Mga tampok ng paggamit
Ang bawat isa sa mga uri ng mga drill na brilyante ay nakikilala sa pamamagitan ng ilang mga tampok na dapat isaalang-alang kapag pumipili at gumagamit ng naturang tool.
Diamond core bits
Ang tool ng brilyante, ang bahagi ng paggupit na nilagyan ng electroplated core bits, ay katulad ng maginoo na mga core drill. Ang isang mahusay na bentahe ng naturang tool, bilang karagdagan sa abot-kayang gastos, ay ang katunayan din na kapag ginamit ito, isang maliit na presyon ng pagtatapos ang ipinataw dito. Bilang isang resulta, maaari itong magamit para sa pagbabarena sa mataas na bilis, na nagdaragdag ng pagiging produktibo ng proseso.
Mga uri ng mga core ng core ng brilyante
Samantala, ang isang pangunahing drill o tubular drill, sa bahagi ng paggupit na inilapat ang brilyante, mayroon ding isang seryosong sagabal: mayroon itong isang maliit na buhay sa serbisyo at pinapayagan lamang ang ilang mga butas na gawin nang husay. Iyon ang dahilan kung bakit ginagamit ang mga tool batay sa isang tubo na pinahiran ng brilyante para sa mga tile ng pagbabarena.
Sintered diamante drills
Tulad ng nabanggit sa itaas, ang mga drills, ang bahagi ng paggupit na gawa sa mga brilyante na chips sa pamamagitan ng sinter, ay lubos na maaasahan at matagumpay na mapapatakbo nang mahabang panahon. Ang bawat isa sa mga tool na ito, kung ang lahat ng mga rekomendasyong pang-teknolohikal ay sinusundan kapag ginagamit ang mga ito, maaaring mag-drill ng higit sa isang daang butas. Gayunpaman, ang mga drills ng kategoryang ito ay mayroon ding mga disadvantages, ang pinaka-makabuluhan na kung saan sa panahon ng machining ang tool ay napailalim sa makabuluhang presyon ng pagtatapos, na hindi ginagawang posible na mag-aplay ng isang mataas na bilis ng machining. Ang kawalan na ito ay nagreresulta sa isang makabuluhang pagbawas sa pagganap ng pagbabarena.
Tubular drill na "Zubr-Professional" na may mga brilyante sa vacuum brazing
Mga uri ng drone na diamante na drill
Ang mga tool ng brilyante na may isang tapered cutting ibabaw nang sabay-sabay na pagsamahin ang mga kalamangan ng mga drill ng brilyante na kabilang sa kategorya ng mga tool na uri ng tubo at mga pangunahing drill. Tulad ng nabanggit sa itaas, tulad ng isang tool sa hitsura nito ay halos kapareho sa maginoo na drills para sa metal, ngunit naiiba sa kanila sa materyal ng paggawa. Upang mailapat ang patong na brilyante sa gumaganang ibabaw ng mga drill na ito, ginagamit ang mga advanced na teknolohiya upang lumikha ng isang tool na nailalarawan sa pinakamataas na paglaban sa pagsusuot.
Ang teknolohiyang ginamit upang maproseso ang gumaganang bahagi ng mga tool sa paggupit ng ganitong uri ay nagbibigay-daan sa iyo upang lumikha ng isang patong dito, kung saan ang bilang ng mga butil ng brilyante ay nadagdagan ng 2-2.5 beses. Ang teknolohiya na ito ay hindi kasangkot maginoo galvanic paggamot, ngunit ang application ng isang brilyante patong sa pamamagitan ng isang vacuum pagsasabog pamamaraan. Kapag ginagamit ang pamamaraang ito, ang mga puwang sa pagitan ng mga butil ng brilyante ay puno ng metal, na tinitiyak ang pinakamataas na tibay ng nabuo na patong.
Ang pagmamarka ng mga drayber ng HSS, kanilang mga uri at katapat sa bahay
Ang lahat ng mga drayber ng HSS ay minarkahan nang naaayon. Mayroong tatlong pagkakaiba-iba ng bakal na ito.
-
Tungsten (T1 - T15).
-
Molybdenum (M1 - M36).
-
Mataas na nakaangkop (M41 - M62).
Tungsten HSS Drills
Mula sa pangkat na ito, ang pinakalaganap ay mga drill na gawa sa apat na uri ng steels.
-
T1 (domestic analogue - P18). Mula sa HSS steel na ito (18% tungsten) na may mataas na mga katangian (paggiling, lakas at paglaban ng pagsusuot) na mga drill at iba pang mga tool na pangkalahatang layunin ay ginawa. Pinakaangkop ang mga ito para sa machining carbon at mga metal na istruktura ng haluang metal.
-
-
T2 (domestic analogue - R18F2).Naglalaman ang haluang metal ng 2% vanadium. Ginagamit ito para sa paggawa ng mga pagtatapos at semi-pagtatapos na drills na inilaan para sa pagproseso ng medium na haluang metal na istruktura na steels.
-
T3 (domestic analogue - Р18K5Ф2). Naglalaman ang haluang metal ng 18% tungsten, 5% cobalt at 2% vanadium. Ang mga nasabing tool ay nailalarawan sa pamamagitan ng pagtaas ng pangalawang tigas at paglaban ng suot, ngunit may mababang paggiling. Ang ganitong uri ng drill ay pinakaangkop para sa mga workpiece ng machining na gawa sa mataas na lakas, lumalaban sa kaagnasan at lumalaban sa init na mga steels at haluang metal.
-
T15 (domestic analogue - R12F5K5). Ang pagmamarka na ito sa HSS drills ay nangangahulugang bilang karagdagan sa 12% tungsten, ang vanadium (5%) at kobalt (5%) ay naidagdag sa haluang metal. Ang mga tool na ito ay nakikilala sa pamamagitan ng kanilang mataas na lakas, tigas at paglaban ng pagsusuot. Ginagamit ang mga ito kapag nag-drill ng mga materyales na mahirap i-machine.






Larawan # 1: Komposisyon ng mga steels ng tungsten HSS
Molybdenum HSS Drills
Ang pangunahing bahagi ng pag-haluang metal ng mga steels sa pangkat na ito ay molibdenum. Gayundin sa iba't ibang mga dami ay maaaring maglaman:
-
tungsten,
-
kobalt;
-
vanadium;
-
carbon;
-
at iba pang mga sangkap.
Larawan # 2: komposisyon ng molybdenum HSS steels
Ang pinakalawak na ginagamit ay mga drayber ng HSS na ginawa mula sa mga sumusunod na uri ng molybdenum high speed steels.
-
M1. Mula sa bakal ng grade na ito (8% molybdenum), ang mga tool na pangkalahatang layunin ay ginawa. Ang mga HSS drills na ito ay lubos na may kakayahang umangkop at shock resistant. Ang pamumula ay mas mababa kaysa sa mga analogue.
-
M2 (domestic analogue - Р6М5). Ito ang pinakakaraniwang materyal para sa paggawa ng mga drayber ng HSS. Naglalaman ang haluang metal ng 6% tungsten at 5% molibdenum. Mayroon itong balanseng lakas, tigas at paglaban ng init.
-
M3 (domestic analogue - Р6М5Ф3). Naglalaman din ang haluang metal na ito ng 3% vanadium. Ang mga drills ng HSS na ginawa mula sa bakal na ito ay nailalarawan sa pamamagitan ng mas mababang nakasasakit na pagkasuot.
-
M7. Ang pangunahing mga bahagi ng alloying ay molibdenum (8.75%), vanadium (2%) at tungsten (1.75%). Ang mga drills na gawa sa bakal na HSS na ito ay ginagamit para sa pagbabarena ng matigas at mabibigat na metal.
-
M35 (domestic analogue - Р6М5К5). Bilang karagdagan sa tungsten, molibdenum at vanadium, ang haluang metal na ito ay naglalaman ng kobalt (5%), pati na rin ang maliit na halaga ng mangganeso, silikon at nikel. Ang mga kalamangan ng materyal na ito ay mahusay na kayamutan, mahusay na paggiling, init at paglaban ng pagsusuot. Ang mga drills ng HSS na ginawa mula sa haluang metal na ito ay ginagamit kapag ang mga workpiece ng machining mula sa pinahusay na haluang metal at hindi kinakalawang na asero sa mga kondisyon ng nadagdagan na pag-init ng gilid ng paggupit.
-








Mataas na haluang metal na drills ng HSS
Para sa paggawa ng mga high-alloy HSS-drills (na may mataas na epekto sa tigas at pagpapatakbo sa malamig na mga kondisyon), ginagamit ang mga molibdenum na haluang metal, na napailalim sa isang espesyal na paggamot sa init.
Larawan # 3: komposisyon ng mataas na mga naka-halong steels ng HSS
-
M47 (domestic analogue - Р2АМ9К5). Naglalaman ito ng malalaking halaga ng molibdenum (9%) at kobalt (4.7-5.2%). Ang haluang metal ay may isang nadagdagan na pagkahilig sa decarburization at overheating sa panahon ng pagsusubo. Kakayahang gumiling - mababa. Ang mga drills ng HSS na ginawa mula sa haluang metal na ito ay ginagamit para sa mga workpiece ng machining na ginawa mula sa pinahusay na haluang metal at hindi kinakalawang na asero.
-
M42. Naglalaman ng isang malaking halaga ng kobalt at molibdenum (8 at 9.5%, ayon sa pagkakabanggit). Ang mga drills ng HSS na ginawa mula sa haluang metal na ito ay nailalarawan sa pamamagitan ng pagtaas ng pamumula at paglaban sa hadhad. Ang mga nasabing tool ay ginagamit sa pagproseso ng viscous at kumplikadong mga metal.
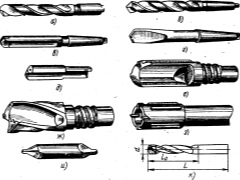
Mga uri ng drill para sa malalim na pagbabarena
Ang sumusunod ay maaaring magamit bilang mga drill para sa malalim na pagbabarena:
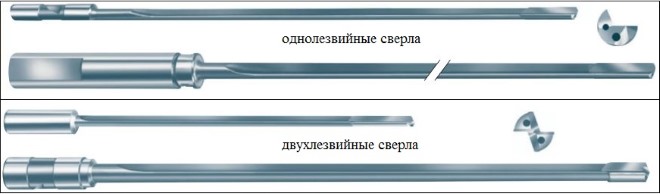
- ang mga spiral drills na may isang cylindrical shank, ang mga parameter na kinokontrol ng GOST 886-77 (sa pamamagitan ng kanilang disenyo, ang mga spiral drills na may isang cylindrical shank ay kabilang sa mga tool sa mahabang serye, kung saan lumilikha sila ng mga butas na may lalim na higit sa 15 diametro);
- rifles, ang pagputol na bahagi kung saan ay ganap na gawa sa matapang na haluang metal;
- rifle, sa bahagi ng paggupit na kung saan ang mga plate ng karbid ay naayos sa pamamagitan ng paghihinang;
- rifle, nilagyan ng hindi lamang pangunahing, kundi pati na rin mga intermediate na carbide plate;
- ejector, na ginagamit upang maisagawa ang malalim na pagbabarena sa mga makina na may isang pahalang na tool sa paggupit;
- kanyon, sa ibabaw na kung saan mayroong isang hugis ng V na uka, na idinisenyo upang alisin ang mga chips (ang pagpoproseso sa ganitong uri ng drill ay isang hindi napapanahong pamamaraan ng pagkuha ng malalim na mga butas).
Deep drills ng butas
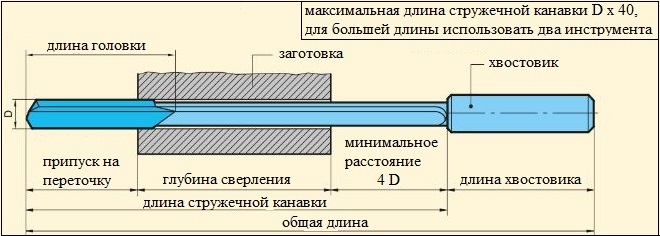
GOST 886-77 Spiral drills na may cylindrical shank. Mahabang serye. Pangunahing sukat
Ang mga twist drill na may isang cylindrical shank, na ginawa alinsunod sa mga iniaatas na ibinigay ng GOST 886-77, ay nakikilala sa pamamagitan ng isang pinahabang bahagi ng pagtatrabaho. Alinsunod sa mga probisyon ng nasa itaas na pamantayan ng 77, tulad ng isang pinahabang tool ay maaaring gawin ng buong bilis ng bakal na bakal o nilagyan ng pagputol ng mga insert na gawa sa karbid.
Itinakda din ng GOST 886 ng ika-77 na taon na ang paglamig ng mga drills ng ganitong uri ay maaaring ibigay ng hindi lamang panlabas, kundi pati na rin ng panloob na supply ng coolant. Ang mga twist drills, tulad ng ipinahiwatig ng GOST 886-77, ay maaaring gawin hindi lamang sa isang cylindrical shank, kundi pati na rin sa mga conical shanks. Ang proseso ng malalim na pagbabarena mismo, na isinasagawa sa pamamagitan ng naturang mga drills, ay maaaring isagawa kapwa sa kanilang pana-panahong pagkuha mula sa butas na ginawa, na kinakailangan upang alisin ang nabuo na mga chip mula dito, o nang hindi gumanap ng gayong pamamaraan. Kung ihinahambing namin ang mga drill ng twist sa mga drill ng baril at kanyon, pagkatapos kapag ginagamit ang nauna, tataas ang pagganap ng pagbabarena halos 8 beses.

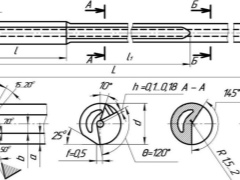
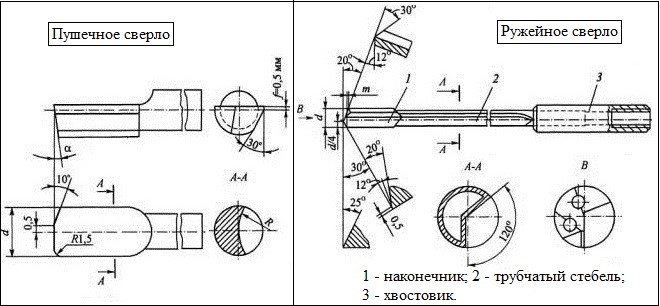
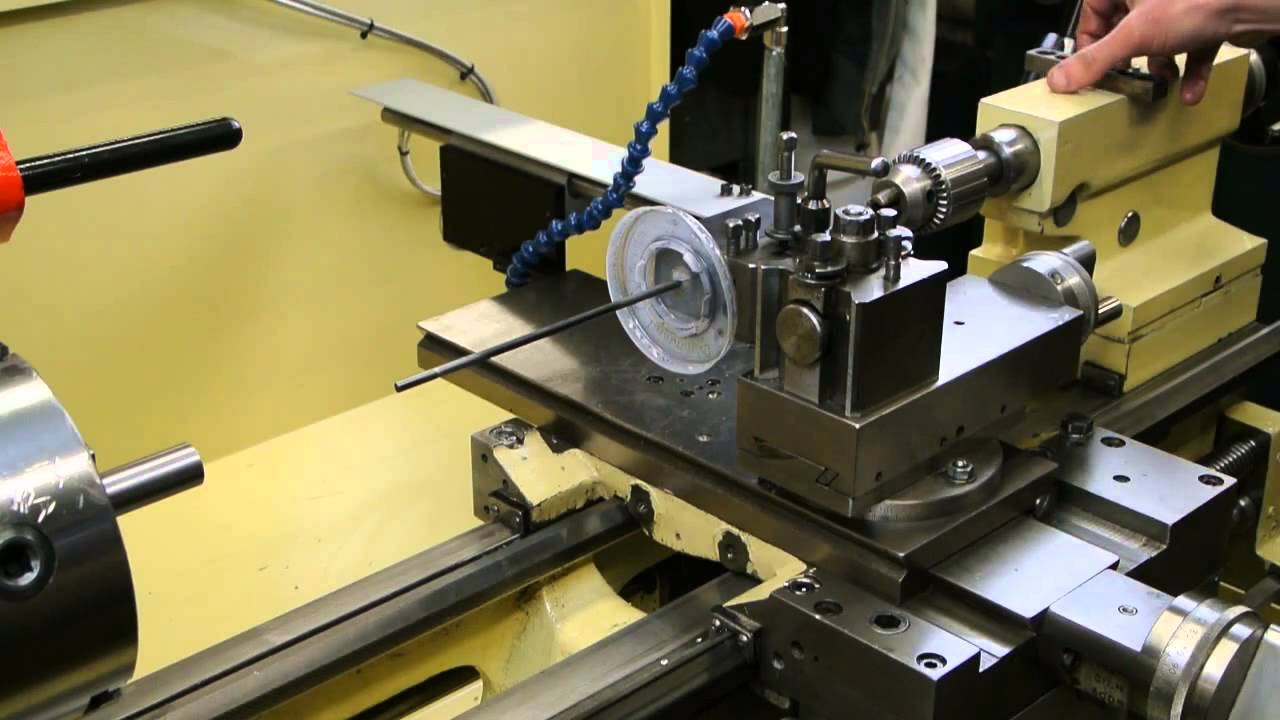
Mga halimbawa ng nagtatrabaho na ulo para sa mga drill ng baril
Ang mga baril at baril ay drill ay mga tool na solong-cut, kung saan maaari kang lumikha ng malalim na mga butas na may mga diameter na mula 0.5-100 mm. Ang paglamig ng mga drills ng ganitong uri ay isinasagawa sa pamamagitan ng isang butas na ginawa sa kanilang panloob na bahagi, at ang mga chips na nabuo sa panahon ng pagproseso ay tinanggal gamit ang isang espesyal na uka na ginawa sa kanilang panlabas na ibabaw. Ang mga baril at baril na drill, na nilagyan ng mga pagsingit ng karbida, ay may isang kono na pagsasaayos ng bahagi ng pagtatrabaho, na tinitiyak ang mas mahusay na patnubay ng tool papunta sa machining zone.
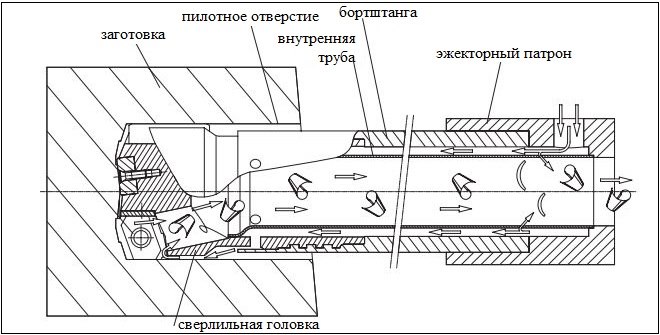
Ang prinsipyo ng pagpapatakbo sa isang ejector drill
Mga uri ng drill para sa malalim na pagbabarena
Sa teknolohiyang metalworking ngayon, maraming uri ng drills ang ginagamit para sa malalim na pagbabarena ng mga bahagi.
Isaalang-alang natin ang kanilang pangunahing uri:
-
- Mga drill ng baril. Ang mga katangian ng ganitong uri ng drill ay tinalakay sa itaas. Kamakailan lamang, isang tool ay nagawa na may isang bahagyang binago form na may kaugnayan sa tradisyonal na isa. Pinapabuti nito ang pagiging produktibo ng proseso at ang kalidad ng mga naprosesong bahagi. Makatuwirang gumamit ng mga drill ng kanyon kapag nagpapa-macho ng maliliit na butas ng lapad. Ang haba ng mga butas ay karaniwang hindi hihigit sa 40 diameter. Mayroon itong katumpakan sa IT9 at isang tapusin sa ibabaw na 0.09 - 3.5 µm.
- Isang solong piraso ng baril drill. Tinatawag din silang monolithic drills sapagkat ang mga ito ay gawa sa solidong materyal na karbid. Mayroong isang espesyal na daanan sa loob ng drill para sa pagbibigay ng pampalamig na pampadulas. Ang mga chip at coolant ay pinatuyo mula sa workpiece sa pamamagitan ng panlabas na helical groove. Ginagamit ang mga ito para sa pagbabarena ng mga butas hanggang sa 100 millimeter. Lalim - hanggang sa 100xD. Nakuha ng tool ang pangalang ito dahil dati itong ginamit upang hawakan ang mga bariles ng baril.
- Gun drill, ginawa ayon sa teknolohiya ng pag-aayos ng mga insert ng cutting ng karbid sa pamamagitan ng pag-brazing. Tulad ng ibang mga drills ng ganitong uri, nagbibigay sila ng mataas na kawastuhan ng dimensional na may kaunting paglihis ng axis ng pagbabarena.
- Isang baril drill na may karagdagang pagsingit ng pagputol. Ang mga drill na ito ay ginagawang mas produktibo ang proseso ng paggupit.
- Mga baluktot na drill na may cylindrical shank.Ginawa alinsunod sa mga kinakailangan ng GOST 886-77. Mayroon silang isang pinahabang bahagi ng paggupit, na maaaring ganap na magawa ng mataas na bilis ng bakal o may mga insert na karbida. Ang supply ng coolant ay maaaring pareho sa loob at labas. Ang shank ay maaari ding maging cylindrical sa hugis.
- May butas na drills. Ginagamit ang mga ito para sa pagbabarena ng mababaw na stepped hole.
- Mga drills ng Ejector. Ginamit para sa pagbabarena ng malalim na mga butas sa mga makina na nagtatrabaho ng metal na may pagkakalagay ng tool sa paggupit sa pahalang na eroplano.
Mga drills para sa kahoy
Medyo maliliit na butas hanggang sa 12 mm sa mga composite ng kahoy o kahoy (chipboard, MDF) ay maaaring drill ng isang maginoo na metal na drill drill. Ngunit ang mga butas, na napapailalim sa mas mataas na mga kinakailangan para sa dimensional na kawastuhan at kalinisan sa ibabaw, ay isinasagawa sa mga drill na espesyal na idinisenyo para sa kahoy. Ang mga ito ay ginawa mula sa tool steel o carbon steel at hindi angkop para sa metal.







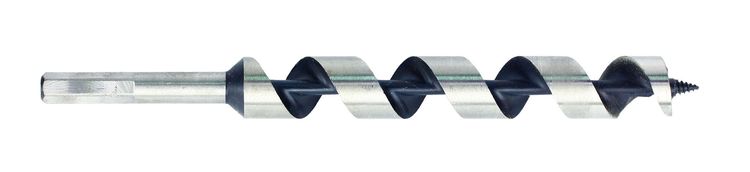
Baluktot na drills. Dinisenyo para sa pagbabarena ng maliit at katamtamang sukat na mga butas. Tulad ng nabanggit na, ang mga drill para sa metal ay maaaring gamitin sa halip, ngunit ang mga butas pagkatapos ng mga ito ay may mababang kalidad.
Baluktot na drills. Mayroon silang isang matalim na gilid ng paggupit at mala-auger na hugis. Salamat sa huli, ang mga chips ay madaling inalis mula sa butas. Ito ang mga de-kalidad na drill na ginagamit kung nais mong makakuha ng isang malalim na butas na may makinis na pader.
Mga drills ng pluma. Ginagamit ang mga ito para sa paggawa ng mga butas ng medyo malalaking diametro - mula 10 hanggang 25 mm at higit pa. Ito ang pinakasimpleng at pinaka-murang mga drill, maaari mo ring gawin ang mga ito sa iyong sarili mula sa isang naaangkop na plato at isang bilog na tungkod. Ngunit ang kalidad ng mga butas pagkatapos ng mga ito ay naging mababa - magaspang na pader, hindi masyadong tumpak na sukat.

Korona. Ang salitang "korona" ay nangangahulugang ang tool na ito ay ginawa sa anyo ng isang guwang na silindro, sa mga gilid kung saan matatagpuan ang mga ngipin. Ang pagbabarena ay nakuha sa anyo ng isang singsing, kung saan pagkatapos ay tinanggal ang panloob na bahagi. Ang korona ay isang kailangang-kailangan na tool kung kailangan mong makakuha ng isang malaking butas - hanggang sa 100 mm o higit pa. Sa mga tindahan, inaalok ito sa anyo ng isang hanay, na naglalaman ng isang mandrel, isang center drill na may isang shank at maraming mga korona ng iba't ibang mga diameter.

Forsner drill. Ito ay isang tool para sa paggawa ng tumpak na mga butas sa kahoy (lalo na ang malambot na kahoy), chipboard, nakalamina, atbp. Mayroon itong centering point at isang matalim na scered scorer. Salamat sa huli, ang butas ay tumpak at makinis. Kung kailangan mong makakuha ng isang bulag na butas na may makinis na pader at tumpak na sukat, gagawin ng Forsner drill ang trabaho sa pinakamahusay na paraan.

Ano ito
Ang pangkat ng produkto na ito ay nagsasama ng isang bilang ng iba't ibang mga uri ng mga kalakip. Ang bawat isa sa mga modelo ay ginagamit upang matupad ang mga gawain nito. Halimbawa, ang isang drill na ginawa alinsunod sa GOST 10903-77 ay gumagana upang madagdagan ang lugar ng drilled hole. Ang bawat isa sa mga spiral nozzles ay may mga tampok na katangian na likas dito: disenyo ng geometriko, uri ng cutting edge, materyal ng paggawa at uri ng pagpoproseso nito, halimbawa, sprayed o singaw na ginagamot na bakal.
Napakahalaga ng hugis ng ng ng nguso ng gripo, dahil tinutukoy nito kung ang isang drill ay napili para sa isang tiyak na uri ng trabaho o hindi. Ang iba't ibang mga uri ng mga cutter ay ginagamit para sa iba't ibang mga ibabaw at para sa mga butas ng pagbabarena ng iba't ibang mga kalaliman at mga diameter.
Ang mga marka ng haluang metal o carbon steel na 9XC, P9 at P18 ay ginagamit para sa paggawa ng mga naturang gimbal. Ang huling dalawa ay may label na bilang HSS at mabilis na paggupit. Ang mga nasabing haluang metal ay hindi mawawalan ng lakas kapag pinainit, kahit na malakas, na kung saan ay kinakailangan ng kanilang mga produkto para sa pagbabarena. Upang matukoy kung aling lugar ang drill ay gagamitin, kailangan mong malaman ang anggulo ng hasa nito, iyon ay, ang laki ng mga anggulo ng dalawang pangunahing mga gilid ng paggupit at ang nakahalang. Upang mag-drill ng plexiglass, plastik, kailangan mo ng isang nguso ng gripo na may anggulo na 60 hanggang 90 degree. Kung mas payat ang sheet na mai-drill, mas maliit dapat ang paghasa ng anggulo.
Ang isang maliit na halaga ay nagbibigay ng isang mahusay na tagapagpahiwatig ng pagwawaldas ng init, at ito ay mahalaga para sa mga materyal na na-deform kapag sobrang init. Ngunit dapat tandaan na ang paghasa sa isang mababang anggulo ay ginagawang mas mahina ang drill mismo, marupok, kaya maaari lamang itong magamit para sa pagbabarena ng mga hindi solidong materyales
Ang clearance ng anggulo ng clearance ay hindi dapat mas mababa sa 15 degree. Kung hindi man, ang drill ay mag-scrape sa ibabaw sa halip na i-cut ito, na humahantong sa pagpapapangit.
Ang anggulo kung saan ang mga gilid ng paggupit ay nagtatagpo sa dulo ay nasa pagitan ng 118 at 135 degree. Mayroon ding mga sobrang chamfering bits - doble na hasa. Ang pamamaraang ito ay binabawasan ang alitan na nangyayari sa panahon ng proseso ng pagbabarena. Mayroon ding mga aparato na may dalawang yugto na ginagawang mas perpekto ang shank. Na may isang dalawang-hakbang na tip nagiging mas tumpak ang pag-sentro ng drill.








Ang mga taper shank drills ay may parehong pag-andar tulad ng kanilang mga cylindrical counterpart at binubuo ng parehong mga elemento. Ang aparato ng gumaganang bahagi ng drill ay may kasamang isang paggupit na bahagi (ito ang dalawang pangunahing at isang nakahalang na mga gilid) at isang gabay (kasama rito ang mga gilid ng auxiliary cutting). Ang shank ay isang elemento kung saan ang nozel ay naayos sa chuck ng power tool. Ang hugis ng kono, na mayroon ang shank, ay maginhawa upang madaling ayusin at bitawan ang produkto mula sa chuck.
Ano ang pinakamahusay na mga drill ng metal?
Ang mga malalaking negosyo - pinuno ng industriya - ay nasa kanilang pagtatapon ng mamahaling kontrol at kagamitan sa pagsukat, na nagbibigay-daan sa kanila na mapanatili ang isang pare-parehong mataas na kalidad ng kanilang mga produkto.
Sandali nating ilista pangunahing uri ng mga drills para sa metal
gawa sa high speed steel:
1. Mga bakal na drill HSS-E
naglalaman ng kobalt at daig ang iba pang mga bakal sa pagputol ng mga katangian, samakatuwid ginagamit ang mga ito para sa trabaho sa malapot at kumplikadong mga materyales. Diager HSS drills-E Co 5% matugunan ang pinakamataas na pamantayan sa kalidad. Pangunahing ginagamit ang mga ito para sa pagbabarena ng hindi kinakalawang na asero pati na rin ang haluang metal at hindi naka-empleyong asero na may lakas na makunat hanggang sa 1200 N / mm2.
2. Tatlong-layer na patong ng mga drills HSS-TiAlN
Ang (titanium-aluminium-nitrite) ay may mas mababang koepisyent ng alitan, at bumubuo rin ng isang thermal barrier (ang drill ay hindi mawawala ang mga katangian nito kapag ang panlabas na shell ay uminit hanggang sa 700 ° C), pinatataas ang lakas at pinapataas ang buhay ng serbisyo ng drill ng tungkol sa 5 beses. Ang isang TiAlN na pinahiran na drill ay hindi dapat pahigpitin muli; ang pinsala sa patong ay magtatanggal ng mga benepisyo ng drill na ito. Ang mga drayber ng Diager HSS-TiAlN ay ginagamit para sa produktibong pagbabarena ng mga naka-haluang metal at hindi gumagana na bakal na may lakas na lakas hanggang sa 1100 N / mm2, hindi kinakalawang na asero, cast iron.
3. Drills HSS-TiN
gawa sa bakal na pinahiran ng titanium nitride, nagpapainit din sila nang mas mababa sa panahon ng operasyon, na nagdaragdag ng mga naturang katangian ng drill bilang lakas at buhay ng serbisyo ng hindi bababa sa 3 beses. Ang TiN coated coills ay hindi dapat muling pahigpitin. Ang mga drayber ng Diager HSS-TiN ay ginagamit para sa pagbabarena ng alloy at hindi ginagamit na bakal na may lakas na makunat hanggang sa 1100 N / mm2, cast iron.
4. Drills HSS-G
- Ang mga drills sa lupa mula sa tool na may mataas na bilis na bakal na nadagdagan ang tibay at mababang runout ng radial. Ang mga drills ng HSS-G ay ang pinakakaraniwang mga tool sa paggupit para sa karaniwang mga gawain. Ang mga Diager HSS-G drills ay ginagamit para sa pagbabarena ng mga naka-haluang metal at hindi naka-empleyong bakal na may lakas na makunat hanggang sa 900 N / mm2, cast iron.
5. Drills HSS-R
ginulong at ginagamot ang init. Ang mga drills ay may pinakamababang tibay. Pangunahing ginagamit ang mga ito para sa pagbabarena sa banayad na mga bakal at cast iron.
Hiwalay, sulit na i-highlight mga drill ng karbid
o mga drills na may solder na tip ng karbid, mayroon silang maximum na lakas, makatiis ng mabibigat na karga. Ginamit para sa pagbabarena ng mga steels na lumalaban sa init, hindi kinakalawang na asero, mga Titanium alloys.
Ang mga drills para sa metal ay ginawa mula sa tool na high-speed steel HSS (Mataas na Bilis ng Bakal
). Ito ang mga bakal na bakal na naglalaman ng mga elemento tulad ng tungsten, molibdenum, pati na rin vanadium at cobalt. Ang mga additives na ito ay may positibong epekto sa mga naturang katangian ng bakal na kasing init ng katigasan (ang temperatura ng pag-init na makatiis ang bakal), pamumula (ang oras na makatiis ang bakal sa mataas na temperatura), paglaban sa bali.
Sa proseso ng pagpapatakbo ng tool sa paggupit, mayroong isang matinding paglabas ng init, na ginagamit upang magpainit ng tool. Para sa mga tool na gawa sa ordinaryong carbon steel, hindi katanggap-tanggap na gumana kapag pinainit sa itaas ng 200 ° C, dahil ang tigas ng bakal ay nagsisimulang mabilis na mahulog. Pinapanatili ng mga modernong steels ng mataas na bilis ang kanilang mga pag-aari sa 500-600 ° C, na maaaring makabuluhang dagdagan ang bilis ng pagbabarena.
Ang proseso ng pagmamanupaktura at paggamot ng init ng mga drill ay may mahalagang papel. Ang mga malalaking negosyo - nangunguna sa industriya - ay may sa kanilang itapon na mamahaling kontrol at kagamitan sa pagsukat, na nagpapahintulot sa kanila na mapanatili ang isang pare-parehong mataas na kalidad ng kanilang mga produkto. Ang mga drills ng NoName ay madalas na gawa sa mahinang bakal, ang geometry ay hindi pinananatili, halos imposibleng muling patalain ang mga ito - pagkatapos na patakbuhin ang hasa ng pabrika, ang drill ay hindi angkop para sa karagdagang paggamit.
Sa tanong na "Aling mga drills para sa metal ang mas mahusay?" sasagutin namin sa ganitong paraan - mga drill na magbibigay-daan sa iyo upang maisagawa ang isang tukoy na gawain nang mahusay hangga't maaari.
Sasabihin sa iyo ng artikulo kung paano pumili at magpatakbo nang tama ng isang metal drill. Malalaman mo ang tungkol sa kanilang mga pagkakaiba-iba, mga tampok sa patong at pagproseso, pati na rin ang mga pagkakaiba sa disenyo. Naglalaman ang artikulo ng mga talahanayan para sa pag-decode ng mga pang-internasyonal na pagtatalaga, pati na rin ang isang pagtatasa ng mga presyo para sa mga hanay ng drill.
Ang pagbabarena ng metal at plastik ay isa sa kinakailangang operasyon, kapwa sa propesyonal na trabaho at sa bahay. Bilang isang patakaran, ginagawa ito sa isang drill, dahil ang parehong mga materyales ay may isang istrakturang monolithic ng iba't ibang mga density. Samakatuwid, ang mga drill ng metal ay maaaring mailapat sa mga plastik na may kaunti o walang suot.
Paano pumili ng isang stepped drill?
Upang hindi mapagkamalan ng pagpili ng isang stepped tool, kinakailangan muna upang malaman kung anong mga pangunahing katangiang pang-teknikal ang mayroon ito.
Isinasaalang-alang ang iba't ibang mga pagbabago, dapat bigyan ng pansin ang kulay ng produkto, at hindi ito nauugnay sa sangkap ng aesthetic
- Kung ang produkto ay ginawa sa isang kulay-abo na asero na kulay, kung gayon ito ay magiging isang pahiwatig na ang bakal ay ginamit bilang materyal para sa tool, na kung saan ang kinakailangang pagproseso ay hindi natupad. Samakatuwid, malamang, ang kalidad ng naturang tool ay magiging mababa.
- Kung ang drill ay gawa sa itim na bakal, pagkatapos ito ay isang palatandaan na ang materyal ay pinoproseso gamit ang mainit na singaw. Ang operasyong ito ay nagpapabuti ng mga katangian ng lakas ng materyal. Ang isang drill na produkto sa tulad ng isang sagisag ay magiging higit na mabuti sa isang aparato na hindi pa manipulahin sa anumang paraan.
- Kung ang materyal ng drill ay gintong may kulay na ginto, kung gayon, sa proseso ng paggawa ng tool, ang panloob na pagkapagod ay tinanggal mula sa metal. Ang pakinabang ng naturang operasyon ay upang magbigay ng higit na kaginhawaan kapag nagtatrabaho sa naturang drill.
- Kung ang aparato ng pagbabarena ay nailalarawan sa pagkakaroon ng isang maliwanag na ginintuang kulay, kung gayon ito ay isang palatandaan ng pagkakaroon ng isang hindi masusuot na layer ng ibabaw, para sa papel na ginagampanan, sa karamihan ng mga kaso, napili ang titanium nitride. Bagaman ang naturang drill ay makabuluhang mas mahal, sa mga tuntunin ng pagpapatakbo, lumalagpas ito sa maraming mga simpleng produkto.
Mga pagtutukoy at pagmamarka ng bakal
Hindi mo kailangang alamin ang lahat ng mga uri ng mga bakal na maaaring magamit upang lumikha ng mga drill ng hakbang dahil sa kanilang malaking bilang. Para sa kadahilanang ito, ang pinakamahusay na pagpipilian ay isang produkto na may marka ng HSS sa materyal. Mula dito maaari mong maunawaan na ang tool na ito ay maaaring magbigay ng mabilis na pagbabarena, na pumipigil sa pagpapapangit ng metal kapag pinainit.





Diameter ng mga nagtatrabaho na mga threshold, simula at panghuli
Sa simula pa lamang ng pagpipilian, kailangan mong bigyang pansin ang mga parameter na ito, na ibinigay na ang average na presyo ng mga drill ay umabot sa antas ng 2500 rubles
Tagagawa at gastos ng mga aparatong hakbang
Napakahalaga ng unang pamantayan, sapagkat pinakamahusay na pumili ng gayong drill, para sa paggawa kung aling bakal ang ginamit, na nakakatugon sa mga kinakailangan ng kasalukuyang GOST
Kung mahalaga para sa iyo na siguraduhin na ang biniling produkto para sa pagbabarena ay may garantisadong mataas na kalidad ng pagganap, pagkatapos ay maaari mong bigyang pansin ang mga produkto sa ilalim ng tatak ng TOP CRAFT
Paghahasa ng kakayahan
Ayon sa mga dalubhasa, ang kakulangan ng ganitong pagkakataon para sa drill ay magbibigay ng mahabang buhay sa serbisyo, dahil hindi babaguhin ng gumagamit ang pagsasaayos ng produkto. Sa parehong oras, sa ilang mga sitwasyon maaaring kailanganin upang patalasin ang aparato, na magpapataas din sa buhay ng serbisyo nito. Dito maaari ka nang gumawa ng isang pangwakas na desisyon, na nakatuon lamang sa iyong sariling opinyon.