Mga sunud-sunod na tagubilin para sa pagpapalit ng isang saw band
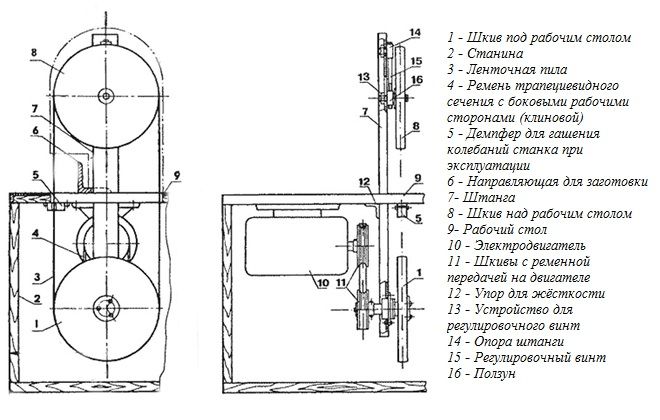
Isaalang-alang ang proseso ng pagpapalit ng isang lagari sa banda sa isang hawak na metal cutting machine.
Ang biglaang paglipat ng lakas ay nakasalalay upang maging sanhi ng malubhang pinsala, marami sa kanila ay nagbabanta sa buhay. Huwag kailanman lumabag sa mga panuntunan sa kaligtasan, nakasulat ang mga ito batay sa mga pagkakamali at pinsala ng isang tao.
| Hakbang, hindi. | Paglalarawan |
|---|---|
 Hakbang 1 Hakbang 1
|
Tiklupin ang proteksiyon na hood ng mekanismo ng lagari ng banda. Ito ay naayos sa maraming mga latches, may mga mounting loop sa ilalim. |
 Hakbang 2 Hakbang 2
|
Paluwagin ang tensyon ng lagari hangga't maaari. Upang gawin ito, kinakailangan upang buksan ang pakaliwa ng isang espesyal na pingga na matatagpuan sa dulo ng katawan ng makina. Kapag umiikot ang tornilyo, ang idler wheel ay nawala sa direksyon ng drive at sa gayon ay pinapawi ang pag-igting sa saw band. |
 Hakbang 3 Hakbang 3
|
Alisin ang lagari sa idler pulley, pagkatapos ay alisin ito mula sa gabay at pagkatapos mula sa drive pulley. Magtrabaho sa masikip na guwantes, huwag saktan ang iyong mga kamay. Huwag ibaluktot nang malakas ang talim ng lagari dahil maaari nitong masaktan ang operator kapag nag-level. Ang lagari sa mekanismo ng patnubay ay gaganapin ng mga bearings, antas nila ang hiwa at damp na mga vibration. Para sa mabisang pagpapatakbo, mahigpit na pinindot ng mga cages ng tindig ang canvas, at dapat itong alisin mula doon gamit ang isang matalim na suntok ng kamay. Huwag gumamit ng mga martilyo, maaari nilang mapinsala ang mga bahagi ng makina. |
 Hakbang 4 Hakbang 4
|
Kumuha ng isang bagong lagari, linisin ito ng teknikal na langis, gumawa ng isang visual na inspeksyon. Kung may anumang mga depekto sa pabrika na natagpuan, mahigpit na ipinagbabawal na gamitin ang lagari. Simulang ipasok ang talim sa gabay na aparato, dapat itong magkasya nang mahigpit sa mga bearings. Kung nahulog ang lahat sa lugar, dapat mong pakiramdam ang sandali na pumapasok ang canvas sa pakikipag-ugnay sa mga clip - tataas ang puwersa, ang itaas na gilid ng canvas ay mananatili laban sa isang ibabaw ng metal. |
 Hakbang 5 Hakbang 5
|
Maingat na idulas ang lagari sa drive pulley at pagkatapos ay papunta sa driven pulley. Ilagay ito nang eksakto sa nakaraang lugar. Medyo igting ang talim sa pamamagitan ng pag-ikot ng tensioning knob. Muling ayusin ang posisyon ng lagari sa mga roller at higpitan muli ang lagari. Sa yugtong ito, ang lagari ay hindi na-igting sa mga nagtatrabaho na halaga, ngunit nakuha lamang para sa tamang pagtula. Mahigpit na ipinagbabawal na hilahin ang lagari na may bukas na takip sa mga tagubilin para sa paggamit ng kagamitan. |
 Hakbang 6 Hakbang 6
|
I-snack muli ang takip ng lagari. Tapos na ang kapalit ng tool sa paggupit, ngunit hindi pa posible na magtrabaho sa makina - kailangang ayusin ang lagari. Ang algorithm ng mga pagkilos ay nagbago nang bahagyang isinasaalang-alang ang teknikal na data ng mga machine, ngunit ang prinsipyo ay pareho. |
Patakaran para sa pagtatrabaho sa metal
Ang lahat ng mga tool sa larawang inukit ay nahahati sa maraming uri, ngunit ang pangunahing at pinaka maginhawa ay ang patayong uri. Ito ay tulad ng isang makina na nagbibigay-daan sa iyo upang ilipat ang workpiece sa panahon ng operasyon, habang ang iba pang mga uri ay matatag na ayusin ito.
Hinahati ng pangunahing pag-uuri ang mga aparato ayon sa materyal na kung saan sila gagamitin:
- Para sa larawang inukit sa metal.
- Para sa pagproseso ng mga materyales na gawa ng tao.
- Para sa isang puno.
- Para sa isang bato.
At din ang tool ay nahahati depende sa ngipin. Narito ang mga strip na may hindi nasaktan na ngipin na nakalantad, na mas mababa sa gastos, ngunit gumana sa isang minimum na rate ng feed na halos 7 metro bawat minuto. Sa kabilang banda, ang mga sinturon na may pinatigas na ngipin ay may mataas na resistensya sa pagsusuot at isang mas mataas na rate ng feed, ngunit ang ganoong aparato ay mas mahal.
Mga panuntunan sa pagpili ng tool
Sa arsenal ng bawat gilingan at pagawaan ay mayroong mga lagari ng banda para sa metal. Paano pumili ng isang de-kalidad na aparato:
Upang magsimula, kailangan mong pumili ng dalawa o tatlong mga kumpanya na humahawak sa mga nangungunang posisyon sa merkado at nakikilala sa pamamagitan ng kanilang pagiging maaasahan at kalidad.
Ang isang mahalagang lugar ay sinasakop ng ratio ng presyo at mga gastos sa serbisyo. Ang aparato, una sa lahat, ay dapat na walang kamalian, madaling patalasin, at madaling gupitin ang materyal.
Bilang ng mga ngipin
Inirerekumenda ng mga eksperto ang pagbili ng mga lagari, ang bilang ng mga ngipin na kung saan ay maramihang ng tatlo. Ang mga aparatong ito ang tumitiyak sa normal at pangmatagalang pagpapatakbo ng instrumento.
Ang mga pangunahing tagagawa ng nakita
 Ang nangungunang posisyon sa mga tuntunin ng ratio ng kalidad ng presyo ay sinasakop ng mga tool ng Simonds. Ang mga saw blades ay ginawa sa USA mula sa isang patentadong carbon alloy, na, hindi tulad ng iba pang mga blades, ay dalawang beses na ginagamot ang init, na ginagawang mas matibay. Sinusubaybayan ng kumpanya ang kalidad ng bawat aparato sa pamamagitan ng pag-scan para sa mga bitak.
Ang nangungunang posisyon sa mga tuntunin ng ratio ng kalidad ng presyo ay sinasakop ng mga tool ng Simonds. Ang mga saw blades ay ginawa sa USA mula sa isang patentadong carbon alloy, na, hindi tulad ng iba pang mga blades, ay dalawang beses na ginagamot ang init, na ginagawang mas matibay. Sinusubaybayan ng kumpanya ang kalidad ng bawat aparato sa pamamagitan ng pag-scan para sa mga bitak.
Ang isa pang kumpanya na nagtatag ng sarili sa merkado ay ang Wood-mizer, na gumagawa ng mga aparato para sa iba't ibang mga kundisyon. Ang unang pagkakaiba-iba ay karaniwang mga lagari. Ngunit kahit na ang ganitong uri ng tool ay may sariling mga katangian, lalo ang Wood-mizer na nagpapalakas ng ngipin gamit ang electromagnetic induction, na nagbibigay-daan sa iyo upang madagdagan ang agwat sa pagitan ng hasa. Gumagawa rin ang kumpanya ng mga tool para sa mga pang-industriya na negosyo at para sa paglalagari ng mga metal at kahoy na may mabibigat na tungkulin.
Ang Arntz ay isang tanyag na kumpanya ng Aleman na nakakuha ng katanyagan sa buong mundo. Ang mga lagari ng tatak na ito ay gawa sa mga materyales na naglalaman ng kobalt, na ginagawang matibay ang tool at hindi masusuot. Ang isang tampok ng tatak na ito ay ang lagari ay may bilis ng pagtaas ng pagpapaandar.
Ang mga tagagawa ng mga lagari ng banda na ito ang pinaka maaasahan, nasubok na sa oras at maraming positibong pagsusuri.
Paghasa ng mga tampok at pagkalkula ng haba
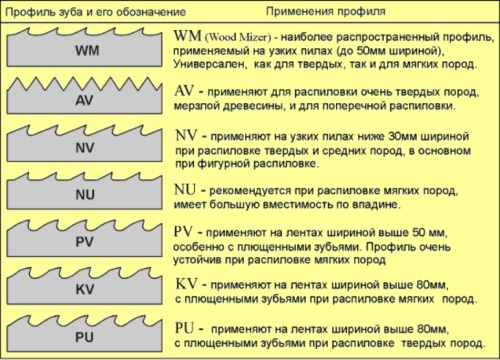
Isinasagawa ang hasa ng tape sa pagsunod sa mga espesyal na patakaran. Posible upang patalasin ang mga sinturon na gawa sa tool na bakal, mga haluang metal na karbida, o may mga ngipin na may karbid na naka-tide. Ang mga tool na pinahiran ng brilyante ay hindi maaaring pahigpitin. Ang hasa ng hasa, profile ng ngipin at uri ng setting ay nakakaapekto sa kahusayan ng lagari ng banda kapag pinoproseso ang iba't ibang mga materyales. Halimbawa, para sa mga canvases sa kahoy, ginagamit ang mga sumusunod na uri ng mga profile sa ngipin:
- Ang profile na WM ay ang pinakakaraniwang uri ng notch profile at ginagamit para sa parehong matigas at malambot na species ng kahoy.
- AV - ginamit para sa paglalagari ng napakahirap na uri ng kahoy, mga nakapirming troso at para sa pagputol sa buong butil.
- Ginagamit ang PV at KV sa malawak na sinturon para sa paglalagari ng malambot na species ng kahoy.
Para sa pagputol ng makapal na mga sheet ng metal, ginagamit ang mga ngipin na may positibong anggulo sa direksyon ng paglalakbay. Ang mga maliliit na piraso ng pitch ay mas angkop para sa pagputol ng manipis na sheet metal. Upang maiwasan ang pag-clamping ng banda sa panahon ng operasyon, kinakailangan upang itakda ang mga ngipin nang sabay-sabay sa hasa. Mayroong tatlong pangunahing uri ng mga kable:






- Pamantayan Ang mga ngipin ay diborsiyado ayon sa sumusunod na pattern: napavo-straight-to left.
- Pangkat: kaliwa-kanan-kaliwa.
- Wave: tatlong ngipin ay itinabi sa kanan, tatlo pa sa kaliwa.
Bilang karagdagan, maraming mga karagdagang uri ng mga kable ang ginagamit, na mas angkop para sa lubos na nagdadalubhasang trabaho.
Ang pagkalkula ng haba ng tape ng tape ay ginawa alinsunod sa mga tagubilin mula sa tagagawa, na kasama ng makina. Kung nawala ang mga tagubilin, maaari mong kalkulahin ang kinakailangang haba ng tape gamit ang formula:
(A x 2) + (B x 3.14), kung saan ang A ay ang distansya sa pagitan ng mga sentro ng parehong pulley ng makina, ang B ay ang diameter ng bawat pulley, 3.14 ang pi number (karaniwang halaga). Ang distansya sa pagitan ng mga pulley ay dapat masukat sa average na halaga ng kanilang paghihiwalay na may kaugnayan sa bawat isa, upang posible na madagdagan o mabawasan ang antas ng pag-igting sa panahon ng operasyon.
Mga Panonood
Ang pangalawang pamantayan para sa pagpili ng isang talim para sa isang hacksaw ay ang materyal na kung saan ginawa ang produkto.
Mga ginamit na marka ng bakal: Х6ВФ, В2Ф, Р6М5, Р12, Р18. Ang mga produktong domestic ay ginawa lamang mula sa mga ganitong uri ng materyal, ngunit ang mga produktong pinahiran ng brilyante ay matatagpuan sa mga dalubhasang tindahan. Ang ibabaw ng file ay nai-spray mula sa iba't ibang mga matigas na metal, titan nitride. Ang mga file na ito ay naiiba sa hitsura ng kulay. Ang mga karaniwang bakal na blades ay magaan at madilim na kulay-abo, brilyante at iba pang mga coatings - mula sa orange hanggang maitim na asul. Ang patong ng tungsten carbide ay nailalarawan sa pamamagitan ng matinding pagkasensitibo ng talim sa baluktot, na nakakaapekto sa maikling buhay ng talim.
Ginagamit ang mga tool na pinahiran ng brilyante upang i-cut ang nakasasakit at malutong na materyales: keramika, porselana at iba pa.
Ang lakas ng file ay natiyak ng pamamaraang mainit na paggamot ng init. Ang saw talim ay nahahati sa dalawang mga hardening zones - ang bahagi ng paggupit ay naproseso sa temperatura na 64 hanggang 84 degree, ang libreng zone ay nahantad sa 46 degree.
Ang pagkakaiba-iba sa katigasan ay nakakaapekto sa pagkasensitibo ng produkto sa baluktot ng talim sa panahon ng pagpapatupad ng trabaho o pag-install ng file sa tool. Upang malutas ang problemang ito, isang pamantayan ang pinagtibay na kumokontrol sa mga tagapagpahiwatig ng mga puwersang inilapat sa mga kagamitan sa pag-aari. Ang lakas sa tool ay hindi dapat lumagpas sa 60 kg kapag gumagamit ng isang file na may pitch ng ngipin na mas mababa sa 14 mm, ang 10 kg ay kinakalkula para sa isang produkto ng paggupit na may pitch ng ngipin na higit sa 14 mm.
Ang mga lagari na gawa sa carbon steel, na minarkahan ng markang HCS, ay ginagamit para sa pagtatrabaho sa malambot na materyales, hindi naiiba sa tibay, at mabilis na hindi magamit.
Ang mga tool sa paggupit ng metal na gawa sa haluang metal na bakal na HM ay higit na teknolohikal, tulad ng mga talim na gawa sa haluang chrome, tungsten, vanadium. Sa mga tuntunin ng kanilang mga pag-aari at buhay ng serbisyo, sinakop nila ang isang intermediate na lugar sa pagitan ng carbon at high-speed steel saws.
Ang mga produktong mataas ang bilis ay minarkahan ng mga letrang HSS, marupok, mataas na presyo, ngunit mas lumalaban sa pagsusuot ng mga elemento ng paggupit. Ngayon, ang mga blangko ng HSS ay pinalitan ng mga bimetallic na lagari.
Ang mga produktong Bimetallic ay itinalaga ng pagpapaikling BIM. Ginawa ng malamig na gulong at mataas na bilis na bakal sa pamamagitan ng welding ng electron beam. Ginagamit ang welding upang agad na ikonekta ang dalawang uri ng metal habang pinapanatili ang tigas ng mga gumaganang ngipin.









Pagpili ng talim ng banda
Upang makuha ang tamang tool, kailangan mong subukan ito laban sa isang bilang ng mga parameter. Ang kahinahunan na ito ay magbibigay-daan sa iyo upang makamit ang isang pantay na linya ng hiwa, ang kawalan ng mga bitak at chips sa workpiece. Para sa tool sa paggupit, maraming uri ng mga blades ang ginawa, na idinisenyo upang gumana:
- may bato;
- metal;
- puno;
- mga materyales na gawa ng tao.
Paano pumili ng isang metal band saw?
Upang magtrabaho kasama ang iba't ibang mga blangkong metal, kinakailangan ang ilang mga uri ng mga blades:
- para sa pagputol ng mga high-carbon steels, ang mga tool na gawa sa mga pinaghalong haluang metal ng M-51 na tatak ay angkop;
- mababa at katamtaman ang mga steels ng carbon - bimetallic talim para sa mga lagari ng band na M-42;
- tuluy-tuloy na pagputol ng mga steel na lumalaban sa init - mga modelo ng SP;
- pagputol ng mga titanium billet at nickel alloys - mga tool sa uri ng TST.
Paano pipiliin ang lapad ng canvas
Ang mga laki ng mga band saw blades para sa kahoy at metal ay dapat mapili na isinasaalang-alang ang likas na katangian ng trabaho. Ang lapad ng tool ay nag-iiba sa pagitan ng 14-80 mm. Ang mga bahagi ng paggupit 31-41 mm ay itinuturing na pamantayan.
Ang mas malawak na lagari, mas makinis ang hiwa. Kaya't sa kawalan ng mga tagubilin para sa normal na paggupit, piliin ang pinakamalawak na talim na angkop para sa lagari ng banda. Sa kasong ito, ang materyal ay pakainin nang mabilis hangga't maaari.
Para sa pagbawas ng tabas, pumili ng isang lagari na sapat na makitid upang magamit upang gupitin ang mga sulok at hugis sa materyal.
Mga ngipin na nakita ng banda: pangunahing mga parameter
Bilang ng mga ngipin
-
mas maraming ngipin, mas makinis ang hiwa ng mga makakapal na pader na workpieces;
-
na may isang mababang density ng ngipin, ang pag-load sa lugar ng workpiece ay bumababa;
-
na may isang malaking bilang ng mga paggupit gilid, ang stress sa panahon ng pagpapatakbo ay ipinamamahagi sa buong ibabaw ng lagari.
Ang laki ng ngipin.
-
Ang karaniwang mga ngipin ay angkop para sa pagputol ng manipis na materyal at paggupit ng hugis.
-
Ang magaspang na ngipin ay angkop para sa malalim na pagbawas.
-
Ang mga mababang gilid ng paggupit ay ang pinakamahusay na pagpipilian para sa paggupit ng mga manipis na pader na sheet.
Pataas ang ngipin
-
ang magaspang na pare-parehong pitch ay angkop para sa pagputol ng mga manipis na pader na sheet na may maliit na sukat;
-
ang madalas, pantay na spaced na ngipin ay matagumpay kapag pinuputol ang malalaking webs ng materyal na pinoproseso;
-
Ang mga variable na sinturon ng ngipin ay angkop para sa pagproseso ng malambot na materyales (plastik, di-ferrous na metal, kahoy).

Larawan # 1: Natutukoy ang tunog ng mga ngipin ng banda
Ang mga tagagawa ay bumuo ng mga espesyal na patnubay para sa pagpili ng pitch ng ngipin para sa iba't ibang mga uri ng pinagsama mga produkto (solidong billet, profile, sheet, pipa) para sa saklaw ng produkto.
Pagtatakda ng ngipin

Larawan # 2: Mga Diagram ng Mga Kable ng Ngipin ng Bandsaw
Ayon sa parameter na ito, ang lahat ng mga canvases ay nahahati sa 3 mga pangkat.
-
Wavy profile. Ang mga ngipin ay matatagpuan sa anyo ng isang alon kasama ang buong haba ng talim ng band saw, may iba't ibang anggulo ng pagkahilig. Ang corrugated profile ay ginagamit para sa pagputol ng mga manipis na materyales at maliliit na workpiece.
-
-
Karaniwang mga kable. Ang mga elemento ng gilid ay inilalagay na halili sa magkabilang panig, isang ngipin sa gitna. Ang karaniwang hanay ay angkop para sa paglalagari ng malalaking mga seksyon ng metal sa mga pahalang na makina, pagbawas sa tabas at paghawak ng materyal sa mga patayong kagamitan sa feed.
-
Mga kable ng pangkat. Ang mga notch sa gilid ay nakaayos sa mga pares sa kaliwa at kanang mga gilid. Ang mga tool na ito ay nagbibigay ng pinakamataas na bilis at malinis na pagbawas na may mababang pag-load sa bahagi ng paggupit.









Paghahasa ng kalidad natutukoy ng mata, na nakatuon sa mga sumusunod na pamantayan:
-
talas ngipin;
-
pagkakapareho ng materyal na pagputol;
-
pantay ng linya ng gilid.
Mahalaga! Suriin sa oras ng pagbili kung ang talim ay maaaring patalasin at kung gaano karaming mga pagputol sa gilid ng pag-refresh ang pinapayagan.
Pangangalaga sa iyong banda saw
Sa panahon ng operasyon, dapat sundin ang mga mode ng supply ng coolant. Nang walang pagpapadulas at paglamig, ang buhay ng sinturon ay makabuluhang nabawasan. Kapag nag-install ng isang bagong talim, dapat mong "i-roll" ito sa idle mode sa loob ng 10-15 minuto at pagkatapos lamang magsagawa ng maraming mga pagbawas sa isang mode na may isang pag-load hanggang sa 50% ng nominal.
Ang wastong operasyon at tibay ng banda na saw ay nakasalalay sa hasa at pagtatakda ng pagganap. Para sa mga pagpapatakbo na ito, may mga espesyal na makina na may iba't ibang mga setting mode. Kapag humahasa, bilang karagdagan sa aktwal na pagpapanumbalik ng talas ng ngipin, isinasagawa ang pag-aalis ng mga microcrack at depekto na nagmumula sa mga sinus. Ang pag-aayos ng taas ng pagtanggal ng stock ay napakahalaga din upang mapanatili ang lakas ng web.
Isinasagawa ang paghasa nang hindi pinipilit ang paggiling na gulong, upang maiwasan ang pagsusubo ng tape, na maaaring mangyari kahit na may tamang mga setting para sa uri ng ngipin at pitch nito.
Paano mag-aalaga ng mga canvases
Paano mo patalasin ang mga band saw blades?
Sa pamamagitan ng panginoon
Sa hindi tamang paghawak ng tool, ang lahat ng mga lagari ay nahuhulog nang mas maaga sa oras.
Ang lagari ay nangangailangan ng pana-panahong pagpapanatili, na kinabibilangan ng mga sumusunod na puntos:
- Paglilinis ng web - tapos pagkatapos ng bawat pagproseso ng mga materyales. Ang naipon na natunaw na dumi ay hindi lamang ginagawang hindi maayos ang produkto, ngunit pinipigilan din itong gumana nang tama.
- Isinasagawa ang pag-iingat ng pag-iwas. Ang mga lagari ng banda ay may dalawang pagpipilian para sa hasa - ayon sa buong pamamaraan ng profile at kasama ang mga gilid ng paggupit ng ngipin. Para sa unang pamamaraan, mangangailangan ang master ng isang makina. Ang paglilinis ng mga mukha ay posible nang manu-mano.
- Pag-aanak ng ngipin. Ang kahulugan ng setting ay upang maikalat ang mga ngipin ng instrumento sa iba't ibang direksyon. Kahit na ang mga ngipin ay baluktot sa isang direksyon, at mga kakatwang ngipin sa kabaligtaran.Ang pinakamadaling paraan ng pag-aanak ay ang mga pliers.
- Hinang ng talim. Ang welding welding welding ay binubuo sa pagpasa ng isang kasalukuyang kuryente sa pamamagitan ng mga naka-compress na dulo ng gabas. Bilang isang resulta ng pagdaan ng kasalukuyang, ang mga dulo ng dulo ng banda ng gabas ay pinainit, natunaw at hinang. Para sa hinang ng tela, ang mga dalubhasang aparato ay ginawa.
Ang pinakamahusay na mga lagari ng banda para sa metal
Ang mga metal cutting machine ay nilagyan ng isang may ngipin na talim para sa paglalagari ng metal, mga haluang metal o iba pang matitigas na materyales. Ang paggalaw ng tape ay isinasagawa hindi bilog, ngunit pabalik-balik. Kapag pumipili, sulit na tingnan ang lakas at lalim ng paggupit. Sinuri ng mga eksperto na si VyborEksperta ang angkop na lugar at pinili ang 3 pinaka maaasahang mga modelo.
Metalmaster BSM-85 17434
Pinapayagan ka ng makina mula sa Metalmaster na mabilis at mahusay mong makita ang mga workpiece ng metal sa maliliit na kondisyon ng produksyon ng batch. Ang bilis ay maaaring maayos na mabago mula 40 hanggang 88 m / min. Ang anggulo ng ikiling ay maaaring iakma sa 45 o 90 degree dahil sa mekanismo ng pag-swivel ng bisyo. Ang overhang ay maaaring mabago, na nagbibigay-daan sa iyo upang iproseso ang mga workpiece na may iba't ibang laki.
Salamat sa paghinto sa gilid, agad mong maitatakda ang materyal sa nais na antas, kumuha ng mga bahagi ng parehong laki. Ang cast iron frame ay nagbibigay ng mahusay na tigas sa buong istraktura. Magaan at siksik gawing mobile ang makina. Maaari itong ilipat sa ibang lokasyon nang mag-isa.











Karangalan
- Makapangyarihang kama;
- Makinis na hiwa;
- Hindi nag-vibrate kapag nagtatrabaho;
- Secure grip ng bisyo.
dehado
Walang pagsasaayos ng lalim ng paggupit.
Ang modelo ay dinisenyo para sa mabilis na paggupit ng mga di-ferrous o ferrous na riles, haluang metal at iba pang matitigas na materyales. Humahawak ang makina ng mga workpiece hanggang sa 85 mm ang lapad. Madaling magamit din ito para sa paglalagari na may madalas na mga pagbabago sa anggulo.
Stalex BS-912G 388011
Ang pinaka-produktibong banda ay nakita sa ranggo. Sa mga gulong at hawakan, madali itong maililipat sa paligid ng pagawaan nang nag-iisa. Humahawak ang modelo ng mga workpiece hanggang sa 23 cm ang lapad. Ang throttled haydroliko feed silindro ay awtomatikong inaayos ang pagbaba ng bilis ng nakita frame para sa iba't ibang mga materyal na profile. Tinitiyak nito ang pinakamainam na pagganap ng paggupit at isang mahabang buhay ng serbisyo ng makina. Ang mga rotary vise jaw na may gear drive ay maaasahan, pinapayagan kang i-cut sa isang anggulo. Ang mga lever na kontrol sa ergonomiko ay kumportable na magkasya sa iyong kamay.

Karangalan
- Makitid na kerf;
- Mababang pagkonsumo ng kuryente;
- Dali ng pagpapanatili;
- Tiyak na hiwa.
dehado
Presyo (166,000 rubles).
Ang banda na nakita mula sa Stalex ay nabibilang sa semi-propesyonal na kagamitan at kinakailangan kapag kailangan mong gumana sa iba't ibang uri ng mga workpiece ng metal. Ang modelo ay maaasahan at madaling alagaan, tatagal ito ng higit sa isang taon, kahit na may pang-araw-araw na stress.
Makita 2107FK
Maaasahang hand-holding band saw para sa metal ayon sa koponan ng VyborEksperta. Ang modelo ay angkop para sa pagputol ng mga tubo at goma. Ito ay madalas na ginagamit para sa gawaing elektrikal, pagtutubero o pagpupulong. Pinapayagan ka ng speed controller na piliin ang pinakamainam na lakas kapag pinuputol ang iba't ibang mga materyales. Pinapayagan ng clamping lever ang mabilis na pag-install o kapalit ng talim. Maaari kang gumana sa lagari kahit sa dilim. Mayroon itong built-in na pag-iilaw ng lugar ng pagtatrabaho, na maaaring i-on kung kinakailangan.
Hawak ng lagari ang mga bahagi ng iba't ibang mga hugis na may diameter na hanggang 12 cm.

Karangalan
- Mababang timbang;
- Dalawang panig na suporta sa web;
- Bumuo ng kalidad;
- Mahabang buhay ng serbisyo.
dehado
Mabilis silang nakakagulat.
Paano nakakaapekto ang mga parameter ng ngipin nito sa pagpili ng isang band saw?

Tulad ng para sa laki ng ngipin at dalas ng kanilang pagkakalagay, ang mga sumusunod na pattern ay sinusunod dito:
- Ang mas maraming mga ngipin, mas mataas ang kalidad ng hiwa ay makukuha kapag pinuputol ang mga workpiece na may pader na makapal.
- Para sa mga blades na may isang maliit na bilang ng mga ngipin, ang pagkarga sa kanilang lugar ay nabawasan din.
- Sa pamamagitan ng isang band saw na may maraming ngipin, ang stress ng paggupit ay ipinamamahagi nang pantay-pantay sa buong ibabaw ng talim ng lagari.
- Pinapayagan ka ng mga lagari na may malaking ngipin na gumawa ng malalim na pagbawas. Samakatuwid, halimbawa, ang mga nasabing canvases ay ipinapayong gamitin kapag naglalagari ng mga puno ng puno.
- Ang mga blades na may mababang ngipin ay pinakaangkop para sa pagputol ng mga manipis na sheet na materyales.
- Kapag pinuputol ang malalaking mga workpiece, pumili ng isang lagari na may magaspang na ngipin.
- Upang mabawasan ang mga phenomena ng resonance at dagdagan ang saklaw ng haba ng paggupit kapag gumagamit ng isang lagari, ang mga ngipin sa talim nito ay dapat magkaroon ng isang variable na pitch at magkakaiba ang laki.
- Ang mga lagari na may madalas na pantay na spaced na ngipin ay inirerekomenda para sa pagputol ng malalaking talim.
- Ang mga variable ng blade ng ngipin ay mahusay na gawain ng paggupit ng malambot na materyales habang nagbibigay ng mataas na pagiging produktibo dahil walang pagbara sa talim ng lagari.
Ang geometry ng mga ngipin, na tinutukoy ng kanilang profile at hasa ng anggulo, ay mahalaga din:
- Halimbawa, sa proseso ng paggupit ng mga tubo, channel, sulok at iba pang mga materyal sa profile, nangyayari ang mga panginginig, bilang isang panuntunan, na humahantong sa pagkasira ng ngipin, samakatuwid inirerekumenda na gumamit ng mga talim na may ngipin na may pinatibay na likuran.
- Para sa pagputol ng hindi kinakalawang na asero, isang materyal na may lapot, inirerekumenda namin ang mga talim na may isang malaking puwang ng ngipin at pinatalas ng ngipin sa isang matinding anggulo.
Ang pamamaraan ng pag-set ng mga ngipin sa talim ay tumutukoy sa parehong kalidad ng paggupit at ang bilis ng pagsusuot ng tool, at, bilang karagdagan, ang antas ng mga panginginig na bumangon sa panahon ng operasyon ay nakasalalay dito.
Kung saan:
- Kapag pinuputol ang malalaking piraso ng metal, upang maiwasan ang pag-pinch ng talim, inirerekumenda na gumamit ng mga lagari, na kahalili sa pagitan ng makitid at malawak na mga seksyon.
- Ang karaniwang pamamaraan ng setting, kung saan ang mga ngipin ay inililipat-lipat ng halili sa iba't ibang direksyon mula sa gitnang ngipin, ay maaaring gamitin para sa mga lagaraw na ginagamit sa mga patayong makina, pati na rin sa pagputol ng malalaking mga workpiece at para sa contour cutting.
- Ang variable na uri ng setting, na tinatawag ding pangkat at nailalarawan sa na sa kasong ito ang mga ngipin ay baluktot nang pares sa kabaligtaran na direksyon, nagbibigay ng mataas na kahusayan at binabawasan ang pagkarga sa tool sa paggupit.