Paano gamitin?
Ang pagpapatakbo ng "gilingan" na gulong na cut-off ay nagsisimula sa pagtalima ng mga patakaran ng pag-install at pagtanggal.

Pag-install
Suriin ang posisyon ng mas mababang locknut kung saan nakasalalay ang disc. Ang slot nito ay dapat na tumugma sa puwang ng grinder shaft. I-slide ang bilog papunta sa baras. Dapat makita ang panig na naglalaman ng data ng pagmamarka.
Screw sa tuktok na lock nut. Hawak ito gamit ang iyong kamay, subukang buksan ang disc sa direksyon ng paggalaw nito. Sa proseso ng paggupit ng metal, ang pagkakaiba sa mga direksyon ng pag-ikot ng disc at nut ay lumilikha ng isang epekto ng pagpapahigpit sa sarili. Kapag nag-i-install, hindi kinakailangan upang higpitan ang itaas na kulay ng nuwes na may isang wrench.


Kinukuha
Maghintay hanggang sa ganap na tumigil ang pag-ikot. Idiskonekta ang gilingan mula sa mains. Ipasok ang "mga sungay" ng espesyal na key sa mga butas ng itaas na locknut at pisilin ang pindutan ng lock.
Paikutin ang susi pakaliwa. Kapag ang kulay ng nuwes ay hinila sa labas ng lugar (dahil sa paunang puwersa), maaari itong mai-unscrew sa pamamagitan ng kamay. Anumang anggulo na gilingan ay nilagyan ng isang konektor ng hawakan. Huwag gumana sa tinanggal na hawakan.


Pagpili ng mga disc ng pagputol
 Ang pinaka-karaniwang gulong sa paggupit para sa metal ay mga tool na may tindig ng 22.0 at 22.23 mm. Nangangahulugan ito na angkop ito para sa mga grinders na may 22 mm shaft. Ang pangalawang karaniwang laki ng landing ay 32 mm, ngunit ang panlabas na laki ng bilog ay mula sa 300 mm at isang katulad na tool ang ginagamit sa mga machine. Mayroon ding mga disc na may butas na 10, 13, 16 mm, ngunit ang kanilang panlabas na diameter ay 50-100 mm at limitado ang kanilang aplikasyon.
Ang pinaka-karaniwang gulong sa paggupit para sa metal ay mga tool na may tindig ng 22.0 at 22.23 mm. Nangangahulugan ito na angkop ito para sa mga grinders na may 22 mm shaft. Ang pangalawang karaniwang laki ng landing ay 32 mm, ngunit ang panlabas na laki ng bilog ay mula sa 300 mm at isang katulad na tool ang ginagamit sa mga machine. Mayroon ding mga disc na may butas na 10, 13, 16 mm, ngunit ang kanilang panlabas na diameter ay 50-100 mm at limitado ang kanilang aplikasyon.
Ang mga gulong may diameter na 115 ay ginagamit sa mga grinders ng anggulo ng mababang lakas. Ang cutting disc para sa metal para sa mga grinders na 125 at 150 mm ang lapad ay ginagamit para sa mga grinders ng anggulo ng daluyan ng lakas. Sa mga propesyonal na tool, bilang panuntunan, ginagamit ang mga gulong na cut-off na may diameter na 180 at 230 mm.
Kapag pumipili ng isang kapal, ginagabayan sila ng sumusunod na panuntunan: mas payat ang bilog, ang mas kaunting pagsisikap ay inilapat para sa paggupit, at mas kaunting oras ang ginugol, at sa kabaligtaran, mas makapal ang disc, mas maraming oras at pagsisikap na kakailanganin. Ang ratio ng paggupit ng isang manipis na disc ay hindi mas mababa, ngunit mas ligtas itong gumana kasama nito. Ito ay dahil sa ang katunayan na ang manipis na mga produkto ay may higit na pagkalastiko at ang kakayahang yumuko kaysa sa makapal na mga bilog.
Pagtutugma sa kapal ng mga bilog sa pinakakaraniwang mga diameter.
- Para sa isang diameter sa labas ng 115 mm, ang karaniwang kapal ay 1.0; 1.6; 2.0; 2.5; 3.0; 3.2 mm na may 22.23 mm na nakanganak;
- Para sa D = 125 mm, isang kapal na 0.8 ang ibinigay; 1.0; 1.25; 1.6; 2.0; 2.5; 3.0; 3.2 mm at magkasya 13, 20, 22, 32 mm;
- D = 150 mm ay tumutugma sa isang kapal ng 0.8; 1.0; 1.25; 1.6; 2.0; 2.5; 3.0; 3.2 mm, at magkasya sa 13, 20, 22.23 at 32 mm;
- Sa D = 180 mm, ang sukat ay 22.23 at 32 mm lamang, ang kapal ay 1.0; 1.25; 1.6; 2.0; 2.5; 3.0; 3.2; 4.0 mm;
- Ang parehong laki ng tindig ay ibinigay para sa isang panlabas na diameter ng 230 mm, na may kapal na 1.6; 2.0; 2.5; 3.0; 3.2; 4.0 mm
Kapag pinipili ang tigas, nalalapat ang prinsipyo - mas mahirap ang materyal na iproseso, mas mababa ang tigas ng nakasasakit na tool. Para sa pagputol ng mga disc, ang tigas na CT1, CT2, CT3 ay karaniwang ginagamit - katamtamang tigas (O, P, Q) o T1, T2 - matigas (T, S). Ang tila hindi lohikal na pagpipilian na ito ay nangyayari sapagkat ang tigas ng gulong ay nangangahulugang ang kakayahan ng bono na panatilihin ang mga nakasasakit na butil mula sa pag-chipping sa ilalim ng impluwensya ng naprosesong materyal. Kung pipiliin mo masyadong matigas ang isang bilog, kung gayon ang mga butil ay "grasa", at ang kahusayan sa paggupit ay mabawasan nang malaki.
Bakelite o Vulcanite?
 Ang pangunahing pagkakaiba sa pagitan ng paggupit ng mga gulong sa isang bulkanit na bono mula sa mga katapat na bakelite ay, dahil sa mas malawak na pagkalastiko ng vulcanite, ang mga produkto ay maaaring magkaroon ng isang mas maliit na kapal at mas higit na pagiging produktibo. Ginagamit ang mga ito para sa walang cut na manipis na pagputol ng mga metal. Ang mga gulong sa isang bulkanit na bono ay maaari ding gumana sa pagkakaroon ng mga emulsyon, ngunit sinisira ito ng petrolyo. Ang pangunahing kawalan ng volcanite ay ang mababang paglaban sa init, 160-200 degree lamang. Samakatuwid, sa isang pagtaas sa pag-load at temperatura, ang disk ay nagsisimulang gumana nang mas masahol pa.
Ang pangunahing pagkakaiba sa pagitan ng paggupit ng mga gulong sa isang bulkanit na bono mula sa mga katapat na bakelite ay, dahil sa mas malawak na pagkalastiko ng vulcanite, ang mga produkto ay maaaring magkaroon ng isang mas maliit na kapal at mas higit na pagiging produktibo. Ginagamit ang mga ito para sa walang cut na manipis na pagputol ng mga metal. Ang mga gulong sa isang bulkanit na bono ay maaari ding gumana sa pagkakaroon ng mga emulsyon, ngunit sinisira ito ng petrolyo. Ang pangunahing kawalan ng volcanite ay ang mababang paglaban sa init, 160-200 degree lamang. Samakatuwid, sa isang pagtaas sa pag-load at temperatura, ang disk ay nagsisimulang gumana nang mas masahol pa.
Ang mga gulong na cut-off sa isang bakelite bond ay mas lumalaban sa init, ngunit sa matagal na operasyon at pag-init sa 250-300 degree, sila ay naging malutong at sparkle. Sa pamamagitan ng paraan, tama na mai-install ang disc sa instrumento sa isang paraan na lumilipad ang mga spark papunta sa iyo sa panahon ng operasyon. Pagkatapos, kung ang disc ay nawasak, ang mga fragment ay lilipad sa kabaligtaran na direksyon mula sa iyo.
Paghahambing ng mga tagagawa at presyo
Bilang isang resulta ng pagsubok ng pagputol ng mga gulong ng mga pinaka-karaniwang tatak, natutukoy ang koepisyent ng kahusayan ng mga disc. Ang pagsusuot ng tool ay sinusukat pagkatapos ng isang serye ng mga pagbawas, at ang lakas ng makunat ay nasuri din, kung saan ang mga gulong ay pinabilis sa isang bilis na halos dalawang beses na idineklara.
Nais kong idagdag na ang merkado ay nag-aalok ng mga produkto mula sa maraming mga kumpanya na hindi kasama sa pagsubok na ito. Ayon sa kaugalian, ang de-kalidad at murang gulong ay ginawa ng Kosulinsky nakasasakit na halaman, ang Krasnogorsk nakasasakit na halaman, at ang Ivanovo ISMA JSC. Ang mga disk ng tatak NORTON ay may magagandang pagsusuri at isang average na kategorya ng presyo. Ang pagpipilian ay laging mananatili sa consumer, at ang promosyon at mataas na presyo ay hindi tagapagpahiwatig ng kalidad sa lahat.
Mga pagkakaiba-iba at kanilang mga laki
Ang mga gulong na cut-off ay may isang maliit na seksyon ng profile - kapal kaysa sa paggiling ng mga gulong. Ginagamit ng trabaho ang kanilang bahagi sa pagtatapos, kung saan, na nakikipag-ugnay sa metal, literal na binabago ito. Ang ganitong uri ng disc ay may dalawang mga pagsasaayos na magkakaiba sa kapal: 1.5 at 2 mm. Ang gitnang butas ng mounting ay pareho sa lahat ng uri ng mga disc: tumutugma ito sa diameter ng mounting shaft ng gilingan. Mayroong isang pamantayan para sa halagang ito sa kontinente ng Eurasian. Ang lahat ng mga pangkalahatang layunin na grinders ng anggulo ay may parehong mounting shaft diameter na kung saan ang kapalit na gulong ay nilagyan.
Ang unipormeng karaniwang mga diametro ay nakalista sa ibaba:
- 115 mm;
- 125 mm;
- 150 mm;
- 230 mm
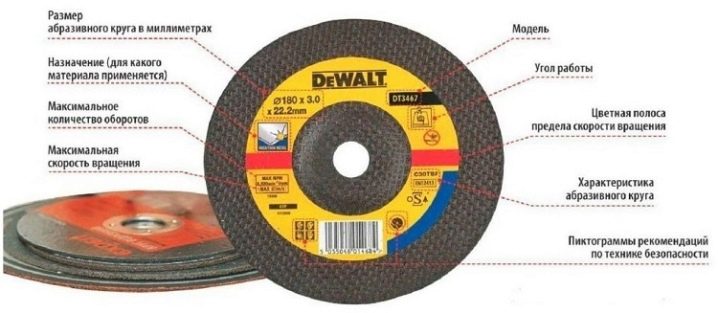
Mayroong mga dalubhasang bilog na dinisenyo para sa paglalagari ng mga produkto mula sa "problem" na mga metal: malambot, malapot, mataas na carbon. Upang makilala ang mga ito sa iba pang mga pagkakaiba-iba, gumagamit ang mga tagagawa ng pagmamarka ng mga code. Sa tulong ng naturang notasyon, maaari mong matukoy kung aling bilog ang mas mahusay na gamitin:
- para sa pagtatrabaho sa bakal - bakal;
- para sa pagputol ng hindi kinakalawang na asero - inox;
- pagputol ng mga produktong cast iron - castiron;
- paglalagari ng malambot na riles - aluminyo.

Ano yun
Ang pagputol ng mga disc para sa "gilingan" - matitigas na bilog ng madilim na kulay-abong kulay, magaspang sa pagpindot, na may isang butas na tumataas sa gitna, na naka-frame ng isang galvanized steel ring. Magkakaiba sila sa materyal ng paggawa, laki, pagsasaayos at iba pang mga katangian na tinutukoy ng uri ng trabaho na dapat gumanap gamit ang mga grinders ng anggulo. Sa kasanayan sa konstruksyon, malawak na ginagamit ang mga bilog para sa metal.
Ang epekto ng paggupit ay nilikha ng mataas na lakas na artipisyal na materyales, durog sa maliit na chips. Ginamit ang electrocorundum - napakahusay, matigas ang ulo, lumalaban sa kemikal na mga compound batay sa aluminyo oksido.
Alinsunod sa inilaan na layunin ng bilog, maaaring magamit ang electrocorundum sa mga sumusunod na base:
- magnesiyo-silikon;
- pilay na titan;
- mono-corundum;
- zirconium;
- titanic;
- kromo
Pagputol ng mga disc ng anggulo ng gilingan para sa metal - isang natupok na hindi ibinibigay ng tagagawa kasama ang "gilingan". Ang tagagawa ng tool ay hindi mananagot para sa kalidad at tibay ng mga natupok.


Pag-unlad
Sa sandaling i-on ang "gilingan" dapat itong gaganapin sa isang lakas na sapat upang madaig ang panimulang metalikang kuwintas. Ang anggulo na gilingan na pinakawalan mula sa mga kamay sa sandali ng pagsisimula ay maaaring makapinsala sa kalusugan ng operator at makapinsala sa natapos na mga ibabaw. Panatilihing tuwid ang gumaganang "gilingan", pag-iwas sa matalim na pag-ikot ng katawan nito. Dalhin ang umiikot na disc na malapit sa piraso ng metal nang dahan-dahan. Isawsaw nang walang pagsisikap, pinapayagan ang sariling timbang ng yunit upang lumikha ng kinakailangang koepisyent ng alitan.
Kapag ang gulong na cut-off ay nalubog sa materyal ng 10-20%, dapat mong bigyang pansin ang kinis ng paglalagari.Kung ang angle grinder twitches at may kaugaliang humila, maaaring suliting baguhin ang anggulo ng pagkahilig ng katawan nito o bawasan ang presyon ng disc sa metal
Kung ang workpiece ng metal ay may panloob na stress, gupitin ang 90% at tapusin ang proseso sa pamamagitan ng kamay. Kung hindi man, ang paglabas ng stress ng metal sa oras ng paglalagari ay maaaring humantong sa isang matalim na pag-agaw ng talim at pagkasira nito.

Sa susunod na video, mahahanap mo ang mga pagsubok sa pagputol ng mga disc para sa isang gilingan at isang paghahambing ng mga tanyag na tatak.
Mga hakbang sa seguridad
Bago simulan ang trabaho, kailangan mong isipin kung paano isasagawa ang paggupit (ang posisyon ng "gilingan" sa kalawakan na may kaugnayan sa lugar ng paggupit), tukuyin ang direksyon ng vector ng daloy ng mga spark, na kung saan ay sasama sa paglulubog ng ang disc sa metal. Alisin ang lahat ng mga bagay na nasusunog at sangkap mula sa linya ng spark. Kung kinakailangan, takpan ang natapos na mga ibabaw na nakalantad sa mga spark na may proteksyon na kagamitan.
Siyasatin mismo ang tool ng kuryente para sa tubig, dumi, buhangin, at suriin ang integridad ng kurdon ng kuryente. Magsagawa ng isang pagsubok na takbo upang suriin kung ang yunit ay tumatakbo nang maayos at na ang pagputol ng disc ay maaaring malayang umikot. Suriin ang bagay ng hiwa: dapat itong maayos na maayos, walang deforming stress, at malayo sa mga de-koryenteng mga wire.

Ang mga mata ay dapat protektahan ng mga espesyal na salaming de kolor na nagbibigay ng isang malawak at malinaw na pagtingin. Ang mga baso na may mga kulay na lente ay hindi inirerekumenda. Ang pinakaligtas na proteksyon sa mukha ay isang transparent plexiglass mask. Kung ang disc ay nasira sa panahon ng paggupit, ang mga fragment nito ay nakakalat sa direksyon ng paunang lakas na centrifugal na may bilis. Protektahan ng maskara ang harap ng ulo mula sa pagpasok dito. Kailangan din ng proteksyon ang mga organ ng pandinig. Para dito, ginagamit ang mga headphone sa konstruksyon o mga silicon earplug.
Dapat matugunan ng kagamitan ng LBM operator ang mga sumusunod na hakbang sa kaligtasan:
- mga robe na gawa sa matibay at natural na materyal;
- Katamtamang maluwag, ngunit ang sobrang haba ng manggas ay hindi katanggap-tanggap;
- guwantes na mahigpit na magkasya sa mga kamay, gawa sa malakas na materyal na maaaring hawakan ang pangunahing hiwa;
- saradong sapatos na may pagsasama-sama ng pagsingit ng daliri ng daliri.
