Anong mga sukat ang ginagamit nila?
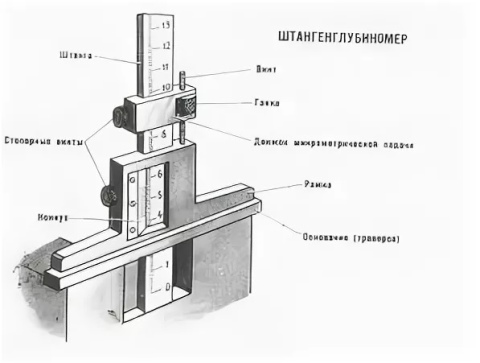
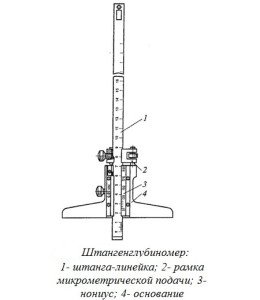
Tulad ng mga sumusunod mula sa itaas, ang layunin ng sukat ng sukatin ay upang masukat ang lalim ng mga elemento ng mga bahagi sa pamamagitan ng pagpasok ng dulo ng tungkod sa uka o uka. Kinakailangan na ang dulo ng tungkod ay madaling pumasok sa lugar na pinag-aaralan at magkasya nang maayos laban sa ibabaw ng bahagi. Samakatuwid, ang mga tungkod ay gawa sa isang haluang metal ng tumaas na tigas, at para sa mga kumplikadong uka at makitid na balon, ginagamit ang mga espesyal na pagsingit - pagsukat ng mga karayom at kawit - mula sa parehong mga materyales.
Ginagamit ang tool na ito sa mga kaso kung saan kinakailangan upang makuha ang eksaktong laki, at imposible ang paggamit ng caliper o micrometer dahil sa mga pagtutukoy ng hugis ng bahagi.
Sa parehong oras, mahalagang maunawaan kung paano gumagana ang aparato at subaybayan ang pagiging epektibo ng paggamit nito. Mayroong isang simpleng pagsubok ng kawastuhan: kumuha ng maraming mga sukat sa isang hilera at ihambing ang mga resulta.
Kung ang pagkakaiba ay maraming beses na mas malaki kaysa sa pinapayagan na limitasyon ng error, pagkatapos ay nagkaroon ng isang error habang sinusukat o ang aparato ay may depekto. Para sa pagkakalibrate, kailangan mong sundin ang mga hakbang na inilarawan sa pamamaraan ng pag-verify na naaprubahan ng GOST.
- Ihanda ang instrumento para sa pagkakalibrate sa pamamagitan ng paghuhugas nito upang matanggal ang alikabok at mga labi na may detergent.
- Tiyaking natutugunan nito ang panlabas na mga kinakailangan ng pamantayan, mga bahagi at sukat na hindi nasira.
- Suriin kung malayang gumagalaw ang frame.
- Tukuyin kung ang mga katangian ng metrolohikal ay naaayon sa pamantayan. Una sa lahat, tungkol dito ang limitasyon, error, saklaw ng pagsukat, at ang haba ng overom ng boom. Ang lahat ng ito ay nasuri sa tulong ng isa pang kilalang nagtatrabaho aparato at isang pinuno.
Bagaman para sa mekanikal na mga sukat ng lalim ayon sa GOST, ang isang limitasyon sa error na hanggang sa sandaan ng isang millimeter ay idineklara, kung kailangan mo ng garantisadong kawastuhan, inirerekumenda na gumamit ng isang malalim na pagsukat sa isang aparato ng digital na uri ng pagbabasa.
Paano gamitin?
Kasama sa prinsipyo ng pagsukat ang maraming mga praktikal na patnubay na dapat mailapat upang makakuha ng tumpak na mga resulta. Kapag sumusukat, ayusin ang frame gamit ang isang bolt, na idinisenyo upang hindi ito aksidenteng lumipat. Huwag gumamit ng mga tool na may nasira na tungkod o vernier (sa kaso ng mga digital na aparato, maaaring mayroong mas kumplikadong mga malfunction) o may sirang zero marka. Isaalang-alang ang thermal expansion ng mga bahagi (pinakamahusay na kumuha ng mga sukat sa temperatura na malapit sa 20 C).
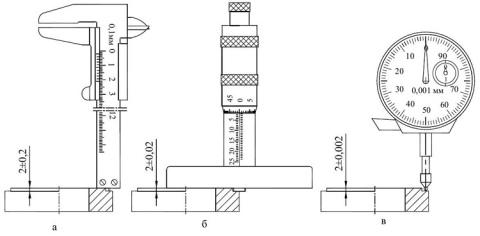
Kapag sumusukat gamit ang isang mekanikal na sukat ng sukatan, alalahanin ang halaga ng paghahati. Para sa karamihan ng mga modelo, ito ay 0.5 o 1 mm para sa pangunahing sukat at 0.1 o 0.5 mm para sa vernier. Ang pangkalahatang prinsipyo ay ang bilang ng paghahati ng vernier, na kasabay ng marka ng pangunahing sukat, ay dapat na i-multiply ng presyo ng dibisyon at pagkatapos ay idagdag sa buong bahagi ng nais na halaga.


Mayroong maraming mga patakaran para sa paggamit at pag-iimbak ng mga aparato upang maiwasan ang kanilang napaaga na pagkabigo:
- ang pagpasok ng alikabok at solidong mga maliit na butil sa pagitan ng frame at ng tungkod ay maaaring maging sanhi nito upang masikip, kaya't panatilihin ang instrumento sa kaso;
- ang buhay ng serbisyo ng mga mechanical device ay mas mahaba kaysa sa mga digital, at ang huli ay nangangailangan ng mas maingat na paghawak;
- ang computer na nagbabasa at ang display ay hindi dapat mapailalim sa pagkabigla at pagkabigla;
- para sa wastong pagpapatakbo, ang mga sangkap na ito ay dapat na ibigay mula sa isang baterya na may normal na antas ng singil at / o mula sa isang gumaganang suplay ng kuryente.
Sa susunod na video ay mahahanap mo ang isang pangkalahatang ideya ng ShGTs-150 lalim na sukat.
Pag-uuri
Ang mga gauge sa taas ay inuri ayon sa iba't ibang pamantayan. Sa pamamagitan ng disenyo, ang mga sumusunod na uri ng aparato ay nakikilala:
- vernier (SR) - ito ang mga nailarawan sa itaas, iyon ay, sila ay kahawig ng isang caliper;
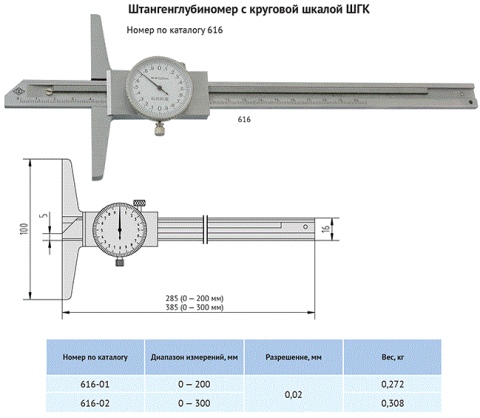
- na may isang pabilog na sukat (ШШКК) - mga aparato na may isang sukat ng pabilog na sanggunian;
- digital (ШРЦ) - pagkakaroon ng mga tagapagpahiwatig ng elektronikong pagbabasa.
Bilang karagdagan, ang mga kagamitang ito ay nakikilala depende sa maximum na sinusukat na haba (taas) ng mga bahagi. Ang parameter na ito (sa millimeter) ay kasama sa modelo ng pangalan ng tool.
At mayroon ding mga modelo ng mga gauge sa taas na may mga marka ШШ-400, ШШ-630 at higit pa. Ang maximum na kilala na modelo ay SHR-2500.
Ang lahat ng mga tool ay inuri ayon sa klase ng kawastuhan. Kasama rin ito sa mga marka ng modelo. Halimbawa, ang pagmamarka ng ШР 250-0.05 ay nangangahulugang ang modelong ito ng manu-manong pagsukat ng taas ay may katumpakan sa pagsukat na 0.05 mm, tulad ng ipinahiwatig ng huling pigura (0.05). Ang parameter na ito ay tumutugma sa unang klase ng kawastuhan ng instrumento ayon sa GOST 164-90. Ang agwat ng klase na ito ay 0.05-0.09 mm. Simula mula sa 0.1 at mas mataas - ang pangalawang klase ng kawastuhan.
Para sa mga digital na aparato, mayroong isang paghihiwalay ayon sa tinaguriang hakbang ng kawalang-galang - mula sa 0.03 hanggang 0.09 mm (halimbawa, ShRTs-600-0.03).
METODE NG PAGKONtrol at PAGSUBOK
4.1. Ang pagpapatunay ng sukat ng sukatan - ayon sa GOST 8.163 at MI 965.
4.2. Kapag tinutukoy ang epekto ng pag-alog ng transportasyon, ginagamit ang isang shock stand na lumilikha ng isang alog na may isang acceleration na 30 m / s sa dalas ng 80-120 beats bawat minuto. Sa talahanayan. 2. Pinapayagan na magsagawa ng mga pagsubok ng lalim na gauge sa pamamagitan ng transportasyon sa isang trak sa bilis na 20-40 km / h para sa distansya na hindi bababa sa 100 km sa kahabaan ng isang dumi ng dumi.
4.3. Ang epekto ng mga kadahilanan ng klimatiko ng panlabas na kapaligiran sa panahon ng transportasyon ay natutukoy sa mga klimatiko na silid sa mga sumusunod na mode: sa isang temperatura ng minus (50 ± 3) ° С, plus (50 ± 3) ° С at sa isang kamag-anak na kahalumigmigan (95 ± 3)% sa temperatura ng (35 ± 5)) ° C. Pagkakalantad sa isang klimatiko na silid para sa bawat isa sa tatlong uri ng mga pagsubok - 2 oras. Pagkatapos ng mga pagsubok, ang error ng mga sukat ng lalim ay hindi dapat lumagpas sa mga halagang ipinahiwatig sa talahanayan 2. Matapos ang paghawak ng lalim na sukatan sa bawat mode, pinapayagan itong panatilihin ito sa ilalim ng normal na mga kondisyon sa loob ng 2 oras.
Mga pagtutukoy
Talahanayan 1 - Mga katangian ng Metrological
|
Paglalarawan ng mga katangian |
Kahulugan |
|||||
|
SHG- 160 |
SHG- 200 |
SHG- 250 |
SHG- 300 |
SHG- 400 |
SHG- 630 |
|
|
Saklaw ng pagsukat, mm |
mula 0 hanggang 160 |
mula 0 hanggang 200 |
mula 0 hanggang 250 |
mula 0 hanggang 300 |
mula 0 hanggang 400 |
mula 0 hanggang 630 |
|
Halaga ng pagbabasa ayon sa vernier, mm |
0,05 |
|
Paglalarawan ng mga katangian |
Kahulugan |
|
|
SHG-SHG-SHG-TTTG-TTTG- 160 200 250 300 400 |
SHG- 630 |
|
|
Haba ng pagsukat sa ibabaw ng frame, mm, hindi kukulangin |
120 |
175 |
|
Paghiwalay mula sa pagkakapatong ng pagsukat sa ibabaw ng frame, mm |
0,006 |
|
|
Ang paglihis mula sa pagiging patag ng mga pananatili sa pagsukat sa ibabaw, mm |
0,004 |
|
|
Roughness parameter ng pagsukat sa ibabaw ng frame, mm |
Ra |
|
|
Roughness parameter ng pagsukat sa ibabaw ng pamalo, mm |
Ra |
|
|
Distansya mula sa itaas na gilid ng vernier edge sa scale scale ng lalim na gauge rod, mm, hindi hihigit |
0,25 |
|
|
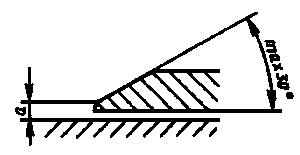
Angle ng vernier scale na eroplano na may kaugnayan sa scale scale ng eroplano, °, hindi higit pa |
30 |
|
|
Linya ng linya ng bar at vernier scale, mm |
mula 0.08 hanggang 0.20 |
|
|
Ang pagkakaiba-iba sa lapad ng mga linya sa loob ng isang sukat at ang mga linya ng kaliskis ng pamalo at vernier ng parehong lalim na sukatan, wala nang, mm |
0,03 |
Talahanayan 2 - Mga limitasyon ng pinahihintulutang ganap na error ng mga malalim na sukat
|
Paglalarawan ng mga katangian |
Halaga ng antas |
|
|
0 hanggang 400 mm incl |
400 hanggang 630 mm |
|
|
Mga limitasyon ng pinahihintulutang ganap na error ng mga sukat ng lalim sa mga nakapaligid na temperatura mula sa plus 10 ° C hanggang sa 30 ° C at kamag-anak na kahalumigmigan hanggang 80% sa temperatura na plus 25 ° C, mm |
±0,05 |
±0,10 |
Tandaan - ang error ay ibinibigay kapwa sa mas mahigpit at maluwag na clamping ng frame. Talahanayan 3 - Pangunahing katangiang panteknikal_
|
Pagbabago |
Pangkalahatang sukat (haba x lapad x taas), mm, wala nang |
Timbang, kg, wala na |
|
SHG-160 |
250x120x11.4 |
0,30 |
|
SHG-200 |
290x120x11.4 |
0,31 |
|
SHG-250 |
340x120x11.4 |
0,33 |
|
SHG-300 |
390x120x11.4 |
0,36 |
|
SHG-400 |
490x120x11.4 |
0,39 |
|
SHG-630 |
720x175x11.4 |
0,48 |
Mga pagtutukoy
Talahanayan 1. Pangunahing metrological at panteknikal na mga katangian ng mga malalim na gauge na may isang pamalo sa karaniwang bersyon_
|
Saklaw ng pagsukat, mm |
Halaga ng pagbabasa ayon sa vernier, mm |
Hakbang ng kawalang-galang ng digital na aparato sa pagbabasa, mm |
Haba ng pagsukat sa ibabaw ng frame, mm, hindi kukulangin |
|
mula 0 hanggang 150 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
mula 0 hanggang 160 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
mula 0 hanggang 200 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
mula 0 hanggang 250 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
mula 0 hanggang 300 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
mula 0 hanggang 400 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
mula 0 hanggang 500 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
mula 0 hanggang 600 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
mula 0 hanggang 630 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
mula 0 hanggang 1000 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
Talahanayan 2. Pangunahing katangiang metrolohikal at panteknikal
mga gauge ng lalim na may hugis na L na bar
|
Saklaw ng pagsukat, mm |
Halaga ng pagbabasa ayon sa vernier, mm |
Hakbang ng kawalang-galang ng digital na aparato sa pagbabasa, mm |
Haba ng pagsukat sa ibabaw ng frame, mm, hindi kukulangin |
|
mula 0 hanggang 150 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
mula 0 hanggang 160 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
mula 0 hanggang 200 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
mula 0 hanggang 250 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
mula 0 hanggang 300 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
Talahanayan 3. Mga limitasyon ng pinahihintulutang ganap na error ng mga malalim na gauge sa temperatura ng paligid (20 ± 5) ° С
|
Sinukat ang lalim, mm |
Mga limitasyon ng pinapayagan na ganap na error ng mga malalim na gauge, mm |
|||
|
na may vernier na halaga ng pagbabasa, mm |
na may diskarteng hakbang ng digital na aparato sa pagbasa, mm |
|||
|
0,02 |
0,05 |
0,10 |
0,01 |
|
|
mula 0 hanggang 100 incl |
± 0,02 |
± 0,05 |
± 0,05 |
± 0,03 |
|
St. 100 hanggang 200 incl |
± 0,03 |
± 0,05 |
± 0,05 |
± 0,03 |
|
St. 200 hanggang 300 incl |
± 0,04 |
± 0,05 |
± 0,05 |
± 0,04 |
|
St. 300 hanggang 400 incl |
— |
± 0,05 |
± 0,10 |
± 0,04 |
|
St. 400 hanggang 600 incl |
— |
± 0,10 |
± 0,10 |
± 0,05 |
|
St. 600 hanggang 800 incl |
— |
± 0,10 |
± 0,15 |
± 0,07 |
|
St. 800 hanggang 1000 |
— |
± 0,15 |
± 0,15 |
± 0,07 |






Ang paglihis mula sa kapatagan ng pagsukat sa ibabaw ng tungkod ay hindi hihigit sa 0.004 mm. Ang paglihis mula sa kapatagan ng pagsukat sa ibabaw ng frame ay hindi hihigit sa 0.006 mm. Saklaw ang temperatura ng pagpapatakbo mula 15 hanggang 25 ° С.
Kamag-anak na kahalumigmigan ng hangin na hindi hihigit sa 80% sa temperatura na 25 ° C.
Ano ba? 4
Ano ba? 4
2.9.2. Distansya a mula sa itaas na gilid ng vernier edge hanggang sa ibabaw ng scale ng bar ay hindi dapat lumagpas sa 0.25 mm para sa vernier lalim na gauge na may vernier na halaga ng pagbabasa na 0.05 mm at 0.30 mm para sa mga malalim na gauge na may halaga sa pagbasa na 0.1 mm.
2.9.3. Ang mga sukat ng mga bar ng barbell at vernier scale ay dapat na tumutugma sa mga sumusunod: ang lapad ng mga bar ay 0.08-0.20 mm; ang pagkakaiba sa lapad ng mga bar sa loob ng isang sukat at ang mga bar ng kaliskis ng barbell at ang Ang vernier ng isang vernier na sukat ng lalim ay dapat na hindi hihigit sa 0.03 mm kapag binibilang ayon sa vernier 0, 05 mm; 0.05 mm kapag nagbabasa ng vernier 0.1 mm.
2.10. Mga kinakailangan para sa scale ng pag-dial ng aparato sa pagbabasa (i-type ang ShGK)
2.10.1. Ang paghati ng antas ay dapat na hindi bababa sa 1 mm.
2.10.2. Ang lapad ng linya ng sukat ay 0.15-0.25 mm. Ang pagkakaiba sa lapad ng mga kaukulang linya sa loob ng isang sukat ay dapat na hindi hihigit sa 0.05 mm.
2.10.3. Ang lapad ng arrow sa itaas ng mga marka ng scale ay dapat na 0.15-0.20 mm. Ang pagtatapos ng arrow ay dapat na mag-overlap ng mga maikling stroke ng hindi hihigit sa 0.8 ng kanilang haba. Ang distansya sa pagitan ng dulo ng kamay at ng dial ay dapat na hindi hihigit sa 0.7 mm.
2.10.4. Ang aparato sa pagbabasa ay dapat magbigay ng kakayahang ihanay ang arrow na may zero mark sa dial.
2.11. Mga kinakailangan para sa mga sukat ng sukat ng uri ng mga ShGT
2.11.1. Ang mga numero ay dapat na hindi bababa sa 4 mm ang taas.
2.11.2. Ang mga sukat ng lalim ng uri ng SHGTs ay maaaring karagdagan na nilagyan ng isang interface para sa pagpapalabas ng resulta ng pagsukat sa isang panlabas na aparato.
2.12. Ang tigas ng pinatigas na mga ibabaw ng pagsukat ng lalim na sukat ay dapat: mula sa tool at istruktura na bakal - hindi kukulangin sa 59 HRC; mula sa mataas na haluang metal na bakal - hindi kukulangin sa 51.5 HRC.
2.13. Ang parameter ng pagkamagaspang ng mga ibabaw ng pagsukat ayon sa GOST 2789: mga frame - 0.08 microns; rods - 0.16 microns.
2.14. Ang mga panlabas na ibabaw (maliban sa pagsukat ng mga ibabaw ng frame at ang pamalo) ng mga malalim na gauge na gawa sa tool o istruktura na bakal ay dapat na plated na chrome.
2.15. Ang bar at vernier na kaliskis ng mga sukatin na hindi kinakalawang na asero ay dapat magkaroon ng isang matte finish.
2.16. Dapat i-demagnetize ang gauge ng lalim.
2.17. Ang ibig sabihin ng oras sa pagitan ng mga pagkabigo ng isang sukat ng sukat ay 30,000 maginoo na mga sukat. Ang isang maginoo na pagsukat ay naiintindihan bilang paggalaw ng frame sa kahabaan ng tungkod hanggang sa ang mga pagsukat sa ibabaw ay makipag-ugnay sa bagay ng pagsukat. Sa kasong ito, ang paggalaw ng frame ay dapat na hindi bababa sa 1/3 ng itaas na limitasyon ng pagsukat ng lalim na sukat.
2.18. Ang itinatag na oras ng pagpapatakbo na walang kabiguan ng mga sukat ng sukat ng uri ng ShG at ShGK ay hindi bababa sa 6000 maginoo na mga sukat; ang sukat ng sukat ng uri ng ShGTs - hindi bababa sa 9000 maginoo na mga sukat. 2.2 at / o 2.6.
2.19. Ang kabuuang average na buhay ng serbisyo ng sukat ng sukat ay hindi bababa sa 5 taon.
2.20.Ang itinatag buong buhay ng serbisyo ng sukat na sukat ng uri ng ShG ay hindi bababa sa 1.5 taon; i-type ang ShGK - hindi bababa sa 2.0 taon; uri ng SHGTs - hindi bababa sa 2.5 taon. Ang pamantayan ng paglilimita ng estado ay ang pagsusuot ng mga elemento ng lalim na pagsukat, na humahantong sa hindi pagsunod sa mga kinakailangan ng mga talata. 2.2 at (o) 2.6 at nailalarawan sa pagiging imposible o hindi kaangkupan ng pagpapanumbalik ng mga pagod na ibabaw.
2.21. Ang average na oras ng pagbawi ng isang vernier lalim na sukatan na may isang vernier ay hindi hihigit sa 2 oras, na may isang dial at isang digital na aparato sa pagbasa - hindi hihigit sa 4 na oras.
2.22. Ang average na buhay ng istante ay dapat na hindi bababa sa 4 na taon, napapailalim sa muling pangangalaga pagkatapos ng 2 taon.
2.23. Ang isang pasaporte ayon sa GOST 2.601 ay dapat na nakakabit sa bawat lalim na sukat.








2.24. Pagmamarka
2.24.1. Ang bawat lalim na sukat ay dapat magdala ng mga sumusunod: trademark ng gumawa; serial number ayon sa system ng pagnunumero ng gumawa; simbolo ng taon ng paggawa; halaga ng pagbabasa ayon sa presyo ng vernier o scale ng paghati.
2.24.2. Ang pagmamarka sa kaso ay alinsunod sa GOST 13762. Ang pangalan o simbolo ng pagsukat ng lalim ay inilalapat lamang sa matitigas na kaso.
2.25. Package
2.25.1. Mga pamamaraan at pamamaraan para sa pag-degreasing at pagpapanatili ng lalim na pagsukat - alinsunod sa GOST 9.014.
2.25.2. Ang isang lalim na sukat ay dapat na naka-pack sa isang kaso na gawa sa materyal ayon sa GOST 13762. Para sa isang vernier lalim na sukatan na may isang itaas na limitasyon sa pagsukat ng hanggang sa 400 mm, pinapayagan ang malambot na pag-iimpake.
KINAKAILANGAN SA Teknikal
2.1. Ang mga sukat ng lalim ay dapat na gawa alinsunod sa mga kinakailangan ng pamantayang ito ayon sa mga gumaganang guhit na naaprubahan sa iniresetang pamamaraan.
2.2. Ang pinahihintulutang limitasyon ng error ng sukat ng sukat kapwa may maluwag at mas mahigpit na clamping ng frame sa isang nakapaligid na temperatura ng (20 ± 10) ° С, kamag-anak halumigmig ng hindi hihigit sa 80% sa isang temperatura ng 25 ° С ay dapat na tumutugma sa ipinahiwatig sa mesa. 2.
talahanayan 2
mm
|
Limitasyon sa pagpapaubaya ng sukat ng sukat (±) |
|||||
|
Mga seksyon ng antas |
na may vernier na bilang ng pagbibilang |
na may halaga ng paghahati ng dial ng aparato sa pagbasa |
na may isang hakbang sa pagkadiskarteng isang digital na aparato sa pagbasa |
||
|
0,05 |
0,1 |
0,02 |
0,05 |
0,01 |
|
|
Hanggang sa 100 |
0,03 |
0,03 |
|||
|
» 200 |
0,05 |
0,05 |
0,05 |
||
|
200 » 300 |
|||||
|
300 » 400 |
0,04 |
0,04 |
|||
|
400 » 600 |
0,10 |
0,10 |
|||
|
600 » 800 |
— |
— |
— |
||
|
800 » 1000 |
0,15 |
0,15 |
Tandaan Ang error ng gauge ng lalim ay hindi dapat lumagpas sa mga halagang ipinahiwatig sa talahanayan. 2, kapag sinuri ang mga ito laban sa mga bloke ng gauge ng parallel na eroplano na gawa sa bakal.
2.3. Ang pagiging matatag na pagpapaubaya ng pagsukat sa ibabaw ng lalim ng sukatan ng gauge ay 0.004 mm.
2.4. Ang flatness disk ng pagsukat sa ibabaw ng frame ng mga lalim na gauge ng mga uri ng ShG at ShGK ay 0.006 mm, ng uri ng ShGTs - 0.005 mm. Pinapayagan ang mga bloke kasama ang mga gilid ng pagsukat ng mga ibabaw sa isang zone na hindi hihigit sa 0.2 mm ang lapad .
2.5. Ang backlash ng pares ng micrometric ng feed ng micrometric frame ay hindi dapat lumagpas sa 1/3 ng isang liko.
2.6. Ang frame ay hindi dapat gumalaw kasama ang tungkod sa ilalim ng sarili nitong timbang kapag ang baras ay nasa isang patayong posisyon. Ang lalim na sukatan ay dapat magkaroon ng isang aparato para sa clamping ng frame, na tinitiyak ang pag-lock sa anumang posisyon sa loob ng saklaw ng pagsukat.
2.7. Ang pagsukat sa ibabaw ng tungkod ay dapat na gawa sa karbid. (Carbide ayon sa GOST 3882). Sa kahilingan ng mamimili, ang pagsukat sa ibabaw ng pamalo ay maaaring hindi nilagyan ng matapang na haluang metal. Ang pamalo ng malalim na sukat ay dapat magkaroon ng tigas na hindi bababa sa 30 HRC.
2.8. Sa kahilingan ng mamimili, dapat sukatin ng sukat ng sukat ang mga sukat ng mga uka, uka at lalim ng mga butas na may diameter na hindi bababa sa 2 mm.
2.9. Mga kinakailangan para sa kaliskis ng pamalo at vernier (i-type ang SHG)
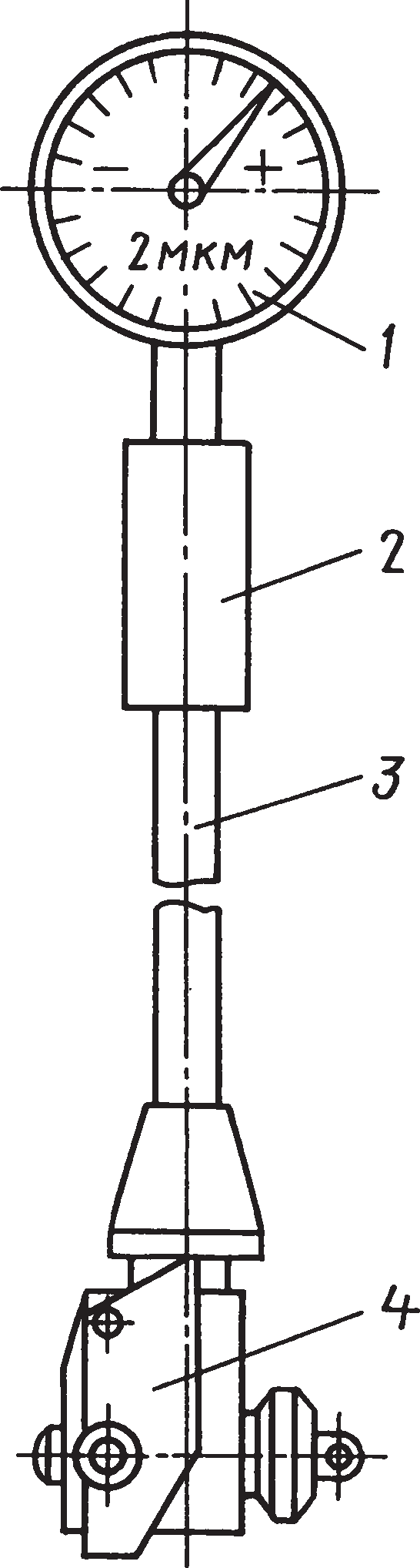
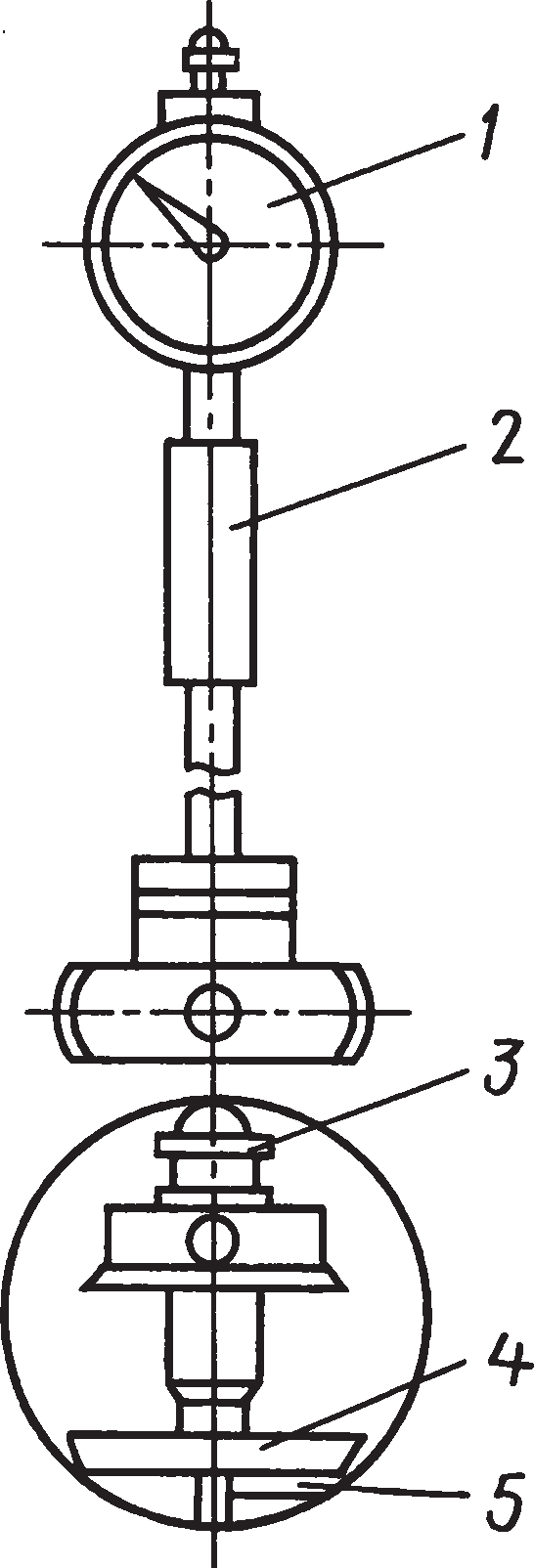
2.9.1. Ang lokasyon ng eroplano ng vernier scale na may kaugnayan sa eroplano ng scale ng bar ay ipinahiwatig sa fig. 4.
Paglalarawan
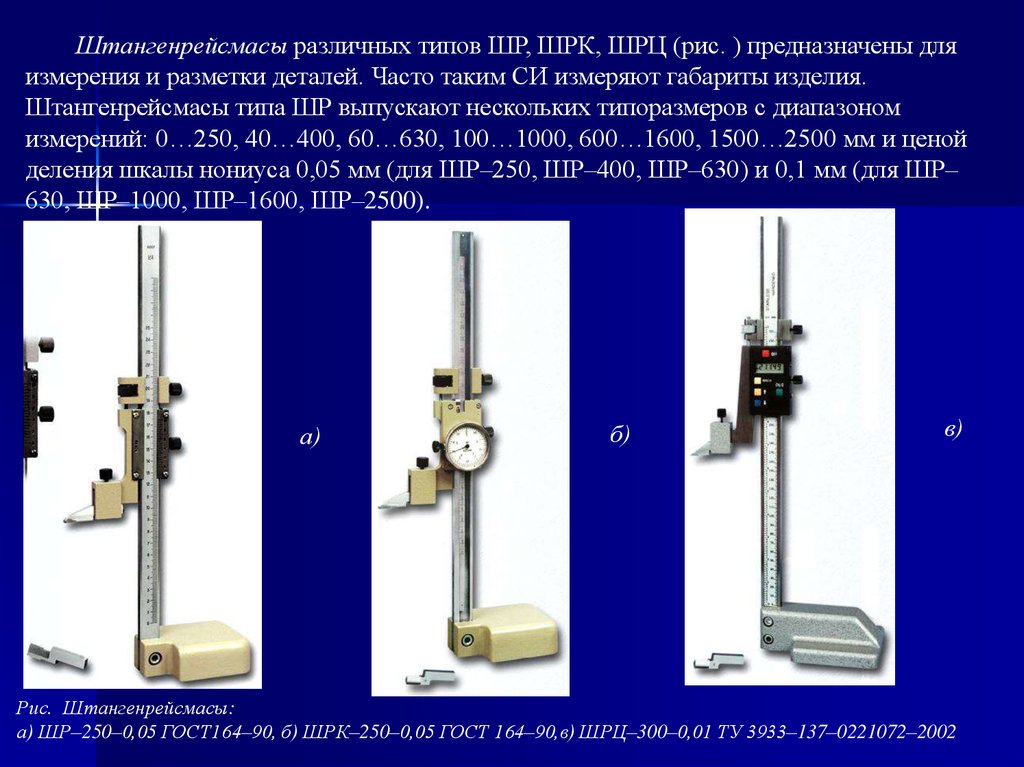
Ang mga gauge sa taas ay gawa sa mga sumusunod na uri:
SHR - kasama ang pagbibilang ayon sa vernier;
ShRK - na may isang aparato sa pagbabasa na may isang bilog na sukat;
ShRTs - na may isang elektronikong digital na aparato sa pagbasa.
Ang prinsipyo ng pagpapatakbo ng mga gauge sa taas tulad ng ShR ay mekanikal. Ang mga sukat ay binibilang ng pamamaraan ng direktang pagtatasa ng pagkakataon ng mga paghati sa sukat sa bar na may mga vernier na dibisyon na matatagpuan sa frame ng sukat sa taas.Ang taas ng gages ng uri ng ShR ay binubuo ng isang base, isang pamalo na may isang sukat ng millimeter na naayos sa base, isang frame na may isang vernier na gumagalaw kasama ang baras, isang micrometric feed device, at isang sumusukat na binti.
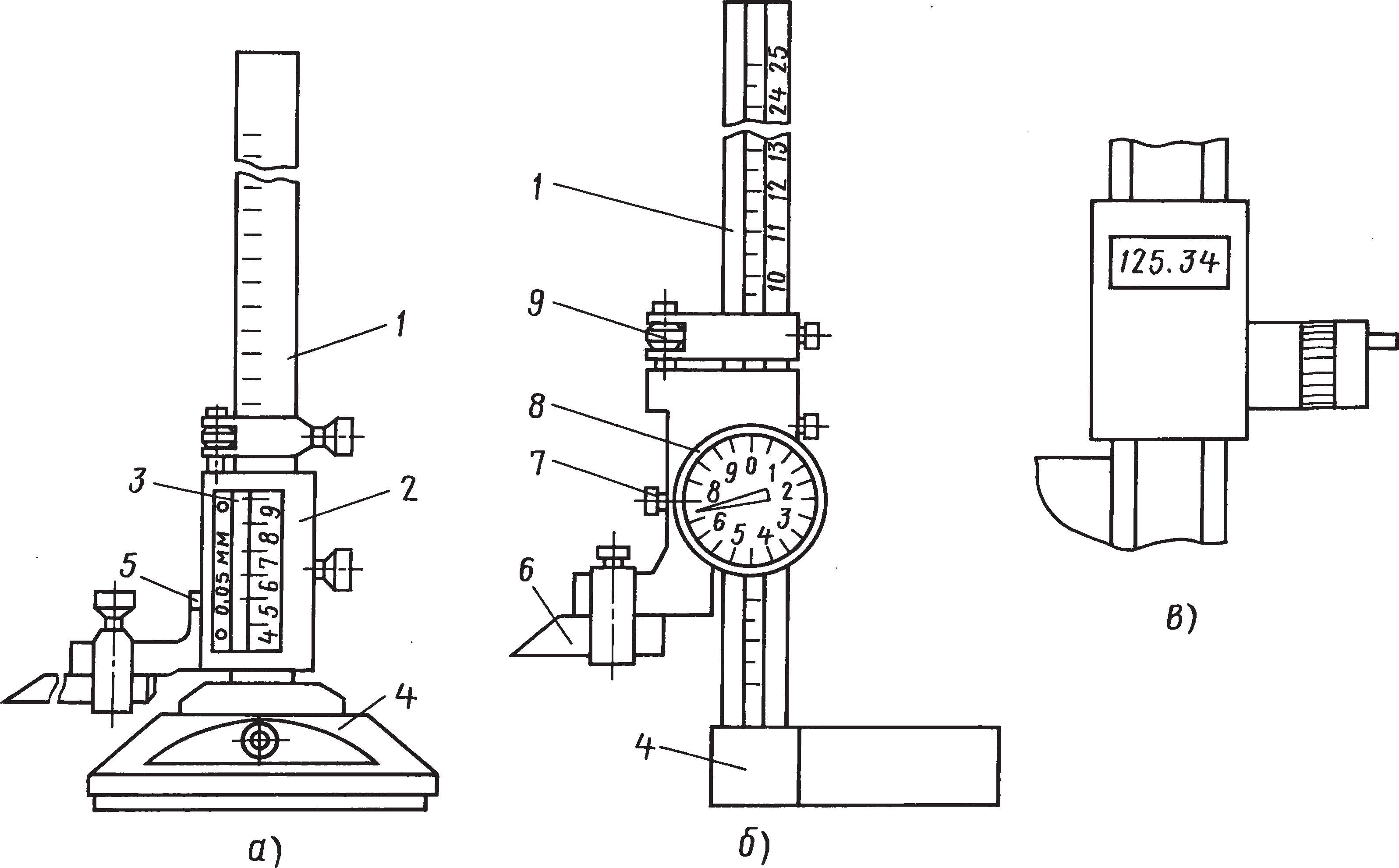





Ang prinsipyo ng pagpapatakbo ng mga gauge sa taas ng uri ng ShRK ay mekanikal. Ang mga sukat ay binibilang ng pamamaraan ng direktang pagtatasa ng mga paghati ng millimeter ng scale ng bar at ng mga paghati ng pabilog na sukat na itinayo sa frame. Paikutin ang dial sa pamamagitan ng isang palipat na bezel at naka-lock sa isang itinakdang tornilyo. Ang mga gauge sa taas na uri ng ShRK ay binubuo ng isang base, isang bar na naayos sa base, kung saan inilapat ang isang scale ng millimeter, isang frame na may isang pabilog na sukat na gumagalaw sa kahabaan ng bar, isang aparato ng feed ng micrometer, at isang sumusukat na binti.
Ang prinsipyo ng pagpapatakbo ng mga gauge sa taas ng uri ng SHRT ay mekanikal na may output ng mga pagbasa sa isang likidong kristal (LCD) na screen ng isang elektronikong digital na aparato sa pagbasa. Ang mga sukat ay binibilang nang direkta sa pamamagitan ng pagbabasa ng mga pahiwatig sa LCD screen ng isang elektronikong digital na aparato sa pagbasa na matatagpuan sa frame ng sukat sa taas. Ang mga uri ng gRT na uri ng gages ay binubuo ng isang base, isang pamalo na naayos sa base, isang aparato ng feed ng micrometric, isang sukat ng paa, isang frame na may isang digital na aparato sa pagbabasa, sa harap na panel kung aling mga pindutan ang na-install, sa tulong ng kung saan ang isang bilang ng isinasagawa ang mga espesyal na pag-andar (halimbawa, pag-on / off ng digital na aparato sa pagbasa (ON / OFF), pagpili ng mga yunit ng pagsukat sa pulgada o millimeter (mm / pulgada), zeroing ang resulta ng pagsukat (0), pagpili ng ganap o kamag-anak na sukat (ABS), atbp.).
Ang lahat ng mga gumagalaw na elemento ng sukat sa taas ay nilagyan ng mga lock ng turnilyo.
Ang pag-sealing ng katawan ng mga gauge sa taas laban sa hindi awtorisadong pag-access ay hindi ibinigay.
(s) - Ang trademark na "AO KZ" Red Instrumentalschik "ay inilalapat sa pasaporte ng mga gauge sa taas sa pamamagitan ng typographic na pamamaraan, sa isang bar o dial (para sa mga gauge sa taas na ShRK) at sa takip ng kaso na may pintura o sa pamamagitan ng pagmamarka ng laser.
Ano ito
Una sa lahat, sulit na magbigay ng pangkalahatang impormasyon tungkol sa tool na ito sa locksmith.
- Mayroon din itong ibang pangalan - taas ng sukat.
- Mukha itong isang vernier caliper, ngunit naka-install upang matukoy ang mga sukat sa isang pahalang na eroplano sa isang patayong posisyon.
- Ang prinsipyo ng pagpapatakbo ng caliper ay hindi naiiba mula sa prinsipyo ng pagpapatakbo ng caliper.
- Ang layunin nito ay upang masukat ang taas ng mga bahagi, ang lalim ng mga butas at ang kamag-anak na posisyon ng mga ibabaw ng iba't ibang mga bahagi ng katawan. Bilang karagdagan, ginagamit ito para sa pagmamarka ng mga operasyon.
- Dahil ang instrumento, sa katunayan, isang aparato sa pagsukat, mayroon itong tiyak na pamamaraan ng pag-verify at pagsukat.
- Kinokontrol ang mga teknikal na kundisyon ng instrumento na ito GOST 164-90, na kung saan ay ang pangunahing pamantayan.
PAGSUSULIT NG TOOLS
2.1. Ang listahan ng mga tool sa pag-verify ay ipinapakita sa talahanayan. 2.
talahanayan 2
|
Numero ng item ng rekomendasyon |
Pangalan ng isang huwarang instrumento sa pagsukat o tulong sa pag-verify; bilang ng dokumento na kumokontrol sa mga kinakailangang panteknikal para sa produkto; kategorya ayon sa iskema ng pagpapatunay ng estado at (o) metrolohikal at pangunahing mga kinakailangang teknikal |
|
Fluxgate poste ng detektor na FP-1 |
|
|
Probe ayon sa TU 2.034.225, kapal, mm, 0.25; 0.30 |
|
|
Mikroskopyo ng instrumento ayon sa GOST 8074 |
|
|
Mga sample ng pagkamagaspang sa ibabaw alinsunod sa GOST 9378 na may mga parameter R = 0.08 microns at R = 0.16 microns; magnifier LP-1-4x ayon sa GOST 25706 o modelo ng 295 profiler ayon sa TU2.034.4; |
|
|
Mga Linear na pinuno, uri ng LT o LD, kawastuhan klase 1 alinsunod sa GOST 8026; mga bloke ng sukat na sukat ng eroplano ng katumpakan na klase 2 alinsunod sa GOST 9038; flat plate plate ng kawastuhan klase 2 ayon sa TU 3.3.2123 |
|
|
Sinusuri ang plate ng kawastuhan klase 1 o 2 alinsunod sa GOST 10905 mga bloke ng gauge ng parallel na eroplano ng ika-3 na klase ng kawastuhan alinsunod sa GOST 9038; o halimbawa ng ika-4 na kategorya ayon sa MI 1604 flat plate plate ng kawastuhan klase 2 ayon sa TU 3.3.2123 |
|
|
Ang mekanikal na stopwatch na may sukat na paghahati ng 0.1 s, kawastuhan klase 1 alinsunod sa GOST 5072 |
Mga Tala (i-edit): 1. Pinapayagan na gumamit ng mga pondo na hindi nakalista sa talahanayan., ngunit natutugunan ang mga kinakailangan ng kawastuhan ng rekomendasyong ito.
Paglalarawan
Ang mga gauge sa taas ay binubuo ng isang base na may isang patayong gabay (tungkod) na naayos dito, kasama ang isang frame na may isang aparato sa pagbabasa na gumagalaw. Ang frame na may aparato sa pagbabasa ay nilagyan ng isang pagsukat (o pagmamarka) ng paa at malayang gumagalaw kasama ang pamalo.
Ang mga gauge sa taas ay gawa sa mga sumusunod na bersyon:
SHR - kasama ang pagbibilang ayon sa vernier;
ShRK - na may isang aparato sa pagbabasa na may isang bilog na sukat;
ShRTs - na may isang elektronikong digital na aparato sa pagbasa.
Ang prinsipyo ng pagpapatakbo ng mga gauge sa taas ay mekanikal.
Ang pagsukat ng mga sukat ng ShR taas-gage ay ginawa ng pamamaraan ng direktang pagtatasa ng pagkakataon ng mga paghati sa sukat sa bar na may mga vernier na dibisyon na matatagpuan sa frame ng taas-gage.
Ang mga sukat ng sukat ng taas ng ShRT ay binibilang nang direkta sa pamamagitan ng pagbabasa ng mga pagbasa sa likidong kristal na screen ng isang digital na aparato sa pagbabasa na matatagpuan sa frame ng sukat sa taas. Sa tabi ng likidong kristal na display ay may mga pindutan para sa pag-on / off ng elektronikong digital na aparato sa pagbasa (OFF / ON), setting ng zero (ZERO), pagpili ng mode ng mga yunit ng pagsukat mm / pulgada (mm / pulgada), atbp. ..
Ang mga sukat ng sukat ng taas ng ShRK ay binibilang ayon sa scale ng bar at ang scale ng pabilog ng aparato sa pagbabasa.
Ang mga gauge sa taas ay may isang aparato para sa pag-clamping ng frame, na tinitiyak ang pag-lock nito sa anumang posisyon sa loob ng saklaw ng pagsukat. Ang disenyo ng frame at pagkakabit ng binti ay maaaring magbago nang hindi nakakaapekto sa pagganap.
Taas na gages ng bersyon ng ShR na may vernier na nagbibilang ng 0.05 at 0.1 mm at saklaw ng pagsukat mula 0 hanggang 250 mm, mula 40 hanggang 400 mm, mula 60 hanggang 630 mm, mula 100 hanggang 1000 mm, mula 600 hanggang 1600 mm, mula 1500 hanggang 2500 mm ay panindang alinsunod sa GOST 164-90. Ang natitirang mga gauge sa taas ay gawa ayon sa mga panteknikal na pagtutukoy TU 3933-015-74229882-2013.
Ang hitsura ng mga gauge sa taas ng ShR, ShRTs, ShRK ay ipinapakita sa Mga Larawan 1, 2, 3.
a) taas na gage na may marking paa b) taas na gage na may sukat na paa
Larawan 1 - Pangkalahatang pagtingin sa sukat ng taas ng ShR