisukat na piraso ng kahoy ay kinuha, isang butas ang ginawa dito para sa leeg ng drill. Ang gitna ng butas na ito ay ang dating sinusukat na distansya. Sakto nitong aayusin ang drill.










 Mag-drill hole
Mag-drill hole
Hakbang 4. Ang lahat ng hindi kinakailangan ay putol, pagkatapos kung saan ang bundok ay dapat na itabi nang ilang sandali.
 Ang sobra ay naputol
Ang sobra ay naputol
Hakbang 5. Nagsisimula kaming tipunin ang dalawang piraso ng sulok, na kung saan ay isang pares ng mga parihabang piraso ng kahoy na nakadikit.
 Pagtitipon ng mga piraso ng sulok
Pagtitipon ng mga piraso ng sulok
Ang mas maliit na bahagi (headstock) ay hawakan ang umiikot na workpiece mula sa kabaligtaran, at ang mas malaki ay ang kama, ang tool mismo ay mananatili dito
Mahalaga na ang taas ng headstock ay halos 1.5 beses na mas malaki
Pagkatapos, ang mga gabay ay nilikha sa parehong mga blangko - ang mga butas ay drilled kasama ang linya, na pagkatapos ay konektado sa isang anggulo.
Dulasong butas
Hakbang 6. 3 mahahalagang elemento ay handa na. Pagwilig ng pintura sa kanila kung nais mo.
Tatlong mahalagang detalye
Hakbang 7. Ang isang butas ay drilled sa headstock para sa tindig (hindi ito dapat dumaan). Ang isang bolt ay ipinasok sa tindig mismo, hinila kasama ng isang kulay ng nuwes. Ang pandikit ay inilalapat sa upuan, pagkatapos ay inilalagay ang tindig (dapat itong ang kulay ng nuwes palabas).
Mag-drill ng isang maliit na butas unang Upuan ng lugar ng application ng Pandikit Bolt na ipinasok na may kulay palabas
Hakbang 8. Ang mga riles ay nakakabit sa tabletop.Ang mga butas ay drilled (3 piraso) para sa mahabang bolts, ang drill mount ay naayos na may self-tapping screws. Kailangan mo ring mag-install ng isang maliit na kahoy na rektanggulo sa ilalim ng hawakan ng drill. Ang lahat ng mga bahagi ay naka-screw sa.
Mga gabay sa drill
Hakbang 9. Ang drill mismo ay naayos na may self-tapping screws - dapat itong "umupo" nang mahigpit.
Ipinasok ang drill
Hakbang 10. Ang istraktura ay halos handa na, ang lahat na nananatili ay upang makagawa ng isang salansan upang hawakan ang workpiece. Para sa hangaring ito, ang isang pag-ikot ay pinutol, ang mga tornilyo na self-tapping ay naipasok dito, pati na rin ang isang bolt na may nut.










Ang isang pag-ikot ay pinutol dito
Hakbang 11. Ang natapos na bahagi ay naka-mount sa chuck.
Pag-aayos ng retainer sa chuck Pagsubok sa lathe
Bit drill para sa pagputol ng metal: kung paano ito gumagana
Ang HPM ay isang analog ng cutting shears actuator. Gumagawa ito sa prinsipyo ng isang die punting. Ang electric motor ng drill ay nagsisilbing mapagkukunan ng paggalaw para dito. Ang paggalaw ng pag-ikot mula sa chuck ay inililipat sa mekanismo ng pagkonekta ng baras-pihitan ng nguso ng gripo. Ang mekanismong ito ay binabago ito sa katumbasan at hinihimok ang suntok. Ang huli ay lumilikha ng isang linya ng paggupit ng nais na hugis at lapad.
Isinasaalang-alang ang pagkakataon ng mga scheme ng pagkilos ng tagapag-akyat ng gunting at HPM, isaalang-alang natin ang prinsipyo ng pagpapatakbo ng huli gamit ang halimbawa ng mga kinematic ng mga gunting ng paggupit ng kuryente.
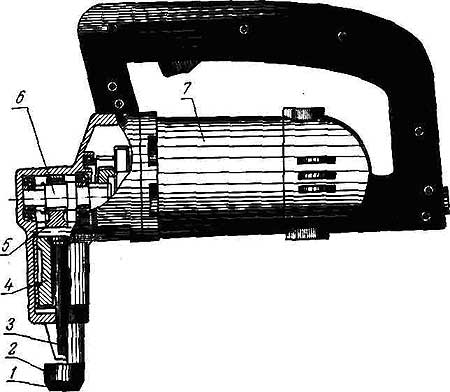
Electric nibbler. Silangan
Paliwanag ng pigura:
1 - may hawak ng matrix;
2 - matrix;
3 - suntok;
4 - slider;
5 - pagkonekta baras;
6 - crank shaft;
7 - motor na de koryente.
Ang pag-ikot mula sa de-kuryenteng motor 7 (sa pamamagitan ng isang dalawang yugto na helical gearbox) ay naipadala sa poste ng mekanismo ng crank 6. Mula dito, ang gumaganti na paggalaw sa pamamagitan ng pagkonekta ng baras 5 ay naipaabot sa slider 4. Ang suntok 3 ay naayos sa ang slider, at ang matrix 2 ay inilalagay sa may hawak ng matrix 1. Ang materyal na gagupit ay inilalagay sa puwang sa pagitan ng die at ng suntok. Kapag ang huli ay gumagalaw pababa, ito ay naka-notched at gumagalaw sa nais na direksyon (posibleng sa anumang). Ang mga magkakasunod na pagbawas ay bumubuo ng isang tuluy-tuloy na linya ng hiwa. Ang hiwa ng workpiece ay pinaghiwalay kasama nito.
Anong metal ang maaaring i-cut
Sa tulong ng HPM, pinapayagan na iproseso ang mga sumusunod na riles:
- aluminyo. Kapal ≤ 2mm;
- tanso, tanso, sheet metal, purong sink at pinahiran na sink na bakal - hanggang sa 1.5 mm ang kapal;
- hindi kinakalawang na asero, hanggang sa 0.8 mm ang kapal.
Ano ang tumutukoy sa kalidad ng hiwa
Ang mga negosyo, isinasaalang-alang ang mga hinihingi ng merkado, ay gumagawa ng mga HPM, umaandar ayon sa parehong prinsipyo, ngunit, syempre, ng magkakaibang disenyo. Mayroon silang magkakaibang mga teknikal na katangian:
- ang ilang mga HPM ay dinisenyo para sa mahigpit na tinukoy na mga tatak at karaniwang sukat ng mga materyales, may isang simpleng disenyo, mas mataas na pagiging maaasahan at mas mababang gastos. Ang mga aparato ng pangkat na ito ay nagsisiguro ng isang mas mataas na kalidad ng mga produkto. Ngunit kung kinakailangan upang gupitin ang iba't ibang mga metal, dapat kang bumili ng isang buong linya ng mga naturang aparato. Samakatuwid, ginagamit ang mga ito para sa mass processing ng metal na may parehong karaniwang sukat;
- ang iba ay pangkalahatang mga kalakip para sa lahat ng mga okasyon. Ang mga ito ay mas kumplikado, mas mahal, at ang kalidad ng pagproseso sa mga ito ay medyo mas masahol pa. Upang makuha ang pinakamahusay na kalidad ng produkto, dapat kang pumili ng isang tool na may isang hanay ng mga namatay at suntok.
Kailangan mong gumana nang maingat sa mga nozzles upang hindi makapinsala sa ibabaw ng mga sheet
Napakahalaga na pumili ng tamang bilis ng pag-ikot ng drill. Pipigilan nito ang mga gilid ng metal mula sa pagkunot, at magiging matalim ang mga ito.
Halimbawa, para sa metal na maliit ang kapal mas mahusay na gumamit ng isang drill na may bilis na 2700… 3000 rpm. Dapat mong simulan ang paggupit nang direkta lamang kapag ang anchor ng tool ay umabot sa pinakamainam na bilis.









