Pagsukat at pagmamarka ng mga workpiece na may sukat sa taas
Pag-usapan natin ang tungkol sa kung paano sinusukat at minarkahan ang mga workpiece kung gumagamit ng isang manu-manong pagsukat ng taas.
Mga sukat
Gumawa ng mga sukat sa isang manu-manong pagsukat ng taas sa pagkakasunud-sunod na ito.
-
I-slide ang may hawak ng paa papunta sa protrusion ng frame ng aparato.
-
Ilagay ang paa sa uka sa may hawak. I-secure ito sa itinakdang tornilyo.
-
Ilagay ang gauge sa taas sa plate ng sanggunian ng kontrol.
-
Tiyaking nasa antas ang kasangkapan.
-
Hawak ang base ng tool gamit ang iyong kaliwang kamay, ilipat ang frame up at ayusin ang binti sa itaas ng workpiece.
-
Ilagay ang produkto sa ilalim ng paa ng sukat sa taas.
-
Ibaba ang frame hanggang sa paa ay mahigpit na nakikipag-ugnay sa itaas na ibabaw ng workpiece.
-
Ayusin ang posisyon ng frame sa isa pang itinakda na tornilyo.
-
Dalhin ang mga pagbasa.

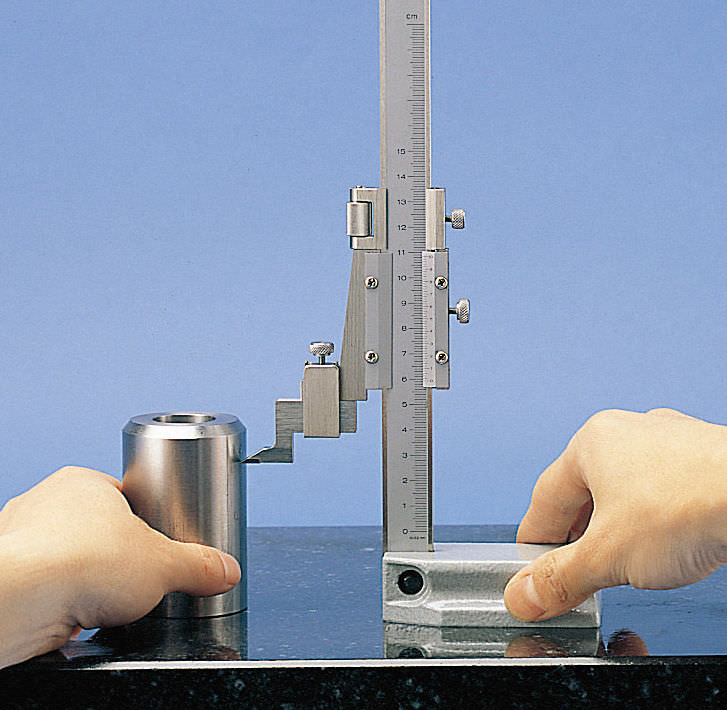
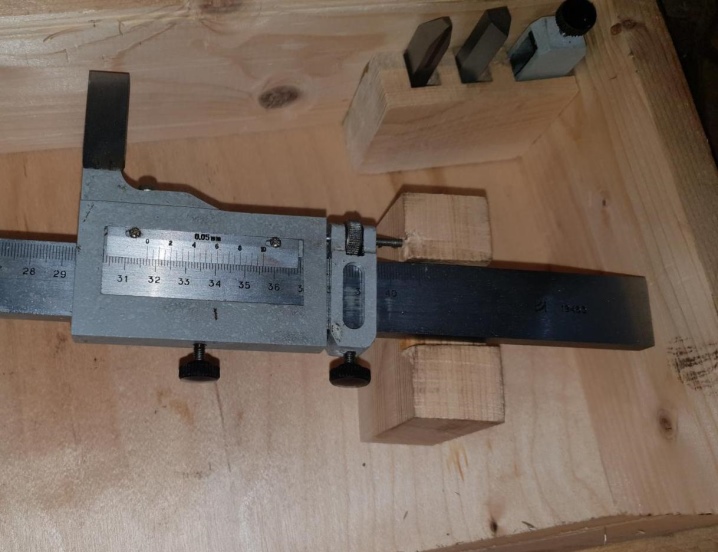
Larawan # 2: pagsukat sa taas ng produkto na may sukat sa taas
Markup
Kadalasan, gamit ang mga gauge sa taas, ang mga linya na kahilera sa pahalang na plate ng sanggunian ay inilalapat sa mga workpiece. Para dito:
-
itakda ang frame sa nais na taas (maaari mong tantyahin ang kawastuhan ng mga halagang nasa kaliskis ng instrumento);
-
ayusin ang frame gamit ang locking screw;
-
maglagay ng isang eskriba na may isang dulo ng karbid sa puwang ng may-ari;
-
ligtas itong ligtas gamit ang locking screw;
-
itakda ang gauge ng pagmamarka at ang workpiece sa plate ng pagsukat (dapat na hawakan ng eskriba ang produkto nang may pagsisikap);
-
upang makakuha ng isang pahalang na linya, ilipat ang appliance sa ibabaw ng plato habang hawak ang base.
Bilang isang resulta, isang malinaw na nakikitang linya ang lilitaw sa ibabaw ng workpiece sa nais na taas.
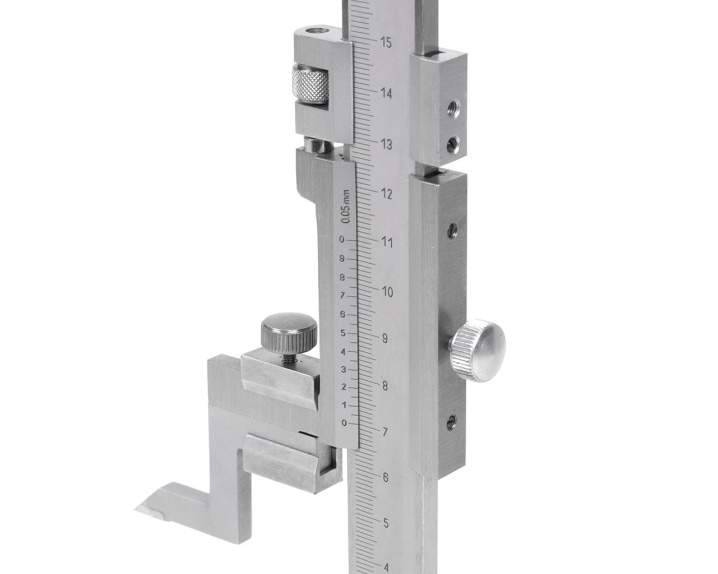
Larawan # 3: pagmamarka ng workpiece na may sukat sa taas
Sinusuri ang instrumento
Ang pamamaraan ng pag-calibrate ng sukat sa taas ay nagbibigay ng mga sumusunod. Una, suriin ang setting ng zero ng ginamit na tool. Para sa mga ito, ang aparato ay inilalagay sa isang plate ng sanggunian at inilipat sa paayon na direksyon. Ang linya ng kontrol ay hindi dapat magkaroon ng sirang mga seksyon at iba pang mga paglihis na, sa ganap na mga termino, ay nasa labas ng mga limitasyon sa katumpakan. Ang gauge ng taas ng digital ay na-verify sa parehong paraan, ang mga tagapagpahiwatig lamang ng digital na display ang sinusubaybayan.
Ang layunin ng gauge sa taas - tumpak na pagguhit ng mga dimensional na linya at paggawa ng mga sukat - ay maaaring ganap na natanto kung ang mga sumusunod na patakaran at kinakailangan ay sinusunod:
- Ang mga makabuluhang pagbagu-bago sa temperatura at halumigmig sa panahon ng operasyon ay hindi katanggap-tanggap. Sa partikular, ang na-normalize na saklaw ng temperatura ay 20 ± 10 ° C, at ang kamag-anak na halumigmig ay 70 ± 5%.
- Kung ang diameter o pagsasaayos ng pagsukat ng ulo ay binago, ang pagpapatunay ay dapat na isagawa muli.
- Ang pagpapatunay ay palaging ginagawa nang maraming beses (hindi bababa sa tatlo), pagkatapos kung saan ang vernier readings ay inihambing para sa vernier taas na sukat. Ang digital na instrumento ay napatunayan ng paglihis ng mga pagbabasa ng kasamang display screen.
Upang suriin ang mga resulta na nakuha, isang sanggunian micrometer ay ginagamit, ang kawastuhan na hindi dapat mas mababa kaysa sa kawastuhan ng nasubok na pamamaraan.
Paano ito gumagana at gumagana
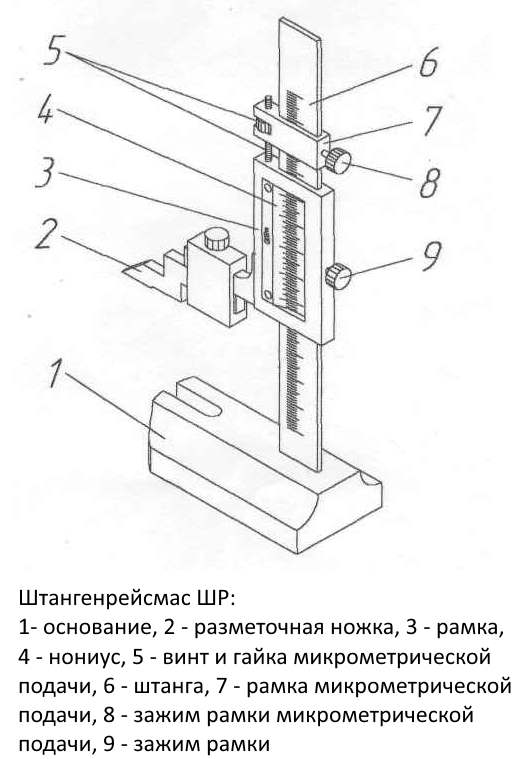
Nagbibigay ang GOST 164-90 para sa sumusunod na karaniwang aparato ng isang pagsukat sa taas:
- base;
- sukatan;
- vernier (sukat para sa pagbibilang ng mga karagdagang pagbabasa sa mga praksyon ng mm);
- frame ng feed ng micrometric;
- may-ari para sa pangkabit na maaaring palitan ng mga tip;
- pagbibilang ng prisma (o eskriba, depende sa mga aksyon gamit ang instrumento).
Device at pangunahing mga detalye
Alinsunod sa pamamaraan, na inireseta sa GOST 164-90, ang tool sa marking mode ay dapat gamitin tulad ng sumusunod.Ang lahat ng mga sukat ay dapat na natupad sa isang solid at antas na slab na may isang minimum na pagkamagaspang sa ibabaw. Ang isang base ay naka-install sa plate na ito, pagkatapos nito, gamit ang isang frame at isang vernier, ang kinakailangang linear na sukat ay itinakda, na dapat na kopyahin sa ibabaw ng workpiece o semi-tapos na produkto. Ang isang eskriba ay inilalagay sa may-ari, na kung saan ay mahigpit na naayos sa isang micrometer screw. Ang frame, na dati ay naka-lock gamit ang isang tornilyo, ay pinindot kasama ng katawan sa ibabaw upang markahan. Susunod, ang tool ay inililipat sa kinakailangang linear na sukat, habang ang tip ng eskriba ay dapat mag-iwan ng isang nakikitang marka sa ibabaw ng workpiece.
Ang sukat sa taas, ang layunin ng pagsukat, sa halip na isang eskriba sa may-ari ay mayroong prismatic o conical pointer, na nagtatapos sa isang maliit na radius head (ayon sa kasalukuyang mga pamantayan, maaari itong 50 o 100 microns).
Pag-uuri
Alinsunod sa tinukoy na pamantayan, ang tool na sukat sa sukat ng GOST 164-90 na pinag-uusapan ay maaaring mauri ayon sa mga sumusunod na parameter:
- Sa pamamagitan ng paraan ng pagbabasa - manwal na may linear na pagbabasa, manu-manong may pabilog na pagbabasa at awtomatiko (digital).
-
Sa pamamagitan ng paglilimita sa haba ng sinusukat na produkto (para sa mga aparato na hawak ng kamay), na ipinahiwatig sa pagtatalaga. Ayon sa ika-1 hilera ng ginustong mga numero, ang manu-manong pagsukat ng taas na GOST 164-90 ng uri ng ShR na may isang linear na pagbasa ng mga pagbasa ay maaaring sa mga sumusunod na uri: ang taas na sukat na ShR-250, ang taas na sukat na ShR-400, ang taas sukatin ang ShR-630, at iba pa, hanggang sa ShR-2500.
- Klase ng kawastuhan. Sa partikular, ayon sa GOST 164-90, ang unang klase ay tumutugma sa isang kawastuhan na 0.05 mm, at ang pangalawa sa 0.10 mm. Bumababa ang kawastuhan na may pagtaas ng mga limitasyon sa saklaw ng pagsukat. Halimbawa, kung ang itaas lamang na limitasyon ng kawastuhan ay kinakailangan para sa uri ng ShR-250, pagkatapos ang sukat ng sukat ng ShR-630 GOST 164-90 ay maaaring magkaroon ng kawastuhan ng 100 microns. Para sa hindi gaanong tumpak na mga instrumento, ang katumpakan ay tumutugon sa 150 ... 200 µm.
- Kasama sa haba ng sukatan. Para sa mga instrumento ng ika-1 klase, maaari itong maging 19 at 39 mm, at para sa ika-2 - 9, 19 at 39 mm.
- Ang elektronikong sukat sa sukat ay magkakaiba sa hakbang sa paglutas ng display: 0.03 ... 0.07 mm para sa ika-1 na klase ng kawastuhan at 0.05 ... 0.09 mm para sa ika-2 na klase ng kawastuhan.
Ang karaniwang pagtatalaga ng instrumento na pinag-uusapan ay may kasamang lahat ng mga nabanggit na salik. Halimbawa, ang isang tool sa kamay na may saklaw na pagbabasa ng 60-630 at isang katumpakan sa pagbasa na 0.10 ay itinalaga bilang mga sumusunod: ShR-630-0.10 taas na sukat GOST 164-90.
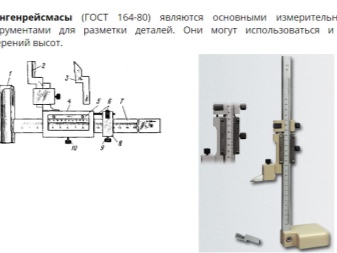
Appointment.
1.1. Ang Shtangenreismas ShR ay dinisenyo para sa pagmamarka ng trabaho, pagguhit ng mga marka, paglilipat ng mga sukat mula sa isang scale na pinuno sa isang workpiece, pagsukat ng mga linear na sukat (taas). Ginagamit ito upang gumuhit ng parallel na pahalang at patayong mga linya sa mga bahagi na naka-install sa plato, pati na rin upang suriin ang tamang pag-install ng mga produkto. Ang tool ay binubuo ng isang frame na may isang vernier na may isang hardened pagsukat ibabaw at isang pamalo na may isang pagsukat sa ibabaw. Ang frame ay ibinibigay sa isang vernier. Ang pamalo ay gawa sa isang recessed scale, na inaalis ang pagkasuot ng sukat kapag inililipat ang tungkod sa frame. Ang boom at vernier scales ay may matt chrome finish upang maalis ang glare. Ginagamit ito para sa mga sukat na hindi nangangailangan ng mataas na kawastuhan, gamit ang ganap na pamamaraan.
1.2. Isang halimbawa ng isang pamantayan na pagtatalaga ng isang sukat sa taas na may sukat na pagsukat ng 0-200 mm at isang vernier na pagbasa na 0.05 mm:
Shtangenreismas ShR-200-0.05.
Mga elektronikong (digital) taas na gage
Pinaka kalat ngayon dahil sa pagiging simple
paggamit at ang pinakamataas na katumpakan na natanggap electronic (digital)
Mga gauge sa taas ng ShRT. Isaalang-alang ang mga kakayahan ng ganitong uri ng aparato gamit ang isang halimbawa
pagsukat ng taas Mahr.
Ang tool ay nilagyan ng isang pagpapaandar ng ABS para sa
paglipat sa pagitan ng kamag-anak at ganap na pagsukat (para sa
Upang mapadali ang paggamit ng unang mode, ang aparato ay may Reset function na nililimas ang mga pagbasa, at isang Preset function para sa mga presetting na halaga). Maximum na bilis
ang pagsukat ay 1.5 m / s, ang aparato ay may isang pagpapaayos na pag-andar.
Pinapayagan ka ng mga pagpapaandar ng Reference-Lock / Unlock na mag-lock
at alisin ang pag-aayos ng mga pagbasa. Ang mode ng paglilipat ng data ay pinapagana ng pindutan ng DATA. Awtomatikong pag-shutdown ng aparato pagkatapos
ang pag-expire ng itinakdang oras ng paghihintay na makabuluhang makatipid sa supply ng kuryente
nutrisyon
Ang buhay ng baterya ay papalapit sa buhay ng instrumento
at mga 3 taong gulang. Ang impormasyon sa pagsukat ay ipinapakita sa LCD-display,
ang taas ng mga numero ay 1.2 cm.
Ang frame ng gauge sa taas at ang tungkod nito ay gawa sa
hindi kinakalawang na asero para sa makinis na pagdulas ng gumagalaw na ibabaw.
Nai-publish noong 03/28/13.
Aparato
Ang pagtatayo ng isang maginoo na sukatin sa taas ay medyo simple. Ang mga pangunahing bahagi nito ay:
- napakalaking base;
- isang patayong bar kung saan inilalapat ang isang pangunahing sukatan ng millimeter (kung minsan ay tinatawag itong isang pinuno, dahil sa hitsura nito ay kahawig ang mismong instrumento na kilala mula sa mga taon ng pag-aaral);
- pangunahing frame;
- vernier (karagdagang sukat ng micrometric sa pangunahing frame);
- pagsukat ng paa.
Ang lahat ng iba pang mga bahagi ay pantulong: mga fastener, pagsasaayos. Ito:
- tornilyo at nut para sa paglipat ng pangunahing frame;
- frame ng feed ng micrometric;
- mga pag-aayos ng mga tornilyo;
- may hawak para sa mapapalitan na mga tip ng pagsukat ng binti;
- tagasulat.
Ang tungkod na may pangunahing sukat ng pagsukat ay pinindot sa base ng tool na mahigpit sa isang tamang anggulo (patayo) sa sangguniang eroplano nito. Ang tungkod ay may gumagalaw na frame na may vernier scale at isang projection sa gilid. Ang protrusion ay nilagyan ng isang may-hawak na may isang tornilyo, kung saan nakakabit ang isang sukat o pagmamarka na paa, depende sa darating na operasyon: pagsukat o pagmamarka.
Mga pagtutukoy
Ang mga katangian ng Metrological ay ipinahiwatig sa mga talahanayan 1, 2, 3.
Talahanayan 1 - Saklaw ng pagsukat, vernier na halaga ng pagbabasa, paghati sa sukat ng aparato sa pagbabasa ___
|
Pagbabago |
Saklaw ng pagsukat, mm |
Halaga ng pagbabasa ayon sa vernier, mm |
Ang paghati ng dial ng aparato sa pagbabasa, mm |
|
SHR 250 |
mula 0 hanggang 250 |
0,05 |
— |
|
SHR 400 |
mula 40 hanggang 400 |
||
|
SHR 630 |
mula 60 hanggang 630 |
0,05; 0,10 |
|
|
SHR 1000 |
mula 100 hanggang 1000 |
||
|
SHR 1600 |
mula 600 hanggang 1600 |
0,10 |
|
|
SHR 2500 |
mula 1500 hanggang 2500 |
||
|
ShRK 250 |
mula 0 hanggang 250 |
— |
0,05 |
Talahanayan 2 - Distansya mula sa vernier edge hanggang sa ibabaw ng sukat ng pamalo ng mga gauge ng uri ng ShR, ang parameter ng pagkamagaspang ng mga ibabaw ng pagsukat, ang paglihis ng aktwal na laki na "g" ng pagsukat ng binti mula sa minarkahang isa, ang lapad ng rib ng ang itaas na ibabaw ng pagsukat ng sukat ng pagsukat, ang lapad ng arrow ng sukat ng taas ng ShRK, ang distansya sa pagitan ng dulo ng arrow at ang dial taas na uri ng gage na ShRK, paglihis mula sa parallelism ng pagsukat ng eroplano ng mga binti na may kaugnayan sa base ng taas gage_
|
Paglalarawan ng mga katangian |
Kahulugan |
|
Distansya mula sa vernier edge hanggang sa ibabaw ng scale ng pamalo ng mga sukat ng taas ng uri ng ShR, mm, wala na |
0,25 |
|
Ang parameter ng pagkamagaspang ng pagsukat ng mga ibabaw ng gauge gages na may isang vernier na pagbabasa o sukat na paghahati ng halaga na hindi hihigit sa 0.05 mm alinsunod sa GOST 2789-73, Ra, μm, hindi hihigit sa: - pagsukat ng paa - marker paa at base |
0,16 0,32 |
|
Roughness parameter ng pagsukat sa mga ibabaw ng gauge gages na may isang vernier na pagbabasa ng 0.1 mm alinsunod sa GOST 2789-73, Ra, μm, wala na: - pagsukat at pagmamarka ng mga paa - mga base |
2 3 m vo o "o" |
|
Paghiwalay ng aktwal na laki ng "g" ng pagsukat ng binti mula sa minarkahang isa, mm, wala na |
±0,02 |
|
Lapad ng rib sa itaas na ibabaw ng pagsukat ng sukat ng paa, mm, wala na: - Mga gauge sa taas na may sukat na pagsukat mula 0 hanggang 250 mm - Mga gauge sa taas na may iba pang mga saklaw ng pagsukat |
,5 ,2 |
|
Sukat ng gauge ng sukat ng arrow ng ShRK, mm |
mula 0.15 hanggang 0.20 |
|
Distansya sa pagitan ng dulo ng kamay at ang dial ng mga gauge ng uri ng ShRK, mm, hindi higit pa |
0,7 |
|
Paghiwalay mula sa parallelism ng pagsukat ng eroplano ng mga binti na may kaugnayan sa base ng mga gauge sa taas, mm, hindi hihigit: - mga gauge sa taas na may isang vernier na pagbabasa ng 0.05 mm at isang scale na paghati ng 0.02 mm at 0.05 mm - Mga gauge sa taas na may isang vernier na pagbabasa ng 0.1 mm |
0,010 0,015 |
Talahanayan 3 - Mga limitasyon ng pinapayagan na ganap na error na may parehong maluwag at mas mahigpit na clamping ng frame, sa isang nakapaligid na temperatura ng (20 ± 10) ° С
|
Sinukat ang haba, mm |
Mga limitasyon ng pinapayagan na ganap na error ng mga gauge sa taas, mm |
||
|
na may halaga ng paghahati ng dial ng aparato sa pagbasa |
na may vernier na bilang ng pagbibilang |
||
|
0,05 |
0,05 |
0,10 |
|
|
mula 0 hanggang 400 incl |
±0,05 |
±0,05 |
±0,05 |
|
400 hanggang 630 incl |
— |
±0,10 |
|
|
630 hanggang 1000 incl |
±0,10 |
||
|
1000 hanggang 1600 incl |
— |
±0,15 |
|
|
1600 hanggang 2500 |
±0,20 |
Talahanayan 4 - Pangunahing mga teknikal na katangian
|
Modifi cation |
Ang pagpaparaya ng paralelismo ng itaas at mas mababang mga ibabaw ng pagsukat ng mga sumusukat na binti, mm |
Kakayahang magpaubaya sa pagsukat ng mga ibabaw ng pagmamarka at pagsukat ng mga paa, mm |
Pangkalahatang sukat (haba x lapad ng taas), mm, wala nang |
Timbang, kg, wala na |
Karaniwang buhay ng serbisyo, taon, hindi kukulangin |
|
SHR 250 |
0,006 |
0,004 |
160x70x375 |
1,8 |
5 |
|
SHR 400 |
275x120x531 |
5,3 |
|||
|
SHR 630 |
275x120x761 |
5,7 |
|||
|
SHR 630 |
0,01 |
||||
|
SHR 1000 |
320x155x1169 |
13,0 |
|||
|
SHR 1600 |
425x200x1770 |
32,0 |
|||
|
SHR 2500 |
460x200x2670 |
44,0 |
|||
|
ShRK 250 |
0,006 |
160x70x375 |
1,6 |
Talahanayan 5 - Mga kondisyon sa pagpapatakbo
|
Paglalarawan ng mga katangian |
Kahulugan |
|
Temperatura ng ambient, ° С |
mula +10 hanggang +40 |
|
Kamag-anak na kahalumigmigan ng hangin sa temperatura na 25 °,,%, wala na |
80 |
Ano ang kailangan nito?
Maaari mong gamitin ang ganitong uri ng mga tool sa pagmamarka at pagsukat sa mga locksmith at pag-on ng mga workshop upang matukoy ang mga linear na sukat ng geometriko ng iba't ibang bahagi, lalim ng mga uka at butas, pati na rin kapag nagmamarka ng mga workpiece at bahagi sa pagpupulong at pag-aayos ng gawain sa mga nauugnay na industriya ( mechanical engineering, metalworking, automotive). Bilang karagdagan, ang sukat sa taas ay dinisenyo upang tumpak na masukat ang taas ng mga bahagi na nakalagay sa isang lugar ng pagmamarka. Sa parehong oras, ang mga metrological na katangian ng instrumento ay napapailalim sa pana-panahong pag-verify, ang pamamaraan na kung saan ay natutukoy ng pamantayan ng estado.
Maaari silang kumuha ng patayo, pahalang at kahit pahilig na mga sukat. Totoo, para sa huli, kailangan ng karagdagang node.


Paano makamit ang maximum na katumpakan sa mga operasyon
Pagmasdan ang mga sumusunod na alituntunin.
-
Pindutin lamang ang mga taas na gage sa mga puntos na partikular na idinisenyo para rito. Kabilang dito ang:
-
ang panulat;
-
kontrolin ang plate ng sanggunian;
-
isang switch na nagpapagana ng mga pneumatic bearings;
-
Ipinagbabawal na hawakan ang iba pang mga elemento ng aparato habang sumusukat o nagmamarka.
Ang kawastuhan ng mga sukat at pagmamarka ay lubos na naiimpluwensyahan ng temperatura ng paligid. Dahil dito:
-
isagawa lamang ang mga operasyon sa isang temperatura ng hangin mula +10 hanggang +20 ° C;
-
tiyaking ang direktang sikat ng araw ay hindi mahuhulog sa aparato;
-
dapat walang mga draft sa pagsukat at pagmamarka ng silid;
-
huwag mag-install ng mga gage sa taas na malapit sa mga aparato sa pag-init;
-
huwag sukatin ang masyadong mainit o malamig na mga bahagi;
-
bago isagawa ang mga pagpapatakbo, bigyan ang oras ng instrumento upang umakma kung ito ay dinala mula sa kahit saan.
Nakasalalay sa laki ng mga workpiece, ang panahon ng pagbagay ay maaaring mag-iba mula 15 minuto hanggang 8 oras.
-
Kapag dumampi ang dalawang katawan, nagaganap ang mga panginginig na hindi mahahalata sa hubad na mata. Samakatuwid, kailangan mong maghintay nang kaunti bago basahin ang mga resulta.
-
Huwag masyadong pipilitin. Maaaring yumuko ang binti. Kahit na ang isang hindi mahahalatang liko ay hahantong sa kasal.
Mga uri ng gauge sa taas
Ayon sa GOST 164-90, maaari ang mga gauge sa taas
ginawa sa tatlong mga bersyon, naiiba sa uri ng aparato sa pagbabasa.
Ang frame feed ay pareho sa lahat ng mga kaso at micrometric.
Ang mga tool ng unang uri ay nilagyan ng vernier scale at
minarkahan ng kumbinasyon ng titik ШР. Ang haba ng Vernier ay maaaring 9, 19 at 39
mm o 19 at 39 mm depende sa kung gaano kahalaga pagbibilang ng vernier
(0.1 at 0.05 mm, ayon sa pagkakabanggit). Mahabang stroke sa lata ng vernier
naka-sign na may buong numero, gayunpaman, nagsasaad ng isang maliit na bahagi ng isang buong dibisyon.
Ang mga gauge sa taas ay nilagyan ng isang aparato sa pagbasa sa
ang anyo ng isang pabilog na sukat, na ginawa sa ilalim ng tatak ng pangalan ShRK. Dapat ang aparato sa pagbasa
tiyakin ang pagkakahanay ng arrow na may zero mark ng dial. Distansya
sa pagitan ng gilid ng mga marka at ang arrow ay hindi dapat lumagpas sa 0.7 mm, at ang peligro ng paghahati
- mas mababa sa 1 mm.
Ang pangatlong uri ng sukat sa taas - ШШЦ - ay ibinibigay ng elektronikong
(digital) na aparato ng readout, interface para sa pagpapakita ng mga pagbabasa sa isang panlabas
aparato (PC) at built-in na supply ng kuryente. Ang tool na uri ng SHRT ay idinisenyo
para sa buo o bahagyang pag-automate ng mga sukat at matiyak na tama
mga pahiwatig kapag inililipat ang frame sa isang bilis na lumalagpas sa 0.5 m / s.