Ang tamang anyo ng hasa ay ang susi sa mabisang trabaho
Bilang isang resulta ng pagproseso, ang cutting edge ng drill ay binibigyan ng isang tiyak na geometry, prayoridad para sa isang partikular na diameter ng drill at ang istraktura ng ibabaw ng makina. Upang makuha ang kinakailangang hugis, ayon sa pagkakabanggit, ginagamit ang iba't ibang mga pamamaraan ng hasa ng paggupit. Mayroong mga solong-eroplano, korteng kono, dalawang-eroplano, tornilyo at mga uri ng silindrya ng hasa. Sa bahay, ang unang dalawang pamamaraan ay madalas na ginagamit bilang pinakasimpleng, at ang mga drill na may diameter na hanggang sa tatlong millimeter ay pinahigpit sa isang eroplano, na nagbibigay ng isang tatlumpung degree na slope ng likurang sulok. Ang kawalan sa kasong ito ay ang mataas na posibilidad ng pagkasira ng nagtatrabaho na bahagi ng gilid dahil sa pagnipis nito, samakatuwid, para sa mga drill na may isang mas malaking lapad, ang hasa sa anyo ng isang kono ay karaniwang ginagamit, na bumubuo ng isang anggulo sa kanilang dulo sa loob ang saklaw ng 118-120º.

Mga Error
Ang pinakakaraniwang mga pagkakamali kapag ang paghihigpit sa drills ng iyong sarili ay isama ang mga sumusunod:
- Ang mga sulok ay ginawa nang simetriko at tama, ngunit ang haba ng mga gilid ng paggupit ay naiiba sa bawat isa. Sa kasong ito, ang drilling center ay hindi kahit na may kaugnayan sa axis ng tool. Kapag ginagamit ang tool na ito, lilitaw ang mga beats. Sa simula ng trabaho, magiging napakahirap na makapasok sa mga inilapat na marka. Sa kasong ito, ang elemento ng pagtatrabaho ay malamang na simpleng masira.
- Ang centering ay tumpak, ngunit ang cutting edge ay may mga asymmetrical na anggulo. Mula dito sinusundan nito na kapag ang pagbabarena ng isang butas, isang gumaganang ibabaw lamang ang gagana. Iyon ay, ang pamamaraan ng pagpoproseso ay magiging napakabagal, at ang bahagi ng pagtatrabaho ay maaaring mag-overheat at masira. Bilang karagdagan, ang butas ay masisira, iyon ay, ang laki nito ay magiging mas malaki kaysa sa laki ng ginamit na drill.
Mga patakaran sa hasa ng drill
Ang mga drills ay maaaring patalasin sa mga espesyal na hasa ng disc, mano-mano o sa mga tool sa makina. Bago simulan ang trabaho, maingat na suriin ang mga drills: kung may mga seryosong depekto sa ibabaw, kailangan mong simulan ang hasa sa isang mas masahol na nakasasakit. Kung ang tool ay medyo mapurol, gumamit ng isang lapping disc.
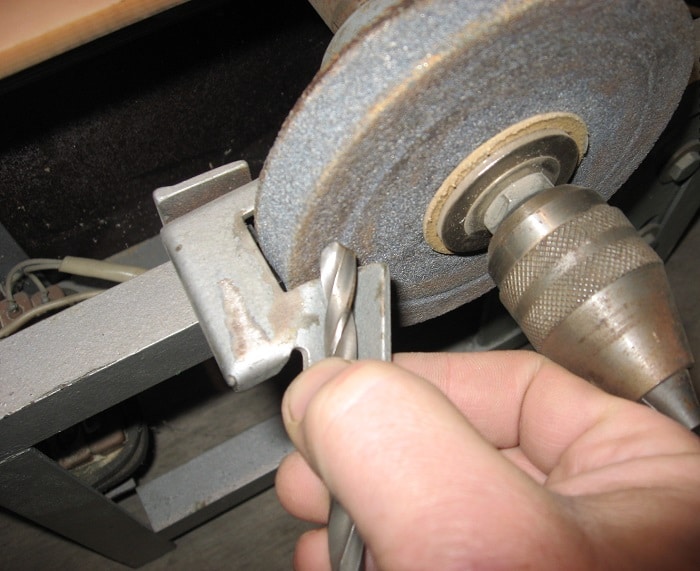
Kapag ang hasa ng kamay gamit ang iyong sariling mga kamay, kailangan mong sundin ang mga patakaran:
- hawakan ang shank gamit ang isang kamay, ayusin ang nagtatapos na nagtatrabaho sa kabilang banda;
- iproseso ang gilid ng paggupit sa gilid ng gulong ng paggiling;
- una, ang isang gilid ay pinahigpit, pagkatapos kung saan ang drill ay maingat na nakabukas at ang isa ay naproseso.
Mahalaga na mapanatili ang orihinal na hugis ng drill at ang direksyon ng mga gilid ng paggupit sa panahon ng pag-macho. Dapat mag-ingat upang matiyak na ang dulo ng tip ay hindi makakalayo mula sa gitna, kung hindi man ang tool ay lilihis sa gilid sa panahon ng operasyon.
Kung ang anggulo ng mga gilid ng paggupit ay hindi pareho pagkatapos ng hasa, ang pagganap ng drill ay magiging mahirap. Natutukoy ito gamit ang isang template na ginawa ng kamay, o ng mata: ang hugis ng tip ay dapat gumawa ng isang kono. Upang maiwasan ang mga pagkakamali, mas mahusay na mag-edit sa mga dalubhasang aparato.
Mga tampok ng proseso ng hasa
Kung una kang nagpasya na patalasin ang isang bahagi gamit ang iyong sariling mga kamay, gawin ang gawain sa mahigpit na pagkakasunud-sunod.
- Ang likod na ibabaw ay ginagamot muna. Kaya, ang drill ay pinindot nang mahigpit at patuloy na sinusubaybayan upang ang mapanas na anggulo ay mananatiling pareho. Bilang isang resulta ng pagproseso, ang dulo ng drill ay magiging katulad ng isang regular na taper.
- Susunod ay ang pagliko ng bahagi ng paggupit.
- Ang huling yugto ay nagsasangkot ng pagtatapos ng likod na ibabaw. Sa kasong ito, kinakailangan upang matiyak na ang laki ng jumper ay hindi hihigit sa 0.4 mm. Naturally, para sa isang malaking drill para sa metal, ang parameter na ito ay dapat na medyo mas mataas.
Kung may isang bagay na hindi nagawa nang tama sa unang pagkakataon, huwag mawalan ng pag-asa. Mahusay na simulan ang pagsasanay sa mga tool na malamang na hindi kinakailangan. Ang pangunahing bagay ay upang malaman kung paano pindutin nang tama at mapanatili ang isang anggulo. Sa kasong ito, kinakailangang isaalang-alang ang katunayan na ang mga lateral na bahagi ng drill, at hindi ang tip, ay responsable para sa pagbabarena. Alinsunod dito, ang mga gilid ay dapat na hasa.
Mahalagang tandaan na ang mga pinong partikulo ay nabuo sa panahon ng proseso ng paghasa. Dahil sa pag-init, lumilipad sila sa anyo ng mga spark.
Para sa kadahilanang ito na kinakailangan upang sumunod sa mga pag-iingat sa kaligtasan. Ito ay tungkol sa paggamit ng mga proteksiyon na salaming de kolor at guwantes. Gayundin, kapag hasa, siguraduhin na ang drill ay ligtas na naayos. Kung hindi man, maaari itong aksidenteng makatakas mula sa mga kamay.
Mga rekomendasyon para sa paggamit ng makina
Kung magpasya kang gumamit ng isang naaangkop na makina para sa hasa, tiyaking ihanda ang iyong lugar ng trabaho. Sa partikular, pinag-uusapan natin ang tungkol sa mahusay na pag-iilaw. Kailangan mo ring magsuot ng mga guwantes na proteksiyon.
Una sa lahat, dapat kang magpasya sa kinakailangang anggulo ng hasa.
Mahalaga na iposisyon ang iyong sarili upang ang gulong na paggiling ay nasa kanan.
Dapat gawin ang pagkakahanay. Upang gawin ito, kunin ang gumaganang ibabaw gamit ang hinlalaki at hintuturo, at ang pangalawang kamay ay humahawak sa gilid ng buntot.
Ang drill para sa metal ay dapat na paikutin upang ang gilid ng paggupit ay parallel.
Ang isang mahalagang punto ay ang pag-aalis ng chipping.
Ang lahat ng mga paggalaw ay dapat na gumanap sa isang tukoy na pagkakasunud-sunod.
Kaya, ang kaliwang kamay ay inililipat sa kaliwang pababa, at ang kanang kamay ay inililipat pakanan.
Upang maayos na patalasin ang drill gamit ang iyong sariling mga kamay, dapat kang gumamit ng isang naaangkop na aparato. Maaari itong maging isang sambahayan o pang-industriya na makina, pati na rin isang electric drill na may isang espesyal na pagkakabit. Kung hindi mo pa nasubukan ang hasa ng isang drill dati, suriin ang video upang makapagsimula.








Paghahasa ng makina - bumili o gumawa?
Gawin mo mag-isa. Ang pagbili ng kagamitan ay makatipid ng oras. Ngunit maraming mga katanungan tungkol sa kumbinasyon at pag-install ng mga karagdagang aparato. Ang matipid na manggagawang Tsino ay gumagamit ng mga kaso na hindi maaaring ayusin at mga bakod na gawa sa malambot na mga lata sa mga gamit sa bahay.
Drill hasa machine
Sisimulan namin ang do-it-yourself drill hasa ng makina sa pagpili ng engine. Subukang kumuha ng 0.5-08 kW electric motor. Ang halaga ng kuryente ay tinatayang. Ang drills hanggang sa Ø 20 ay hindi lumilikha ng isang mabibigat na karga kapag humahasa. Maaari rin kaming mag-apply ng isang mababang-bilis ng motor mula 60s: ang tibay ay ginagarantiyahan - pagkatapos ay ginawa nila ito sa loob ng maraming siglo.
Naguguluhan sa timbang? Sa kabilang banda, ang workbench at bracket, kung naka-mount sa isang pader, ay pakiramdam ng hindi gaanong panginginig. Huwag habulin ang revs. Ang pagpapatasa ng mga dride ng karbid ay bihirang kinakailangan, at ang mga karaniwang gawa sa haluang metal na P6M5 at mga katulad nito ay tiyak na hindi masusunog sa isang bato na may isang pag-ikot ng mas mababa sa 900 mga rebolusyon.
Mga kinakailangan para sa aparato para sa hasa ng mga drills:
- Tiyak na pagkakahanay ng baras ng motor nang walang radial runout.
- Posibilidad ng pag-install ng isang karagdagang proteksiyon na takip.
- Ibigay para sa pag-install ng isang hindi naaalis na napakalaking base para sa pag-mount ng engine, mga karagdagang accessory.
- Pag-install ng isang kamay-braso na may pagsasaayos ng taas, binabago ang anggulo ng pag-aayos sa pahalang na eroplano, inaayos ang puwang ng isang bato.
- Mag-ingat na mag-install ng isang hinged safety screen na gawa sa hindi masira na transparent na materyal.
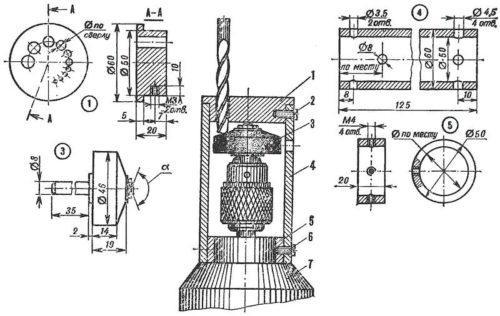
Hakbang numero 1 - pagmamarka ng nut
Pagmamarka ng Nut
Gumagawa kami ng isang upuan para sa drill. Upang magawa ito, gamit ang isang caliper-compass, markahan ang kulay ng nuwes, tulad ng ipinakita sa larawan sa itaas. Gumagawa kami ng mga pagmamarka sa magkabilang panig ng nut.
bumalik sa menu
Ang pinakasimpleng mga tool para sa pagbibihis ng cutting edge ng drill
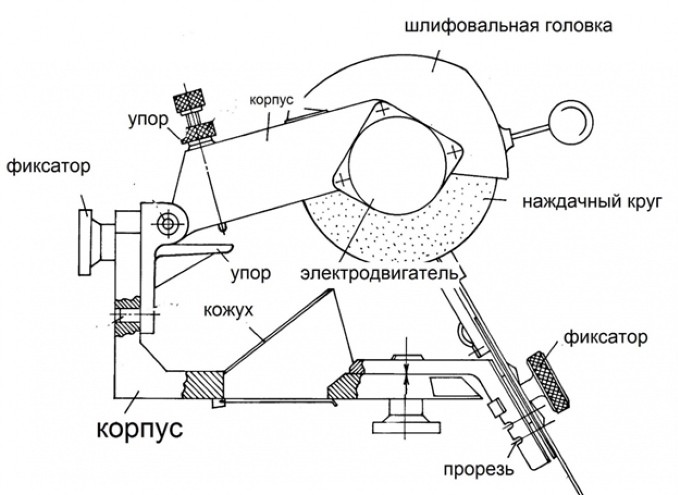
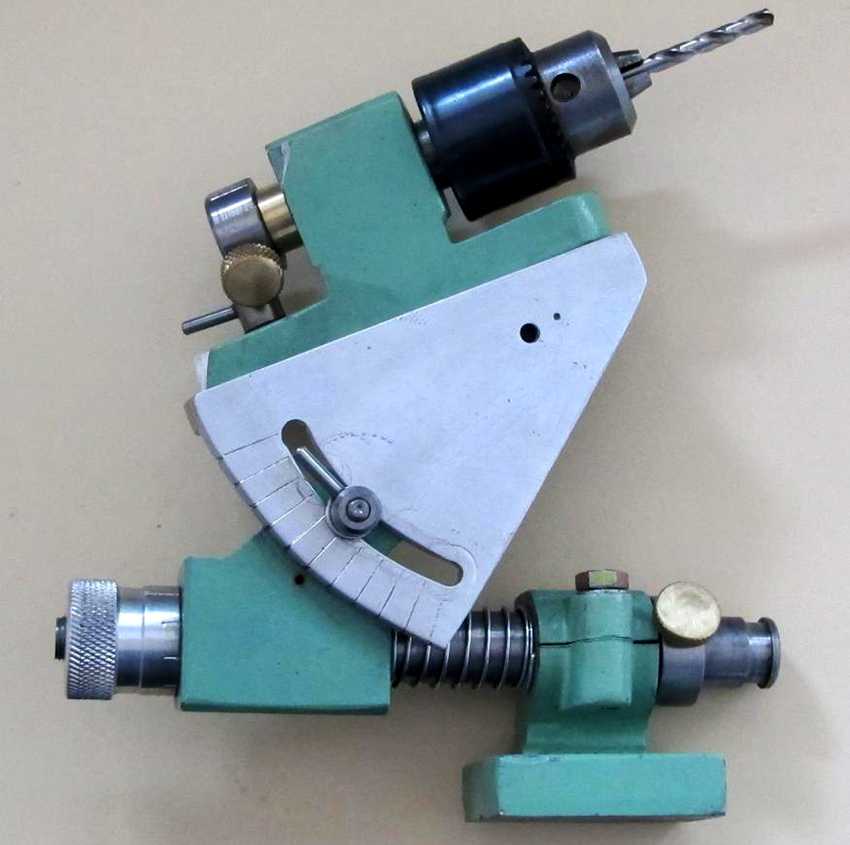
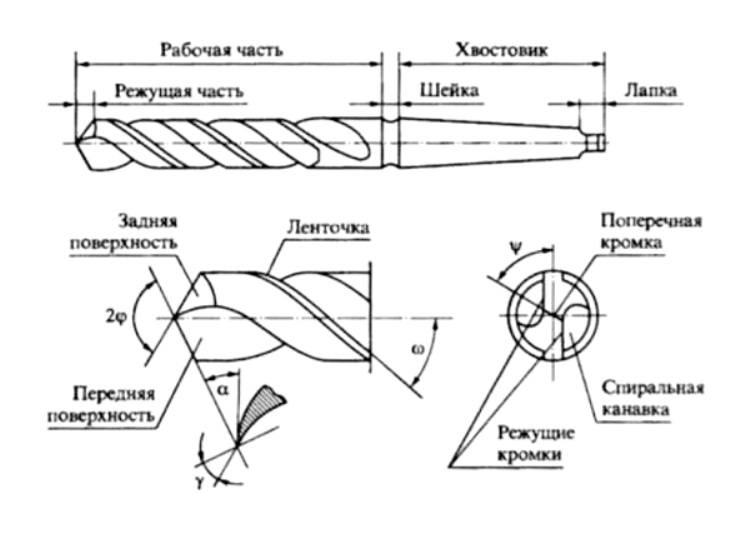
Upang maunawaan ang proseso, tingnan natin ang mga bahagi ng handpiece.

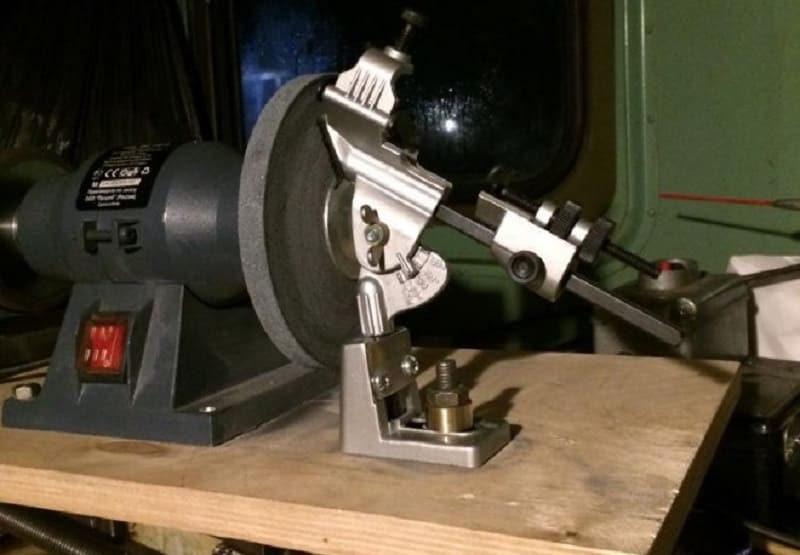
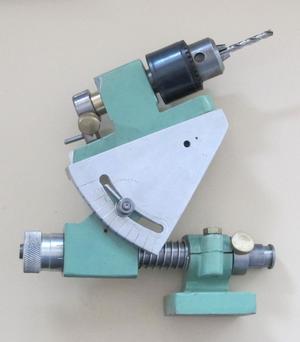
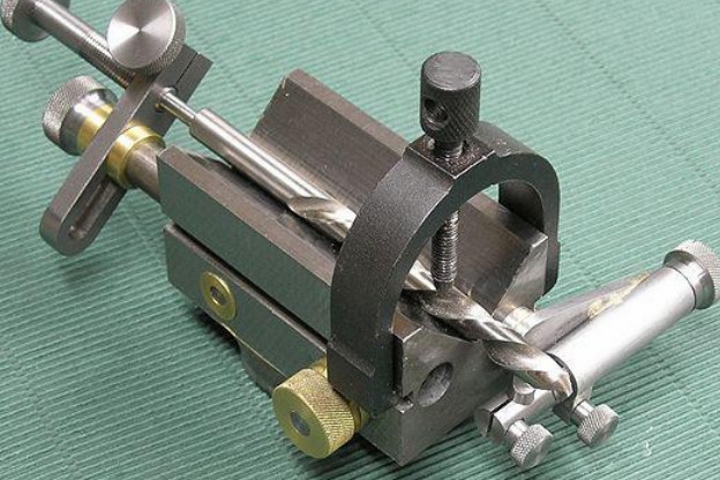
I-clamp ang "matulin". Upang magamit ang aparatong ito, sapat na upang magkaroon ng isang emeryeng gulong (pantasa) na nilagyan ng matibay na posas.Ang drill ay naka-clamp sa aparato sa nais na anggulo ng pag-ikot ng gilid. Kinokontrol ang anggulo ng feed ng cutting edge, binubuo namin ito sa grindstone, kung gayon, nang hindi binabago ang anggulo, "pumunta" kami upang patalasin ang pag-back.

Ang aparato ay kinakailangang nakasalalay sa isang posas, ang mga anggulo ay kinokontrol ng mga kamay. Kung mayroon kang ilang mga kasanayan, maaari kang makakuha ng isang mahusay na resulta sa halatang pagtipid.
MAHALAGA! Bago gamitin ang aparato sa mga de-kalidad na mga handpiece - magsanay sa mga may sira. Papayagan ka nitong "punan ang iyong kamay" at "pakiramdam ang anggulo", tulad ng sinasabi ng mga masters .. Siyempre, sapilitan ang paggamit ng isang template
Siyempre, sapilitan ang paggamit ng isang template.
Gayundin, bago simulan ang trabaho, dapat mong pamilyarin ang iyong sarili sa mga pamantayang talahanayan ng hasa ng mga anggulo para sa iba't ibang mga materyales sa pagbabarena.
| Naprosesong materyal | Angulo ng Apex, degree |
| Asero, cast iron, matigas na tanso | 116 — 118 |
| Tanso, malambot na tanso | 130 |
| Aluminium, duralumin, electron, babid | 140 |
| Pulang tanso | 125 |
| Ebonite, celluloid | 85 — 90 |
| Marmol at iba pang marupok na materyales | 80 |
Minsan ito ay sapat na upang baguhin lamang ang anggulo at leveling ng hawakan, at ang hasa ng malalaking drills ay nagiging isang simpleng gawain.
Ang pamamaraang ito ay naaangkop para sa maliit na dami ng trabaho at kawalan ng mataas na kinakailangan para sa kalidad ng pagbabarena. Kung regular kang mag-drill at mahalaga ang kawastuhan, bibili ka ng isang pantasa o gumawa ng isa sa iyong sarili.







Karagdagang mga aparato
Ang mga accessories na gawa ng kamay ay gagawing mas maginhawa at tumpak ang gawain ng pagpapahigpit sa mga drill.
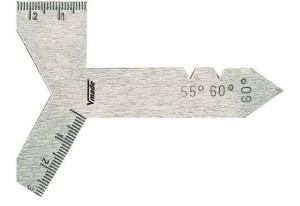
Template para sa pag-verify. Ang template ay pinutol mula sa isang sheet ng manipis (1 mm) malambot na metal (aluminyo, tanso). Ipinapakita ng template ang mga anggulo sa dulo, ang haba ng mga gumaganang gilid, ang anggulo sa pagitan ng nagtatrabaho gilid at ng tulay. Dahil halos imposibleng suriin ang anggulo ng clearance ng drill na may isang template, ang anggulo ng hasa ay napatunayan. Ang template ay gupitin bago gamitin ang drill sa unang pagkakataon.
Gabay. Ito ay isang maliit na pagkakabit, na gawa sa isang metal strip at naayos sa katawan na may isang bolt. Sa panahon ng operasyon, ang drill ay inilalagay sa gabay at dinala sa grindstone.
Protractor. Sa stand, na kung saan ay inilarawan sa itaas, ang mga paghihiwalay ng mga hasa ng hasa ay inilalapat. Maaari mong putulin ang bahagi ng metal na protractor na may mga marka ng sulok at ilakip sa kinatatayuan. Kailangan mong putulin ang isang bahagi na may mga anggulo ng higit sa 30 degree, dahil ang mga mas maliit ay hindi ginagamit kapag humahasa.
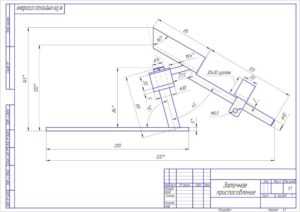
Isang aparato na nagpapadali sa mga patalim na drills. Ito ay isang nakapirming kama at may hawak na may mga butas para sa pagpasok ng mga sulo ng iba't ibang laki. Maaaring alisin ang may hawak. Ang kama ay gawa sa isang 50 mm board, ang isang riles ay nakakabit dito sa isang anggulo ng 32 degree. Inilantad ng riles ang may-ari ng tool sa kinakailangang anggulo. Ang may-ari ng iyong sarili ay gupitin mula sa isang bar, ang ibabaw nito ay aalisin sa isang anggulo ng 65 degree. Ang bahagi ng beveled ay umaangkop sa riles. Ang mga anggulo ng bevelling ng may-ari at lath ay nakasalalay sa uri ng hasa.
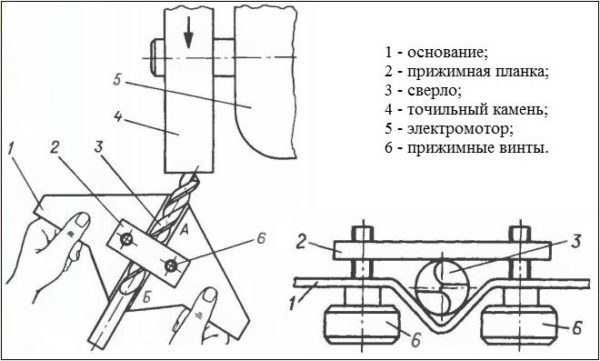
Mekanismong multifunctional
Ang hasa ng drill ay magiging mas madali sa mekanismong ito. Ang aparato ay binubuo ng:
- roller skids;
- gabay;
- baras;
- protractor;
- drill chuck.
Ang gabay ay dapat gawin ng sapat na malawak, isang protractor ay naka-attach dito. Ang pivot ay isang bolt na ipinasok sa ibinigay na butas. Ang mga gabay at isang palipat-lipat na plato ay nakalagay sa umiikot na bahagi. Ang isang axis, isang tubo ay naayos sa ibabaw nito, sa isang gilid ang axis ay nagtatapos sa isang drill chuck, sa kabilang banda - na may hawakan. Ang paggalaw ng thrust plate ay ibinibigay ng sinulid na ehe.
Sa ilalim ng thrust plate mayroong isang limiter (kilala rin bilang isang pointer), na sabay na nagpapahiwatig ng kinakailangang anggulo ng pag-aalis at inaayos ito sa nais na posisyon.
Gumagana ang mekanismo tulad ng sumusunod:
- ang drill ay naayos sa chuck;
- ang thrust plate ay naka-lock sa kinakailangang anggulo;
- ang tool ay pinaikot kasama ang paayon axis gamit ang hawakan;
- markahan ang sulok;
- i-on ang pamutol ng 90 degree at iproseso ang pangalawang kalahati, maabot ang minarkahang anggulo.
Mga Instrumento
Para sa hasa, ginagamit ang dalawang uri ng mga aparato: mga kalakip o hihinto para sa pangkalahatang paggamit at mga dalubhasang aparato.
Ang pinakasimpleng aparato ay nagsasama ng isang manu-manong may-ari. Naghahain lamang ang tool na ito upang i-hold ang object sa isang tukoy na posisyon. Isinasagawa ang paninikil na kontrol sa paningin. Para dito, inilalapat ang isang di-makatwirang sangguniang sanggunian. Samakatuwid, kinakailangan ang karanasan upang gumana sa aparatong ito. Kabilang sa mga kalamangan nito ang pagiging simple, pagiging compact, at mababang gastos. Ang pangunahing mga dehado ay ang mababang katumpakan sa pagproseso at nadagdagan ang mga kinakailangan para sa mga kasanayan ng gumaganap.
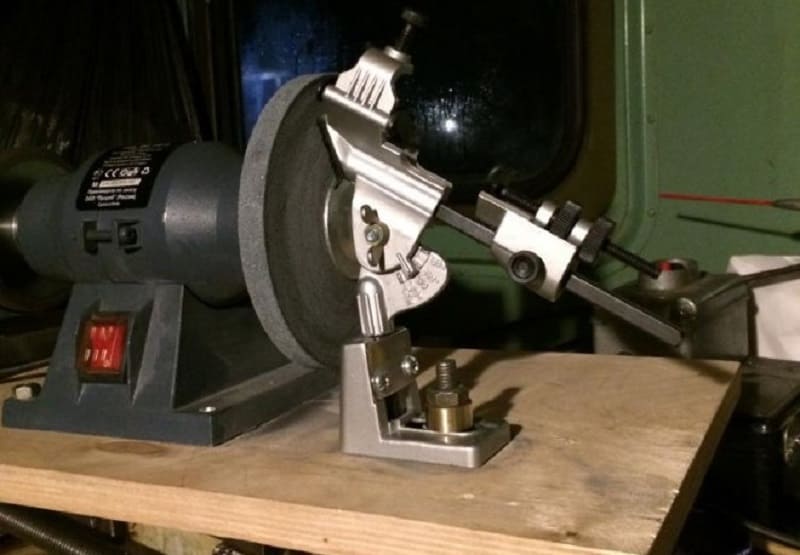
Ang paghinto ng elektrikal na panghahasa ay isang unibersal na kabit na nagsisilbi upang ayusin ang mga tool at hindi partikular na idinisenyo para sa isang drill. Maraming mga modelo ang may isang pagsasaayos ng anggulo ng ikiling at nilagyan ng isang scale ng pagmamarka. Tinutukoy nito ang mas mahusay na kawastuhan ng trabaho kaysa sa isang manu-manong may-ari, gayunpaman, sa kasong ito, ang mga kasanayan ng gumaganap ay may kahalagahan. Bilang karagdagan, mayroong mas sopistikado at maraming nalalaman na pagpipilian na may karagdagang pag-aayos ng taas at idinisenyo para sa mga tumataas na bahagi sa isang workbench sa halip na isang emerye na katawan. Ang mga nasabing paghinto ay katugma sa anumang de-kuryenteng gilingan at pinapayagan kang iproseso ang mga pamutol, pait, kutsilyo, distornilyador, atbp.

Ang mga gabay sa semi-propesyonal na drill ay mas advanced na mga tool kaysa sa tinalakay sa itaas. Nagbibigay ang mga ito ng maaasahang pag-aayos ng lahat ng mga linear parameter na may setting ng mga halaga sa pamamagitan ng pagmamarka at mataas na katumpakan na kontrol ng hasa (hanggang sa micron). Ang pag-install ng aparato sa kanal ay hindi kasama ang pag-aalis o pag-ikot nito. Ipinagpapalagay na paggalaw ng linear, kinokontrol ng isang limitasyon na paghinto o ng tagaganap, at ang paggalaw ng gilid sa kahabaan ng arko. Ang mga kalakip na ito ay nagbibigay ng mahusay na kalidad ng hasa. Gayunpaman, kinakailangan ang mga kasanayang propesyonal dahil ang uri ng drill ay dapat isaalang-alang para sa tamang pagproseso. Dahil sa kakulangan ng pag-aautomat, ang mga gabay ay inuri bilang mga propesyonal na aparato. Gayunpaman, mayroon ding mga semi-awtomatikong gabay na nilagyan ng gilingan. Tinatanggal nila ang pangangailangan para sa mga rest rest at pagbabago ng disc.
Dapat pansinin na ang lahat ng mga aparatong tinalakay sa itaas ay idinisenyo para sa karaniwang mga panggiling ng kuryente. Sa view nito, dapat munang mai-install ang isang emery disc.
Ang mga electric hasa ng hasa ay dinisenyo para sa muling pagtatayo ng mga drill ng twist. Iyon ay, ang mga ito ay lubos na nagdadalubhasang mga aparato. Ang kanilang pangunahing bentahe ay itinuturing na kadalian ng paggamit, na tinanggal ang pangangailangan para sa mga espesyal na kasanayan at karanasan ng gumagamit. Ito ay dahil sa pag-aautomat ng aparato. Kailangan lamang ilagay ng kontratista ang drill sa butas, isinasaalang-alang ang diameter nito. Tinatanggal din nito ang posibilidad ng mga pagkakamali, tinitiyak ang kawastuhan. Gayunpaman, walang mga setting para sa karamihan ng mga fixture na ito. Sa pagtingin dito, mas nauugnay ang mga ito para sa domestic na paggamit. Ang ilang mga modelo ay nilagyan ng isang gunting at pagkakabit ng kutsilyo. Mayroong mga propesyonal na pagpipilian na pinapayagan ang kontrol ng operator ng hasa. Sa mga modelo na isinasaalang-alang, ang drill ay naka-mount sa isang indibidwal na kartutso sa halip na isang pangkaraniwang may-ari. Nilagyan ang mga ito ng mga setting para sa hasa ng anggulo, lalim ng pagtanggal ng materyal, pamamaraang pagproseso ng gilid.








Ang isa pang simpleng pagpipilian para sa mga kundisyong pambahay ay ipinakita ng mga kalakip para sa pagpapahigpit sa mga drill. Ang attachment ng drill para sa mga hasa ng drills ay may kasamang isang pambalot na may emerye sa loob.
Sa mga kundisyong pang-industriya, sa masinsinang paggamit ng mga drilling machine, kinakailangan na patuloy na ibalik ang kanilang mga elemento ng pagtatrabaho. Para sa mga ito, may mga nakatayo na ipinakita ng mga propesyonal na stand na may hasa ng aparato para sa iba't ibang mga pagpipilian. Ang mga ito ay maraming nalalaman at malakas, ngunit medyo mahal.
Anuman ang uri ng kabit na ginamit upang patalasin ang drill, isinasagawa ang kontrol sa kawastuhan gamit ang isang template. Pinapayagan kang matukoy ang kawastuhan ng mga anggulo ng pamutol.
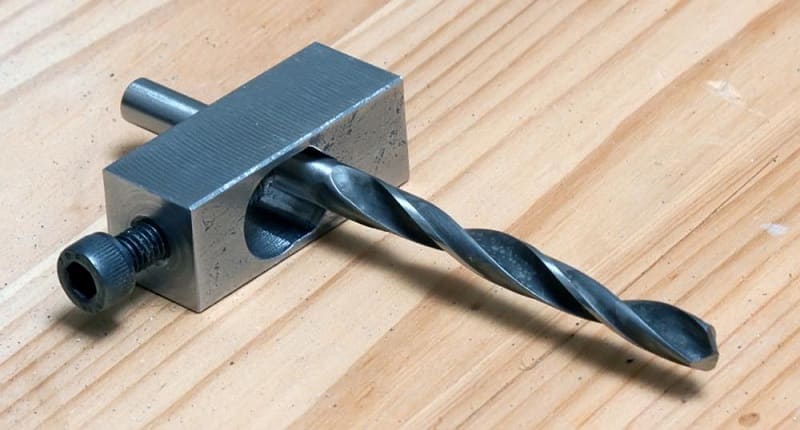
Proseso ng paggawa
Hanapin ang gitna sa dulo ng hugis-parihaba na bar, mag-drill ng isang butas dito. Maaari kang gumamit ng isang ordinaryong drill. Kung may pag-aalinlangan tungkol sa iyong mga kasanayan, pagkatapos ay hanapin ang gitna sa kabaligtaran, sa tulong nito maaari mong makontrol ang patayo ng butas
Napakahalagang kondisyon na ito. Kung hindi mo ito nakumpleto, pagkatapos ay ang mga gilid ng paggupit ng drill pagkatapos ng hasa ay hindi magiging pareho.
Sa isang anggulo na 120 degree, gupitin ang dalawang sulok ng bloke. Una, kailangan mong gumuhit ng dalawang linya sa isang anggulo ng 30 degree, dapat silang intersect eksakto sa gitna, ito rin ay isang mahalagang kondisyon. Bunga ng pagkabigo - ang gitna ng drill ay lilipat sa gilid, habang ang pagbabarena ng tool ay tatama. Ang hiwa ay dapat na mahigpit na patayo sa mga eroplano. Para sa kontrol, gumuhit din ng mga linya sa likod ng bar, pagkatapos kasama ang mga ito maaari mong iwasto ang hiwa sa isang gilingan. Dapat mayroong isang anggulo ng 120 degree sa tuktok, ito ay isang unibersal na sukat para sa mga drill ng metal.
Kapag lumiliko, ang drill ay ipinasok sa butas; maaari mong gamitin ang isang Euro screw upang ayusin ito sa isang naibigay na posisyon. Sa mukha sa gilid, ang isang butas ng naaangkop na lapad ay dapat na drilled bago kumonekta sa gitnang butas. Nakumpleto nito ang gawaing pagmamanupaktura.
Kahalagahan ng pagpapatakbo ng aparato
Sa mga sambahayan, ang mga de-kuryenteng drill at screwdriver ay madalas na ginagamit upang mag-drill ng iba't ibang mga materyales mula sa kahoy, kongkreto, metal at keramika. Maraming mga gumagamit ng naturang kagamitan ang paulit-ulit na nakatagpo ng isang problema na nagdudulot ng pagkabagot ng gumaganang bahagi ng tool ng pagbabarena sa panahon ng operasyon.
 Sa panahon ng trabaho sa metal, ang matinding pag-init ng paggupit na bahagi ng drill ay maaaring mangyari, na inilalantad ito sa mabilis na pagkasira at karagdagang hindi pagkakasundo. Upang maiwasan ito, kinakailangan na pana-panahong suriin ang mga pamantayan ng geometriko ng bahagi ng paggupit at, kung maaari, patalasin ito sa mga kinakailangang parameter. Para sa mga metal na pagbabarena, bilang isang panuntunan, ginagamit ang mga drill na patabingi. Ang karagdagang inspeksyon ng tool bago magsagawa ng trabaho ay nagpapalawak sa buhay ng serbisyo nito.
Sa panahon ng trabaho sa metal, ang matinding pag-init ng paggupit na bahagi ng drill ay maaaring mangyari, na inilalantad ito sa mabilis na pagkasira at karagdagang hindi pagkakasundo. Upang maiwasan ito, kinakailangan na pana-panahong suriin ang mga pamantayan ng geometriko ng bahagi ng paggupit at, kung maaari, patalasin ito sa mga kinakailangang parameter. Para sa mga metal na pagbabarena, bilang isang panuntunan, ginagamit ang mga drill na patabingi. Ang karagdagang inspeksyon ng tool bago magsagawa ng trabaho ay nagpapalawak sa buhay ng serbisyo nito.
Kapag nagtatrabaho sa kahoy, ang bahagi ng paggupit ay praktikal na hindi nagpapahiram sa sarili nitong magsuot, at ang mga kongkretong drill ay nilagyan ng solidong mga plate ng tagumpay, na hindi na kailangan ng hasa at ginagamit hanggang sa tuluyang mabulok.
Mga elemento ng kabit
Upang makagawa ng isang aparato para sa hasa, kakailanganin mo ang ilang mga elemento at tool:
- Tumayo;
- I-toggle ang mga switch para sa pag-on / off ng pantasa;
- Sharpener disc;
- Electric motor;
- Electric cable para sa pagkonekta ng aparato sa network;
- Mga plug;
- Materyal para sa katawan.
Ang lahat ng mga bahagi ng iyong drener sharpener ay matatagpuan sa loob ng pabahay. Sa ganitong paraan magagawa mong dagdagan ang iyong sariling kaligtasan kapag nagtatrabaho sa paggiling kagamitan.
Kapag pinagsama ang istraktura, iwanan ang pulley mula sa de-kuryenteng motor na mai-access, dahil ang isang disc para sa hasa ay inilalagay dito. Maipapayo na paunang pumili ng isang nakatigil na lugar para sa makina, dahil dapat itong maayos sa isang workbench o mesa ng trabaho.
Ang proseso ng pag-iipon ng aparato ng paggiling mismo ay ang mga sumusunod.
- I-install ang de-kuryenteng motor sa isang paunang napiling lokasyon.
- Sa talahanayan kung saan matatagpuan ang kabit para sa pag-on ng mga drill ng metal, markahan ang mga fastener.
- Gumamit ng isang de-kuryenteng drill upang gumawa ng mga butas alinsunod sa mga marka para sa mga mounting bolts.
- Ayusin ang motor na de koryente sa tamang lugar nito gamit ang mga metal clamp.
- Ayusin ang pambalot, na magsisilbing isang proteksyon.
- Ilagay ang grinding disc sa motor pulley.
- Ang motor mismo ay dapat magkaroon ng isang pinahabang pulley, dahil ito ay magiging mas maginhawa kapag gumagamit ng pantasa. Tandaan na maglagay ng isang washer sa kalo bago i-install ang gulong.
- Kung hindi tumutugma ang mga diameter ng pulley at gulong, maaari kang gumamit ng adapter na manggas. Ang isang butas ng thread ay drilled sa gilid ng manggas, kung saan naka-mount ang isang auxiliary fixing bolt.
- Hindi kinakailangan na pumili ng isang makina na masyadong malakas. Masasaktan lamang ng mataas na RPM ang iyong mga metal drills. Karamihan sa mga artesano ay inaangkop ang isang makina na tinanggal mula sa mga lumang washing machine para sa isang yaring paggiling.
- Matapos makumpleto ang pagpupulong, ikonekta ang mga switch ng toggle, ikonekta ang engine at lahat ng mga electrics sa pamamagitan ng cable sa outlet.
Pantulong na mga aparato
Kung nagawa mong tipunin ang isang medyo kapaki-pakinabang na hasa ng aparato para sa iba't ibang mga drill para sa metal, kahoy o plastik gamit ang iyong sariling mga kamay, pinapayuhan ka naming huwag tumigil doon.
Mayroong maraming mga karagdagang elemento, na binibigyan ng kagamitan ang gilingan kung saan malaki ang pagpapalawak ng pag-andar nito at dagdagan ang iyong sariling antas ng ginhawa kapag nagtatrabaho sa mga drill.
- Sinusuri ang template. Upang matukoy ang tamang mga anggulo kapag hasa ang isang drill, isang espesyal na talahanayan o template ang magagamit. Palaging nasa kamay ang template. Sa tulong nito, matutukoy mo kung gaano tama ang mga humahawak na mga anggulo, ano ang tagal ng mga gumaganang gilid, ano ang mga anggulo sa pagitan ng mga jumper at ng mga gumaganang gilid. Ang mga template ay ginawa mula sa manipis, malambot na metal batay sa isang bagong drill bago unang gamitin;
- Mga Gabay. Isang uri ng maliit na mga kalakip na gawa sa mga metal strips. Ang mga ito ay naka-bolt sa katawan ng gilingan. Kapag nagtatrabaho, kakailanganin mong ilagay ang drill sa mga gabay na ito, dahan-dahang dalhin ang pinahigpit na tool sa nakasasakit na bato;
- Protractors. Ang pinakamadaling pagpipilian ay kumuha ng isang ordinaryong metal protractor, putulin ang bahagi ng aparato at ayusin ito sa isang stand. Putulin ang bahagi ng protractor kung saan ang sukat ay higit sa 30 degree. Ito ay dahil sa ang katunayan na ang hasa ng mga drills sa isang mas mababang anggulo ay hindi natupad.
Multi-tasking kabit
Kung gumawa ka ng ganoong aparato, ang kawastuhan at kaginhawaan ng mga hasa ng drills para sa metal ay tataas nang malaki. Sa parehong oras, ito ay medyo simple upang tipunin ang istraktura. Upang makagawa ng isang mekanismo, braso ang iyong sarili sa mga sumusunod na sangkap:









- Mga roller skid;
- Mga Gabay;
- Baras;
- Protractor;
- Drill chuck.
- Inirerekumenda na gawing malawak ang gabay at ayusin ang protractor dito.
- Ang isang bolt ay kikilos bilang isang axis ng pivot, na ipinasok sa isang paunang nakahanay na butas.
- Sa umiikot na bahagi mayroong isang gabay at isang palipat-lipat na metal plate.
- Ang isang ehe at isang tubo ay naka-mount sa ibabaw ng plato.
- Ang isang dulo ng ehe ay ginagamit para sa pag-install ng drill chuck, at ang iba pa ay ginagamit para sa hawakan.
- Ang thrust plate ay lilipat ng sinulid na ehe.
- Ang isang limiter ay matatagpuan sa ilalim ng plato. Gumagawa ito ng dalawang pag-andar nang sabay - inaayos nito ang mekanismo sa kinakailangang posisyon at ipinapahiwatig ang nais na anggulo.
Ganito ang proseso ng aparato:
- Ang cutting drill ay naka-install sa chuck;
- Ang plato ay naayos sa kinakailangang posisyon upang lumikha ng isang hasa ng hasa;
- Umiikot ang aparato sa kahabaan ng paayon axis ng isang hawakan;
- Ang anggulo ay minarkahan;
- Ang pamutol ay nakabukas sa 90 degree, pagkatapos na ang pangalawang kalahati ng drill para sa metal ay naproseso gamit ang iyong sariling mga kamay.
Ano ang kailangan mong buuin
El / makina
Ang iba't ibang mga drill, kabilang ang mga may malaking lapad, ay pinahigpit sa makina sa pang-araw-araw na buhay. Bilang karagdagan, ang paunang pagproseso ng mga gilid ng paggupit ng tool at ang kanilang pagtatapos ay magkakahiwalay na yugto ng trabaho. Samakatuwid, kakailanganin mong baguhin ang bilog at ilagay ang nasa kamay mula sa dating binili. Dahil ang makina ay isang pangmatagalang kagamitan, kinakailangan upang mai-mount ito para sa hinaharap. Batay sa mga ito:
- lakas ng engine: halos 1.2 - 1.5 kW ay sapat;
- supply ng kuryente: solong yugto. Ang anumang garahe o maliit na pagawaan (malaglag) sa site, na may mga bihirang pagbubukod, ay konektado sa linya ng 1f 220/50. Ito dapat ang panimulang punto.
Paghahasa ng gulong
Bukod dito, dapat mayroong marami sa kanila, na may iba't ibang laki ng butil. Para sa maaasahang pag-aayos ng nakasasakit sa shaft ng engine, handa ang mga bushings na i-clamp ito sa magkabilang panig.
Paghasa ng aparato
Maaari mong limitahan ang iyong sarili sa pinakasimpleng "istante", ngunit pagkatapos ay hindi mo mapapanatili ang kinakailangang anggulo. Ang ganitong uri ng trabaho ay nangangailangan ng maraming praktikal na karanasan.
Maaaring mabili ang aparato, kahit na ito ay bihirang ibenta.
Ang pinakamahusay na pagpipilian ay upang gawin ito sa iyong sarili. Halimbawa, ang mga ito ay:
Mga elemento ng pamamaraan
- Magnetic starter (na may 3 pares ng mga contact) para sa circuit 3 ph.
- Button na "start / stop" o 2 magkakaiba - para sa pag-on at pag-off ng makina. At ang pangatlo ay sapilitan - isang emergency stop. Ito ay madalas na pinagsama sa isang pedal, na kung saan ay mas maginhawa at mas ligtas, dahil ang mga kamay ay magiging abala kapag pinahahasa ang mga drills.
- Mga wire. Sa tinukoy na lakas ng engine, sapat na ito para sa 1 "parisukat".
Ang pinakasimpleng mga diagram ng koneksyon para sa mga three-phase motor ay ipinapakita sa mga numero:
Ang isang katanggap-tanggap ay madaling hanapin sa Internet, depende sa kung anong uri ng motor ang ginagamit, kung paano nakakonekta ang mga paikot-ikot na ("bituin" o "tatsulok"), kung saan ang mapagkukunan ng boltahe ay makakonekta (1 o 3 na mga yugto).
Mga elemento ng proteksyon
- Nakatakip sa bilog.
- Screen (kanais-nais).
Mayroong ilang mga uri ng trabaho kung saan ang mga drills ay pinahigpit lamang sa mga tool sa makina, at hindi manu-mano.
- Kapag ang pagbabarena sa mas malalim na kailaliman kung saan kinakailangan ang muling paghasa ng ilaw.
- Kung ang mga drills ay unibersal, maaari silang gumana kahit na may mga materyales na may mataas na density.
- Para sa paggawa ng bulag na butas na may isang espesyal na tool.
Hindi inirerekumenda na patalasin ang mga drills gamit ang isang gilingan para sa maraming mga kadahilanan. Una, ang mga grinders ng anggulo ay malamang na hindi ligtas na maayos. Pangalawa, ang kawastuhan ay magiging hindi kasiya-siya. Pangatlo, pagkatapos ng pagtatapos ng naturang hasa, mas mahirap gawin ang tamang pag-ayos ng drill. Pang-apat, ang pamamaraan na ito ay angkop lamang para sa bahagyang pagpapanumbalik ng nagtatrabaho na kapasidad ng isang tool ng isang maliit na diameter (hindi hihigit sa 5).
Ang paggawa ng isang makina ay hindi lahat. Kailangang iposisyon ito nang tama upang patalasin ang mga drill nang madali hangga't maaari. Ang lugar, ang taas ng pag-install ay isang personal na bagay ng master. Ngunit mayroong isang pangkalahatang kinakailangan - upang maibukod ang pinakamaliit na panginginig ng kagamitan at tiyakin ang leveling nito.
Kung ang workbench sa garahe ay "malambot", kailangan mong i-mount ang isang espesyal na mesa sa mga metal na binti. Ang isang malaking sulok, tubo o channel ay angkop para dito. Ang tuktok ng mesa, isinasaalang-alang ang bigat ng makina (una sa lahat, ang makina), ay dapat na malakas. Ang manipis na sheet metal ay hindi isang pagpipilian. Ang stand ng makina ay maaari ding gawa sa kahoy, ngunit may sapat na kapal. Ang pagkakabit nito ay nangangailangan din ng pansin. Dapat itong maging maaasahan hangga't maaari, sa lahat ng mga puntong ibinigay sa engine bed, at sa mga bolt lamang.
Kapag nagpapasya sa circuit para sa pag-on ng engine, kinakailangan upang magbigay para sa posibilidad ng pagbabago ng bilang ng mga rebolusyon. Dahil kakailanganin mong gumana sa iba't ibang mga drills, kailangan mong malaman - mas mahirap ang materyal ng tool, mas mababa ang anggular na bilis ng pag-ikot ng nakasasakit na gulong ay dapat.
Tulad ng ipinapakita sa pagsasanay, hindi lahat ng mga walang karanasan na manggagawa ay nakakaunawa kapag ang isang drill ay nangangailangan ng paghasa. Mga palatandaan na nagpapahiwatig na ang instrumento ay mapurol:
- paggiling (minsan "humuhuni") sa paunang yugto ng pagbabarena;
- mabilis na pag-init ng metal, madalas na sinamahan ng isang katangian na amoy.
Ang kabiguang patalasin ang oras ay makabuluhang mabawasan ang buhay ng drill at ang pinakakaraniwang sanhi ng pagkasira ng drill.
Sa proseso ng pagbabarena ng iba't ibang matitigas na materyales, ang mga drills ay patuloy na mapurol. Ang ganitong pangyayari ay maaaring maging sanhi ng malubhang abala, lalo na kung oras na upang matapos ang trabaho. Ito ay halos imposible na gumamit ng isang mapurol at pagod na drill bit. Para sa kaginhawaan ng trabaho, kinakailangan upang ibalik ang laki at geometry ng produkto.Upang patalasin ito sa tamang paraan, kakailanganin mong malaman ang maraming mga tampok at pamamaraan ng naturang proseso. Maaari kang gumawa ng isang drill sharpening machine sa iyong sarili kung nauunawaan mo ang istraktura ng tulad ng isang aparato.