Kalamangan
Ang Plexiglass ay isang napakagaan na materyal, ngunit may mataas na lapot. Sa isang banda, sa mga kaso kung saan ang hitsura ng butas ay hindi mahalaga, maaari mo itong drill sa isang ordinaryong kuko na ipinasok sa isang drill. Sa kabilang banda, kung pantay, makinis na mga gilid at mataas na katumpakan ay kinakailangan, kailangan ng mahusay na kawastuhan.
Hindi tulad ng isang conical drill o isang countersink twist drill, bilang panuntunan, gumagana ito sa isang mataas na bilis - hanggang sa 10,000 rpm. Sa bilis na ito, ang materyal ay nag-init at bahagyang nag-deform. Ang mga frosted edge, halimbawa, ay isang hindi maiiwasang resulta sa pagbabarena. Kung hindi mo sinusunod ang mga patakaran para sa paghawak ng tool - paglamig, pag-aalis ng maliit na tilad, maaaring masira ang drill.
Kapag ang pagbabarena ng plexiglass, ang malapot na materyal ay nakabalot sa dulo at tumigas, ang pag-ikot ay na-block. Kung ang tool ay hindi napapatay, ang drill ay malamang na masira. Bilang karagdagan, halos imposibleng makuha ang nabasag na fragment mula sa baso na masa nang hindi ito pinuputol.
Gayunpaman, ang paggamit ng maayos na pinahigpit na tool ay matiyak na makakakuha ka ng tuwid, tumpak na mga butas at hindi mangangailangan ng reaming o countersinking sa hinaharap.
Saklaw ng aplikasyon
Ginagamit ang mga drills para sa pagtatapos at bulag na mga butas, pati na rin para sa muling pagbubuo - pagpapalaki o pag-calibrate ng mga nabuo na mga butas.
Ipinapakita ng larawan ang proseso ng pagbabarena ng plexiglass na may isang cylindrical drill
Ang paggamit ng ito o ng tool na iyon ay natutukoy ng materyal ng paggawa, ang paraan ng paggawa - isang piraso, welded, na may mga solidong estado na plate, isang kumbinasyon ng mga hasa ng paghuhugas, pati na rin ang diameter at lalim ng pagbabarena.
Ang pangkalahatang pag-uuri ayon sa saklaw ng aplikasyon ay naghahati ng mga drill sa mga sumusunod na pangkat.
- Mga drills para sa metal - kung minsan ay tinatawag silang unibersal. Dahil ang drill ay idinisenyo upang gumana sa mga metal at haluang metal, na madalas ay may pambihirang lakas o tigas, maaari silang mag-drill ng anumang materyal. Para sa plexiglass, halimbawa, ginagamit ang karaniwang mga drills ng HSS, ngunit may ibang paghuhugas.
- Para sa kongkreto - ginagamit din para sa pagbabarena ng brick at bato. Ang mga ito ay nakikilala sa pamamagitan ng isang tip na gawa sa matapang na haluang metal, dahil ang mga ito ay dinisenyo upang gumana sa shock-rotational na pamamaraan. Ang shank ay cylindrical - ang tool sa karamihan ng mga kaso ay ginagamit sa rotary hammers at drills.
- Para sa salamin at keramika - ang mga materyal na ito ay parehong matigas at malutong, kaya't ang kanilang pagbabarena ay nangangailangan ng kawastuhan. Gumamit ng mga pangunahing drill o feather drill (walang tornilyo na thread) na may karbid o diamante na patong.
- Para sa kahoy, ang mga ito ay karaniwang spiral o balahibo; ang parehong uri ay ginagamit upang gumana sa plexiglass.
Sinusuri namin ang mga kalamangan at kahinaan ng tool
| Appointment | Ang form | kalamangan | Mga Minus |
| Para sa metal | Conical | Payagan na magsagawa ng trabaho sa isang yugto | Hindi angkop para sa mababang drills ng kuryente |
| Humakbang | Angkop para sa paglikha ng mga recess ng iba't ibang mga lapad. Ang pagbabarena sa isang pass ay sapat na | Ginamit lamang para sa sheet metal na may kapal na hindi hihigit sa 2 mm | |
| Spiral | Maaasahan, panatilihin ang paghasa nang maayos | Kinakailangan ang paggamit ng mga produkto ng iba't ibang mga kapal upang lumikha ng nais na diameter ng butas | |
| Nakoronahan | Angkop para sa paglikha ng malalaking recesses na lapad sa 30 mm | Hindi tugma sa maginoo na mga drills | |
| Sa pamamagitan ng kahoy | Mga lagari sa butas | Maaaring magamit para sa lining ng PVC, pinalawak na polystyrene at cellular polycarbonate | Ang pag-install ng mga outlet ng socket sa ibabaw ng OSB o lining ay nangangailangan ng muling pag-rework ng butas gamit ang isang lagari |
| Spiral para sa kahoy | Gumagawa ng mataas na kalidad na mga pagkalumbay nang walang punit na mga hibla | Limitadong saklaw | |
| Tornilyo | Nagbibigay ng isang maayos at malinis na hiwa, kahit na sa mamasa-masang kahoy | ||
| Ballerinas | Ibigay ang kakayahang ayusin ang diameter ng hinaharap na butas | ||
| Perovs | Gumagawa ng malinis na gilid, walang punit na mga hibla ng kahoy | Kapag lumilikha ng isang butas ng maliit na lalim, ang isang uka mula sa punto ay nananatili sa gitnang bahagi nito. Gumagawa lamang ang tool sa mababang bilis | |
| Mga drill ng forstner | Lumikha ng mga recess na may maayos na mga gilid at isang patag na ilalim | ||
| Higit sa kongkreto, brick at bato | Spiral | Mahusay na gumagana sa kongkreto at brick | |
| Nakoronahan | Gawin nang maayos ang trabaho | Nangangailangan ng pagbabarena ng martilyo, samakatuwid ay hindi angkop para sa karaniwang mga drill | |
| Tornilyo | Dinisenyo para sa mahusay na pagkuha ng alikabok | ||
| Sa mga tile at baso | Nakoronahan | Malaking hanay ng mga diameter | Nangangailangan ng makinis na contact sa ibabaw, walang pag-alog o hindi pantay na presyon |
| Perovs | Lakas ng mga haluang metal sa konstruksyon | Maliit na pagpipilian ng mga diameter para sa pagbabarena |
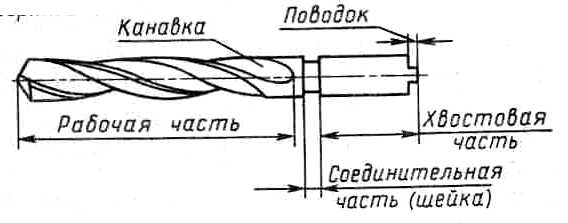
2 Drills na may cylindrical shank
Ang mga twist drills na may cylindrical shank ay ginawa sa maikling, daluyan at mahabang serye ayon sa nauugnay na pamantayan. Ang pagkakaiba-iba na ito ay nagbibigay ng pinakamainam na pagpipilian ng tamang tool para sa bawat tukoy na gawain.
Para sa lahat ng mga drills, ang mga butas sa gitna ay ginawa alinsunod sa GOST 14034. Pinapayagan na gumawa ng isang tool nang walang mga butas na nakasentro. Ang mga daluyan at mahabang serye ng mga produkto ay maaaring magawa na may o walang leeg alinsunod sa kanilang mga pamantayan. Ang laki nito ay hindi kinokontrol.
Nalalapat ang GOST 4010-77 sa kaliwa at kanang maikling drills ng serye na may diameter na 0.5-40 mm. Ayon sa pamantayang ito, depende sa diameter ng ginawa na drill, ang haba ay (mm):
- ang kabuuan ng buong instrumento ay 20-200;
- nagtatrabaho bahagi - 3-100.
Nalalapat ang GOST 10902-77 sa kaliwa at kanan na medium drills ng serye na may diameter na 0.25–20 mm. Ang haba ay (mm):
- ang kabuuan ng buong instrumento ay 19–205;
- nagtatrabaho bahagi - 3-140.
Nalalapat ang GOST 886-77 sa mahabang serye ng drills na may diameter na 1-31 mm. Ang haba ay (mm):
- ang kabuuan ng buong instrumento ay 56-316;
- nagtatrabaho bahagi - 33–207.
Para sa mga produktong ito, ang direksyon ng spiral ay tama. Ang mga kaliwa ay ginawa sa pamamagitan ng kasunduan sa customer.







Para sa lahat ng tool na ito, ang mga kinakailangang teknikal para sa pagmamanupaktura ay kinokontrol ng GOST 2034-80. Ayon sa dokumentong ito, ang mga drills na ito ay gawa sa high-speed steel at inilaan para sa pagbabarena ng mga butas sa ductile at grey cast iron, alloy at carbon struktural at tool steels, struktural steels ng mataas at nadagdagan machinability. Ang tool na ito ay gawa sa 3 mga klase ng kawastuhan:
- mataas na kawastuhan - A1;
- normal - B1;
- normal - V.
Bilang karagdagan sa mga tool na gawa sa high-speed steel, ang mga drills ay maaari ring gawin mula sa haluang metal na 9XC sa kahilingan ng konsyumer. Ang tool ay maaaring gawin hindi lamang sa isang piraso, kundi pati na rin ang hinang. Ang mga shanks ng mga produktong welded ay dapat gawin ng bakal na 45 o 40X. Hindi pinapayagan sa welding zone: kakulangan ng pagpasok, mga ibabaw ng lukab at mga ring crack.
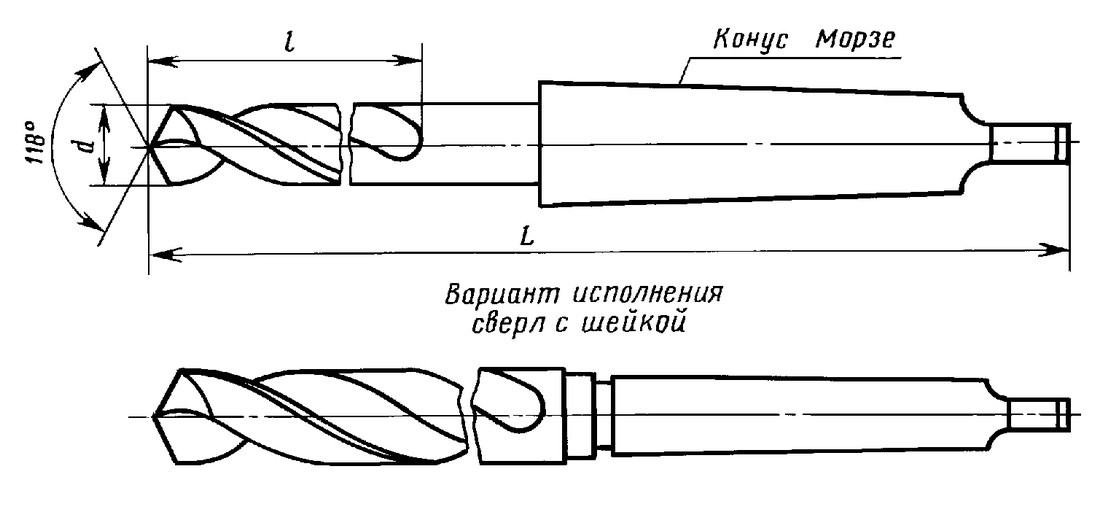
2 Conical drill para sa metal - mga pagkakaiba-iba
Ang shank tool taper ay ang pinakakaraniwan. Madali at mabilis itong alisin at madaling gamitin. Kadalasan ginagamit ito para sa mga machine ng CNC o para sa mga machine kung saan nagaganap ang mga pagbabago sa awtomatikong tool. Mayroong ilang mga pamantayan at pamantayan para sa paggawa ng mga ganitong uri ng drills. Ang mga pinaikling shank taper ay nakuha sa pamamagitan ng pagbawas ng makapal na bahagi ng taper. Karaniwan, kapag bumibili, makikita mo ang pagmamarka ng mga aparatong ito. Itinalaga ang mga ito: B7 (pinaikling 14 mm), B10, B12 (pinaikling 18 at 22 mm), B16, B18 (pinaikling 29 at 37 mm), B22, B24 (pinaikling 45 at 55 mm). Ang isang tatak ng conical drill na may pagpapaikli ay napili depende sa trabaho, iyon ay, sa lalim ng butas na ginawa. Mayroon ding mga pinalawak na mga drills ng taper shank.
Ang mga tapered shanks na may anggulo na mas malaki sa 1 degree at isang 1 hanggang 20 ratio sa tip ay tinukoy bilang mga metric taper.Sa pamamagitan ng kanilang disenyo, hindi sila naiiba mula sa Morse cones. Dumating din sila sa iba't ibang laki at numero: Hindi. 80, 100, 120, 160, 200. Kadalasan, ang mga shanks na may Morse taper ay ginagamit kapag nagtatrabaho sa mga butas. Una silang iminungkahi ni Stephen Morse (ang unang imbentor ng mga drills). Lumitaw sila noong 1864. Nagmungkahi na ang imbentor ng walong pangunahing sukat mula sa KM0 hanggang KM7. Mas gusto ng aming mga artesano ang mga metric cone. Marahil ito ay dahil sa ang katunayan na ang mga ito ay inilarawan sa domestic GOST, alinsunod sa kung aling karamihan sa mga teknikal na tagubilin sa mga negosyo ay inilabas.
Ang taper shanks ay maaaring ipakita sa iba't ibang mga disenyo: may mga paa, mga thread o walang mga paa at mga thread. Ang mga aparato na may mga binti ay nakakabit sa spindle sa pamamagitan ng pag-jam sa mga binti, karaniwang may isang espesyal na uka sa manggas ng mga spindle. Ang layunin ng mga binti ay upang mapadali ang pag-knockout ng taper mula sa spindle, pati na rin upang maiwasan ang pag-on. Ang mga aparato na may panloob na thread ay naka-mount sa spindle gamit ang isang stem (pull rod), na kung saan ay naka-screw sa dulo ng kono. Ang paggamit ng mga sinulid na taper ay isang garantiya na ang tool ay hindi malalaglag. Bilang karagdagan, ang kanilang paggamit ay magpapadali sa pagtanggal ng kono kung ito ay nai-jam sa spindle sa panahon ng operasyon.
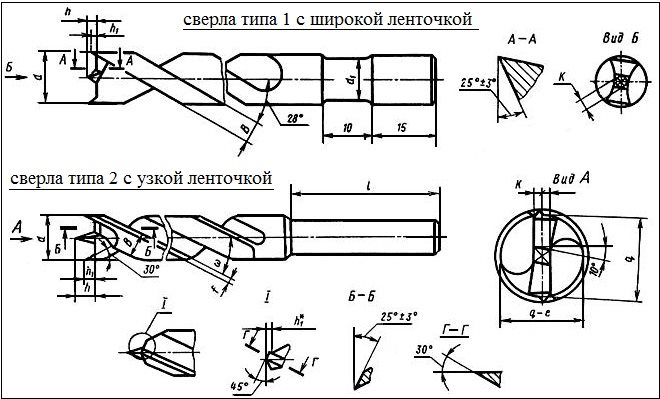
Paghahasa ng drill
Ang hugis ng drill ay pinili depende sa diameter nito at sa materyal na pinoproseso. Para sa mga drills na may diameter na hanggang 12 mm, ilapat:
- Single na hasa - para sa pagbabarena ng bakal at cast iron;
- Single na may isang nakahalang gilid para sa bakal at hindi matigas na bakal na cast ng may hindi nabasag na balat.
Para sa mga drills na may diameter na higit sa 12 mm, mag-apply:
- Single na hasa na may isang nakahalang gilid at tape ng hasa - para sa matitigas na bakal;
- Dobleng hasa gamit ang isang cross-edge na hasa - para sa cast steel at cast iron na may isang hindi nabasag na crust.
- Dobleng may cross-edge at tape na hasa para sa matitigas na bakal, bakal at bakal na may tinanggal na crust.
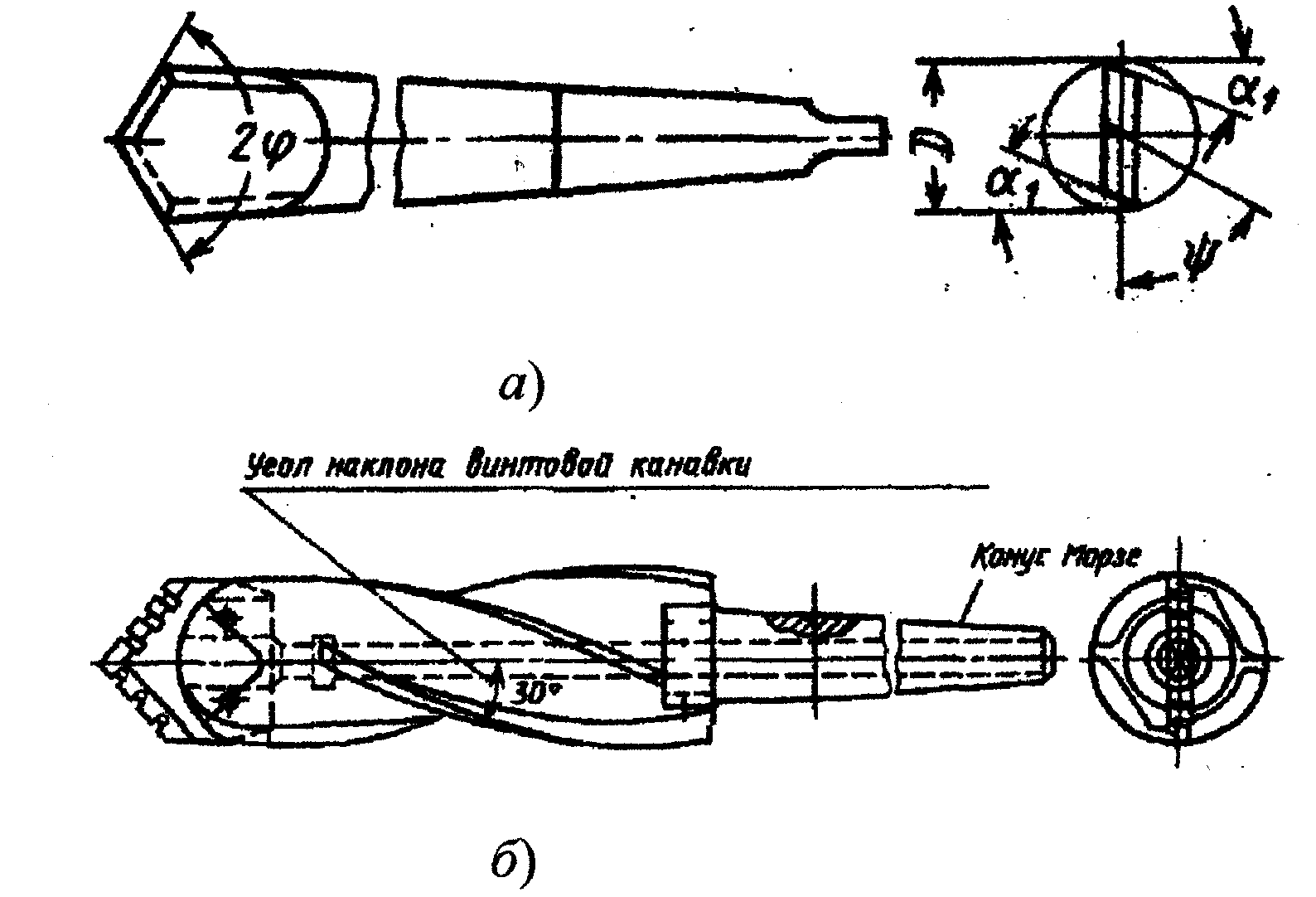
Angulo ng drill
Ang mga dobleng anggulo ng pagkahilig ng drill ay nakasalalay sa uri ng materyal sa trabaho.
| Naprosesong materyal | Dobleng anggulo sa plano 2F |
|---|---|
| Cast iron, bakal, matigas na tanso | 116 – 118 |
| Pulang tanso | 125 |
| Malambot na tanso | 130 |
| Aluminium, silumin | 130 – 140 |
| Mga malutong materyales (Marmol, atbp.) | 80 |
Ang drill ay pinahigpit sa mga hasa ng machine o mano-mano sa emerye; sa pangalawang kaso, hindi posible na tumpak na mapanatili ang anggulo nang walang paggamit ng mga espesyal na aparato.
Ang diameter ng drill, bilang isang panuntunan, ay napili nang bahagyang mas maliit kaysa sa diameter ng butas na gagawin, ito ay dahil sa ang katunayan na ang butas ay nasira sa panahon ng pagbabarena.
Mga uri ng drill para sa metal
- Spiral (karaniwang at pinaka-tanyag)
- Nakoronahan
- Conical o stepped o kung tawagin nila itong conical
- Butas-butas na drill
Dito namin hinati ang mga drills ayon sa kanilang hitsura. Ito ang magiging pangunahing pamantayan. Ngayon ay tignan natin sa pangkalahatang mga termino ang mga uri na aming nakilala, kung aling mga sitwasyon gagamitin namin ang mga ito o ang mga uri ng drills kapag nagtatrabaho sa metal.





Spiral
Ang mga twist drill para sa metal ang pinakapopular, at hindi lamang kapag nagtatrabaho sa metal. Mayroon silang mataas na katumpakan at kalidad kapag ang mga butas ng pagbabarena. Ang mga twist drills ay isang silindro na pagtingin na may mga spiral groove na matatagpuan kasama ang buong lugar ng pagtatrabaho. Pinapayagan nilang matunaw ang pagtanggal ng mga metal chip mula sa butas. Sa pagtatapos ng lugar ng pagtatrabaho, karaniwang may dalawang gilid na pumutol sa metal. Dahil sa kanila, ang drill ay gumagawa ng butas sa metal.
Ang mga twist drills ay maaaring magamit sa parehong drilling machine at isang hand drill. Sa makina, ang kawastuhan ng iyong trabaho ay magiging mas mataas.
Ang mga twist drill para sa metal ay mayroong isang cylindrical shank at canon at hex.
Metal drill na may canon shank
Kung titingnan mo ang pagganap ng twill drill, maaaring makilala ang mga sumusunod na pangkat:
- Mataas na eksaktong pag-drill ng twist. Ang mga drill na ito ay ginagamit ng mga artesano na nangangailangan ng isang mataas na antas ng katumpakan kapag pagbabarena. Ang pagkakaroon ng pagbili ng naturang drill, tiyakin mo ang kawastuhan sa mga micron, sa diameter ng butas. Ang mga drills ng nadagdagang kawastuhan ay maaaring makilala ng pagmamarka ng A1 na nakatatakan sa kanilang base.
- Kaliwang drill ng paikot na kamay. Upang sagutin ang tanong kung para saan sila ginagamit, maaari mong isipin ang isang sitwasyon na nangyari sa marami, lalo na kapag ang ulo ng bolt ay nasira. Hindi posible na i-unscrew ang base nito. Ito ay para sa mga naturang kaso na inilaan ang sveto ng left-hand spiral - makakatulong ito upang maalis ang takip ng mga sirang bolt at studs. Ang isang tao ay magkakaroon ng isang katanungan kung paano makilala ang isang left-hand drill mula sa isang maginoo - para sa ito ay sapat na upang tumingin sa kung aling direksyon ang lugar ng pagtatrabaho ay napilipit.
- Baluktot na drills para sa metal para sa pangkalahatang paggamit. Ito ang uri na madalas nating ginagamit. Mayroon silang isang malawak na hanay ng mga nagtatrabaho diameter, hanggang sa 80mm. Ang mga nasabing drills ay madalas na ginagamit pareho sa pang-araw-araw na buhay at sa produksyon.
Mga pangunahing drill
Pinapayagan ka ng mga core drill para sa metal na gumawa ng mga butas sa metal ng malalaking mga diameter. Dahil sa ang katunayan na kapag ginagamit ang mga ito, ang panlabas lamang na bahagi ng diameter ang pinutol, ang pagkonsumo ng enerhiya para sa pagbabarena ay minimal. Pinapayagan nitong mas malaki ang pag-drill ng mas malalaking butas kaysa sa mga drill na paikot. Sa gitna ng core drill ay isang maginoo na drill para sa pagsentro. Pinapayagan nilang mai-drill ang mga butas na hanggang 15 sentimetro ang lapad.
Sa hitsura, ang metal core drill ay mukhang isang baso, na may mga uka sa labas, para sa pag-aalis ng mga chips. At may isang centering drill. Sa pagtatapos ng kaunting, may mga paggupit ng ngipin, na gawa sa karbid na metal at pinahiran ng brilyante.
Conical (stepped, conical)
Ang hakbang o drill ng kono ay nakakuha ng pangalan nito mula sa hitsura nito. Parang isang kono. Ang taper ng isang stepped drill ay maaaring maging makinis o mga hakbang. Ang isang korteng hakbang na drill para sa metal ay pandaigdigan, dahil ang isa sa gayong drill ay maaaring gumawa ng mga butas ng iba't ibang mga diameter. Ginagamit ito para sa mga butas ng pagbabarena ng iba't ibang mga diameter, o para sa pagpapalaki ng isang butas sa manipis na mga metal, pangunahin hanggang sa 4mm. Sa dulo, ang taper drill ay may isang centering tip, na nagbibigay-daan sa iyo upang agad na simulan ang pagbabarena sa tamang lugar, nang hindi lumilipat.
Ang mga korteng drills ay may iba't ibang mga diameter, mula 4mm hanggang 32mm.
Kinagat ang drill para sa metal
Ang drill ng pen para sa metal ay may isang flat working part, at ito ay maaaring palitan. Ang isang kapalit na insert para sa isang metal nib drill ay maaaring mabili nang hiwalay kapag ang luma ay mapurol.






Sa mga plus ng pen drill, ang murang gastos ay maaaring bigyang-diin, na ginagawang sikat para magamit sa bahay.
Ang kawalan ng unang drill ay ang kakulangan ng pag-aalis ng chip, na nagbibigay ng ilang abala sa panahon ng trabaho. Sa panahon ng pagbabarena, kailangan mong ihinto nang mas madalas at makuha ang feather drill mula sa butas upang alisin ang mga chips.
Mga katangian ng drill
 Ang tool ay maaaring magkakaiba sa disenyo at laki, kulay at hasa ng hasa.
Ang tool ay maaaring magkakaiba sa disenyo at laki, kulay at hasa ng hasa.
Ang pangunahing tagapagpahiwatig ng anumang drill ay ang lakas nito. Dapat itong mas mataas kaysa sa ibabaw na magagamot.
Ang isang mahalagang sangkap ay ang shank, na naitugma sa chuck ng ginamit na kagamitan.
Materyal
Ang mga bahagi ay gawa mula sa iba't ibang uri ng mga haluang metal. Ginamit ang high speed steel P9, P18 at P9K15. Para sa mga elemento na may lapad na higit sa 8 mm, ginagamit ang espesyal na hinang. Ang matitigas na mapagkukunan ay karaniwang naproseso na may mga fixtures na nakabatay sa cobalt. Ang mga Carbide Victory bits ay angkop para sa pagtatrabaho sa brick, kongkreto at bato.
Ang sangkap ay maaaring maglaman ng molibdenum, chromium at vanadium.
Patong
Upang madagdagan ang buhay ng serbisyo, ang mga espesyal na patong ay inilalapat sa mga bahagi:
- Pelikulang oksida - pinoprotektahan laban sa sobrang pag-init sa panahon ng matinding alitan at kalawang.
- Ang pag-spray ng brilyante - mayroong maximum na tibay, ay ginagamit para sa mga sangkap na nagpoproseso ng matitigong patong.
- Titanium shell - pinagsasama ang tatlong mga grupo ng mga patong (TiN, TiCN, TiAIN).
Pagkulay
 Mahalaga rin ang kulay ng borax
Mahalaga rin ang kulay ng borax
Tinutukoy ng kulay ang uri ng patong at teknolohiya ng paglikha:
Ang grey ay natural na lilim ng bakal na katawan. Ang mga nasabing bahagi ay hindi naproseso, na nangangahulugang mayroon silang mababang presyo at isang maikling buhay sa serbisyo.
Itim - bakal na katawan na nakalantad sa sobrang init ng singaw. Ang mga nasabing produkto ay mas matibay.
Dilaw - isang bahagi na nakapasa sa yugto ng pag-tempering (pagbawas ng panloob na presyon). Ang nasabing isang workpiece ay may mataas na index ng tigas.







Ginintuang - isang lilim ng titanium nitride. Ang mga workpiece na may ganitong kulay ay nailalarawan sa pamamagitan ng pagtaas ng lakas at mababang alitan.
Timbang at sukat
Ang saklaw ng mga panindang sangkap ay medyo malaki at ang kanilang mga sukat ay nakasalalay sa layunin.
Ang mga pinakatanyag na modelo ay ang mga sumusunod na laki:
- Mahaba - 5.6-25.4 cm, na may diameter na 1-20 mm.
- Pinahaba - 1.9-20.5 cm, 0.3-20 mm ang lapad.
- Maikli - 2-13.1 cm, na may diameter na 0.3-20 mm.
Ang bigat ng mga fixture ay natutukoy ng disenyo, ang materyal sa komposisyon at laki. Ang mga karaniwang pagpipilian ay umaabot sa mga timbang mula sa maraming mga yunit hanggang sa sampu-sampung gramo.
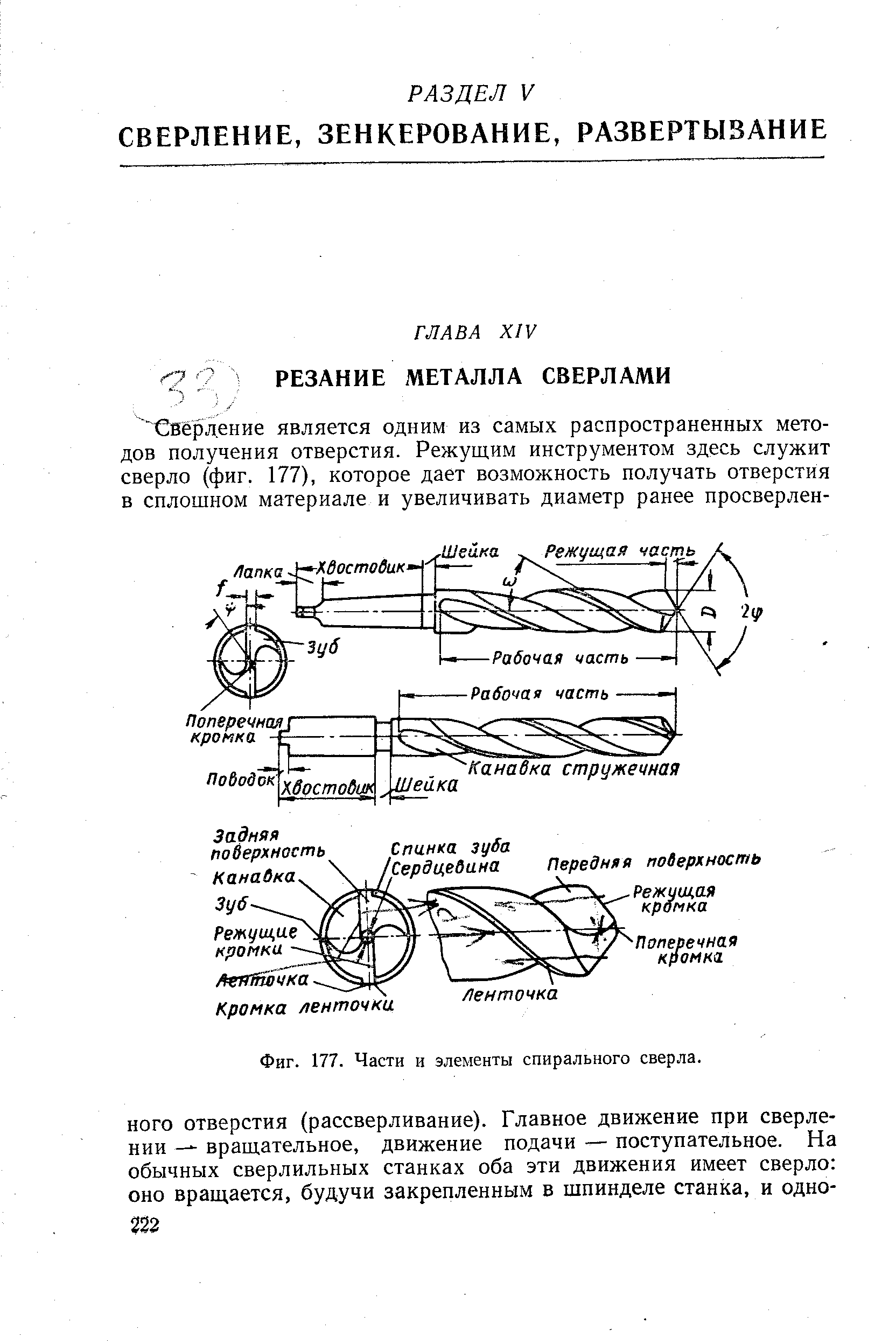
Mga Tampok at Geometry ng Twist Drill
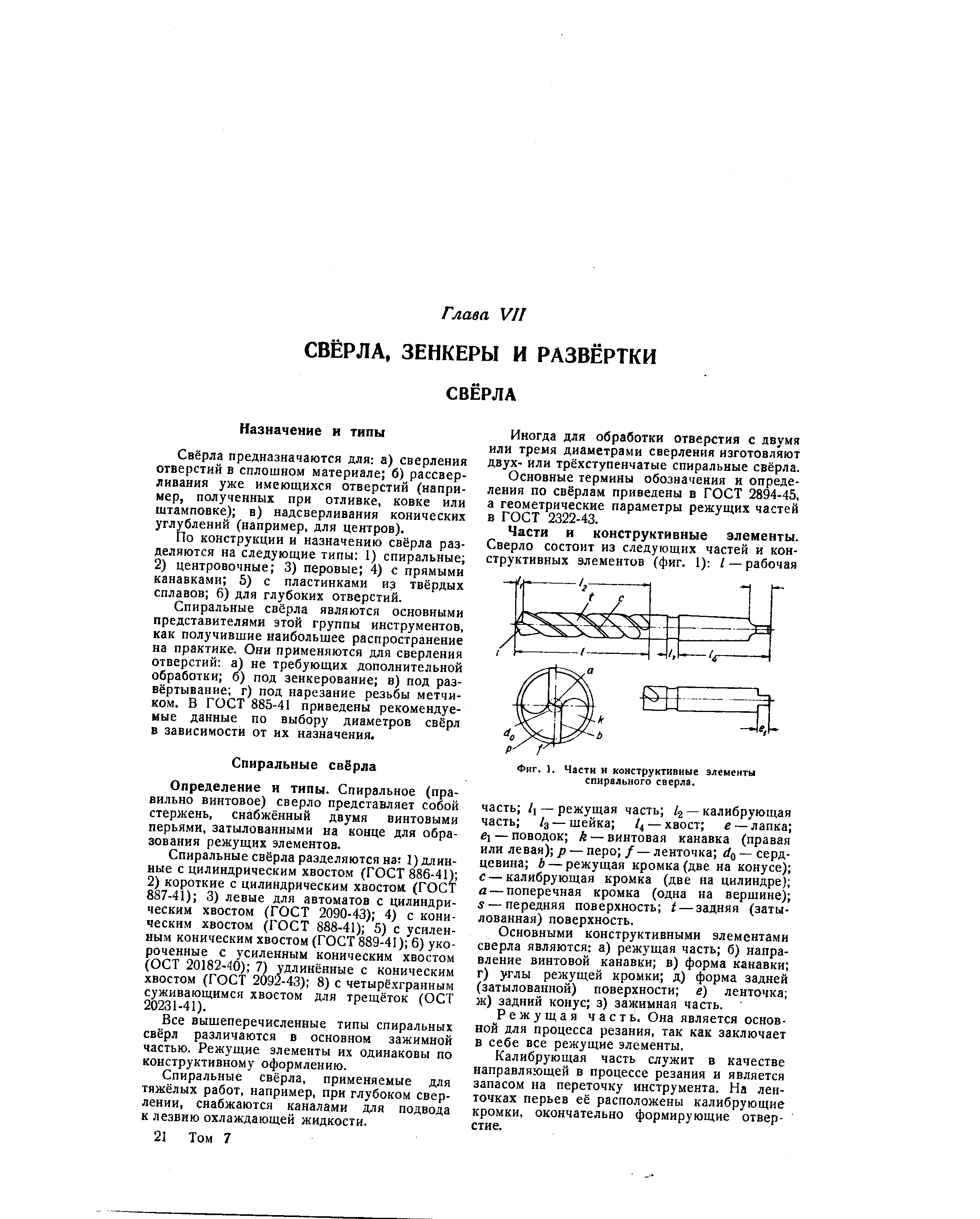
Isinasagawa ang pagproseso ng mga workpiece sa mga drilling machine na may drills, countersinks, reamers, taps at pinagsamang mga tool.
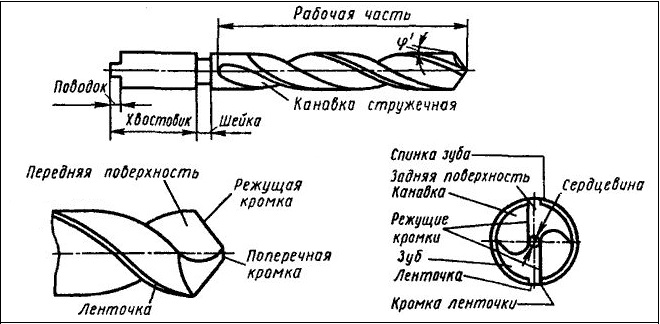
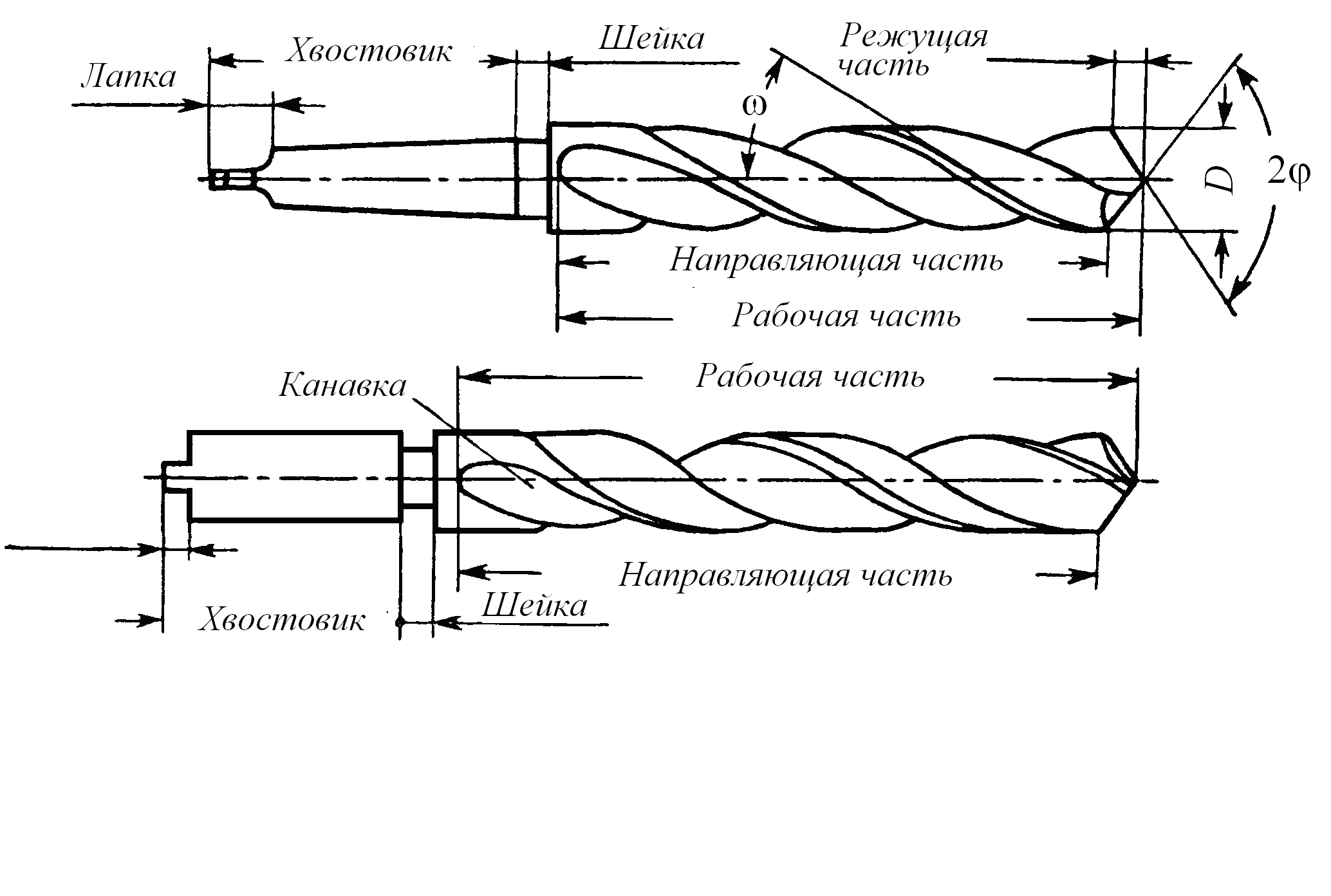
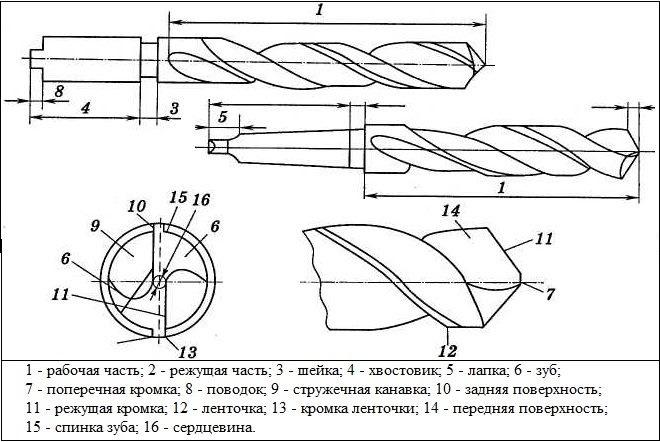
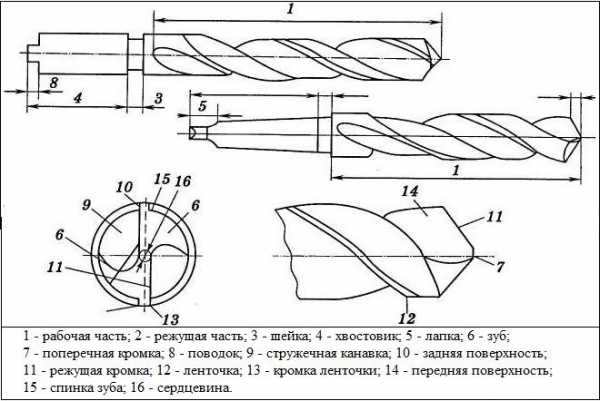
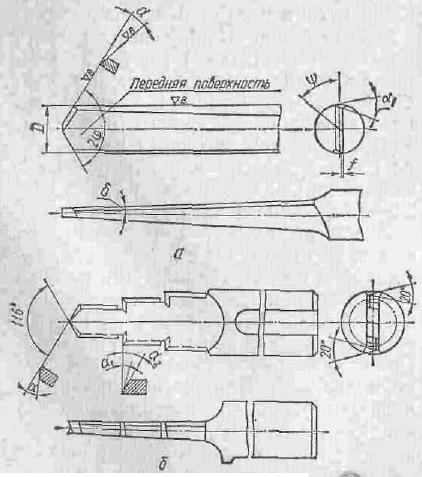
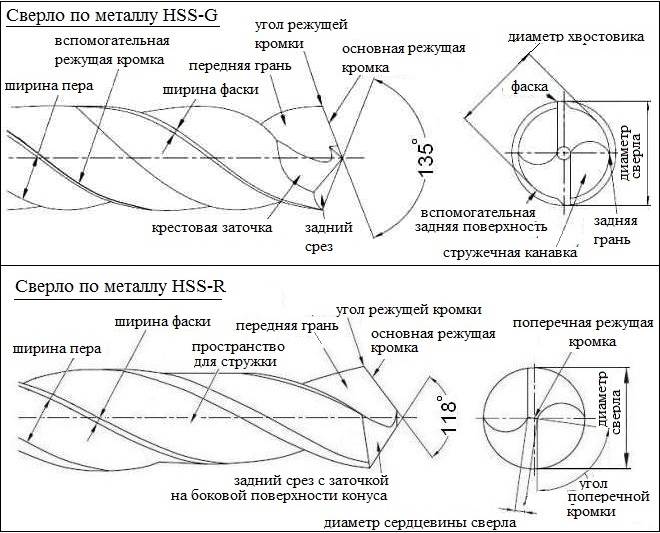
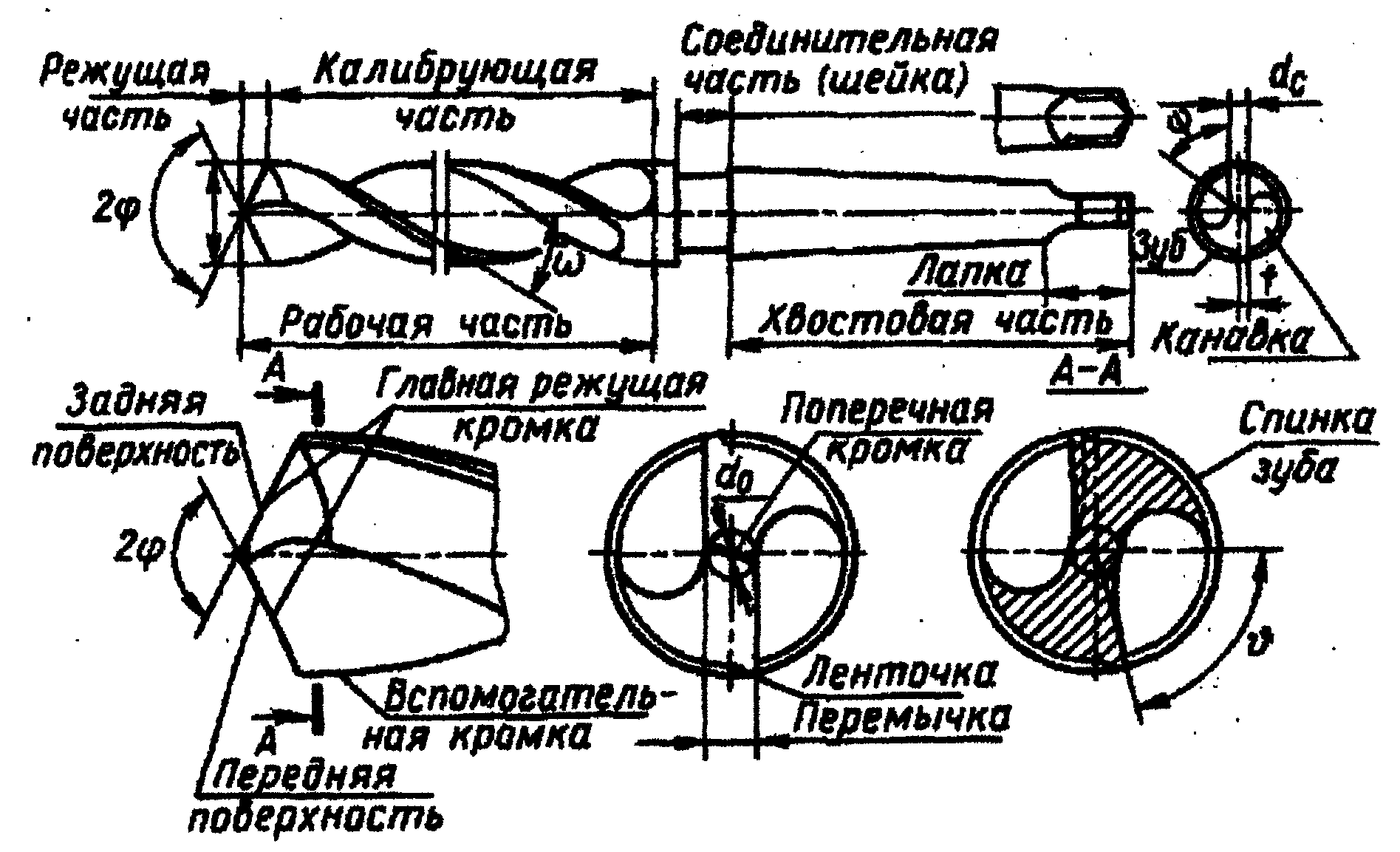
Sa pamamagitan ng disenyo, ang mga drills ay nahahati sa spiral, nakasentro at espesyal. Ang pinakalaganap ay ang mga twill drill (Larawan 22.12), na binubuo ng isang gumaganang bahagi b, isang leeg 2, isang shank 4 at isang paa 3. "Ang layunin ng shank ay upang ma-secure ang drill sa spindle. Ang paa ay ginagamit upang patumbahin ang drill mula sa spindle at protektahan ang shank mula sa nicks. Ang nagtatrabaho na bahagi ay binubuo ng isang pagputol 1 at isang gabay na 5 mga bahagi. Upang maiwasan ang kurot sa drill, isang reverse taper ang ginawa dito patungo sa shank. Sa bahagi ng paggupit, mayroong dalawang pangunahing mga gilid ng paggupit 11 (nabuo ng intersection ng harap na 10 at likod na 7 mga ibabaw at ginaganap ang pangunahing gawain sa paggupit), isang nakahalang paggupit na gilid 12 (tulay) at dalawang pantulong na pagputol ng mga gilid 9. Sa cylindrical na bahagi ng drill kasama ang helical groove, dalawang makitid na laso ang matatagpuan 8 upang gabayan ang drill habang pinuputol.
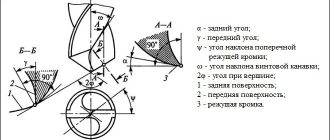
Ang mga geometrical parameter ng drill ay tumutukoy sa mga kondisyon para sa operasyon nito. Ang anggulo ng rake y ay sinusukat sa pangunahing eroplano ng paggupit.
| 1 2 3 Fig. 22.12. Mga bahagi, elemento at sulok ng twist drill |
II - II, patayo sa pangunahing gilid ng paggupit. Ang anggulo ng clearance a ay sinusukat sa I - I eroplano na parallel sa drill axis. Ang mga sulok sa harap at likod sa iba't ibang mga punto ng pangunahing gilid ng paggupit ay magkakaiba. Sa panlabas na ibabaw ng drill, ang anggulo y ay ang pinakamalaking, at ang anggulo a ay ang pinakamaliit.
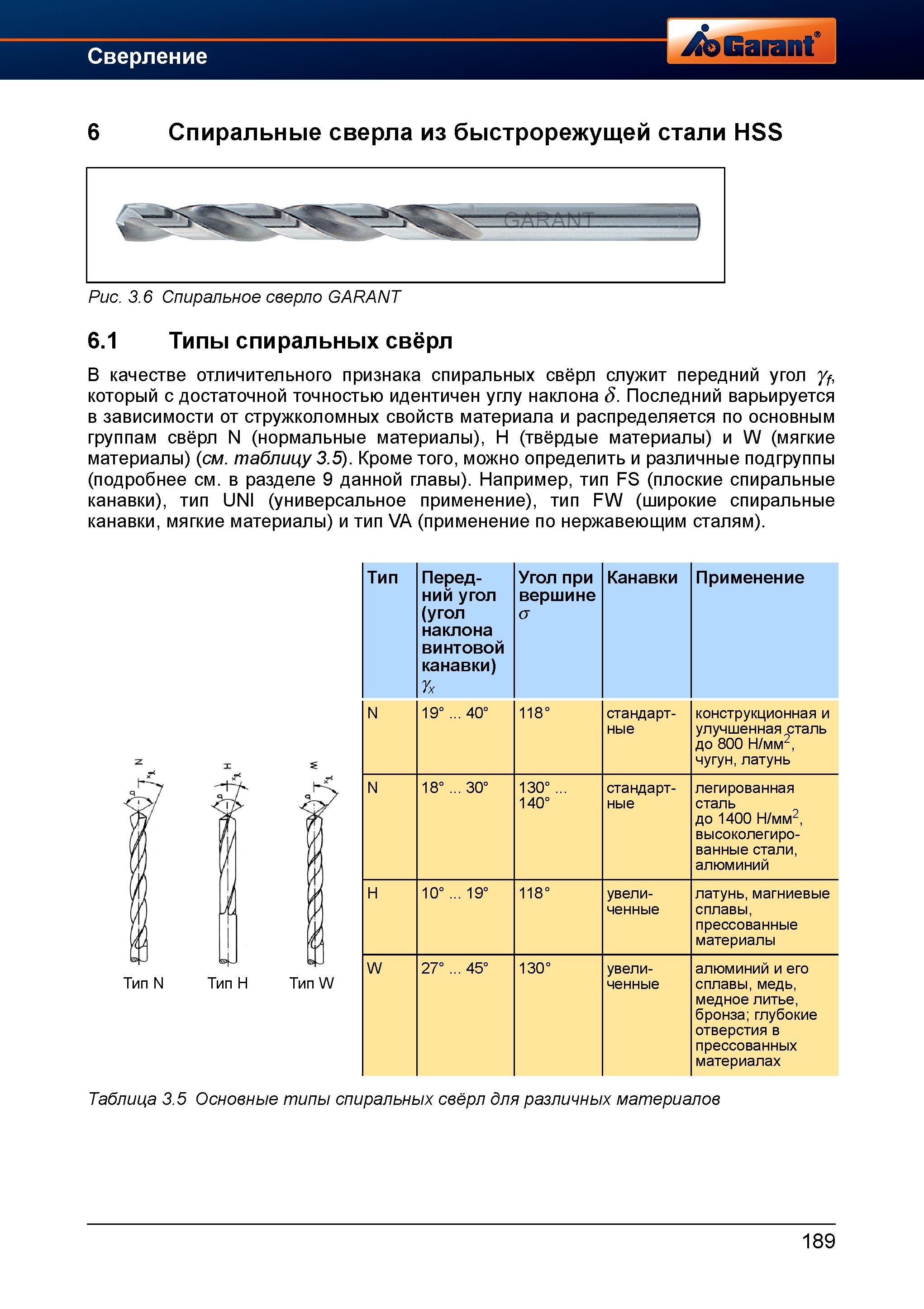
Ang anggulo sa dulo ng drill 2ph ay sinusukat sa pagitan ng pangunahing mga gilid ng paggupit. Ang halaga nito ay nakasalalay sa naprosesong materyal at nag-iiba sa loob ng 70.150 °.
Ang anggulo ng pagkahilig ng nakahalang gilid ng paggupit y ay sinusukat sa pagitan ng mga paglalagay ng pangunahing at nakahalang mga gilid ng paggupit sa isang eroplanong patayo sa axis ng drill. Para sa mga karaniwang drills, nagbabagu-bago ito sa pagitan ng 50.55 °.
Ang anggulo ng pagkahilig ng helical groove c ay sinusukat ng panlabas na diameter. Sa pagtaas ng anggulo ω, tumataas ang anggulo ng rake, na pinapabilis ang proseso ng paggupit at ang paglabas ng mga chips. Ang anggulo y ay 8.30 °.
Ang mga butas na may diameter na hanggang 80 mm ay drilled, at ang mga butas na may diameter na hanggang 30 mm ay drill, at ang mga malalaking butas ay muling binago. Ginagamit ang pagbabarena bilang paunang paggamot para sa mga eksaktong butas.
Ang Countersinks (Larawan 22.13, a-c) ay nagpoproseso ng mga butas sa cast o stamp blangko, pati na rin ang mga pre-drilled hole. Hindi tulad ng mga drills, ang mga countersink ay mayroong tatlo o apat na pangunahing mga gilid ng paggupit at walang isang nakahalang gilid. Ang bahagi ng paggupit 1 ang gumagawa ng pangunahing gawain sa paggupit. Ang calibrating part 5 ay nagsisilbing gabay sa countersink sa butas at nagbibigay ng kinakailangang kawastuhan at pagkamagaspang sa ibabaw (ang natitirang alamat ay kapareho ng drill).
a 1 2 h b  |
 |
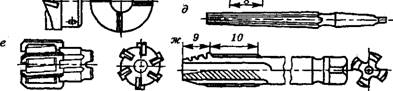 Bigas 22.13 Tool para sa pagproseso ng mga butas sa mga drilling machine: a-c - countersinks; g-e - walisin; w - tapikin Bigas 22.13 Tool para sa pagproseso ng mga butas sa mga drilling machine: a-c - countersinks; g-e - walisin; w - tapikin |
Sa pamamagitan ng uri ng mga butas upang ma-machined, ang mga countersink ay nahahati sa mga cylindrical (Larawan 22.13, a), conical (Larawan 22.13, b) at pagtatapos (Larawan 22.13, c). Ang mga countersink ay solid na may isang tapered shank (Larawan 22.13, b) at naka-mount (Larawan 22.13, c). Ang mga butas na may diameter na 20. 40 mm ay pinoproseso na may mahusay, at higit sa 30 mm - na may mga naka-mount na countersink.





Ang huling pagpoproseso ng butas ay isinasagawa sa mga reamer. Ayon sa hugis ng butas na na-machined, ang mga cylindrical (Larawan 22.13, d) at conical (Larawan 22.13, d) reamers ay nakikilala. Ang mga reamer ay may 6.12 pangunahing mga gilid ng paggupit na matatagpuan sa bahagi ng paggupit 7 na may isang gumagabay na kono. Ang calibrating part 8 ay gumagabay sa reamer sa butas at nagbibigay ng kinakailangang kawastuhan at pagkamagaspang sa ibabaw.
Ayon sa disenyo ng pangkabit, ang mga reamer ay nahahati sa buntot (Larawan 22.13, d, e) at naka-mount (Larawan 22.13, e).
Ginagamit ang mga taps para sa pagputol ng panloob na mga thread. Ang tapikin ay isang tornilyo na may gupit na tuwid o helical groove na bumubuo sa paggupit ng mga gilid (Larawan 22.13, g). Ang tap ay binubuo ng 9 na pagputol at 10 mga bahagi ng pagsukat. Ang profile ng thread ng gripo ay dapat na tumutugma sa profile ng thread upang maputol.
Hindi nahanap kung ano ang iyong hinahanap? Gamitin ang paghahanap:
Pinakamahusay na kasabihan: Ang isang mag-aaral ay isang tao na patuloy na ipinagpaliban ang hindi maiiwasang. 10805 - | 7379 - o basahin ang lahat.
95.47.253.202 Hindi ang may-akda ng mga materyales na nai-post. Ngunit nagbibigay ito ng isang pagkakataon para sa libreng paggamit. Mayroon bang paglabag sa copyright? Sumulat sa amin | Puna
Huwag paganahin ang adBlock! at i-refresh ang pahina (F5)napaka kailangan
PAGBABABLAY, PAGSUSURI AT PAGSUSULIT
Bilang resulta ng pag-aaral ng kabanatang ito, dapat ang mag-aaral ay:
- • mga uri ng drills, countersinks, countersinks, reamers;
- • mga elemento ng istruktura at parameter ng mga tipikal na tool: drills, countersinks, countersinks, reamers;
- • mga elemento ng cutting mode habang pinoproseso sa pamamagitan ng pagbabarena, countersinking at reaming;
- • isagawa ang pagpili ng mga tool para sa pagproseso sa pamamagitan ng pagbabarena, countersinking at reaming;
- • magtalaga ng mga mode ng naaangkop na pagproseso;
- • kalkulahin ang mga puwersa ng paggupit kapag nag-drill;
- • ang mga kasanayan sa pagpili ng isang mode ng paggupit kapag ang mga butas sa machining na may mga kasangkapan sa ehe (drills, countersinks, reamers);
- • pamamaraan ng pagkalkula ng puwersa ng paggupit kapag nag-drill;
- • ang mga kasanayan sa pagtukoy ng lakas na kinakailangan para sa paggupit at ang lakas ng paghimok ng pangunahing kilusan.