Pag-uuri
- Ang mabilis na pagbabago ng drill chuck ay ginagamit sa isang palitan ng manggas para sa mga drill ng taper shank;
- Ang safety chuck para sa pag-tap sa bulag at sa pamamagitan ng mga butas ay may isang mas kumplikadong istraktura. Binubuo ito ng mga clutch cam, hinimok na kalahating paghawak, pangunahing cam clutch, tagsibol at pag-aayos ng nut. Ginagamit ito bilang isang may-ari para sa mga picker.
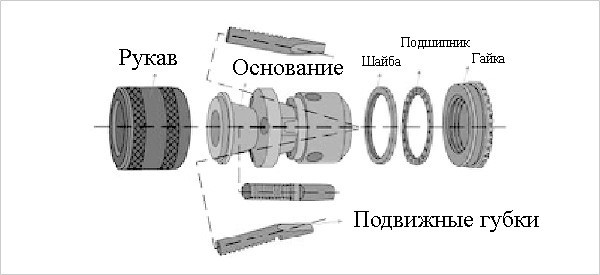
- Ang drill chuck ay binubuo ng isang shank na konektado sa isang cylindrical na bahagi. Ang isang split bushing ay matatagpuan sa pagitan ng clamp at ang shank sa loob ng chuck.
- Ang two-jaw drill chuck ay nahahawakan ang drill sa pamamagitan ng panloob na pananatili ng spring sa tuktok ng chuck. Ipinapaliwanag nito ang pagiging kakaiba ng paggamit nito para sa manipis na drills at ginagamit sa mababang pag-load sa drill.

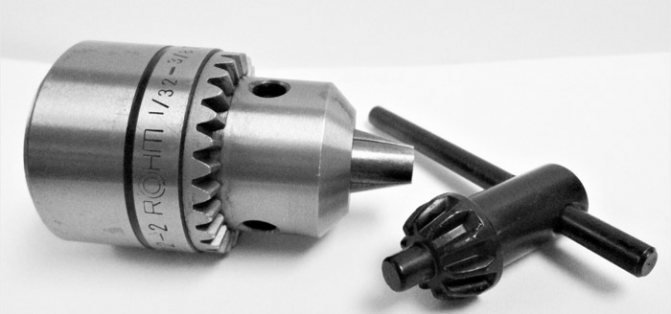
Ang mga druck chuck lamang na may susi na mayroong Morse taper ang may kaukulang mga kinakailangan alinsunod sa GOST 8522-79, na natugunan ang isang pahiwatig ng pagsunod sa GOST sa laki ng Morse taper na ginamit para sa isang naibigay na laki ay maaaring matukoy mula sa talahanayan. Ang walang susi na clamp ay walang isang kono, ngunit hindi katulad ng katapat nito na may isang susi, mayroon itong panloob na thread, na ang saklaw ay kinakailangang ipinahiwatig sa pagmamarka.
Three-cam
Ang pagmamarka ay madalas na ganito (sa mga produkto ng mga tagagawa ng Russia):
- Ang PSK 3-16 ay nagsasalita tungkol sa saklaw ng mga diameter ng drill sa mm;
- KM B12; B16; B18 - nagpapahiwatig ng isang Morse taper ng pagkonekta na butas;
- GOST 8522-79 - ang naturang pagtatalaga sa pagmamarka ay hindi malinaw na nagpapahiwatig ng pagsunod sa lahat ng mga parameter sa talahanayan na naipon sa 79.
Ang pagmamarka sa tool na mabilis na clamping ay nagpapahiwatig lamang ng laki ng panloob na thread at ang saklaw ng mga diameter ng mga drill na mai-clamp.
Ang three-jaw chuck para sa isang drilling machine, na may pag-aayos ng drill na may isang susi, nakakatugon hindi lamang sa GOST 8522-79, ngunit ang Morse taper nito ay nakakatugon sa mga pamantayan ng SEV 148-75. Ano ang ginagawang mga drill chuck, na ginawa sa Russia alinsunod sa GOST 8522-79, na angkop para sa mga drilling machine ng mga banyagang tagagawa na umaandar alinsunod sa mga pamantayang pang-internasyonal.
Ang mga sukat alinsunod sa GOST 8522-79 ay mahigpit na mga alituntunin para sa pagsunod sa karaniwang laki sa clamping range at pinapayagan ang radial runout. Sa parehong oras, ang pagsunod sa mga pangunahing parameter ay hindi isang pahiwatig ng isang tukoy na disenyo. Maaaring mag-iba ang hitsura ng mga druck chuck:
- sa pamamagitan ng hugis at haba ng gumaganang bahagi;
- ang pagkakaroon o kawalan ng isang plastic na proteksiyon na kaso;
- ang paraan ng pangkabit ng mga pangunahing bahagi ng kartutso sa bawat isa,
- kulay ng haluang metal.
Ang Morse taper ay nagbabago paitaas habang tumataas ang bilang ng laki. Pinapayagan ng radial runout tolerance na may sukat.
Halimbawa, ang B16 Morse taper ay may mga drill chuck na 10 at 13 karaniwang mga laki. Ang mga numerong ito ay tumutugma sa itaas na parameter ng drill clamp, ang mas mababang isa ay itinakda ng GOST 8522-79. Ang Chuck No. 16 ay gawa sa Morse taper B18 ayon sa parehong mesa. Ang minimum na clamp nito ay 3 mm, ang maximum ay 16 mm.
Ang Keyless chuck ay dapat mapili alinsunod sa mga sukat ng mounting hole at thread ng makina. Ang mga key chuck, salamat sa Morse taper, ay may kalamangan. Pinapayagan ng mga adapter ng taper na ang mga chuck na may isang maliit o mas malaking Morse taper na mai-install sa makina, na nagpapalawak ng mga kakayahan ng makina.
Ang pinaka matibay na keyless chuck, ngunit ang pinakamahal din, ay ang eksaktong chuck na mabilis na pagbabago. Mainam ito para sa isang high speed machine. Ginagawa ng taper shanks ang katumpakan na walang key chuck isang maraming nalalaman tool.
Mabilis na PAGBABAGO NG PRECISION
- Ginawa sa Alemanya.
- Ang runout ng naayos na tool ay mas mababa sa 0.040 mm.
- Landing sa ibabaw ng B16.

| Modelo | mm | rpm | vendor code | PRESYO | Pagkakaroon |
| B16 | 1-13 | 6000 | 305 0656 | 4 738 | sa stock |
| B16 | 3-16 | 6000 | 305 0657 | 4 124 | sa stock |
UP
- Ang runout ng naayos na tool ay mas mababa sa 0.050 mm.
- Morse taper shank.

| Modelo | mm | rpm | vendor code | PRESYO | Pagkakaroon |
| Morse 2 | 0-8 | 6000 | 305 0582 | 7 434 | sa stock |
| Morse 2 | 1-13 | 6000 | 305 0572 | 6 431 | sa stock |
| Morse 2 | 1-16 | 8000 | 305 0571 | 7 375 | sa stock |
| Morse 3 | 0-13 | 6000 | 305 0585 | 9 558 | sa stock |
| Morse 3 | 1-16 | 6000 | 305 0573 | 7 493 | sa stock |
| Morse 4 | 1-13 | 6000 | 305 0587 | 10 561 | sa stock |
| Morse 4 | 1-16 | 6000 | 305 0574 | 7 493 | sa stock |
| Morse 4 | 3-16 | 6000 | P17514 | 6 567 | sa stock |
UP
SELF-CLAMPING DRILL CHUCK "CPC"
| Modelo | mm | rpm | vendor code | PRESYO | Pagkakaroon |
| SA 10 | 0.5-8 | 6000 | P 33182 | 2 112 | sa stock |
| AT 12 | 1-10 | 6000 | P443182 | 2 242 | sa stock |
| B16 | 1-13 | 8000 | P3251 | 3 000 | sa stock |
| B16 | 1-16 | 6000 | P39993 | 3 200 | sa stock |

| Modelo | mm | rpm | vendor code | PRESYO | Pagkakaroon |
| B18 | 3-16 | 6000 | P61121 | 2 320 | sa stock |
| B22 | 5-20 | 6000 | P79893 | 2 400 | sa stock |
UP
SELF-CLAMPING DRILL CHUCK

Shank - 7: 24-40NT (ISO40) (DIN 2080, GOST 25827 isp. 1) para sa mga tool sa makina nang walang CNC
| Modelo | mm | rpm | vendor code | PRESYO | Pagkakaroon |
| ISO40 | 0.5-8 | 6000 | P16514 | 4 222 | sa stock |
| ISO40 | 1-10 | 6000 | P26514 | 4 242 | sa stock |
| ISO40 | 1-13 | 8000 | P36514 | 4 000 | sa stock |
| ISO40 | 1-16 | 6000 | P46514 | 5 200 | sa stock |

Shank - 7: 24-40BT (MAS 403) para sa mga CNC machine
| Modelo | mm | rpm | vendor code | PRESYO | Pagkakaroon |
| 7: 24-40BT | 0.5-8 | 6000 | P56514 | 4 222 | sa stock |
| 7: 24-40BT | 1-10 | 6000 | P66514 | 4 242 | sa stock |
| 7: 24-40BT | 1-13 | 8000 | P76514 | 4 000 | sa stock |
| 7: 24-40BT | 1-16 | 6000 | P86514 | 5 200 | sa stock |
UP
ADAPTER BARS PARA SA DRILL CHUCKS
| Modelo | mm | vendor code | PRESYO | Pagkakaroon |
| KM1 / B10 na may paa | — | P98723 | 436 | sa stock |
| KM1 / B12 | 6x1 | P40313 | 126 | sa stock |
| KM1 / B12 na may paa | — | P78892 | 456 | sa stock |
| KM1 / B16 na may paa | — | P09723 | 521 | sa stock |
| KM1 / B18 | 6×1 | P50313 | 432 | sa stock |
| KM1 / B18 na may paa | — | P88892 | 530 | sa stock |
| MK2 / B10 | 10×1.5 | P27723 | 306 | sa stock |
| MK2 / B10 na may paa | — | P19723 | 620 | sa stock |
| MK2 / B12 | — | 60313 | 320 | sa stock |
| MK2 / B16 | 10×1.5 | 305 0670 | 973 | sa stock |
| MK3 / B16 | M12 | 305 0669 | 1 298 | sa stock |
| MK4 / B16 | M16 | 335 0304 | 1 000 | sa stock |
| ISO30 / B16 | M | 335 2069 | 3 200 | sa stock |
| ISO40 / B16 | M | 335 2070 | 3894 | sa stock |
UP
PAGBABALIK NG CHUCK MAY INTEGRATED CONE MORSE-2, MORSE-3
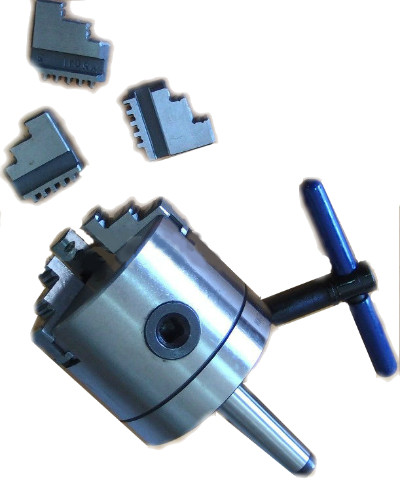
Maaaring gamitin sa mga kaso
1. Tulad ng isang lathe chuck para sa mga milling machine talahanayan ng makina (halimbawa sa isang bisyo) at pag-clamping ng workpiece sa chuck, posible na magsagawa ng mga gawa sa pag-on at pagbubutas sa isang milling machine.










2. Para sa pag-clamping ng isang hindi pamantayang tool o workpiece sa tailstock ng isang lathe
Para sa paggawa o pagbubutas ng trabaho.
Kasama ang mga reverse cam
| Modelo | Cone | vendor code | PRESYO | Pagkakaroon |
| 80mm | KM2 | K344 | 8 830 | sa stock |
| 80mm | KM3 | K345 | 8 830 | sa stock |
| 100mm | KM3 | K345 | 8 350 | sa stock |
| 100mm | KM2 | K347 | 9 350 | Hindi |
| 125mm | KM5 | P79835 | 11 510 | sa stock |
UP
UNIVERSAL CARTRIDGE "QWER" mula sa 0-15mm
Ang runout ng naayos na tool ay mas mababa sa 0.060 mm.
Ang makapangyarihang mekanismo ng rak at pinion ay nagbibigay ng isang ligtas na akma
- Ang mga pag-aayos ng bakal na panga na magkasya sa bawat isa sa buong haba ng chuck tulad ng gunting ng guillotine.
- Landing VT-16 sa anumang kono
- ang prinsipyo ng pagpapatakbo ay katulad ng isang 4-panga self-centering lathe chuck, clamping ang tool na may 4 na puntos.
- Harapan
- Universal chuck 2-panga
- Maaari itong magamit sa mga kaso:
- 1-clamp ng di-karaniwang workpiece o baras 0-15mm
- 2-taps clamp na may parisukat, bilog, hex shank
- Tool na 3-clamp machining
- APPLY SA LATHE AND MILLING MACHINES
| Modelo | Cone | vendor code | PRESYO | Pagkakaroon |
| 0-15 mm | BT16 | K3440 | 5 800 | sa utos |
Kasama ang susi
UP
PANES NA TINGNAN
Paano pumili ng isang collet chuck
Ang unang bagay na isasaalang-alang kapag pumipili ng gayong chuck ay ang pagkakabit nito sa spindle. Maaari itong mai-install nang direkta sa spindle gamit ang isang naaangkop na adapter o screwed papunta sa thread.
Pagkatapos ay titingnan namin ang mga sukat ng flange. Ang diameter ng flange para sa koneksyon o mga parameter ng Morse taper ay makakatulong dito. Kung hindi mo alam ang mga tagapagpahiwatig na ito, hindi mo mahahanap ang kinakailangang kartutso, at samakatuwid, walang pagkakataon para sa mataas na kalidad na pagpapatakbo ng iyong mga tool.
At sa wakas, ang bilang ng mga cam sa tool. Nakasalalay sa layunin ng mga tool, maaari silang magkaroon ng dalawa hanggang anim na cam sa isang hanay. Maaari ka ring pumili ng isang tool matigas o malambot na haluang metal, para sa ilang mga uri ng trabaho, na may iba't ibang mga teknikal na katangian.
Pag-aaral na alisin ang mga sinulid na chuck mula sa mga drill at distornilyador na mahalagang mga nuances
Una, dapat pansinin na ayon sa uri ng pag-aayos ng mga elemento na isinasaalang-alang sa baras ng mga tool sa kuryente, naiuri ang mga ito sa sinulid at naka-tapered. Ang mga naka-thread na aparato ay mas popular, ngunit ang mga naka-tapered na aparato ay itinuturing na maaasahan. Ginagamit ang mga taper mount sa mga drill at drilling machine.
Kung mayroong isang sinulid na kartutso sa drill, kung gayon hindi ito magiging mahirap na alisin ito kung alam mo ang isang pangunahing tampok. Bago alisin ang chuck mula sa drill, dapat mong magkaroon ng kamalayan na ito ay naka-screw in sa isang hindi pamantayan na paraan. Upang alisin ang gayong elemento mula sa isang drill o distornilyador, kakailanganin mong sundin ang mga tagubilin sa ibaba:
I-unclench ang mga panga hangga't maaari upang buksan ang pag-access sa loob ng elemento
Ang pag-aayos ng tornilyo ay matatagpuan sa loob. Ang tornilyo na ito ay may isang hindi pamantayan na thread - kaliwa
Upang i-unscrew ito, kailangan mong maglapat ng puwersa hindi sa kanan, ngunit sa kaliwa.
Ang mga turnilyo ay may iba't ibang disenyo ng ulo, kaya upang malaman kung aling distornilyador ang kailangan mo upang i-unscrew ito, dapat mong i-highlight at tingnan ang loob ng aparato
Kung ang aparato ay naka-unscrew mula sa distornilyador, kung gayon napakahalaga na buksan ang ratchet o force regulator sa maximum mode. Kung hindi ito tapos, kung gayon ang chuck ay hindi maaaring baluktot sa poste.
Gayunpaman, nalalapat ito sa mga screwdriver
Matapos i-unscrew ang tornilyo, mananatili itong i-twist ang chuck mula sa drill. Nag-unscrew ito sa kaliwa (hal. Normal)
Kung walang pag-aayos ng tornilyo sa loob ng drill chuck, pagkatapos upang maalis ang bahagi, kailangan mo lamang i-twist ang bahagi mula sa baras. Upang magawa ito, kailangan mo ng isang "14" open-end wrench, pati na rin ang isang wrench ng tubo, at maglagay ng kaunting pisikal na pagsisikap. Inaayos ng isang open-end wrench ang baras sa pagitan ng katawan ng tool at ng chuck, at ang baluktot na elemento mismo ay umiikot sa kanan gamit ang tool ng tubo.
Kapag nagsasagawa ng trabaho, inirerekumenda na gumamit ng WD-40 grasa. Sa ganitong paraan, ang mga aparato ay aalisin sa maraming mga drill at screwdriver. Gayunpaman, may mga katawang ehekutibo na may isang disenyo na may tapered na koneksyon. Paano aalisin ang mga aparatong uri ng kono, isasaalang-alang namin ang karagdagang.









Mga Panonood
Mayroong maraming mga uri ng collet chuck na may panga sa loob:
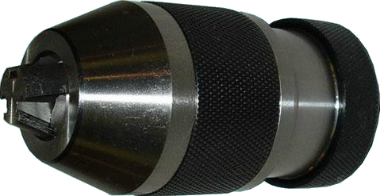
- mabilis na clamping;
- susi (gear-korona);
- mini-cartridges.


Ang mga aparatong mabilis na clamping ay ginagamit nang walang karagdagang susi, na kung saan ay ang kanilang pangunahing bentahe. Ang gumagamit ay may pagkakataon na baguhin ang chuck nang mabilis at walang karagdagang mga tool. Ang clamping ay tapos na awtomatiko, na nagbibigay-daan sa iyo upang mabawasan nang malaki ang oras para sa pagbabago ng nguso ng gripo.


Ang kawalan ng chuck ay kawalang-tatag sa matagal na paggamit. Sa paglipas ng panahon, ang mekanismo ay lumuluwag at hindi na maibibigay ang kinakailangang antas ng pangkabit, bilang isang resulta kung saan umiikot ang mga bilog na shanks.
Ang mga mini-chuck, na naka-install sa isang maliit na drill o drilling machine, ay hindi gaanong hinihiling ngayon. Kadalasan, ang mga alahas ay gumagamit ng maliliit na cartridge.
Ang mga pangunahing uri ay may mga subspecies:
- paghihigpit ng sarili;
- pag-ikot;
- anggular;
- kasama ang Morse taper;
- may ratchet.


Sa pamamagitan ng uri ng pangkabit, ang kartutso ay maaaring:
- korteng kono;
- sinulid

Ang self-locking, tulad ng mabilis na pagla-lock, ay may sariling mga pakinabang: hindi mo kailangan ng isang susi upang magamit ito. Hindi tulad ng pangalawa, kung saan awtomatikong nangyayari ang clamping, na may self-clamping chuck, kailangan mong gamitin ang iyong kamay. Sa pamamagitan ng kamay, itinutulak ng gumagamit ang elemento patungo sa kanyang sarili, sa gayong paraan maluluwag ang pangkabit, at maaari mong alisin ang nguso ng gripo. Ang posisyon na ito ay gaganapin hanggang sa mailagay ang isa pang drill, pagkatapos ay palabasin, at ang chuck muli ayusin ang nguso ng gripo, mahigpit na hawakan ito. Sa disenyo, ang papel na ginagampanan ng klats ay ginampanan ng isang blocker.

Ang cone chuck ay inilalagay nang hindi gumagamit ng isang thread, ayon sa pagkakabanggit, ang may sinulid na chuck ay naka-screw sa stem. Ito ang kanilang pangunahing pagkakaiba.
Ang lathe chuck ay maaaring maging manu-manong tatlo o apat na panga, pati na rin ang mekanikal na dalawa o tatlong panga.Ang ilang mga modelo ay nakasarili. Naka-install ang mga ito sa harap na spindle flange o sa adapter flange.
Ginagamit ang sulok kung kinakailangan upang gumawa ng isang butas sa isang anggulo ng eksaktong 90 degree o sa isang lugar na mahirap maabot. Mukha itong isang dalubhasang nozzle na may isang pangunahing kartutso sa disenyo.

Ang elemento ng Morse taper ay ginagamit para sa kagamitan na may naaangkop na kalakip. Ang kagamitan ay dapat na kinakailangang sumunod sa mga kinakailangan ng GOST. Ang pangunahing layunin ay upang mabawasan ang radial runout ng drill at ang distansya kung saan ang drill ay naayos sa chuck. Ito ay isang sapilitan na kinakailangan na ang mga sukat ng kono sa tooling at sa loob ng chuck ay magkasabay.
Ilan sa mga gumagamit ang nakakaalam kung ano ang isang ratchet chuck, at ano ang pagiging kakaiba nito. Ang ratchet sa disenyo ay ginagamit upang ayusin ang metalikang kuwintas
Ito ay salamat sa kanya na ang gumagamit ay nakakakuha ng pagkakataon na ayusin ang lalim kung saan pumapasok ang drill o ang tornilyo ay naka-screw in, na napakahalaga kapag nagtatrabaho sa drywall, kung madali mong mapalampas ang tornilyo
Para sa impormasyon sa kung anong uri ng mga drill chuck, tingnan ang susunod na video.
Mga aplikasyon ng collet chuck
Ang pangunahing elemento ng istruktura ng chuck na may isang collet ng uri ng clamping ay isang manggas na may mga springy petals, na ang bilang nito ay maaaring magkakaiba. Kaya, para sa mga workpiece ng clamping, ang diameter na kung saan ay hindi hihigit sa 3 mm, ang mga chuck na may tatlong petals ay ginagamit, kapag ang pagpoproseso ng mga bahagi na may diameter na hanggang 80 mm - na may apat na petals, higit sa 80 mm - na may anim. Para sa pagproseso ng mga bahagi ng napakaliit na mga diameter, ginagamit ang chuck, ang mga collet na kung saan ay pinalaki gamit ang mga espesyal na bukal. Bilang karagdagan, may mga modelo ng collet chuck, na nilagyan ng palitan na pagsingit ng iba't ibang laki, napili depende sa mga geometric na parameter ng workpiece na naproseso.










Ginagamit ang mga clamp collet hindi lamang upang ayusin ang mga workpiece na iproseso, kundi pati na rin upang ayusin ang ginamit na tool sa mga ito, na maaaring isang pamutol, drill o tapikin. Ang tool shank ay naayos ng mga elemento ng clamping ng maaaring palitan na collet, na gaganapin sa panloob na bahagi ng chuck ng isang espesyal na nut. Ang ganoong aparato ay gumagana ayon sa sumusunod na prinsipyo: kapag ang kulay ng nuwes ay naka-screw sa collet clamp, na ginawa sa anyo ng isang kabaligtaran na kono, ang sangkap na ito ay iginuhit sa butas ng chuck, sa gayon tinitiyak ang isang mahigpit at maaasahang compression ng ang tool shank ay naka-install dito.

Itinakda ang Collet kasama ang Nut at Retain Ring para sa Sparky Router
Kabilang sa mga kalamangan ng collet chucks para sa isang milling cutter, na ginawang sikat at hinihingi sa modernong merkado, ang mga sumusunod ay dapat na naka-highlight:
- pagiging simple ng disenyo;
- kadalian ng paggamit;
- mataas na pagiging maaasahan ng pag-aayos ng mga workpiece at ang tool shank.
Bilang karagdagan, tinitiyak ng mga collet chuck na kaunting runout ng parehong tool at ang mga workpiece na naayos sa kanila. Ito ay ipinaliwanag ng katotohanan na ang mga katawan ng pag-ikot na naka-install sa tulad ng isang kartutso ay perpektong nakasentro. Ang kaginhawaan at kadalian ng paggamit ay natiyak din ng katotohanan na hindi kinakailangan na gumamit ng isang espesyal na susi at iba pang mga karagdagang aparato upang maisaaktibo ito.

Collet chuck ER20 para sa mga milling cutter na may shank diameter 8 mm
Siyempre, tulad ng anumang teknikal na aparato, ang mga collet chuck ay may mga kalamangan. Ang pinaka-makabuluhan ay ang diameter ng workpiece o ang shank ng tool para sa isang router na direkta nakasalalay sa nagtatrabaho diameter ng collet mismo. Kaya, para sa mga tool at workpieces ng iba't ibang mga diameter, kinakailangan upang pumili ng mga collet na magkakaibang laki.
Ang isa sa mga pinaka kilalang lugar ng aplikasyon ng mga collet chuck ay ang kagamitan ng mga sliding head machine, kung saan ayusin nila ang workpiece upang maproseso.Sa mga naturang machine, bilang panuntunan, naproseso ang mga workpiece na hindi masyadong malaki ang lapad, na ginagawang posible na gumamit ng mga collet-type clamping device para sa pag-aayos ng mga ito. Samantala, ang mga collet chuck na ginamit upang bigyan ng kasangkapan ang mga naturang makina ay naiiba sa kanilang disenyo mula sa mga collet chuck na ginamit sa kagamitan sa pag-on. Ang mga sliding machine ay madalas na nilagyan ng dalawang uri ng mga collet, isa sa mga ito, tulad ng nabanggit sa itaas, ay ginagamit upang ayusin ang workpiece upang ma-machined, at ang pangalawa upang ayusin ang shank ng ginamit na tool.
Paano pipiliin ang tamang hanay ng collet
Kapag bumibili ng isang hanay ng mga collet clamp para sa isang router ng kamay, maaari kang makatagpo ng katotohanang ang mga collet ay hindi magiging napakataas na kalidad. Bilang karagdagan, maaaring hindi nila maitugma ang mga diameter ng shank ng mga tool na nilalayon nilang hawakan. Ang mga ganitong sitwasyon, sa kasamaang palad, ay hindi gaanong bihira at lalo na tipikal para sa mga kasong iyon kapag ang isang murang hanay o mga produkto mula sa hindi kilalang mga tagagawa ay binili. Ang tanging paraan sa labas ng mga naturang sitwasyon ay ang pagbili ng isang bagong hanay ng mga collet para sa pamutol ng paggiling.

Dapat tumugma ang collet sa spindle ng router at dapat tumugma ang collet sa chuck na ito. Ang mga collet ay madalas na may iba't ibang mga anggulo ng tagpo ng mga cone at magkasya lamang "kanilang" clamping nut
Upang hindi harapin ang problema sa pagbili ng mga collet ng hindi sapat na kalidad at hindi naaangkop na laki para sa isang router, mas mahusay na pumili ng mga produkto mula sa mga pinagkakatiwalaang tagagawa. Kung hindi ito posible, kinakailangan upang maingat na suriin ang mga collet na kasama sa kit para sa kanilang pagsunod sa kinakailangang kalidad at karaniwang mga sukat ng tool ng router.
Paggawa ng sarili
Ang isang maliit na drill ay pinakamahusay para sa pagtatrabaho sa kahoy, metal at plastik, at para sa paggawa ng iba't ibang mga naka-print na circuit board. Dapat itong nilagyan ng isang nakahandang mini-clamp-type fastener. Ngunit kung wala ito sa kamay, madali mo itong makakaya. Dito kakailanganin mo ang isang soldering iron, millimeter-makapal na wire na bakal at solder. Dagdag dito, ang proseso ng pagmamanupaktura ay napupunta ayon sa sumusunod na pamamaraan:
- Pinapalabas namin ang isang spiral mula sa kawad. Ang diameter nito ay dapat na katumbas ng diameter ng baras ng de-kuryenteng motor at ng drill kung saan kinakailangan upang gumana;
- Naghinang kami ng spiral. Tinitiyak ang mataas na kalidad sa pamamagitan ng soldering flux o mga katulad na pagpipilian;
- Pagkatapos ay inilalagay namin ang spiral sa baras - at ang mini-chuck para sa aming drill ay ganap na handa.
 Ang mga homemade collet chuck ay mahusay sa kawalan ng mga nakahandang clamp para sa mga drill at kung mayroon kang naaangkop na mga kasanayan upang malaya na gumawa ng mga naturang mekanismo. Magiging kailangang-kailangan ang mga ito sa sambahayan, kung kinakailangan ang trabaho na may tiyak na mga detalye, at ang mga nakahandang clamp ay maaaring hindi angkop para sa anumang mga katangian.
Ang mga homemade collet chuck ay mahusay sa kawalan ng mga nakahandang clamp para sa mga drill at kung mayroon kang naaangkop na mga kasanayan upang malaya na gumawa ng mga naturang mekanismo. Magiging kailangang-kailangan ang mga ito sa sambahayan, kung kinakailangan ang trabaho na may tiyak na mga detalye, at ang mga nakahandang clamp ay maaaring hindi angkop para sa anumang mga katangian.
Ang collet ay isang mahalagang elemento sa mga lathes ng iba't ibang mga pagbabago. Sa tulong nito, maaari kang magsagawa ng trabaho sa pagproseso at paggiling ng mga bahagi ng metal at plastik. Bilang karagdagan, madali mo itong makakamit gamit ang mga scrap material. Ang iba't ibang mga naturang mekanismo na magagamit ngayon ay nagbibigay-daan sa iyo upang piliin ang pinakamainam na modelo ng clamping para sa mga personal na pangangailangan.
Napakahalaga din na isaalang-alang ang paraan ng pagkakabit nito sa suliran at mga sukat ng flange, dahil kung wala ang mga ito imposibleng kunin ang collet. Ang matagumpay na trabaho na may iba't ibang mga uri ng clamp!








Nagtatrabaho diagram kasama ang mabilis na pagbabago ng may-ari
Ang pagbabago ng tool sa paggupit ay maaaring gawin nang hindi hinihinto ang pag-ikot ng spindle. Ang chuck ay may isang bore taper na tumutugma sa taper ng shank. Ang tool ay ipinasok na may isang kapalit na manggas, mayroon itong 2 mga uka, at sa loob ng katawan, ang mabilis na pagbabago ng drill chuck ay may 2 bola at mga pahinga para sa kanila. Ang pagkakahanay ng mga uka sa napapalitan na manggas na may mga bola ay tinitiyak ang pagiging maaasahan ng tool clamping sa may-ari.

Ang mga fastener ay na-secure sa isang panlabas na singsing sa pag-clamping.Kapag binabago ang drill, ang singsing ay tumataas hanggang sa hintuan, binubuksan ang mga groove, kung saan, kapag hinugot ang manggas, ang pag-aayos ng mga pangkabit na bola ay pinindot. Ang paglalagay ng manggas ay nangyayari din sa itaas na singsing na itinaas. Kapag ibinaba ito, ang mga bola ay nakahanay sa mga uka ng manggas at pinindot papasok.
Upang maiwasan ang kusang paglabas ng tool habang nagtatrabaho, ang mabilis na pagbabago ng drill chuck ay nilagyan ng retain ring. Ang pag-ikot ay nakukuha mula sa suliran sa drill sa pamamagitan ng taper ng shank sa manggas, na mapagkakatiwalaan na hawak ng mga bola sa katawan. Ito ay isang aparatong pang-drilling ng feed ng feed. Para sa isang pahalang na drilling machine, ang singsing na nagpapanatili ng bola ay nilagyan ng mga bukal na nagsasara ng mga butas sa katawan, na pumipigil sa kanila na mahulog sa mga butas, na hahantong sa pana-panahong paglabas ng manggas mula sa magkakaibang panig.
Upang gawing mas mabilis ang trabaho, ang mga drills ay inihanda bago simulan. Ang mga ito ay naayos sa mga maaaring palitan na manggas na tumutugma sa panloob na laki ng chuck at magbubukas sa pagkakasunud-sunod ng paggamit. Ang isang dobleng panga na mabilis na pagbabago ng drill chuck ay ginagamit kapag nag-drill ng malalaking butas. Ang prinsipyo ng pagtatrabaho kasama nito ay pareho, ngunit ang three-jaw quick-clamping, ay may (ayon sa GOST) na mas kaunting mga posibilidad para sa maximum na laki ng clamping.
Ang self-clamping drill chuck, pati na rin ang mabilis na clamping, ay sumusunod sa GOST alinsunod sa Morse taper na may saklaw na clamping. Bukod dito, ang parehong mga kategorya ng chuck ay maaaring tawaging mabilis na clamping, ngunit ang mga nag-aayos ng drill na may kulay ng nuwes sa katawan, nang hindi gumagamit ng isang susi, ay self-clamping. Ang B16 at B18 ang pinakakaraniwang ginagamit na mga cone para sa lahat ng uri ng walang sinulid na chuck. Ang self-clamping drill chuck ay may iba't ibang antas ng pagkatalo. Sa isang pagtaas sa Morse taper, ang pinapayagan na halaga ay tumataas, hindi alintana ang kawastuhan ng mismong machine.
Turning machine # 1. Morse taper # 2, drill chuck - DRIVE2
Narito ang aking minamahal para sa 30 rubles :) Ang pangunahing sakit ng ulo ay ang mga blangko. Ngunit kagiliw-giliw na subukan kung paano ito makakaikot sa normal na bakal. Kinuha ko ang isang hub bolt, mayroon itong isang lakas ng klase na 10.9 at sa pangkalahatan ang mga ito ay napakataas na kalidad. Ito ay pinatigas at pinigil ang bakal. Walang silbi ang mag-drill gamit ang isang drill mula sa kanilang mga kamay - gasgas lamang.
Kaya't ang batang Tsino na ito ay nakakagulat ng isang millimeter bawat pass, at maaari mong mahuli ang isang mode nang walang panginginig ng boses - ngunit kailangan ang coolant, agad kong ininit ang pamutol. At ang mga ito ay incisors kay Ali, hindi pinahigpit. Pagkatapos ay nagpunta kami sa isang kakilala, at mayroon siyang isang Sabado sa "hasa" at pinahigpit niya ang mga ito para sa akin, aba! ito ang bagay. Oo, syempre wala itong tigas, ngunit sa matalim na insisors, kahit na ang mahusay na bakal ay maaaring patalasin.
Siyempre, hindi ako nagtagumpay sa pagputol - sinira ko ang pamutol :) Ang set na mayroon ako sa ngayon ay ang pinakamura.

Sa totoo lang, hindi ko alam kung bakit ko ito binili - nais ko. Nitong nakaraang araw lamang, ang aking luma, sirang drill ay napunta sa isang kamalig. Kukuha kami ng isang kartutso mula rito. Kinakailangan lamang na gumawa ng isang morse taper No. 2, na may isang thread para sa kartutso.
Nahuli namin ang kanto. Sa pamamagitan ng paraan, ang clamp sa likurang gitna mula sa kit ay tumama lamang ng isang daang parisukat na metro, ito ay tungkol sa kawastuhan ng spindle at chuck (hindi ko giniling ang mga cam, siyempre).
Ngunit ang tigas ... ang chuck ay maaaring patayin ng kamay ng isang daang square square 5 - at ano ang gusto mo mula sa isang stock mula sa mga materyales sa pagbuo ng tindahan? At nahanap ko rin doon nang paikot - mga bisagra ng garahe :)) Bagaman ang isang kaibigan ay may mga koneksyon pa rin sa pabrika, marahil ay ilalagay nila ang ilang mga kapaki-pakinabang na binti.
 Natawa ka na ba? Ngunit ang kono na ito ay naka-STICK! Masaya ako noong bata ako. Marahil ang huling pagkakataon na napakasaya ko ay nang magsimulang mag-ehersisyo ang pagluluto. At ako pa rin ang naka-troll sa makina na ito lamang upang patalasin ang mga washer. Aha washers, putulin mo lang ang pinakamasakit dito
Natawa ka na ba? Ngunit ang kono na ito ay naka-STICK! Masaya ako noong bata ako. Marahil ang huling pagkakataon na napakasaya ko ay nang magsimulang mag-ehersisyo ang pagluluto. At ako pa rin ang naka-troll sa makina na ito lamang upang patalasin ang mga washer. Aha washers, putulin mo lang ang pinakamasakit dito
Ang makina na ito ay hindi alam kung paano i-cut ang isang pulgadang thread, ngunit sa chuck ito ay isang pulgadang thread.Samakatuwid, pinatalas namin ang bolt para sa isang transitional fit sa thread ng kartutso. At syempre hinang! :) Nakalimutan na kumuha ng litrato, marahil ay hindi ganap na malinaw. Ang kono ay machined mula sa isang napakataas na kulay ng nuwes, isang bolt ang nakabalot dito, sa reverse side ay na-machining ito para sa isang transitional fit (isinentro namin ito) at hindi ito babalik - hinang.
Ngunit hindi ako isang tunay na manghihinang, kaya't nawala ang 5 ektarya, ngunit walang knurling
Hindi tumama
Kaya't kahit na para sa isang drill ito patagilid, hindi tulad ng isang nakatigil na chuck.
Kaya, subukan natin ang isang 10k drill, muling pinapalitan ko ang isang nut - ang pinakapangit na bagay sa mga tuntunin ng cranking. Kaya't ang drill sa chuck ay nakabukas, ngunit ang aking kono ay hindi!
May mga pagdayal nang walang zero shift. Binago ito ni Goujon sa isang cog upang makagalaw siya kahit gaano ka-zero.
Samakatuwid, ang unang bagay na inilagay ko doon ay ang DRO. Kaya, mayroon ding isang CNC, kahit isang "electronic gear". Para sa lahat ng mga plastik na gears na ito, kapag sinusubukang i-cut na may isang mapurol na pait, na-skid (ang gitara ay hindi masyadong matigas), ang mga ngipin ay nabubuhay pa rin.










Pag-fasten ng collet sa mga tool sa makina at kamay
Ang pag-aayos ng collet at pagsasentro ay ginaganap sa lathe spindle. Tandaan na ang mga diameter ng mga cartridge at ang kanilang mga pamamaraan sa pag-install ay na-standardize. Ang pinakakaraniwang mga disenyo ng pagtatapos ng suliran ay may kasamang mga fastener ng Type C at Type D (cam-lock). Gayundin, upang mai-install ang mga collet chuck, flanges at faceplates ay madalas na ginagamit, na matatagpuan sa suliran.
Ngayon sasabihin namin sa iyo kung paano i-sentro ang collet chuck sa shaft ng motor ng isang tool sa kamay (electric drill). Isinasagawa ang pagsasaayos sa dalawang eroplano, habang sa una ang pagkatalo ay natanggal sa isang eroplano, pagkatapos ay sa isa pa. Pag-unlad sa trabaho:
-
Ayusin ang drill sa mesa (sa posisyon na nakahiga).
-
Paikutin ang chuck hanggang sa ang nais na pares ng bolts ay parallel sa talahanayan.
-
Paikutin ang chuck na 180 degree at ayusin ang pagpapalihis ng chuck.
-
Tanggalin ang runout sa pamamagitan ng paghihigpit at pag-loosening ng isang pares ng mga turnilyo.
Gawin ang pareho sa pangalawang pares ng mga turnilyo. Upang gawing mas kapansin-pansin ang paglihis sa dalawang eroplano, gumamit ng isang mahabang drill.