Mula sa kasaysayan ng instrumento
Ang kasaysayan ng tool na ito ay nagpapahiwatig upang isaalang-alang sa konteksto ng kasaysayan ng paggawa ng metal at isa sa mga direksyon ng pag-unlad na ito - pagliko. Ang makasaysayang panahon ng 15-18 siglo ay nailalarawan sa pamamagitan ng isang serye ng mga tuklas na pang-agham at praktikal na pagpapatupad ng mga tuklas na ito sa lahat ng mga sektor ng ekonomiya ng panahong ito.
Ang paggamit ng isang diskarte sa matematika sa astronomiya ay nagpalawak ng mga kadahilanang nabigasyon sa dagat, ang panahon ng mga dakilang pangtuklas na heograpiya na itinaas ang dami ng kalakalan at produksyong pang-industriya sa isang bagong antas. Ang maliliit na produksyon ay nagbigay daan sa pagmamanupaktura, at ang rebolusyong pang-industriya noong 18-19 siglo ay nagtatagal ng paglipat sa malawakang paggamit ng mga makina at industriyalisasyon.
Kronolohiya ng mga kaganapan
Para sa kalinawan, maaari mong isipin ang kronolohiya ng mga kaganapang ito, kasama ang mga pangunahing punto ng paglitaw ng caliper:
- Ang simula ng ika-16 na siglo - ang mga lathes ay pangunahing ginagamit para sa pagproseso ng kahoy, buto at malambot na mga metal. Ang drive, bagaman napabuti mula sa mga sinaunang panahon, ay kamay o paa pa rin, tulad ng nananatili ang pamutol sa mga kamay ng master. Ang isang milyahe ay maaaring isaalang-alang ang hitsura ng isang sentro ng bakal at isang matatag na pahinga para sa pag-aayos ng workpiece.
- Ang pagtatangka ng Portuguese matematiko na si Pedro Nunez na lumikha ng isang aparato para sa tumpak na pagsukat ng mga anggulo gamit ang isang hanay ng pantay na mga bahagi ng mga concentric na bilog, na direktang nauugnay sa caliper, ay bumalik sa parehong panahon. Ang layunin ay hindi paggawa ng metal, ngunit ang mga napipindot na problema sa pag-navigate. Ang bagay ay hindi dumating sa paggawa at praktikal na aplikasyon ng aparato, ngunit ang direksyon ng pag-iisip ay hindi napansin.
- Sa kalagitnaan ng ika-16 na siglo, ang mga lathes ay nilagyan ng isang mechanical water wheel drive, na naging posible upang simulan ang pagputol ng bakal. Sa oras na ito, ang mga unang sample ng isang modernong caliper ay lumitaw sa mga workshop - mga kahoy na pinuno na may palipat-lipat na mga panga sa pagsukat at isang inilapat na sukat para sa direktang pagsukat. Bumabalik sa Michelangelo, tandaan namin na ito ang kumpas na prototype ng caliper - ang mga bahagi ay sinusukat sa mga binti ng compass, at ang halaga ay natutukoy gamit ang isang pinuno. Malinaw na, mayroong isang wizard na pinasimple ang pamamaraang ito sa pamamagitan ng pagsasama ng parehong mga instrumento sa isa at binabawasan ang pagsukat sa isang operasyon.
- Noong 1631, natapos ng matematiko na Burgundian na si Pierre Vernier ang gawaing sinimulan ni Nunes, pinino ang kanyang ideya at inangkop ito sa teknikal sa kuwadrante para sa pagsukat ng mga halagang anggulo. Ang karagdagang sukat sa pagsukat na nilikha niya ay agad na gumawa ng isang malawak na hakbang sa maraming direksyon ng mga sukat, habang tumatanggap ng mga pangalan bilang parangal sa parehong mga siyentista - "vernier" o "vernier". Sa parehong oras, ang konsepto ng vernier ay pangunahing ginagamit sa paggawa ng metal, ang vernier ay mas karaniwan sa mga industriya ng instrumento at engineering sa radyo.
- Ang resulta ng patuloy na pagpapabuti sa isang panahon ng higit sa isang daang taon ay ang pagbibigay ng lathe sa simula ng ika-18 siglo na may isang suporta para sa matibay na pagkakabit ng pamutol, paayon at nakahalang mga mekanismo ng feed. Ang mga turner ay mayroon na sa kanilang pagtatapon ng isang instrumento sa pagsukat na may isang vernier scale, na ginawang posible upang matiyak ang naaangkop na pagkakagawa.
- Sa pagtatapos ng ika-18 siglo, isang unibersal na lathe ay isinilang, ang prinsipyo ng aparato at pagpapatakbo na kung saan ay maliit na nagbago hanggang ngayon. Ang panahong ito ay nauugnay sa paglitaw ng mga konsepto ng standardisasyon at pag-iisa ng mga produkto at mga tool sa pagsukat, isang pinag-isang sistema ng pagsukat.
pinagmulan ng pangalan
Sa kasaysayan ng caliper, maaari kang magdagdag ng ilang mga kagiliw-giliw na impormasyon tungkol sa pangalan nito.
Sa Ruso, sa ilang kadahilanan ang instrumento ay may pangalan na may mga ugat ng Aleman - "pamalo" at "kumpas".Ang salitang "Columbic", na nag-ugat mula pa noong panahon ng Sobyet sa ilalim ng pangalan ng kumpanyang "Columbus", na nagtustos ng mga kagamitan sa pagsukat sa ating bansa sa maraming dami, ay karaniwang ginagamit sa mga espesyalista para sa sample na SHTs-I.
Sa Alemanya, sa ilalim ng pangalang Stangenzirkel, gumagamit sila ng isang tool na higit na naaayon sa pagsasalin - isang marka ng tungkod na kompas. Ang mga analog ng caliper ng Russia ay ginawa sa ilalim ng pangalang Messchieber - isang sliding meter o Schieblehre - isang sumusukat na pinuno.
Sa maraming mga wika, ang pangalan ng tool ay nagmula sa salitang "gauge", na binibigyang diin ang mataas na kawastuhan ng pagsukat. Ang isang halimbawa ay ang English calliper, ang Spanish calibrador, ang Italian calibro isang corsoio (ang kalibre ng rocker - ang elemento ng mekanismo ng pagkonekta ng pamalo). Ang English caliper ay may isa pang pangalan - trammel, isinalin din bilang balakid, trawl o seine.
Paraan ng pagpapatunay
Ang pagkakalibrate ng mga instrumento sa pagsukat, pati na rin ang kanilang produksyon, ay isinasagawa alinsunod sa mga pamantayan ng GOST 8.113-85. Ang control at pagsukat ng mga manipulasyon ay isinasagawa sa mga espesyal na laboratoryo at isinasagawa sa mga ultra-precise machine. Gayunpaman, maaari mong maisagawa ang pinakasimpleng calibration ng caliper sa bahay. Upang magawa ito, ang tool ay lubusang nalinis ng dumi, alikabok, adhering sup, dust ng metal at mga pampadulas, at pagkatapos ay pinahid ng malinis na tela. Pagkatapos ang mga panga ng caliper ay dadalhin sa hintuan at panoorin ang posisyon ng mga zero stroke.
Kung ang aparato ay naayos nang tama, pagkatapos ay dapat tumugma ang mga panganib. Kung hindi man, kinakailangan upang makipag-ugnay sa isang dalubhasang sentro, kung saan i-calibrate nila at ayusin ang aparato, batay sa kung saan ang isang sertipiko ng itinatag na form ay ilalabas. Sa regular na paggamit ng isang caliper, ang pagpapatunay ay ginaganap nang hindi bababa sa isang beses sa isang taon. Kung ang metal ng mga gumaganang panga ay napapagod, ang tool ay hindi magagamit at dapat mapalitan ng bago. Upang madagdagan ang buhay ng serbisyo ng aparato, kinakailangan na panatilihing malinis ito at itago lamang ito sa isang kaso o kaso.








Ano ito
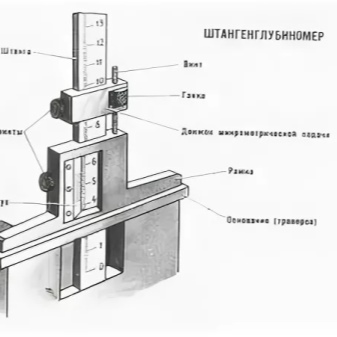
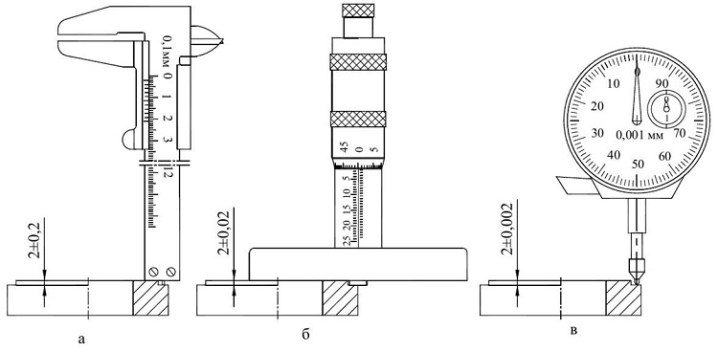
Ang aparato na ito ay katulad ng istraktura sa mas kilalang tool - isang caliper. Ito ay may isang mas makitid na pagdadalubhasa kaysa sa huli, at inilaan lamang para sa mga linear na sukat ng mga uka, uka at pasilyo sa isang direksyon - sa lalim. Para sa kadahilanang ito, ang lalim na sukat ay walang mga sponges.
Isinasagawa ang pagsukat sa pamamagitan ng pagpasok ng dulo ng panukat na pamalo sa uka, na dapat matukoy ang lalim nito. Pagkatapos nito, dapat mong ilipat ang frame kasama ang pangunahing sukat sa tungkod. Pagkatapos, kapag ang frame ay nasa tamang posisyon, kailangan mong matukoy ang mga pagbasa sa isa sa tatlong posibleng paraan (tingnan sa ibaba).

Mayroong 3 uri ng pagbabasa mula sa aparato, ayon sa tatlong kaukulang pagbabago:
- sa pamamagitan ng vernier (mga malalim na gauge ng uri ng SHG);
- sa isang bilog na sukat (SHGK);
- sa isang digital display (SHGTs).
Ayon sa GOST 162-90, ang mga aparato ng tatlong nakalistang uri ay maaaring magkaroon ng saklaw na pagsukat ng hanggang sa 1000 mm. Ang mga karaniwang saklaw ay 0-160 mm, 0-200 mm, 0-250 mm, 0-300 mm, 0-400 mm at 0-630 mm. Kapag bumibili o nag-order ng isang malalim na pagsukat, maaari mong malaman ang saklaw nito sa pamamagitan ng kaukulang maginoo na pagmamarka. Halimbawa, ang isang modelo na sumusukat ng lalim mula 0 hanggang 160 mm na may isang pagbabasa sa isang bilog na sukat ay magkakaroon ng pagtatalaga na SHGK-160.
Nakasalalay sa aparato ng aparato, ang mga mahahalagang parameter, na kinokontrol din ng GOST, ay ang mga sumusunod.
- Mga halagang binabasa ng Vernier (para sa mga pagbabago ng uri ng ShG). Maaaring katumbas ng 0.05 o 0.10 mm.
- Ang dibisyon ng pabilog na sukat (para sa ShGK). Ang mga itinakdang halaga ay 0.02 at 0.05 mm.
- Ang hakbang sa pagkadiskarteng ng digital na aparato sa pagbabasa (para sa ShGTs). Ang karaniwang tinatanggap na pamantayan ay 0.01 mm.
- Pagsukat sa haba ng frame. Hindi kukulangin sa 120 mm. Para sa mga modelo na may saklaw na pagsukat ng hanggang 630 mm o higit pa, ang kinakailangang minimum ay 175 mm.
Sa mga kundisyong teknikal na itinatag ng GOST, natutukoy ang mga pamantayan ng katumpakan ng aparatong ito.Para sa mga aparato na may vernier, ang margin ng error ay 0.05 mm hanggang 0.15 mm, depende sa saklaw ng pagsukat. Ang mga aparato na may isang pabilog na sukat ay may isang pinahihintulutang error ng 0.02 - 0.05 mm, at mga digital - hindi hihigit sa 0.04 mm.
Ang aparato at ang prinsipyo ng pagpapatakbo.
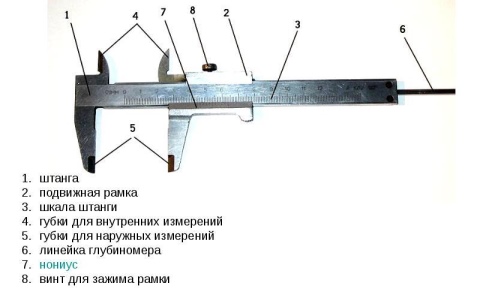
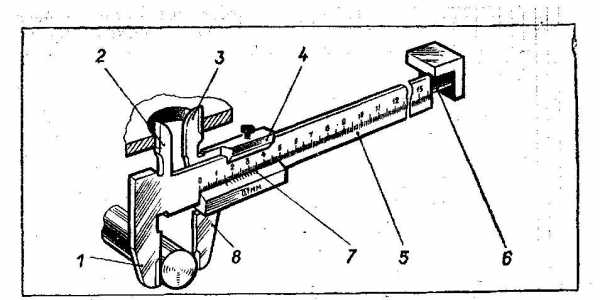
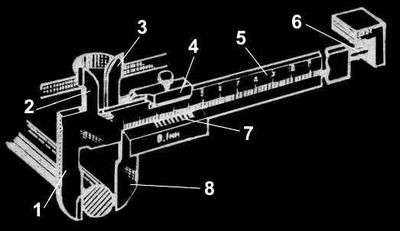
5.1. Ang caliper ay may dalawang kaliskis at isang aparato ng micro-turn para sa maayos na pagsasaayos ng frame. Ang pangunahing sukat ay minarkahan sa bar na may 1 mm na dibisyon, ang pangalawang sukat ay nasa vernier, na naayos sa frame. Ang frame ay naayos na may isang locking screw. Ang makinis na paggalaw ng frame ay ibinibigay ng isang spring na matatagpuan sa loob ng frame.









5.2. Ang mga panlabas na sukat ay sinusukat sa mas mababang mga panga. Ginagamit ang pang-itaas na panga upang sukatin ang panloob na sukat. Ang parehong mga pares ng panga ay ginagamit para sa pagmamarka ng trabaho.
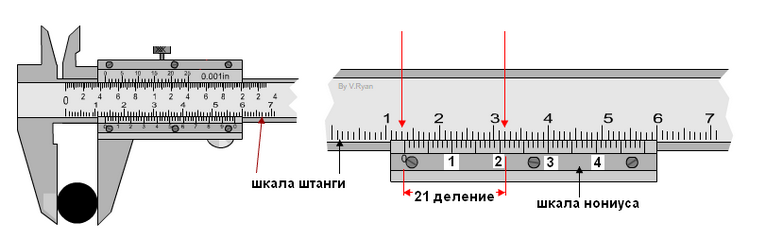
5.3. Ang mga sukat ay binibilang ng pamamaraan ng direktang pagtatasa ng pagkakataon ng paghati sa sukat sa mga vernier na paghahati.
Larawan 1. Skema ng pagsukat
5.4. Ang pagsukat gamit ang isang vernier caliper ng iba't ibang mga elemento ng istruktura (diameter ng butas o baras, distansya ng gitna-sa-gitna, lalim ng butas, atbp.) Ay isinasagawa tulad ng sumusunod: kasama ang tornilyo na 5 na-unlock, ilipat ang vernier 6 kasama ang pamalo 1, dalhin ang pagsukat ng mga ibabaw ng pamalo na nakikipag-ugnay sa mga ibabaw ng mga bahagi na sinusukat, at vernier 2 at 3 o isang panukat na pamalo 7 na konektado sa vernier. Sa posisyon na ito kinakailangan upang i-lock ang frame ng vernier 6 sa tornilyo 5 at alisin ang pagbabasa mula sa sukat ng aparato.
Mga praktikal na halimbawa
Ang kalidad ng pagsukat ay nakasalalay kapwa sa mga indibidwal na kwalipikasyon ng dalubhasa at sa kakayahan ng mata ng tao na suriin ang bagay ng pagsukat. Para sa kadahilanang ito na ang katumpakan na klase ng calipers ay limitado sa 0.05 mm na dibisyon - ang isang mas maliit na scale ng vernier ay halos hindi napansin ng paningin at maaaring humantong sa isang error. Bagaman mayroon ding mga caliper na nadagdagan ang katumpakan - hanggang sa 0.02 mm. Ang pangunahing sukat ng aparatong ito ay may graduation na 0.05 mm.
Mga halimbawa ng pagsukat:
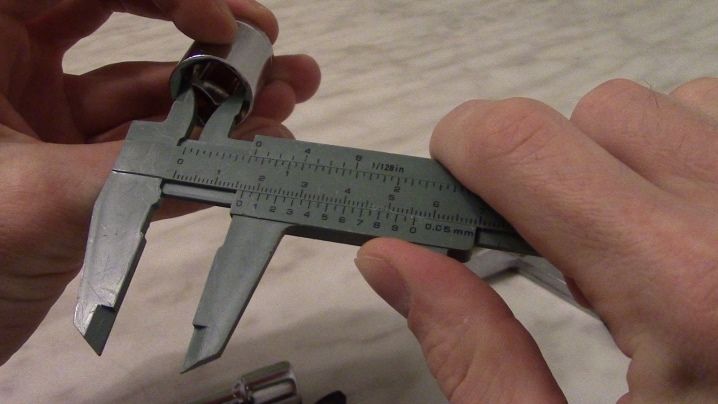
- Pagsukat ng panlabas na diameter ng manggas. Ang bilang ng integer ng mga paghahati ng pangunahing sukat ay 33, ang magkakasabay na linya ng vernier ay 0.05. Ang panlabas na diameter ng manggas ay 33.05 mm.
- Pagsukat ng panloob na lapad ng manggas. Ang resulta ay 27.30 mm.
- Isinasagawa ang tseke sa pamamagitan ng pagsukat ng kapal ng pader - 2.80 mm. Ang muling pagkalkula para sa unang dalawang pagsukat ay nagbibigay (33.05-27.30) / 2 = 2.90 mm.
- Pagsukat ng taas ng manggas gamit ang mga panga ng tool - 40.40 mm.
- Pagsukat ng taas na may lalim na sukat - 40.40 mm.

Ano ang nagpapaliwanag sa nagresultang error ng 0.05 kapag sinusukat ang kapal ng pader? Mayroong tatlong mga kadahilanan:
- error sa tool;
- pagkakagawa ng bahagi. Ang bushing ay hindi nabawasan habang naghiwalay, na humantong sa isang hindi maaasahang resulta kapag sinusukat ang panloob na lapad, at ang resulta ng pagsukat ay dapat na pilitin ang turner na iwasto ang paglihis na ito;
- ang pangatlong dahilan ay tiyak na binubuo ng dakilang tagalikha ng Renaissance Michelangelo: "Ang compass ay dapat nasa mata, hindi sa kamay, para sa kamay na gumagana, at sa mga hukom ng mata." Kapag sumusukat, ang lalim na sukatan ay maaaring mai-install hindi mahigpit na patayo, ang resulta ng pagsukat ay magiging hindi maaasahan.
Ang manwal ng tool ay nagrereseta ng mga simpleng panuntunan sa kung paano maayos na masukat sa isang caliper - kapag sumusukat (kasama ang lalim), ang tool ay dapat na mai-install nang mahigpit kasama o patayo sa axis ng bahagi, ang mga panga ay dapat na mahigpit na pinindot sa sinusukat na ibabaw, at ang karwahe ay dapat na maayos sa isang tornilyo.
 Ang mga manu-manong online ng tagabuo ng makina na magagamit sa lahat ay nagpapahiwatig na ang nasa itaas na dimensional na mga pagpapaubaya ng ± 0.3 at ± 0.15 mm para sa mga shaft sa saklaw ng mga laki mula 50 hanggang 1000 mm ay tumutugma sa mga kwalipikasyon sa kawastuhan mula h8 hanggang h12. Ayon sa mga kwalipikasyong ito, ang mga hindi kaugnay na bahagi ng kagamitan at makina ay ginawa - mga bushings, axle, flanges, cover. Gamit ang isang vernier caliper, imposibleng gilingin ang poste ng poste para sa tindig na magkasya na may kalidad na K6 at isang pagpapaubaya hanggang sa +0.02 mm.
Ang mga manu-manong online ng tagabuo ng makina na magagamit sa lahat ay nagpapahiwatig na ang nasa itaas na dimensional na mga pagpapaubaya ng ± 0.3 at ± 0.15 mm para sa mga shaft sa saklaw ng mga laki mula 50 hanggang 1000 mm ay tumutugma sa mga kwalipikasyon sa kawastuhan mula h8 hanggang h12. Ayon sa mga kwalipikasyong ito, ang mga hindi kaugnay na bahagi ng kagamitan at makina ay ginawa - mga bushings, axle, flanges, cover. Gamit ang isang vernier caliper, imposibleng gilingin ang poste ng poste para sa tindig na magkasya na may kalidad na K6 at isang pagpapaubaya hanggang sa +0.02 mm.
Sa paggawa ng mga bahagi sa loob ng 8-12 mga klase sa kawastuhan, ibang mga pagbabago at uri ng caliper ang ginagamit. Ang lalim na sukatan sa halip na ang mga panga ay nilagyan ng mga binti ng suporta para sa pag-install sa mga gilid o balikat ng mga butas.Ang karwahe ng gauge sa taas na may isang naka-install na eskriba ay pinapayagan itong magamit para sa pagmamarka ng mga sukat ng taas.
Sa kabuuan ng mga katangian nito, natagpuan ng caliper ang lugar nito sa heraldry at emblemology, na kinikilala ang pagkakaroon nito sa mga coats ng ilang mga lungsod o sa mga simbolo ng mga kagawaran at istraktura bilang isang simbolo ng teknikal na armamento.







Orihinal na nai-post 2018-04-06 09:29:21.
Mga Tip sa Pagpili
Ang pagkuha ng anumang instrumento sa pagsukat ay isang napakahalaga at responsableng bagay, samakatuwid, ang pagpili nito ay dapat lapitan nang may espesyal na pangangalaga.
Ang unang bagay na kailangan mong bigyang pansin kapag bumibili ng isang aparato ay ang klase ng kawastuhan at ang mga kundisyon kung saan dapat gamitin ang tool.

Kapag bumibili ng isang caliper na dinisenyo para sa pinong gawain ng alahas, mas mahusay na huminto sa maikling mga maliit na sample na 12-15 cm ang haba. Mas maginhawa para sa kanila na sukatin ang maliliit na bagay nang hindi natatakot na mapinsala ang kanilang mga ibabaw.
Kung sa unang lugar ay ang kaginhawaan ng gawaing isinagawa, pati na rin ang bilis ng mga sukat, mas mahusay na pumili para sa isang elektronikong-digital o modelo ng dial-dial. Tulad ng para sa klase ng kawastuhan, para sa domestic na paggamit ng isang aparato na may readout na 0.1 mm ay sapat na, at para sa mga propesyonal na sample ay kinakailangan ng mas mataas na kawastuhan: ang sukat sa pagbabasa sa mga naturang aparato ay dapat magkaroon ng isang hakbang na 0.05, 0.02 at kahit 0.01 mm .

Ang susunod na mahalagang pamantayan ay ang pagpili ng tagagawa. Inirekomenda ng mga dalubhasa ang pagbili ng mga produkto ng mga kilalang tatak, na magsisilbing tagagarantiya ng pagiging maaasahan, kawastuhan at mataas na kalidad ng mga instrumento sa pagsukat. Kung ang mga sukat ay pinlano na gawin sa mahirap na panlabas na kundisyon, mas mahusay na bumili ng isang aparato kung saan ang sukat ay nakaukit sa metal, at hindi pininturahan ng pintura. Ang pinakamahusay na mga modelo ng propesyonal ay ang mga modelo ng Aleman, Hapon at Switzerland, na, sa prinsipyo, ay hindi maaaring maging mura. Ngunit ang ganoong caliper ay tatagal ng higit sa isang dosenang taon at mamana ng mga apo.










Sa oras ng pagbili, dapat mong suriin ang pagkakaroon ng kasamang dokumentasyon na nagpapahiwatig ng klase ng kawastuhan at grade ng bakal, pati na rin tiyakin na walang pag-play sa pagitan ng mga nakapirming at gumagalaw na mga bahagi. Bilang karagdagan, ang mga zero marka ng parehong kaliskis na may mahigpit na pinindot na panga ay dapat na kinakailangang magkasabay. Sa kaso ng maling operasyon ng tool, masyadong masikip o, sa kabaligtaran, madaling paggalaw ng pagsukat ng frame at panga, pati na rin sa pagkakaroon ng mga depekto at pinsala, ang pagbili ng aparato ay dapat na iwan.
Paano gumamit ng caliper, tingnan sa ibaba.
Paano kumuha ng mga pagbasa?
Ang pinaka-kagiliw-giliw na isyu tungkol sa pagtatrabaho sa isang caliper ay ang pagtanggal ng mga halagang nakuha bilang isang resulta ng pagsukat.
Tinalakay sa artikulong ito ang isang vernier caliper na may kawastuhan na 0.1mm. Iyon ay, maaari niyang sukatin ang mga sukat ng bahagi na may isang katumpakan ng isang ikasampu ng isang millimeter.
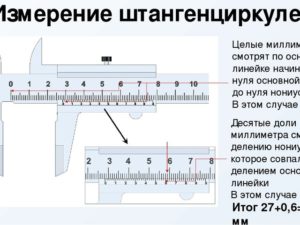
Isaalang-alang ang proseso ng pagbabasa ng mga pagbasa ng caliper kapag sinusukat ang panlabas na diameter ng tubo, na isinagawa namin sa itaas (tingnan ang item 1).
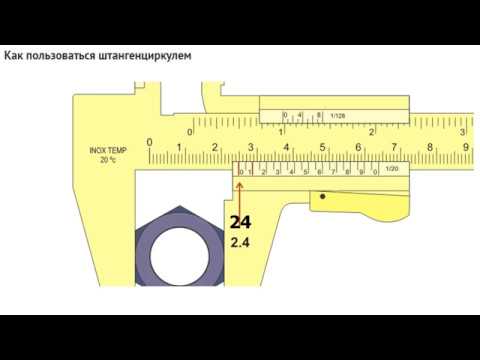
Upang matukoy ang buong bilang ng mga millimeter, dapat nating tingnan kung anong halaga sa scale ng barbell ang tumutugma sa zero na panganib sa vernier scale. Nakita namin na ang zero na peligro ay nasa pagitan ng 26 at 27 mm sa pangunahing sukat. Iyon ay, ang panlabas na diameter ng tubo ay 26 mm, ngunit ang mga ikasampu ay kailangan pa ring matukoy.
Upang magawa ito, kailangan nating makita kung alin sa mga panganib sa scale ng vernier na malapit na tumutugma sa mga panganib sa scale ng barbell
Nakita namin na ito ang ikapitong panganib ng vernier na malapit na tumutugma sa peligro sa pangunahing sukat (sa kasong ito, mula sa apat na sentimetro, ngunit ang halaga ng pangunahing sukat ay hindi mahalaga), kaya ang bilang ng mga praksyon ay 0.7 mm
Kaya, ang panlabas na lapad ng tubo ay 26 + 0.7 = 26.7 mm, na kung saan ay ganap na tama, dahil ito ay isang na-import na tubo na may diameter na ¾ pulgada, na tumutugma sa halagang nakuha namin sa millimeter.
Ang panuntunan para sa pagtukoy ng laki sa isang caliper ay maaaring formulate tulad ng sumusunod:
Ang isang bilang ng bilang ng milimeter sa laki ay natutukoy ng halaga ng mga panganib sa antas ng bar na matatagpuan sa kaliwa ng zero na panganib ng vernier, at ang mga praksiyon ng millimeter ay natutukoy ng halaga ng mga panganib ng vernier, na kung saan malapit tumutugma sa peligro sa pangunahing sukatan. Kung ang zero na peligro ng vernier scale eksaktong eksaktong kasabay ng anumang peligro sa scale ng millimeter ng rod, kung gayon ang halaga ng laki ay ipinahiwatig bilang isang integer
Bakit Nagaganap ang Mga Error sa Pagsukat
Ang pinakakaraniwang mga pagkakamali na nagbabawas sa kawastuhan ng mga resulta ng pagsukat sa isang maaring magamit na instrumento:
- Ang labis na presyon sa frame ay magdudulot nito upang lumabo kaugnay ng boom. Ang parehong epekto ay nakuha kung, kapag ang pagsukat sa mas mababang mga panga, ang vernier caliper ay ibababa ng mga pang-itaas.
- Pag-install ng mga panga sa mga fillet, chamfer at fillet.
- Pagposisyon ng posis.
- Hindi normal na pagkakalibrate ng instrumento.
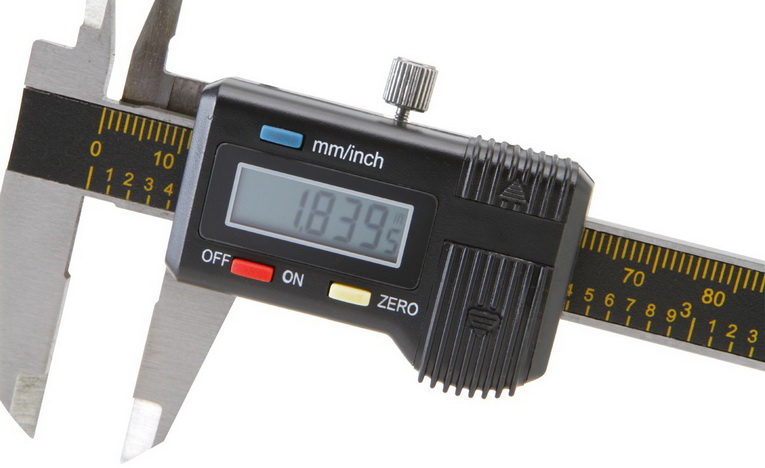
Ang unang tatlong mga pagkakamali na madalas na lumitaw mula sa kawalan ng karanasan, at umalis sa pagsasanay. Ang huli ay dapat na pigilan sa yugto ng paghahanda para sa mga sukat. Ang pinakamadaling paraan ay upang itakda ang "0" sa electronic caliper: para dito mayroong isang pindutan (sa Larawan 6, ang pindutang "ZERO"). Ang tagapagpahiwatig ng oras ay na-reset sa zero sa pamamagitan ng pag-on ng turnilyo na matatagpuan sa ilalim nito. Upang mai-calibrate ang vernier, paluwagin ang mga tornilyo na nakakabit sa frame, ilipat ito sa nais na posisyon at ayusin ito muli.






Ang mga pagpapapangit ng mga elemento ng caliper at pagsusuot ng mga ibabaw ng pagsukat ay ginagawang hindi magagamit ang tool. Upang mabawasan ang bilang ng mga pagtanggi sa produksyon, ang mga caliper ay sumasailalim sa pana-panahong pag-verify sa mga serbisyong metrolohiko. Upang masubukan ang kawastuhan ng tool at makakuha ng mga kasanayan sa bahay, maaari mong sukatin ang mga bahagi na ang mga sukat ay kilala nang maaga, halimbawa, mga drill shanks o mga ring ng tindig.