Mga Peculiarity
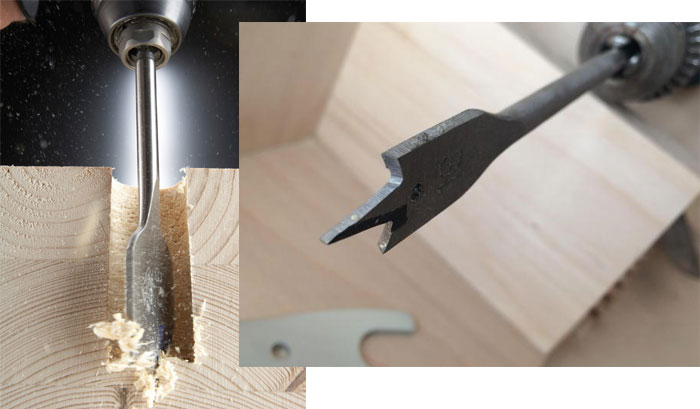
Ang kahoy drill bit ay binubuo ng isang gumaganang katawan at isang seksyon ng buntot. Ang proseso ng pagbabarena ay ginaganap ng gumaganang bahagi, na mukhang isang patag, ngunit mahigpit na pinatalas ang maliit na talim. Sa dulo ng talim, mahigpit sa gitna, mayroong isang maliit na hugis-kono na protrusion, na ginagamit upang markahan ang gitna ng hinaharap na butas sa materyal ng workpiece. Ang mga pinalawak na talim ng tool ng panulat ay may pinahigpit na mga gilid na matatagpuan sa magkabilang panig ng tool, na may kaugnayan sa tapered na gilid.


Ang mga tool sa panulat para sa pagbabarena ay ginawa gamit ang isang nagtatrabaho na bahagi o may dalawang paggupit na ibabaw. Ang isang solong panig na drill ng pen ay nagbabawas ng 75-90 ° na anggulo ng hiwa sa materyal ng workpiece, habang ang isang modelo ng tool na dobleng panig ay pinuputol sa isang anggulo na 125-135 °.

Sa paggawa ng mga drill ng pen, ang mga tagagawa ay sumusunod sa na-verify na proporsyon na inilatag sa pagitan ng lapad ng nagtatrabaho talim at kapal nito. Halimbawa, para sa isang tool na may diameter na 5 hanggang 10 mm, ang kapal ng nagtatrabaho na bahagi ay mula 1 hanggang 2 mm. Ang mga drills na may diameter na 10 hanggang 20 mm ay may gumaganang bahagi ng kapal na 2 hanggang 4 mm. Kung ang pen drill ay may diameter na mas malaki sa 20 mm, ang kapal ng talim ay magiging 6 hanggang 8 mm.
Paggamit ng isang de-kuryenteng makina
Upang magsimula, sulit na linawin na ang prosesong ito ay magiging mahirap para sa mga hindi pa pinahigpit. Kung ikaw ay isa sa mga taong ito, pagkatapos ay subukang magsanay at patalasin ang isang pagod na tool na hindi mo pa nagamit nang mahabang panahon. Pagkatapos lamang ng isang maikling pagsasanay makakakuha ka ng isang ideya kung paano ang mga bagay sa proseso. Posible upang direktang makapunta sa negosyo.
Ang gawain ay maingat - ang isang labis na kilusan ay maaaring makasira ng instrumento, na, syempre, hindi mo kailangan
Samakatuwid, napakahalaga na sundin ang mga tagubilin sa ibaba, makakatulong ito sa iyo na gawin nang wasto ang pamamaraan.
Sa panahon ng pagpapatupad, kailangan mong gabayan ng maraming mga patakaran na makatiyak sa iyo ng isang mahusay na kinalabasan:
- maglagay ng isang lalagyan ng malamig na tubig sa tabi nito - ito ay madaling gamiting para sa paglamig ng isang overheated drill;
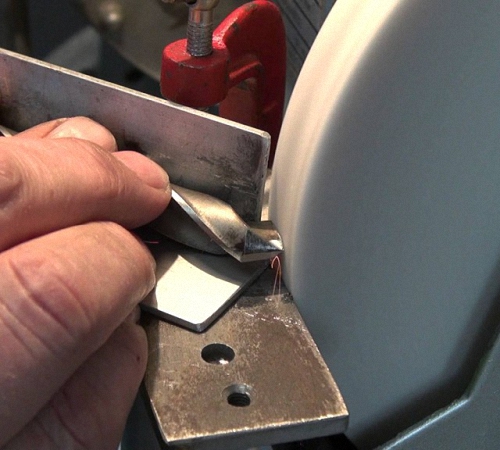
- Ang 45 degree ay ang pinaka tamang anggulo. Samakatuwid, subukang panatilihin ang elemento sa posisyon na ito;
- ang drill ay naka-install sa gilid ng machine disk - ito ang pinaka tamang pagpipilian;
- kung nais mong ang hasa ay gagawin nang tumpak hangga't maaari, pagkatapos ay ilagay ang elemento sa washer - sa ganitong paraan masisiguro mo na ang trabaho ay magiging maayos;
- ang mga sumusunod na gilid ng drill ay dapat na nakatago ng ilang mga millimeter at pagkatapos ay subaybayan ang kanilang pagkakapantay-pantay;
- ang lumulukso ng tool ay dapat na payat, bibigyan ka nito ng pinakadakilang kaginhawaan sa trabaho;
- pagkatapos ng proseso ay halos kumpleto, pabagalin ng kaunti ang bilis ng makina at magpatuloy sa paghasa;
- pagkatapos tapusin ang cool na tapos na item na may tubig, tiyaking gumagana ito nang maayos. Kung hindi ito ang kadahilanan, pagkatapos ay ipagpatuloy ang proseso hanggang sa ang instrumento ay nasa pinakamabuting kalagayan na kalagayan.
Mga Tip sa Pagpili
Sa mga modernong tindahan ng hardware mayroong maraming pagpipilian ng mga modelo ng drill ng pen, na naiiba sa tatak ng tagagawa at ang gastos, depende sa kalidad ng produkto.
Kapag pinili ang tool na ito, kailangan mong bigyang-pansin ang mga sumusunod na pinakamahalagang parameter
- Proporsyonal ng hugis - mayroong dalawang pinahigpit na talim sa gumaganang bahagi ng drill na may kaugnayan sa gitnang naka-tapered na gilid. Ang parehong mga bahagi ng produkto ay dapat na simetriko at hasa sa parehong anggulo.Hindi magiging labis upang suriin ang pagsunod ng tool sa diameter ng drill na ipinahiwatig sa pakete, totoo ito lalo na para sa mga produktong gawa sa Tsino.
- Paghahasa ng kalidad - ang nagtatrabaho na bahagi ng mga hiwa ng hiwa ng drill ay dapat na patalasin nang mabuti, malaya sa pag-chipping, pag-chipping at matugunan ang mga pamantayang pang-teknikal. Ang drill ay pinahinit nang awtomatiko sa produksyon at mukhang perpektong patag.
- Ang pagkakaroon ng mga depekto - ang biniling tool ay dapat na maingat na suriin para sa mga nakatagong mga depekto, na maaaring pareho sa gumaganang ibabaw ng produkto at sa katawan ng pamalo nito. Ang drill, na ginawa sa pabrika, ay walang pagpapapangit, gasgas, chips, hadhad at mga bakas ng kalawang.
Upang hindi mapagkamalan ng pagpili ng isang tool sa pen para sa pagbabarena at upang bumili ng isang talagang mataas na kalidad at maaasahang produkto, pinapayuhan ng mga eksperto ang pagbibigay pansin sa kulay ng metal na binubuo nito. Ang metal ng pinaka matibay na drill ay may malalim na madilim na kulay, na nakuha ng materyal sa panahon ng pagproseso ng ibabaw nito na may mainit na singaw.
Kung ang drill ay may isang bakal na madilim na pilak na lilim, ipinapahiwatig nito na ang tool ay hindi napailalim sa karagdagang pagproseso, na nangangahulugang hindi ito gaanong protektado mula sa mekanikal na stress, at ang tigas nito ay mas mababa kaysa sa isang madilim na kulay na analog.
Ang ilang mga drill ng pen ay may natatanging kulay ng ginto at isang makintab na ibabaw. Nakikita ang tulad ng isang tool, dapat mong malaman na ang tagagawa ay ginagamot ang ibabaw nito ng isang patong na titanium nitride. Ang patong na ito ay makabuluhang nagpapalawak sa buhay ng serbisyo ng drill, pinapanatili ang mga katangian ng paggupit nito sa panahon ng operasyon, at pinoprotektahan din ng titan ang ibabaw ng drill mula sa pinsala sa mekanikal. Sa pamamagitan ng isang titanium pen drill, maaari kang magtrabaho kasama ang mga partikular na malakas na materyales sa pamamagitan ng paggawa ng mga butas sa kanila ng isang naibigay na diameter, habang ang drill ay hindi kailangang regular na maiakma o patalasin - kakailanganin itong gawin nang mas madalas kaysa sa maginoo na mga drill ng panulat. gawa sa hindi pinahiran na mga haluang metal na bakal.








Mga kalamangan sa paggamit ng makina
Ang isa pang tampok na ibinibigay ng makina ay ang paggalaw sa tulong ng isang motor.
Samakatuwid, bilang isang haligi, makatotohanang gumamit ng anumang tindig na pagpupulong na may isang poste.
Sa dulo ng baras, magkakaroon kami ng isang bundok para sa drill. Mahusay na gumamit ng mga bolt para sa isang secure na pagkakasya.

Matapos naayos ang tool, bubuksan namin ang hasa, at ang haligi mismo ay dinala sa bilog upang ang likod ng drill para sa metal ay nakabukas para sa hasa.
Maginhawa ito, dahil bago pa man i-on ito, maaari naming ayusin ang tamang anggulo upang patalasin ang drill.
Ang pangunahing kawalan ng isang maginoo na aparato ay hindi mo ito madala sa labas ng garahe, at maraming puwang ang kinakailangan sa loob ng silid.
Samakatuwid, mayroong isang pagpipilian na gumamit ng isang nozzle machine.

Sa ganoong aparato, sa isang banda, mayroong isang yunit ng pagkonekta, salamat kung saan naka-install ang nguso ng gripo sa spindle ng drill, at sa kabilang banda, makakahanap ka ng isang butas para sa mga drill para sa mga metal.
Madaling patalasin ang tool sa ganitong paraan kahit sa iyong sariling mga kamay - ipasok lamang ito sa lahat ng paraan at i-on ang mekanismo.
At ang pinakamaliit na paglilipat sa panahon ng trabaho ay maaaring magresulta sa mga pinsala. Ang isang gilingan ay hindi makakamit ang mataas na kalidad, angkop lamang ito para sa mga metal drill na may isang maliit na diameter.
At pagkatapos ng proseso ng paghasa, hindi mo maaaring gawin ang pag-debug.
Ang pagtatapos ay isang mahalagang bahagi ng proseso kung kinakailangan upang patalasin ang isang tool.

Sa pabrika, pinapayagan kang alisin ang lahat ng mga iregularidad sa pagtatapos ng pamamaraan, upang mabigyan ang kinis na bahagi ng paggupit.
Kung ang drill ay solid at pare-pareho, ito ay magtatagal ng mas matagal at mas mahusay.
Kung nais, ang pagtatapos ay maaaring gawin sa bahay. Upang magawa ito, baguhin lamang ang bilog sa isang gawa sa silicon carbide.









Ginagamit ang isang batong brilyante dito bilang isang gulong ng paggiling. Sa prosesong ito, ang emeryeng gulong ay hindi magbibigay ng nais na mga resulta.
Bago patalasin ang tool, sulit na sukatin ang paghihinang, dahil kung ito ay mas mababa sa 10 millimeter, hindi na ito makatuwiran upang patalasin. Isang kumpletong kapalit lamang ang kinakailangan.
Tandaan na mas mahirap ang materyal ng tool, mas mababa dapat ang bilis ng pag-ikot ng gulong.
Video:
At para sa isang matagumpay na drill para sa metal, ang bilis ay pangkalahatan sa isang minimum, upang hindi makapinsala sa bahagi ng paggupit.
Pinatalas namin ng maikli at makinis na pagpindot, hindi kasama ang matalim na paggalaw.
Pagdating sa paghihinang, pinahigpit ang mga ito sa parehong paraan tulad ng maginoo na drills - mula sa likuran.
Mga panuntunan sa pagpapatakbo
Upang makuha ang pinakadakilang kahusayan kapag gumaganap ng trabaho na may isang butas na drill, pati na rin upang pahabain ang panahon ng kanilang operasyon, dapat sundin ang mga sumusunod na panuntunan.
- Ang pagtatrabaho sa mga butas sa pagbabarena sa mga kahoy na ibabaw ay dapat na isagawa sa mababang bilis ng drill, na may isang tagapagpahiwatig na hindi hihigit sa 300-450 rpm. Dapat sundin ang panuntunan - mas makapal ang diameter ng drill, mas mababa dapat ang bilis ng pag-ikot nito. Pinapayagan ng pamamaraang ito para sa mas mahusay na mga resulta at pinipigilan ang drill mula sa pagpapapangit.
- Upang maisagawa ang trabaho sa isang pen drill, ang isang electric drill ay pinakaangkop, na may kakayahang ayusin ang lakas nito, habang ang isang distornilyador ay hindi maaaring palaging ibigay ang nais na lakas at bilis ng pag-ikot para sa drill.
- Kung ang karaniwang haba ng drill ay malinaw na hindi sapat upang makagawa ng isang butas sa mga lugar na mahirap maabot, kinakailangang gumamit ng isang espesyal na idinisenyong adapter para dito, na naayos sa chuck ng electric drill.
- Bago simulan ang gawaing pagbabarena, ang seksyon ng gumaganang ibabaw ng workpiece ay maingat na sinusukat at ang lugar ng trabaho ng drill ay nakabalangkas, iyon ay, ang punto kung saan mai-install ang hugis ng kono na protrusion - ito ang magiging sentro ng ang bilog na isasagawa kapag ang tool ay tumatakbo. Dagdag dito, ang drill ay dapat na mai-install na may kaugnayan sa gumaganang eroplano, pinapanatili lamang ang isang anggulo ng 90 °.
- Inirerekumenda na simulan ang proseso ng pagbabarena sa mababang bilis ng electric drill, dahan-dahang idagdag ang mga ito habang ang drill ay lumalalim sa materyal ng workpiece. Ang pagdaragdag ng RPM sa drill ay makakatulong sa drill na dumaan sa materyal nang mas madali at protektahan ang drill motor mula sa sobrang pag-init. Kapag napansin mo na ang pangunahing drill ay umabot sa kinakailangang lalim sa loob ng materyal ng workpiece, dapat na ihinto ang proseso ng pagbabarena.


Matapos gawin ang butas sa workpiece, sa loob ng angkop na lugar nito, kung hindi ito dumaan, maraming basurang materyal ang makokolekta sa anyo ng mga ahit.
Upang gawin ito, ang pagbabarena ay tumigil, ang mga ahit ay inalis mula sa butas, at pagkatapos ay ang drill ay muling nahuhulog sa nabuo na pahingahan at patuloy na drill sa kinakailangang lalim.


Ang pangunahing mga parameter ng bahagi
Upang maaari mong patalasin nang tama ang tip, una sa lahat, tingnan natin ang mga pangunahing elemento nito, na kasama ang:
- isang bahagi ng paggupit (cutting edge) na nabuo sa pamamagitan ng tagpo ng ibabaw ng uka at ng flank ibabaw;
- sa harap na ibabaw, na kung saan ay matatagpuan sa ilalim ng cutting edge;
- ang likod na ibabaw, na kung saan ay matatagpuan sa likod ng gilid:
- jumper na matatagpuan sa pagitan ng dalawang likod na ibabaw.
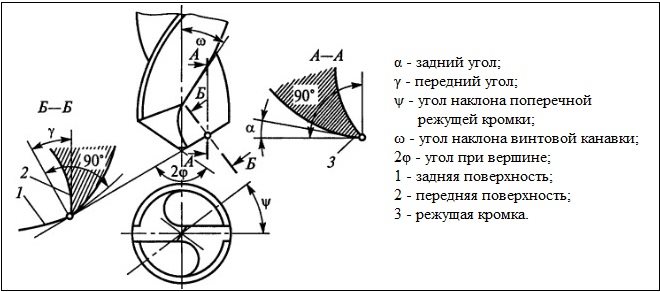
Sa panahon ng pagpapatakbo ng nguso ng gripo, ang gilid ng paggupit, tulay at mga ibabaw ng likod ay higit na naghihirap. Samakatuwid, ang pagpapanumbalik ng tool ay nangyayari sa pamamagitan ng paghasa ng mga likuran sa ibabaw, na kung saan isinasama namin ang gilid ng paggupit at ang tulay. Gayunpaman, hindi lahat ay napakasimple: upang ang gilid ay maging matalim muli at isang malinaw na lumulukso upang mabuo, ang mga humahawak na anggulo ay dapat na tumutugma sa mga halaga mula sa talahanayan:
Ang pagsunod sa mga halagang ito ay magpapahintulot sa cutting edge na palaging magiging una upang makipag-ugnay sa ibabaw ng workpiece, na makatiyak ng maximum na kahusayan ng tool. Ang haba ng gilid ng paggupit ay nakasalalay sa anggulo ng ilong. Ang pagsunod dito ay magpapahintulot sa mga chips na magkasya na maayos sa uka at lumabas.Kung gagawin mong mas matalim ang anggulo, ang lapad ng cut strip ay tataas, bilang isang resulta kung saan ang mga chips ay barado ang uka at hihinto na alisin mula sa butas sa lahat ng mga kasunod na mga kahihinatnan. Ang isang sobrang anggulo ng anggulo ay magbabawas ng kahusayan ng drill.
Paunang yugto ng trabaho
Una sa lahat, magpasya tayo kung ano ang kakailanganin sa proseso ng paghasa ng iyong sarili.
Kapag hasa ang mga drills para sa metal, at kahit na gamit ang iyong sariling mga kamay, palagi kang naghahanap ng isang kahalili sa mga tool sa pabrika, dahil may mga espesyal na paggiling machine sa produksyon.
Sa bahay, ang minimum na itinakda upang patalasin ang isang drill para sa metal ay magiging mas mahirap hanapin.
Una kailangan mong bumili ng mga espesyal na gulong ng paggiling.
Karaniwan kailangan mo ng isang bilog, ngunit sa madalas na paggamit ay mabilis itong mawawala, kaya mas mabuti na kumuha ng maraming sabay-sabay, para sa isang reserba. Ang bilog mismo ay naka-install gamit ang iyong sariling mga kamay sa isang umiikot na baras.










Habang humahasa ang drill, magpapainit ito nang sabay. Kung hindi ito pinalamig, kung gayon sa panahon ng pagpapatakbo mabibigo ito nang mas mabilis dahil sa pagkakaiba-iba ng temperatura.
Ito ay pantay na mahalaga upang mapanatili ang anggulo, dito hindi katanggap-tanggap ang kontrol ng mata. Dahil sa problemang ito ang mga tao ay bumili ng isang espesyal na aparato upang hindi patuloy na magsagawa ng nakakapagod na mga kalkulasyon.
Kinakailangan na malaman ang anggulo ng diskarte ng drill para sa metal. Ang anggulo ng susi ay ang anggulo ng rake, na maaaring tukuyin sa pangunahing eroplano ng paggupit, bilang ang anggulo sa pagitan ng harap na dulo at ang base ng pamutol.
Ang anggulo ng flank ay may parehong mga parameter, sa flank plane lamang. Ang sulok sa itaas ay makikita kapag tiningnan mo ang metal drill mula sa gilid: nasa pagitan ito ng dalawang gilid.
Huwag kalimutan ang tungkol sa pag-iingat kapag nagtatrabaho gamit ang iyong sariling mga kamay. Dahil kailangan nating magtrabaho kasama ang matalim na mga bahagi, mas mahusay na protektahan ang aming mga kamay gamit ang guwantes.
Siguraduhin na magsuot ng baso kapag hasa.
Sa proseso, ang mga maliliit na maliit na butil ay lilipad mula sa bilog, na kung saan ay masyadong sobrang pag-init.
Panoorin ang posisyon ng tool, dahil kung ang anggulo ng feed ay hindi tama, maaari itong makuha mula sa iyong mga kamay.
Kailan mo kailangan ng isang espesyal na tool para sa pagbabarena ng kahoy
Ang tanong kung paano at ano ang pinakamahusay na paraan upang mag-drill ng isang butas sa isang produktong gawa sa chipboard, MDF, playwud o solidong natural na kahoy ay nauugnay hindi lamang para sa mga dalubhasa sa karpintero at sa mga propesyonal na nakikibahagi sa paggawa ng kasangkapan, ngunit para din sa ang mga manggagawa sa bahay na mas gusto ang maraming mga gawaing bahay ay ginagawa mo mismo. Ang pagpili ng mga drill para sa kahoy sa mga naturang kaso ay tapos na depende sa kung anong uri ng mga butas ang kailangan mong mag-drill:
- bingi, walang pagkakaroon ng exit mula sa kabaligtaran ng produkto (inilaan para sa mga mounting hinge sa panloob na pintuan o sa mga pintuan na nilagyan ng mga istruktura ng kasangkapan);
- sa pamamagitan ng (mga elemento ng may sinulid na koneksyon (bolts at pin) ay inilalagay sa kanila, nang walang tulad na mga butas imposibleng i-install ang mga hawakan ng pinto at mga kandado).

Ang pangunahing layunin ng mga drill ng balahibo ay upang mabilis na makagawa ng mababaw sa pamamagitan ng mga butas. Magkaroon ng kamalayan sa nakausli na tip ng drill kapag nag-drill ng bulag na mga butas
Para sa paggawa ng kahoy, maaari kang bumili ng isang mamahaling tool (tulad ng isang disc cutter). Gayunpaman, hindi sa lahat ng mga kaso ang paggamit nito ay nabibigyang katwiran. Para sa karamihan ng mga sitwasyon kung saan kailangan mong mag-drill sa pamamagitan ng kahoy, isang mas madaling gamiting at makabuluhang mas murang tool ang magagawa. Ito ay, halimbawa, mga drill ng pen, na, sa kabila ng kanilang abot-kayang gastos, ay mahusay na ginagamit. Maaari kang gumamit ng isang kahoy na drill bit sa isang hanay na may parehong electric drill at isang maginoo na distornilyador.
Paano pumili
Una kailangan mong magpasya kung anong materyal ang iyong gagana. Batay dito, kinakailangan upang pumili ng isang feather nozel. Ang bawat isa sa kanila ay minarkahan ng kaukulang pagmamarka - maaari itong 3, 6, 9 at kahit 10. Ipinapahiwatig ng bilang na ito kung anong diameter (sa millimeter) ang isasagawa ang pagbabarena
At mahalaga din kung anong uri ng shank ang mayroon ang nozel - depende ito sa kung ito ay angkop para sa anumang tool (maging drill o distornilyador) o hindi.
Ang mga three-sided shanks ay magkasya sa anumang chuck. Kung ang shank ay may pagbabago sa SDS, posible na "i-mount" lamang ito sa isang martilyo drill, kung saan ito, sa katunayan, ay dinisenyo
Napakahalaga din na bigyang pansin ang kulay na mayroon ang drill. Kung ito ay kulay-abo, nangangahulugan ito na ang bakal na kung saan ito ginawa ay hindi pinatigas, iyon ay, ang produkto ay sa halip marupok at hindi angkop sa mga malalakas na materyales tulad ng mga tile o tile.

Ang itim na kulay ng nguso ng gripo ay nagpapahiwatig na sumailalim ito sa isang pamamaraan ng oksihenasyon, iyon ay, isang mainit na paggamot sa singaw. Salamat sa paggamot na ito, ang produkto ay protektado mula sa kaagnasan at sobrang pag-init, nagiging mas matibay ito. Ang ilaw na gilding sa drill ay nagpapahiwatig na naipasa na nito ang pamamaraan sa pag-temper. At maliwanag na gilding - na ang tip ay pinahiran ng titanium nitride o titanium carbonitride, na ginagawang angkop para sa pagtatrabaho sa mga pinaka matibay na materyales.










Dapat tandaan na ang mga drills kung saan inilapat ang pag-spray o nakasasakit ay tatagal nang mas mahaba kaysa sa mga produkto nang walang pag-spray, ngunit hindi posible na patalasin ang mga ito. Ang pinaka matibay ay magiging isang drill na pinahiran ng brilyante - maaari itong magamit upang gumawa ng mga butas kahit sa kongkreto.


Paano gumagana ang isang drill na Lewis?
Sa paunang sandali ng pagbabarena, ang isang tapered point ay pinindot sa materyal, na, sa panahon ng pag-ikot, ay naka-embed sa lalim. Pagkatapos ang pangunahing, spiral na bahagi ng drill ay nakasalalay dito. Hindi tulad ng iba pang mga disenyo ng mga drill na gawa sa kahoy, ang tool na pinag-uusapan sa una ay mayroon lamang isang gumaganang gilid, at pagkatapos ay nangyayari ang pagbabarena sa isang bahagi ng paggupit ng spiral. Habang tumataas ang kabuuang haba ng paggupit, babawasan nito ang pangkalahatang puwersa ng ehe sa drill, ngunit tataas ang peligro ng jamming at "drift" ng drill mula sa gitna.
Basahin din: Mga lugar ng negosyo na may paggamit ng mga cnc milling machine
Nalulutas ang unang problema tulad ng sumusunod. Una, mas mabuti na mai-install ang drill ng Lewis sa mababang bilis, mas malakas na mga drill. Pangalawa, ang mga naturang spiral-like drills ay hindi praktikal na gamitin para sa paggawa ng mga butas sa matitigas na kakahuyan, dahil ang mga nagresultang pag-ahit ay nag-aambag sa pag-jam ng basura sa isang mahabang mahabang uka. Kadalasan ang bilang ng mga rebolusyon ay napili nang baligtad na proporsyonal sa diameter ng nagresultang butas.

Upang malutas ang pangalawang problema, ang twist drill ay maaaring magamit bilang isang reamer, at ang paunang hiwa, maliban sa napakalalim na mga butas, ay maaaring isagawa sa isang maginoo na drill. Ito ay kilala mula sa karanasan sa pagpapatakbo na ang direktang paggawa ng butas gamit ang isang drill na Lewis ay maipapayo para sa mga diameter na hindi hihigit sa 15 ... 30 mm. Sa ibang mga kaso, ginagamit ang mga drill ng balahibo, at ang spiral ay ginagamit lamang sa huling pass, kung kinakailangan upang madagdagan ang kinis ng mga dingding sa gilid.
Ang kahalumigmigan na nilalaman ng kahoy kapag gumagamit ng gayong drill ay hindi mahalaga, pati na rin ang direksyon ng butil ng kahoy.
Mga Tip sa Pagpili
Ang anumang tool ay may sariling pamantayan at dapat matugunan ang mga ito. Maaari mong matukoy ang kalidad ng biniling tool sa pamamagitan ng hitsura, kulay, pati na rin ng materyal na kung saan ito ginawa.
- Materyal. Imposibleng matukoy ng biswal ang kalidad ng materyal. Samakatuwid, bago bumili, kailangan mong tiyakin na ang produkto ay may kalidad na sertipiko. Ang mga huwad na Tsino ay madalas na ipinagbibiling walang dokumento.
- Hitsura Ang isang kalidad na produkto ay may isang patag, makinis na ibabaw. Iba't ibang mga bitak, gasgas at pinsala ay may sira. Ang lugar ng paggupit ay dapat na maayos na talasa. Ang mga mahabang drills ay dapat na tuwid. Napakadali upang suriin ang mga ito para sa kalidad; sapat na upang i-roll ang mga ito sa isang patag na ibabaw. Ang lahat ng mga iregularidad ay makikita agad.
- Kulay. Upang ang tool ay magkaroon ng karagdagang lakas, ito ay gawa gamit ang isang espesyal na teknolohiya.Maaari mong malaman kung aling pamamaraan sa pagpoproseso ang ginamit ng kulay ng produkto. Ipinapahiwatig ng kulay ng bakal na walang karagdagang pagproseso ang natupad. Ang pag-spray ng isang kulay dilaw-ginto ay nakakapagpahinga ng metallic stress. Ang isang produktong ginagamot sa titanium nitride (maliwanag na tool na kulay ng ginto) ay magkakaroon ng mahabang buhay sa serbisyo. Ang black drill ay nadagdagan ang tibay. Ginamit ang singaw sa pagproseso nito.
- Package. Ang mga produkto mula sa mga kilalang tagagawa ay may mahusay, de-kalidad na balot. Ang lahat ng mga pekeng ay naka-pack na masama, at ang teksto ay maling maling pagbaybay.
- Presyo Kung mas mataas ang presyo, mas mabuti ang produkto. Ang lahat ng mga tool sa badyet ay may isang maikling habang-buhay.
Inaalagaan ang kanilang reputasyon, ang mga kilalang tindahan ay hindi magbebenta ng pekeng.
At kahit anong tool ang bibilhin mo, upang ito ay may mataas na kalidad at magtatagal, dapat kang makipag-ugnay sa maaasahan at maaasahang mga tagatustos.
Pinahahasa namin ang drill sa bahay - hasa ang anggulo at iba pang mga nuances
Ang proseso ng hasa ay medyo masigasig at may kasamang maraming mga yugto.
Ang pinakaunang yugto ay ang visual na inspeksyon para sa mga chips at microcracks. Kung magagamit sa mga pangunahing drills ng HSS, napagpasyahan na paikliin ang drill o isulat ito. Hindi posible na ibalik ang mga drill ng tsar.
Ang pangalawang hakbang ay upang matukoy ang hugis ng ngipin, ang pagkakaroon ng mga gilid, mga tampok ng hasa, ang bilang ng mga ngipin.
Sa ikatlong yugto, ang drill ay naayos sa mga espesyal na kagamitan, ang nais na anggulo ay itinakda alinsunod sa talahanayan ng gumawa, o ang unibersal na mesa na ibinibigay sa mga humahadlang machine.
Kadalasan, ang bilang ng mga ngipin ay nakatakda gamit ang isang paghati sa disc.
Matapos ang sunud-sunod na paggiling sa mga itinakdang anggulo ng lahat ng ngipin, nagbabago ang anggulo, at nagpapatuloy sa paggiling.
Sa masinsinang paggamit at madalas na paghasa, pati na rin kapag pinapaikli ang drill, kinakailangan upang patalasin ang harap na ibabaw ng ngipin (sa lalim). Ang operasyon na ito ay isinasagawa din sa isang unibersal na hasa ng machine, na may kapalit na disc.









Bilang isang patakaran, ang mapagkukunan ng isang pangunahing drill ay nabawasan ng 25% na may tamang paghasa, ngunit kumpara sa pagbili ng isang bagong drill, halata ang mga benepisyo.