Kailan kinakailangan ang hasa?
Kung ang mga drill ng kahoy ay maaaring patakbuhin nang mahabang panahon at sa parehong oras ay manatiling matalim, kung gayon ang tool na metal ay hindi masyadong magagamit. Siyempre, kinikilala ng isang bihasang manggagawa ang isang blunt drill sa pamamagitan ng mata o ng kauna-unahang pakikipag-ugnay nito sa ibabaw ng metal. Kung ikaw ay isang nagsisimula, maaari mong matukoy ang pangangailangan para sa isang tool para sa hasa ng mga sumusunod na palatandaan:
- sa proseso ng pagbabarena, mayroong isang creak at sipol;
- ang tool ay nag-init nang mas mabilis kaysa sa dati;
- ang kalidad ng butas ay mababa - may mga basahan at burr;
- ang mga chips ay lumabas lamang sa isang spiral uka (ang karatulang ito ay maaari ring magpahiwatig ng isang maling paghuhugas).
Tandaan na sa pamamagitan ng pagtatrabaho sa isang mapurol na tip, inilalagay mo ang iyong sarili sa panganib, dahil maaaring masira ito. Sa kasong ito, ang mga lumilipad na bahagi nito ay maaaring maging sanhi ng malubhang pinsala. Bilang karagdagan, ang drill ay maaaring "kumagat". Sa ganitong sitwasyon, kung ang drill ay malakas o nagtatrabaho ka sa isang makina, ang bahagi ay hinugot mula sa iyong mga kamay, na madalas ay nagtatapos din sa pinsala. Samakatuwid, sa anumang kaso hindi ito dapat higpitan ng hasa o pagbabago ng tip.
Paano pahigpitin ang isang drill nang tama sa bahay
Para sa bakal, ang anggulo ay 140 degree.
Ang 120 degree ay ang pinakamabuting kalagayan anggulo para sa karamihan ng mga drills.
Ang drill ay nakakagat ng anggulo para sa kahoy
Pamilyar tayo sa pagbabarena ng puno. Para sa manu-manong pagbabarena ng mga materyales sa kahoy, ginagamit ang isang drill at isang brace, gamit ang mga chuck (clamping) ng ilang mga hugis.
Tandaan na ang mga hand-hand screw drills ay madalas na ginagamit kapag ang mga butas ng pagbabarena na may diameter na 5 mm.
Kapag ang pagbabarena, isinasaalang-alang ang tigas ng kahoy, ang paglalagay ng mga basag, ang lalim ng pagbabarena, ang pagkakaroon ng mga kuko at iba pang mga banyagang materyales.
Kung ang lapad ng butas ay malaki, mas mahusay na mag-drill ng maaga sa mga center na may manipis na drills upang ang drill ay hindi magbabago ng direksyon, at kung ang kahoy ay marupok, ipinapayong gumawa ng countersinking.
Kung mayroong mga butas, kinakailangan upang makagawa ng isang tiyak na balakid kapag lumabas ang drill, halimbawa, mula sa isang piraso ng kahoy.
Tandaan! Na kapag nag-drill, hindi mo madidirekta ang tool sa iyong panig. Isaalang-alang nang maingat ang kalagayan ng drill, ang pagkakahanay ng drill sa chuck. Gamitin ang mga alituntuning ito para sa iyong personal na kaligtasan at kahusayan sa paghawak ng materyal.
Kung, sa proseso ng trabaho, ang mga maliit na butil ng pinahinit na materyal ay nakakakuha sa mata kaagad kumunsulta sa isang doktor.
Kung ang pagbabarena ay tapos na sa kahoy, pagkatapos ay hindi ka dapat mag-alala tungkol sa talas ng drill, dahil ang drill ay nagsisilbi ng mahabang panahon nang walang sistematikong hasa.
Gayunpaman, kapag nagtatrabaho sa metal, ang talas ng drill ay may mahalagang papel, dahil ang metal ay maaari lamang drill ng isang matalim na drill.
Kaya, anggulo ng hasa ng isang drill para sa kahoy ay magiging 140 degree.
Angulo ng drill para sa metal
Halimbawa, para sa mga metal ng isang mahirap na uri, katanggap-tanggap ito anggulo ng hasa ng drill humigit-kumulang 120 degree, para sa mas malambot na riles - 90.
Kung kailangan mong magtrabaho kasama ang malambot na tanso, ang anggulo ng tuktok ay katumbas ng 120-130 degree na pulang tanso - 125 aluminyo -140 plastik - 90-100 malutong materyales -140.
Ang hasa ng hasa ay hindi maaaring pareho para sa lahat ng mga materyales!
Kaya, ang anggulo ng hasa ng drill ay nakatakda depende sa mga katangian ng materyal (isinasaalang-alang ang plasticity at kondisyon nito).
Kaya, mas malambot ang materyal, mas malaki ang anggulo ng pagkahilig.
Gayunpaman, ang prinsipyong ito ay nalalapat sa produksyon.
Sa bahay, kapag ang parehong drill ay ginagamit para sa maraming mga materyales, ang anggulo ng pagkahilig ay nakasalalay sa diameter ng drill at nag-iiba mula 19 hanggang 28 ° para sa mga drill na may diameter na 0.25-10 mm.
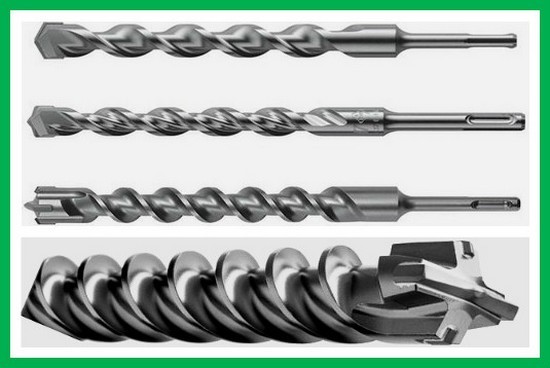
Mga iba't ibang mga drill para sa kahoy
Karaniwan, ang mga de-kalidad na drill ay ginagamit ng mga bihasang manggagawa na nangangailangan ng iba't ibang uri ng mga produkto upang lumikha ng mga butas sa kahoy. Ito ay maaaring mga butas, halimbawa, para sa mga spike, bolts o pin.Bukod dito, ang proseso ng pagbabarena mismo ay maaaring magkakaiba sa kalidad, na magdadala ng mga saloobin tungkol sa kung paano maayos na patalasin ang drill pagkatapos ng operasyon at kung ito ay kailangang pahigpitin.









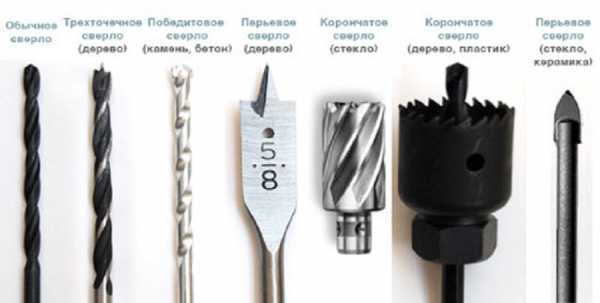
Ang pinakakaraniwang uri ng mga drills ngayon ay: tornilyo, pag-ikot, balahibo, gitna, singsing at Forstner drills.
Tornilyo
Kung kailangan mong mag-drill ng isang puno sa kabila ng mga hibla, nang hindi nagtataka muli kung paano pahigpitin ang isang drill sa isang puno, pagkatapos ay ang isang drill ng paikot na may isang pinong thread sa dulo ay madaling magamit. Maaari silang hanggang sa 50 millimeter ang lapad. Ang isang espesyal na hugis ng turnilyo ay makakatulong upang alisin ang mga chips mula sa lugar ng trabaho sa oras at sa ganyang paraan ay hindi sobrang pag-init ng tungkod. Nakasalalay sa kinakailangang lalim ng butas, maaaring mabili ang mga drills na mas mahaba sa isang sentimeter, na may pinakamaliit na sukat na 400 millimeter.
 Baluktot drills para sa kahoy
Baluktot drills para sa kahoy
Spiral
Ang produkto ng spiral ay agad na makikilala ng perpektong ground milled spiral na ito na may isang matulis na punto upang maiwasan ang anumang paggalaw ng pag-ilid ng tungkod sa panahon ng operasyon. Ito ay salamat sa hugis ng spiral na ang mga butas ay madaling drill sa mga istruktura ng pakitang-tao. Ang mga kaukulang drill ay umabot sa 52 millimeter ang lapad, at ang pinakamaliit ay matatagpuan sa 3 millimeter. Upang tumpak na pakayin ang inilaan na site ng pagbabarena, ang buntot ng produkto ay nilagyan ng isang korteng kono, na nagbibigay ng maraming kaginhawaan.
Kung, kapag bumibili, ang pagpipilian ay nahulog sa mga drill ng pag-ikot, kung gayon dapat mong laging tandaan ang tungkol sa ugnayan sa pagitan ng diameter ng produkto at ang maximum na bilang ng mga rebolusyon na maaaring magawa nito. Kung hindi man, ang buhay ng serbisyo ng produkto ay mababawasan nang husto. Kung kailangan mong i-machine ang mga hard kahoy na ibabaw, mas mahusay na magtakda ng maximum na 900 rpm na may diameter na drill na 14 milimeter o mas kaunti. Ngunit para sa malambot na kahoy, maaari kang magtakda ng 1800 na mga rebolusyon sa tool sa pagbabarena.
 I-set ang bit ng drill para sa kahoy
I-set ang bit ng drill para sa kahoy
Perovs
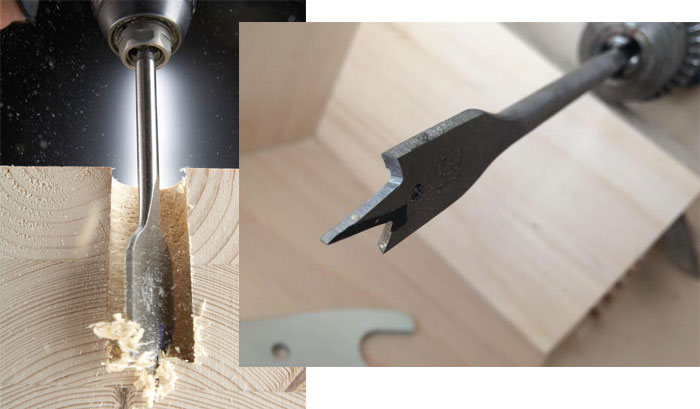
Ang pinakakaraniwang uri ng drill ay isang feather drill. Ito ang nagmumungkahi kung paano patalasin ang isang feather drill para sa kahoy, at kadalasang ginagamit sa pag-aayos at gawaing konstruksyon. Ito ang pinaka-maginhawa at may iba't ibang mga diameter.
Mayroon lamang isang mahalagang sagabal: tulad ng isang hugis ng drill ay hindi pinapabilis ang paglisan ng maliit na tilad at ang proseso ng pagbabarena ay naging mas kumplikado, lalo na kung kinakailangan ng isang butas na may mahusay na lalim. Iyon ang dahilan kung bakit inirerekumenda ng mga eksperto ang paggamit ng ganitong uri ng drill kapag nagtatrabaho sa mga panel na batay sa kahoy o makapal na mga board, kung saan magaganap ang proseso ng pagbabarena nang mahusay hangga't maaari.
Ang isang espesyal na uri ng tip para sa isang feather drill o isang katulad na produkto na may isang extension ay maaaring itama ang sitwasyon. Ang nasabing isang extension ay may isang hugis hexagonal, at maaaring magamit para sa iba pang mga uri ng drills. Sa kasong ito, ang diameter ng panghuling butas ay maaaring umabot ng hanggang sa 52 milimeter.
 Mga drill bits para sa kahoy
Mga drill bits para sa kahoy
Center at singsing
Ngunit ang mga center drill ay kapaki-pakinabang para sa paglikha ng perpektong kahit na sa pamamagitan ng mga butas sa isang kahoy na ibabaw. Kadalasan, ang mga naturang produkto ay nasa anyo ng isang 50 mm (minimum - 12 mm) na pamalo na may gupit sa ilalim, na umaabot sa haba ng hanggang sa 150 millimeter. Siyempre, hindi ka makakagawa ng mga butas nang malalim. Ang mga hole drill na mukhang katulad sa isang korona o singsing na may ngipin ay angkop para dito. Karaniwan silang ibinebenta bilang isang kumpletong hanay sa anyo ng mga drill bits na may isang center drill at isang solong base.
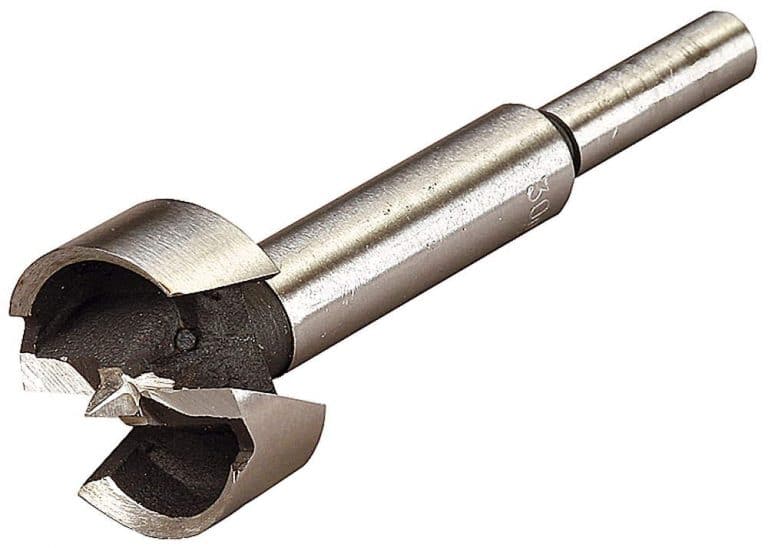
Forstner drills
Pagdating sa pag-aayos o paglikha ng mga kasangkapan, at hindi pag-iisip tungkol sa kung paano patalasin ang isang feather drill sa kahoy, maaari kang pumunta kaagad para sa mga drill ng Forstner na pinakaangkop para sa negosyong ito. Pinapayagan ka nilang mag-drill ng ganap na bulag na mga butas na may isang perpektong patag na ilalim. Sa kasong ito, ang diameter ng produkto ay umabot mula 10 hanggang 50 millimeter. Ang drill mismo ay pinahiran ng isang dalubhasang haluang metal na nagbibigay ng proteksyon at nagdaragdag ng buhay ng serbisyo.
 Mag-drill para sa kahoy na Forstner
Mag-drill para sa kahoy na Forstner
Mga drill bits para sa kahoy
Dahil mayroon kaming isang bubong portal, interesado kami sa mga drill ng balahibo na idinisenyo para sa pagtatrabaho sa tabla at iba pang mga materyales sa kahoy.
Sa mga tuntunin ng kalidad at kawastuhan ng trabaho, ang mga drills na ito ay hindi perpekto at may kani-kanilang mga kalamangan at dehado. Ginagamit pangunahin ang mga ito para sa magaspang na operasyon.
Ang mga drill ng panulat ay nakikilala sa trabaho sa kanilang mataas na pagiging produktibo. Siyempre, ang kadalian ng pagbarena nang direkta ay nakasalalay sa tigas ng kahoy at hindi lahat ng mga species ng puno ay madaling mag-drill. Ngunit sa malawak na paggamit ng tabla sa konstruksyon, ang chisel drill ay madaling makayanan ang pagbabarena. Ito ay madalas na ginagamit para sa pagbabarena ng malalaking butas, kapag nagtatrabaho sa nakadikit na kahoy, at maaari ring magamit para sa pagtatrabaho sa drywall at plastik.
Ang mga drills ng pluma para sa kahoy ay solong panig at dobleng panig. Alinsunod dito, nilalayon nilang magtrabaho kasama ang pag-ikot sa isa at dalawang direksyon, ayon sa pagkakabanggit. Ang anggulo ng hiwa sa incisor ng isang panig na talim ay 75-90 °, at para sa dobleng panig na talim - 120-135 °.
Pagkakagawa
Tulad ng anumang iba pang tool, ang kalidad ng drill at ang buhay ng serbisyo nito ay direktang nakasalalay sa hilaw na materyal at ang pamamaraan ng pagproseso nito. Sa paningin, ang kalidad ng pagproseso ng isang drill ay maaaring matukoy ng kulay nito:
- Steel shade shade - Ang bahagi ng drill ay hindi naproseso (maaaring lagyan ng kulay na pintura);
- Madilim - Ang drill ay ginagamot ng matalim na singaw upang madagdagan ang lakas ng metal (maaari rin itong lagyan ng kulay na pintura);
- Ginto - Ang isang espesyal na teknolohiya para sa pagproseso ng bahagi ng drill ay ginagamit;
- Maliwanag na Ginto - Ang ibabaw ng drill ay may isang titanium nitride layer para sa nadagdagan ang tibay at lakas na mga katangian.
Sa kasalukuyan, mayroong isang malaking bilang ng mga tagagawa ng feather drill
Upang hindi magkamali sa pagpili ng isang drill, kapag bumibili, dapat mong bigyang-pansin ang:
- hugis - ang nib ng drill ay dapat na simetriko;
- ang mga cutter sa drill ay dapat na perpektong tuwid;
- kakulangan ng mga chips at iregularidad sa drill;
- materyal at pagkakagawa ng produkto.
Paano pahigpitin nang tama ang isang spiral drill
Hindi mo kailangang magalala tungkol sa paghasa ng isang drill para sa kahoy, maaari kang gumana sa naturang drill sa loob ng maraming buwan at kahit na taon nang walang anumang hasa. Sa kasamaang palad, hindi ito masasabi tungkol sa isang drill para sa metal, na kinakailangang maging matalim. Iyon ay, ang metal ay maaaring drill ng isang natatanging matalim, maayos na drill.
Ang isang matalim na squeak sa simula ng pagbabarena ay katangian ng pagkawala ng talas ng drill. Ang isang drill na hindi pinatalas sa oras ay bumubuo ng mas maraming init at sa gayon ay mas mabilis na mawawala kaysa sa isang matalim.
Maaari mong patalasin ang drill sa mga espesyal na makina o paggamit ng mga tool. Naturally, kung maaari, mas mabuti na gawin ito sa mga espesyal na kagamitan. Ngunit sa workshop sa bahay, bilang panuntunan, walang ganoong mga makina, kaya kailangan mong gumamit ng isang maginoo na electric grinder na may isang bato.
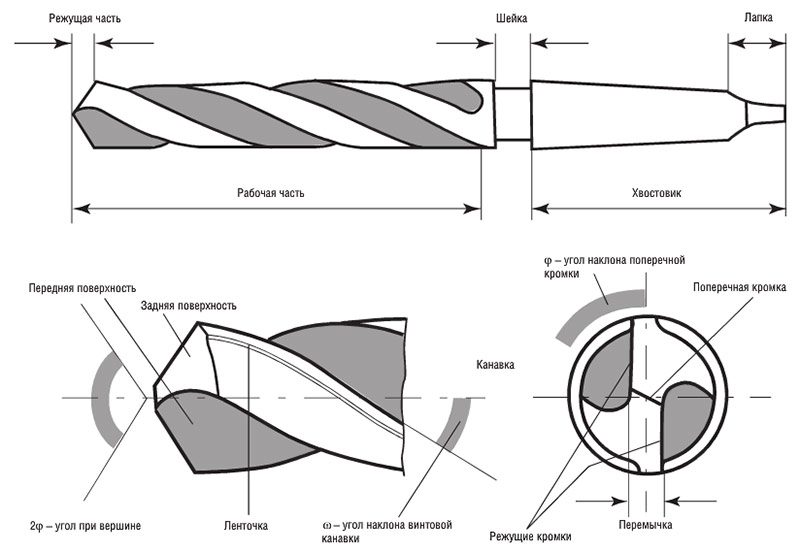
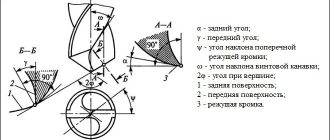
Ang mga pangunahing bahagi ng twill drill.
Ang uri ng hasa ay nakasalalay sa hugis na dapat ibigay sa likod na ibabaw ng drill at maaaring maging solong-eroplano, dobleng eroplano, korteng kono, silindro at tornilyo.
Ang drill ay pinahigpit kasama ang mga gilid ng likod. Ang parehong mga ngipin (balahibo) ng drill ay dapat na hinigpit na eksaktong pareho. Hindi madaling gawin ito nang manu-mano. Hindi rin madali upang manu-manong mapanatili ang nais na hugis ng flank at anggulo ng flank.









1. Ang solong-eroplano na hasa ng drill ay nailalarawan sa pamamagitan ng ang katunayan na ang likod na ibabaw ng panulat ay ginawa sa anyo ng isang eroplano. Sa kasong ito, ang posterior anggulo ay umaabot mula 28-30 °. Ang drill ay naka-attach lamang sa bilog, upang ang bahagi ng paggupit ay tumatakbo kahilera sa bilog at ang hasa ay ginaganap nang hindi umiikot, nang hindi gumagalaw ang drill.
Sa pamamagitan ng tulad ng isang hasa, ang mga gilid ng paggupit ng drill ay maaaring chipped sa panahon ng pagbabarena, na kung saan ay isang kawalan ng pamamaraang ito ng hasa.Ito ang pinakamadaling paraan ng paghasa ng kamay at maaaring magamit para sa manipis na mga drill hanggang sa 3 mm ang lapad.
2. Ang mga drills na may diameter na higit sa 3 mm ay dapat na mas mabuti na pahigpitin nang patalim. Mahirap na gumanap ng tulad ng isang hasa nang manu-mano nang walang mga kasanayan, ngunit posible. Ang drill ay kinukuha gamit ang kaliwang kamay ng nagtatrabaho na bahagi hangga't maaari sa paggamit ng kono, at sa kanang kamay ng buntot.
Ang drill ay pinindot laban sa dulo ng nakakagiling na bato sa pamamagitan ng paggupit na gilid at sa ibabaw ng likurang bahagi, at bahagyang kinawayan ng kanang kamay, habang lumilikha ng isang tapered na ibabaw sa likurang feather edge. Ang drill ay hindi nagmumula sa bato sa panahon ng hasa, ang paggalaw ng kamay ay mabagal at makinis. Para sa pangalawang panulat, ang lahat ay paulit-ulit sa parehong paraan.
Gabayan ang drill gamit ang cutting edge patungo sa paggiling na gulong.
Kami ay nag-indayog ng drill sa ilalim, at pagkatapos ay pataas muli.
Kapag hasa, subukang panatilihin ang orihinal na hugis ng ibabaw ng pabrika ng likuran hangga't maaari upang mapanatili ang nais na mga anggulo sa likuran. Kung ang hasa ay tapos nang tama, pagkatapos ay sa mga drill na may diameter na hanggang 10 mm, ito ay sapat na. Para sa mga diametro sa itaas ng 10 mm, ang paghuhusay na ito ay maaaring mapabuti sa pamamagitan ng paghasa sa harap na ibabaw, tulad ng ipinakita sa larawan:
Paghasa ng nauunang ibabaw.
Ano ang punto ng pagpapahina? Sa pamamagitan ng pagbawas sa anggulo ng rake at pagtaas ng anggulo ng paggupit, ang paglaban sa chipping ay tumataas, na nagdaragdag ng mapagkukunan ng drill. Bilang karagdagan, ang lapad ng nakahalang gilid ay nagiging mas maliit. Ang nakahalang gilid ay hindi nag-drill, ngunit kinukiskis ang metal sa gitna ng butas. Ang pangalawang pigura ay malinaw na ipinapakita na dito ito ay pinaikling, na ginagawang mas madali ang pagbabarena.
Para sa mga drill na may napiling maliit na anggulo ng clearance, maaari mong dagdagan na patalasin ang ibabaw ng clearance. Sa kasong ito, ang drill ay kuskusin kaysa sa likod na ibabaw sa butas ng pagbabarena. Tingnan ang larawan:
Bumabalik sa ilalim ng lupa.
Sa mga kondisyon ng produksyon, pagkatapos ng hasa, bilang isang patakaran, tapos na ang pagtatapos, na makinis ang ibabaw, pag-aalis ng maliliit na notches. Ang drill, kung saan tapos ang pagtatapos, magsuot ng mas mababa sa isang pinahigpit na drill. Kung maaari, ang pag-fine-tuning ay dapat gawin nang walang kabiguan.
Para sa pagtatapos, kailangan mong gumamit ng paggiling mga bilog na bato mula sa berdeng silicon carbide (grade 63C, laki ng butil 5-6, katigasan ng M3-CM1) sa isang bakelite bond, pati na rin ang mga bilog mula sa Elbor LO (laki ng butil 6-8) sa isang bakelite bond.
Sa ibaba ipinakita namin sa iyong pansin ang isang mahusay na pagpipilian ng mga video sa pagsasanay sa pamamagitan ng panonood na tiyak na magagawang patalasin ang iyong mga drills.
Mga Dimensyon (i-edit)
Nakasalalay sa likas na katangian ng trabaho, ang mga artesano ay nakakakuha ng mga indibidwal na kopya o isang kumpletong hanay ng mga balahibo, na karaniwang may kasamang pinakatanyag na mga nozzles ng mga sumusunod na diameter: 25 mm, 35 mm, 40 mm, 50 mm at 60 mm. Ang mga diametro ng palawit na ito ay magbibigay-daan sa iyo upang makayanan ang mga karaniwang gawain kapag bumubuo ng iba't ibang mga butas. Kung kailangan mong i-cut ang isang uka na may diameter na higit sa 60 mm, mas mahusay na tanggihan na bumili ng mga feather drill, dahil hindi nila magagawang masakop ang isang malaking lugar ng materyal at ang pagbabarena ay hindi tama.

Mga panuntunan sa pagpapatakbo
Upang ang feather drill ay hindi maging deform sa panahon ng operasyon, at ang gawain ay nagawa nang tama, kinakailangang sundin ang mga pangunahing alituntunin ng paggamit nito. Bago simulan ang pagbabarena, inirerekumenda ng mga artesano na markahan ang lugar kung saan mabubuo ang butas, at gumawa ng isang maliit na depression sa isang naibigay na punto gamit ang isang core. Kailanman posible, pinakamahusay na gumamit ng drill na madaling iakma sa bilis kapag nagtatrabaho sa mga drill na hugis balahibo. Ang bagay ay sa kasong ito ang diameter ng balahibo ay direktang nakasalalay sa bilis ng paggupit: mas malaki ang laki ng pamutol, mas mababa dapat ang bilang ng pag-ikot ng baras, at kabaliktaran. Kung napapabayaan mo ang panuntunang ito, maaari kang harapin ang isang hindi kanais-nais na sandali kapag ang bilis ng mabilis na pagsusuot ng mga cutter ay mapupukaw o ang drill ay simpleng masisira.
Kung kailangan mong mag-drill ng malalim na mga butas, sa una bumili ng isang espesyal na extension.Ang nasabing isang pandiwang pantulong na aparato, na naka-install sa mga feather drill para sa kahoy, ay nilagyan ng isang elemento ng pagla-lock na naka-clamp gamit ang isang 3 mm hexagon, na ginagawang ang pamutol mismo at ang extension nito sa isang solong piraso.
Upang mai-outline nang tama ang tabas ng uka sa simula ng pagbabarena, itakda ang minimum na pag-ikot ng draft shaft, para sa ito ay inirerekumenda na gumamit ng isang naaayos na tool ng kuryente. Ang drill bit ay dapat na mai-install sa ibabaw ng workpiece na mahigpit na patayo, na may katamtamang presyon dito.
Inilapit namin ang iyong pansin sa katotohanan na dahil sa mga tampok sa disenyo ng panulat, ang sup ay hindi itinapon sa panahon ng proseso ng pagbabarena, tulad ng kaso sa, kaya huwag kalimutan na pana-panahong ihinto ang trabaho at alisin ang mga chips mula sa uka.

Mga panuntunan sa pagpili
Ang lahat ng mga kumpanya na gumagawa ng mga tool sa karpintero ay gumagawa ng mga drill ng balahibo, samakatuwid, upang pumili ng isang sample ng kalidad, huwag maging masyadong tamad na pamilyar sa iyong mga sumusunod na parameter ng produkto:
- pagsasaayos - dapat na simetriko;
- ang mga elemento ng paggupit ay kinakailangang pantay, na nagpapatunay sa disenteng kalidad ng modelo ng pabrika;
- ang kawalan ng anumang mga depekto sa drills ay dapat, dahil ang mga chips at lahat ng mga uri ng iregularidad ay mas katangian ng mga produktong handicraft.
Bilang karagdagan sa mga palatandaan na nakalista sa itaas, bigyang pansin ang kulay ng pen drill, sapagkat maraming masasabi tungkol sa kalidad ng metal. Kung mayroon kang isang elemento ng paggupit na may kulay na bakal sa harap mo na may isang kulay-abo na kulay, kung gayon hindi ito nagpahiram sa karagdagang pagproseso, na nagpapabuti sa kalidad ng drill
Ipinapahiwatig ng madilim na metal na pinalakas ng mga tagagawa ang item, sa gayon ay nadaragdagan ang lakas ng pag-iimpake.
Kung ang drill ay ginawa gamit ang isang espesyal na teknolohiya na nagsasangkot ng pag-alis ng materyal sa pamamagitan ng panloob na presyon, ang metal ay kukuha ng isang ginintuang kulay. Ang pinakamahusay na kalidad na mga drill sa pabrika ay may maliwanag na ginintuang kulay, na tipikal para sa mga produktong pinahiran ng isang layer ng titanium nitride. Ang nasabing patong ay makabuluhang nagdaragdag ng panahon ng pagpapatakbo ng tool sa pamamagitan ng pagpapahusay ng mga katangian ng lakas, na nangangahulugang sa tulong nito magagawa mong mag-drill ng mga groove nang mas matagal, at ang isang mandrel para sa mga drill ng balahibo ay kinakailangan dito nang mas madalas.










Paano patalasin ang isang tool?
Sa paghusga sa feedback mula sa mga may-ari, hindi mahirap pahigpitin ang mga tool sa paggupit ng pen.
Para sa trabaho, kailangan mo ng isang gulong ng brilyante na naka-install sa isang nakakagiling machine. Kung ang mga nasabing kagamitan ay hindi magagamit, maaaring samantalahin ng DIYer ang patakaran sa kalidad. Ang pamamaraang hasa ay magiging madali at mabilis kung susundin mo ang sumusunod na pagkakasunud-sunod:
- Maghanda ng isang hindi nagamit na attachment sa paggupit. Gagamitin ito bilang isang sample.
- Sa kurso ng hasa, pana-panahong suriin ang pag-cut ng attachment na naproseso gamit ang mga geometric na parameter ng isang pagod na bagong tool.
Inirerekumenda na maging maingat hangga't maaari kapag ginagabayan ang mga gilid ng paggupit ng drill ng pen. Ang pangunahing bagay ay na pagkatapos ng hasa ang gitnang protrusion ng tool ay hindi nasira.
Ayon sa maraming pagsusuri ng mga bihasang manggagawa, hindi laging ipinapayong pahigpitin ang mga naturang produkto. Ang mga lubhang pagod na drills ng pluma na may sobrang pagod na mga gilid ng paggupit ay itinuturing na ginamit na materyal. Dahil ang ganoong tool ay hindi masyadong mahal, mas mabuti na agad na bumili ng bagong drill kaysa mag-aksaya ng oras at "magtanim" ng isang brilyong brilyante.
Mga drills para sa keramika at baso
Ang mga ceramic tile o baso ay binubugso ng isang korona o isang espesyal na tool na hugis sibat. Ang tip nito ay ginawa mula sa alinman sa Pobedit o Tungsten Carbide. Kung ang isang nakatuong baso o tile tool ay hindi magagamit, maaaring magamit ang isang kongkretong drill.
Kailangan lamang matalim, at kailangan nilang gumana nang maingat, dahil ang hugis nito ay hindi masyadong angkop para sa naturang trabaho.
Spill drill para sa ceramic tile at diyamanteng pangunahing core.
Ang isang korona para sa salamin at mga tile ay halos kapareho ng isang korona para sa isang bato. Sa gilid lamang nito ang pag-aalis ng brilyante sa halip na ngipin.
Upang mag-drill ng malalaking butas sa tile, ginagamit ang isang tool na tinatawag na isang ballerina. Ito ay kahawig ng isang ordinaryong kumpas. Ang pagbabarena ay tapos na mula sa mabuhang bahagi ng tile. Ang bilis ng drill ay nakatakda sa minimum.
Pangunahing katangian
Kapag gumagamit ng mga drill ng pluma para sa kahoy, ipinapayong malaman kung paano sila naiiba mula sa iba pang mga uri ng mga tool sa paggupit at ano ang mga kalamangan.
Paghahambing sa iba pang mga uri ng instrumento
Tulad ng mga drill para sa metal, ang mga tool na idinisenyo para sa paggawa ng kahoy ay magagamit sa iba't ibang mga disenyo at, nang naaayon, naiiba sa bawat isa sa mga katangian at pag-andar. Kapag pumipili ng mga naturang tool, dapat mong magkaroon ng kamalayan sa mga pakinabang at kawalan na mayroon sila.
Talahanayan 1. Paghahambing ng iba't ibang uri ng drills para sa kahoy
Ang mga drills ng pluma, tulad ng makikita mula sa ipinakitang talahanayan, ay may isang bilang ng mga kalamangan kung ihahambing sa iba pang mga uri ng mga tool. Gayunpaman, hindi inirerekumenda na gumamit ng isang tool na uri ng panulat para sa paggawa ng mga butas na may malaking lapad (higit sa 60 mm), dahil ang kanilang mga gilid ay maaaring mapunit. Para sa mga naturang layunin, mas mahusay na gumamit ng mga core drill, na ginawa sa anyo ng isang metal na tasa na may mga paggupit na ngipin na matatagpuan sa huling bahagi nito.
Ang isang nib na may isang sinulid na tip ay mas angkop para sa pagtatrabaho sa isang makina: mas mabilis itong drills, ngunit ang butas ay maaaring lumabas na hugis-itlog kung hindi mo ma-secure ang bahagi gamit ang clamp
Dahil sa mababang halaga ng mga drill sa balahibo para sa kahoy, ang sinumang artesano sa bahay ay maaaring bumili ng isang hanay ng mga ito. Ang pagkakaroon ng naturang kit sa isang workshop sa bahay ay ginagawang madali at mabilis na makahanap ng isang tool para sa pagbabarena ng mga butas ng iba't ibang mga diameter.
Mga tampok sa disenyo
Ang drill ng pen ay may isang napaka-simpleng disenyo, ang mga elemento na kung saan ay ang gumaganang bahagi at ang shank na bahagi.
Disenyo ng drill ng pen
Ang nagtatrabaho na bahagi ay isang patag na talim, sa gitna kung saan mayroong isang matalim na protrusion na ginamit upang isentro ang butas na ginagawa. Ang dulo ng mga drills ng pen ay mayroong dalawang mga talim ng paggupit na matatagpuan sa magkabilang panig ng gitnang labi. Ang bawat isa sa mga talim na ito ay nagsisimula sa dulo ng gitnang projection at umaabot sa isa sa mga gilid ng gumaganang bahagi. Ang pagkahilig ng hasa ng talim ng mga drill ng balahibo para sa kahoy, kung titingnan mo ang kanilang gumaganang bahagi sa cross-section, ay ginaganap sa kanan. Sa paggawa ng mga drills ng ganitong uri, ang mga tagagawa ay sumusunod sa ilang mga ratio sa pagitan ng kapal at lapad ng bahagi ng paggupit.








Talahanayan 2. Ang ratio ng kapal at lapad ng pagputol na elemento ng drill
Ang seksyon ng buntot ay ginawa sa anyo ng isang heksagon. Pinapayagan ng hugis ng cross-sectional na ito hindi lamang ang mapagkakatiwalaang ayusin ang tool sa mga chuck para sa mga drill at screwdriver, ngunit upang magamit din ang mga magnetic adapter at extension cords para sa mga hangaring ito.
Ang pagiging simple ng disenyo, na nakikilala ang mga drills na nauugnay sa mga balahibo, ang kawalan ng mga spiral groove, ribbons at iba pang mga kumplikadong elemento ay hindi tagapagpahiwatig ng mababang kahusayan ng tool na ito.
Ang mga kambal-cut na drill na balahibo ay pumasok sa kahoy na mas makinis at nag-iiwan ng mas kaunting mga lungga sa paligid ng mga gilid ng mga butas
Mga rekomendasyon sa pagpili
Kapag pumipili ng isang drill na uri ng panulat na inilaan para sa pagsasagawa ng gawaing kahoy, dapat mong bigyang pansin ang maraming mga parameter:
- ang kawastuhan ng hugis (ang mga balahibo ng drill para sa kahoy, na matatagpuan sa kanan at kaliwang panig ng gitnang protrusion, ay dapat na simetriko at pareho sa kanilang mga linear na sukat);
- ang antas ng talas ng bahagi ng paggupit (ang paghasa ng mga bagong drill ng panulat ay dapat na isagawa sa pabrika at sumunod sa mga pamantayang kinakailangan);
- kawalan ng mga nakikitang mga depekto (kung may mga nakikitang mga depekto ng ibang kalikasan sa ibabaw ng isang bagong drill, ito ay isang malinaw na tagapagpahiwatig ng mababang kalidad ng naturang produkto, malamang na ginawa sa mga kondisyon ng artisanal);
- kulay (ayon sa kulay ng metal, maaari mong matukoy ang mga uri ng karagdagang pagproseso na naranasan ng natapos na produkto).
Talahanayan 3. Impluwensya ng teknolohiya ng pagmamanupaktura sa kulay ng tip drill
Paano ito gawin sa iyong sarili?
Kung hindi mo nais na bumili ng isang extension cord mula sa isang tindahan ng hardware, maaari kang gumawa ng mahabang drill sa iyong sarili. Upang gawin ito, kailangan mo munang kumuha ng isang mahabang kuko ng isang angkop na diameter. Ang kanyang sumbrero ay kailangang maingat na maingat. Maaari itong magawa sa isang simpleng martilyo. Ang lahat ng mga gilid ng ulo ng kuko ay unti-unting pinahigpit, na unti-unting binibigyan ito ng matulis na hugis ng isang maginoo na drill.
Kung sa hinaharap kailangan mong mag-drill sa mga maluwag na ibabaw ng kahoy, mas mahusay na rivet ang kuko ulo sa anyo ng isang tulis na tip. Sa proseso ng pagbabarena sa isang gawang bahay na bahagi, ang mga dingding ng materyal na ito ay tinatakan, na kung saan ay isang mahalagang kondisyon para sa madali at mabilis na paghihigpit ng mga turnilyo. Maaari mo ring pahabain ang drill sa iyong sarili sa pamamagitan ng pagdaragdag ng haba ng shank. Upang magawa ito, kailangan mong lumikha ng isang maliit na butas dito para sa isang panloob na thread. Pagkatapos ito ay pinutol ng isang gripo. Ang isang panlabas na thread ay ginawa sa isang matibay na metal rod. Ang mga nagresultang bahagi ay baluktot na magkasama.
Ang shank ay maaaring mapalawak sa ibang paraan. Upang gawin ito, kailangan mo munang maghanda ng isang malakas na manipis na metal na tungkod. Bukod dito, ang diameter nito ay dapat na bahagyang mas malaki kaysa sa diameter ng shank. Ang ibabaw nito ay dapat na ganap na patag, nang walang maliit na mga gasgas at basag. Kakailanganin mo rin ang kagamitan sa paggawa para sa trabaho. Ang build-up ay nagsisimula sa ang katunayan na ang diameter ng shank ay bahagyang nabawasan sa isang lathe. Sa parehong oras, ang isang maliit na indentation ay ginawa sa metal rod. Gaganap ito bilang isang butas para sa pagpasok ng tool mismo. Pagkatapos nito, ang shank ay naayos nang mahigpit at matatag hangga't maaari sa pamalo.
Ang pinagsamang ay inirerekumenda na maging hinang at nalinis. Sa huling yugto, ang mga diameter ng lumang drill at ang bagong pinalawig na shank ay pantay-pantay. Maaari rin itong magawa gamit ang mga kagamitan sa pag-on. Sa ilang mga kaso, ang isang extension cord ay ginawa ng hinang ng isang bagong metal bar at isang drill. Ngunit sa parehong oras, ang mga diameter ng parehong mga sangkap na bumubuo ay dapat na pareho. Sa dulo, ang kantong ng mga bahagi ay hinangin at nalinis upang walang mga iregularidad at gasgas sa ibabaw.
Para sa impormasyon kung aling pagpipilian sa drill ang pipiliin, tingnan ang susunod na video.
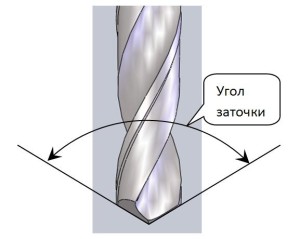
Tamang hasa ng hasa, mga paraan ng pagtatrabaho
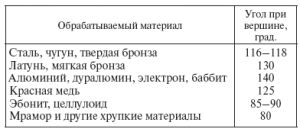
Ang isang iba't ibang mga anggulo ng hasa ay ginagamit para sa iba't ibang mga materyales.
- Matigas na bakal - 140 °;
- Hindi kinakalawang na asero - 135 ° -140 °;
- Malalim na pagbabarena - 130 °;
- Cast iron - doble angulo. Pangunahin - 118 °, pandiwang pantulong - 90 °;
- Aluminyo, tanso, tanso - 118 °;
- Ang tanso at mga haluang metal batay dito - 100 °.

Ginagamit ang isang humahadlang na makina upang patalasin ang drill, walang silbi ang paggamit ng isang hasaang bato o sanding sheet para dito. Upang makumpleto ang trabaho, kakailanganin mo ang isang nakasasakit na gulong na umiikot ng hindi bababa sa 1400 bawat minuto. Ang nakasasakit ay napili ng pinong butil.
Kapag nag-overheat ang drill, nawala sa metal ang mga katangian nito, kaya't mahalaga na isandal ang drill laban sa gilingan sa maikling panahon, hindi hihigit sa 4 na segundo. Upang hindi masira ang mga drills, pana-panahong coolin ang mga ito sa tubig .. Una sa lahat, piliin ang paraan ng paghasa ng gumaganang bahagi ng tool
Ito ang kung ano ang mga ito:
Una sa lahat, piliin ang paraan ng paghasa ng gumaganang bahagi ng tool... Ito ang kung ano ang mga ito:
- isang eroplano;
- dalawang-eroplano;
- conical;
- silindro;
- turnilyo
Sa artikulong ito, titingnan namin ang mga karaniwang pamamaraan ng pagpapahasa ng isang drill bilang solong-eroplano at korteng kono.
Una, gilingin ang gilid sa likuran.Ang isang maliit na layer ay tinanggal upang walang mga iregularidad na kapansin-pansin sa ibabaw. Kung may mga chipped hole na hanggang sa 3 mm, ang drill ay dapat na paikliin ng parehong halaga.










Sa panahon ng trabaho, tingnan ang mahusay na proporsyon ng gumaganang gilid, ang pantay ng lintel. Karaniwan, malinaw na matatagpuan ito sa pagitan ng mga gumaganang gilid.
Ang drill hanggang sa 3.5 mm ay pinatalas gamit ang Pamamaraan 1. Kapag ang likurang dulo ay na-configure nang tama, ito ay gagabay sa nakasasakit sa isang anggulo ng dalawampu't lima hanggang tatlumpung degree.
Huwag paikutin ang drill o baguhin ang anggulo ng paggupit. Kung hindi man, ang gilid ay hindi magiging perpektong patag. Bilang karagdagan, kapag ang drill ay inilabas, ang ilan sa gilid na materyal ay maaaring maliit na tilad mula rito.
Dahil ang drill bit upang patalasin ay may isang maliit na diameter, ito ay pinahinit sa isang pass at hindi masyadong nag-init.
Tumingin sa pinakadulo ng drill - ang mga nagkointerong eroplano ay dapat na proporsyonal sa parehong anggulo ng machining.
Suriin ang pagsusulat sa sulok ayon sa template. Imposibleng ituwid ang gilid, kung ang trabaho ay hindi nagtrabaho sa unang pagsubok, kakailanganin mong pahigpitin muli.
Ang pamamaraan ng conical machining ay ganap na naiiba mula sa isang eroplano na inilarawan sa itaas. Ang tool ay gaganapin sa parehong mga kamay at kapag ito ay makipag-ugnay sa nakasasakit na eroplano na may gumaganang gilid, nagsisimula ang drill na lumiko kasama ang likod na bahagi at bumuo ng isang kono.
Sa pamamaraang ito, hindi mo matatanggal ang tool mula sa emerye. Ang bawat diskarte ay nagsisimula sa nangungunang gilid at nagtatapos sa isang buong pagliko sa dulo ng flank.
Matapos ang bawat hakbang sa machining, suriin ang mga sulok ng drill laban sa template.
Ang mga malalaking drill ay hindi maaaring makina na patag dahil ang drill ay magpapainit at ang mga chips ay hindi aalisin sa butas.