Paano pumili
Kapag pumipili ng isang pagpupulong at welding table, kinakailangang isaalang-alang:
Ang mesa ng hinang ay dapat na may mataas na lakas at tigas;
Magkaroon ng kinakailangang kakayahan sa pag-aangat upang gumana sa mga nakaplanong produkto;
Upang maisagawa ang mga kumplikadong pagpapatakbo sa mga produkto, dapat magbigay ng isang pangkabit na sistema para sa pag-install ng mga accessories at pag-aayos ng mga produkto. Ang pagpili ng sistema ng pangkabit ay nakasalalay sa diameter ng ginamit na tool. Ang mas malaki ang lapad ng tooling, mas maaasahan ang produkto ay maaaring ma-secure.
Tukuyin kung kinakailangan ang plasma nitriding. Kung ang isang malaking halaga ng trabaho ay pinlano, kung gayon kinakailangan ang plasma nitriding, kung hindi man ay maaari kang bumili ng isang ordinaryong mesa, at gumamit ng isang non-stick na likido o isang espesyal na spray upang maprotektahan ang ibabaw nito mula sa welding spatter.
Gayundin, ang mesa ng hinang ay maaaring karagdagan na nilagyan ng isang sistema ng maubos. Ang isang welding table na may isang exhaust hood ay magbibigay-daan sa panahon ng trabaho upang maalis ang maruming hangin sa pamamagitan ng outlet mula sa lugar na pinagtatrabahuhan, sa gayong paraan maprotektahan ang welder at ang mga nasa paligid niya mula sa mapanganib na mga impurities.

Sa kumpanya ng MOSSklad maaari kang mag-order ng de-kalidad na unibersal na mga mesa ng hinang ng iba't ibang mga karaniwang sukat batay sa iyong mga pangangailangan at mga katangian sa produksyon. Nagbibigay kami ng mga propesyonal na mesa ng hinang TEMPUS (Alemanya) at mga talahanayan ng pagpupulong ng domestic production RUBOV.
Mga clamp
Ang clamp ay itinuturing na isang unibersal na tool, dahil maaari nitong maisagawa ang parehong mga pag-install at pag-andar ng fixation. Walang solong uri ng mga clamp, ngunit ang tool na ito ay dapat na kinakailangang nasa arsenal ng anumang manghihinang. Sa teoretikal, ang hinang nang walang paggamit ng mga clamp ay posible, ngunit magbabayad ito para sa nasayang na oras, abala at, pinakamahalaga, hindi magandang kalidad.
Ang pag-andar ng clamp ay nakasalalay sa kung ang laki ng lalamunan ay naaayos. Mayroong mga mabilis na pag-clamping na aparato batay sa pag-clamping gamit ang isang mekanismo ng cam. Gayunpaman, ang isang salansan ay hindi maaaring ayusin ang ganap na anumang koneksyon, kaya't ang manghihinang ay dapat magkaroon ng maraming uri ng mga naturang tool nang sabay-sabay. Ang mga welding clamp ay may isang tampok - ang mga ito ay gawa sa metal. Ang mga tool ng karpintero ay may mga elemento ng plastik o kahoy.
F-hugis
Ang diagram ng eskematiko ng aparatong F-hugis na clamp ay medyo simple, kaya madalas ang mga produktong lutong bahay ay matatagpuan sa arsenal ng welder. Binubuo ito ng isang metal frame (gulong) kung saan ikinakabit ang dalawang panga. Ang ilan sa mga espongha ay maaaring ilipat, habang ang iba ay hindi gagalaw. Sa ilang mga kaso, ang walang galaw na panga ay dinisenyo bilang isang extension ng kama. Ang palipat-lipat na panga ay hinihimok ng isang turnilyo na may hawakan.
Ang isang mekanismo ng mabilis na paglabas ay inaalok bilang isang kahalili. Pinalitan nito ang palipat-lipat na panga at pinapayagan kang mas mabilis na ikabit ang mga bahagi. Karaniwan, ang isang medyo mataas na puwersa (hanggang sa 10,000 N) ay maaaring makuha sa F-clamp.
Hugis G
Ang mga nasabing clamp ay ginawa sa anyo ng isang bracket kung saan ang parehong mga panga ay mananatiling nakatigil. Ang pag-aayos ng mga bahagi ay isinasagawa sa pamamagitan ng paghihigpit ng tornilyo. Ang mekanismong ito ay may isang kalamangan - walang panga-play. Ngunit sa kapal ng mga naka-fasten na bahagi, ang mga clamp na hugis G ay napaka-limitado.
Sulok
Kung kinakailangan, ayusin ang mga bahagi sa tamang mga anggulo, gumamit ng mga clamp ng sulok. Pinapayagan ka ng mas sopistikadong mga aparato na ayusin ang anggulo ng pag-aayos. Ang mga sangkap na bumubuo ng naturang mga clamp ay ang katawan at ang salansan. Ang clamp ay maaaring maging solong-tornilyo o dalawang-tornilyo. Ang mga takong ng compression ay direktang nakikipag-ugnay sa produkto.









Tapusin
Ang mga nasabing aparato ay idinisenyo upang ayusin ang naka-weld na elemento sa dulo ng bahagi. Sa hitsura, malabo nilang kahawig ang mga clamp na hugis G, gayunpaman, magkakaiba sila sa dalawang karagdagang mga clamping screw.
Mga clamp ng sulok
Ito ay isang serye ng mga lubos na dalubhasang clamp. Sa kanilang tulong, posible na tiyak na sumali sa hugis na bakal sa mga tamang anggulo. Ang mga nasabing clamp ay kailangang-kailangan sa paggawa ng mga frame at frame. Pinapayagan ka ng anggulo na salansan na hinangin mo ang mga dulo ng mga tubo, sulok, channel, atbp.
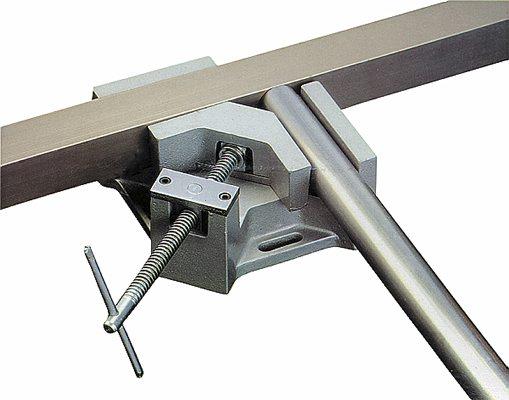
Makilala ang pagitan ng mga mobile at hindi nakatigil na clamp. Ang mga clamp ng uri ng mobile ay maaaring magamit nang lokal, iyon ay, direkta sa istraktura ng metal mismo. Ang mga clamp na nakatigil ay mahigpit na nakakabit sa tuktok ng talahanayan ng isang workbench ng isang locksmith o pagpupulong / welding table. Pinapayagan ng mga nakatigil na clamp na sumali sa mga pinagsama na produkto sa isang lugar, na positibong nakakaapekto sa kawastuhan ng mga gawaing istraktura. Napatunayan ng maayos ng mga nakatigil na aparato ang kanilang sarili sa serial at masa na paggawa ng mga istrukturang metal.
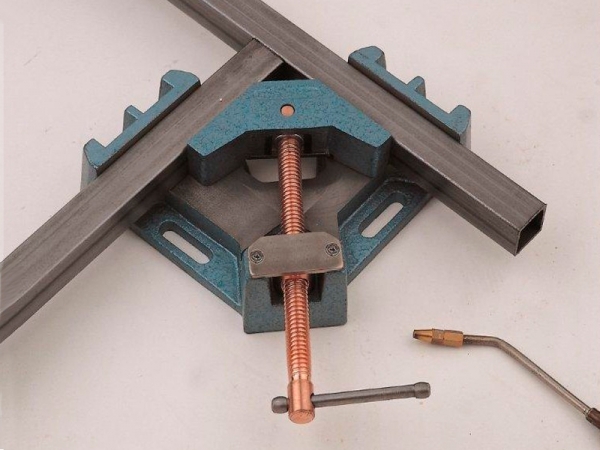
Ang mga klasikong clamp ng anggulo ay nag-aayos ng mga workpiece na may clamping jaws. Sa mas modernong mga modelo, ang pag-aayos ng pinagsama na metal ay natanto dahil sa mga puwersang pang-magnet. Ito ay sapat na upang mailagay lamang ang mga workpiece sa mga gabay, ang gumulong metal mismo ay "dumidikit" sa clamp. Ang mga magnetikong clamp ay simple at maaasahan sa disenyo.
Ang mahina na punto ng mga clamp ng anggulo ng magnetiko ay ang kakayahang magtrabaho lamang sa mga workpiece ng metal na nagpapakita ng mga katangian ng magnetiko. Ang mga clamp na may clamping jaws ay maaaring dock ng aluminyo, haluang metal na bakal, tanso at lahat ng mga uri ng mga haluang metal na hindi tumutugon sa isang pang-akit.
Universal fittings para sa pagpupulong para sa hinang
Ang mga tool sa pangkalahatang layunin ng pagpupulong ay karaniwang simple at portable. Hindi nila palaging nagbibigay ng kinakailangang kawastuhan at idinisenyo upang suriin ang tamang mga sukat ng pagpupulong at pag-install.
Ang mga portable clamp ay idinisenyo upang ayusin ang kamag-anak na posisyon ng mga bahagi na hinangin. Maaaring magamit ang mga clamping device kapag hinang ang ilang mga bahagi, pati na rin sa paggawa ng mga pagpupulong at istraktura. Sa kasong ito, nilagyan ang mga ito ng mga stand, racks at iba pang kagamitan sa auxiliary. Ginawa ang mga ito sa anyo ng mga clamp at bolt clamp, na nagbibigay-daan sa iyong magtipon ng mga bahagi ng anumang profile.
Ginagamit ang wedge at clamping bracket upang tipunin ang mga produkto mula sa sheet metal para sa hinang. Ginagamit ang spring clamp upang ayusin ang mga manipis na sheet at maikling bahagi na gawa sa profiled steel.
| bracket ng kalang | clip | clip ng tagsibol |
Ang mga sipit ay pangunahing ginagamit para sa pag-install ng malalaking istraktura. Ang mga indibidwal na elemento ng clamp ay pansamantalang hinang sa mga naka-assemble na bahagi, at inalis pagkatapos ng hinang. Ang mga clamp ay matibay at nababagay.
Ginagamit ang mga kurbatang upang dalhin ang mga gilid ng mga bahagi upang ma-welding nang mas malapit sa mga tinukoy na sukat. Ang pinakalaganap ay ang mga tornilyo.
Itali sa bolt at welded elbows para sa hinang na malalaking istraktura ng sheet metal.
Ang clamping aparato na may welded pansamantalang elbows para sa assembling pipes. Ginagamit ito sa isang limitadong lawak at sa mga tubong carbon steel lamang.









Ang tornilyo para sa assembling ng mga istraktura at bahagi mula sa sheet, strip at profile na mga produkto.
Lever-screw coupler.
Para sa pagpupulong ng mga kasukasuan ng tubo, ang mga aparato ng clamping ng tornilyo na uri ng salansan ang pinaka ginagamit, na hindi lumilikha ng isang mahigpit na pangkabit ng mga elemento ng pag-abut.
Ginagamit ang mga spacer at jack para sa pag-aayos ng mga produkto na may saradong profile mula sa loob, para sa pag-level ng mga gilid ng mga produktong cylindrical, para sa pag-aalis ng mga dent, atbp. Kung ang mga hinang na produkto ng silindro, ginagamit ang mga spacer kasama ang mga clamping ring. Kung ang diameter ng mga shell ay maliit, ang mga ring ng spacer ay ginagamit, at para sa mga malalaking diameter, ang mga screw spacer o jacks ay ginagamit. Ang mga puwersa sa struts at jacks ay nabuo ng mga mechanical, hydraulic o pneumatic drive.
Inilaan ang mga sentralisador para sa pag-aayos ng mga indibidwal na tubo o mga katulad na produkto, upang wala silang shift at pag-ikot sa mga direksyon ng tatlong coordinate axes. Pinapayagan ka nilang pagsamahin ang mga cylindrical na ibabaw ng mga produkto ng pag-abut (mga tubo, mga seksyon ng tubo, atbp.) Para sa hinang. Nakasalalay sa posisyon ng mga sentralisador na may kaugnayan sa mga mounting ibabaw, ang mga sentralisado ay nahahati sa panlabas (paghawak) at panloob (spacer). Ginagamit ang mga panlabas na sentralisador kapag nag-iipon ng mga tubo sa mga seksyon para sa hinang sa mga blangko na base o sa lugar ng mga lugar ng konstruksyon. Bagaman magkakaiba ang disenyo ng panlabas na mga sentralisador, ginagawa nila ang parehong operasyon upang matiyak ang pagkakahanay at pagkakahanay ng mga dulo ng dulo ng mga tubo (tingnan ang larawan sa ibaba).
| Mga Plier para sa mga tubo na may diameter na hanggang 40 mm | Screw clamping device para sa mga tubo hanggang sa 60 na mm |
Ang mga sentralisador para sa pagpupulong ng malalaking mga tubo ng lapad ay maaaring maging kasangkapan sa lugar ng clamping screw na may isang haydroliko na silindro ng kuryente. Ang panlabas na haydrolikong sentralisador ay isang kadena ng lamellar na doble-hilera, na hinatak sa mga dulo ng mga tubo upang maisama ng isang jack na nakalagay sa loob ng bracket. Ang jack ay hinihimok ng isang haydroliko pumping station.
Panlabas na hydraulic centralizer na TsNG-1220
1 - kadena; 2 - thrust roller; 3 - staples; 4 - pagtatapos ng link; 5 - jack; 6 - tornilyo.
Ang mga panloob na sentralisador ay nagbibigay ng pinakamataas na kalidad ng pagpupulong ng tubo dahil sa isang mas tumpak na pagkakahanay ng kanilang mga gilid. Kapag nakasentro, ang magkasanib ay bukas mula sa labas, na nagbibigay ng libreng pag-access sa lugar ng hinang. Ang paggamit ng panloob na mga sentralisador ay ginagawang posible upang madagdagan ang pagiging produktibo at ang antas ng mekanisasyon ng pagpupulong para sa hinang kapwa umiikot at di-umiinog na mga kasukasuan ng tubo.
Maginhawa 90 ° hinang
Pinapayagan ka ng mga magnet na hinang na hawakan ang piraso ng trabaho upang ma-welding sa isang anggulo ng 90 °.
Upang makagawa ng welding welding na hindi masyadong mahirap at gawin nang walang katulong, nakagawa sila ng mga magnet na hinang na humahawak ng mga tubo sa anggulo na 90 °. Dati, ang mga aparato para sa ganitong uri ng trabaho ay ginawa nang hindi ginagamit ang mga magnet.
Kakailanganin nito ang mga sumusunod na materyales:
- parisukat na metal na may gilid na 20-25 cm;
- isang piraso ng isang parisukat na tubo;
- 3 maliit na bolts at mani para sa kanila;
- isang makapal na bolt na may diameter na 4 cm at isang nut 35;
- drill, drill;
- isang maliit na silindro ng metal na may diameter ng isang bolpen;
- ang may hawak para sa silindro, sa katunayan, ang hawakan nito;
- makina ng hinang.
Ang mga tubo na 20 at 15 cm ang haba ay hinangin sa parisukat, sa mga maaaring palitan na gilid, sa mga sulok mismo, upang ang mga dulo ng mga tubo ay nasa tapat ng gilid ng parisukat.
Gumawa ng dalawang bahagi ng pantulong. Welde ng isang hugis ng U na pigura mula sa parehong mga tubo, mga 10 cm ang haba. Gamit ang parehong mga tubo, hinangin ang pangalawa sa anyo ng isang isosceles trapezoid na may mga base na 11.5 cm at 5.4 cm.










Ang mga pagkalkula ay dapat na maisagawa nang mas tumpak, ang anggulo na nabuo sa intersection ng mga bahagi ng gilid ay dapat na 90 °, kaya ang haba ng mga base ay eksaktong depende sa lapad ng mga tubo.
Sa mga gilid ng parisukat sa sulok kung saan ang mga tubo ay hindi hinangin, gumawa ng isang isosceles na tatsulok na hiwa. Weld dito ng isang hugis ng U, na dati ay drill isang butas sa gitna ng itaas na rektanggulo para sa isang maliit na bolt. Ang isang 4 cm na lapad na bolt na may isang kulay ng nuwes ay dapat ilagay sa puwang sa pagitan ng parisukat at ng pigura.
Maglakip ng hawakan sa bolt; dahil maaari kang gumamit ng isang kulay ng nuwes na may butas kung saan malayang gumagalaw ang isang manipis na tungkod.
Sa isang maliit na silindro na may haba ng mas maliit na base ng trapezoid, sinulid para sa kinuha na maliliit na bolt. Thread kasama ang dulo ng malaking bolt, isentro ito.
Sa punto ng intersection ng diagonals ng trapezoid, gumawa ng isang butas sa parehong mga naturang bahagi. Ang isang cylindrical na bahagi ay ipapasok sa pagitan ng mga ito, kung saan ang isang thread ay dating ginawa at isang butas ay drilled sa gitna.Para sa karagdagang pagpupulong ng aparato, kinakailangan upang maghanda ng isang 35 nut para sa isang bolt na 4 cm ang lapad; para dito, gumawa ng isang pamamagitan ng thread sa isang gilid nito, nang hindi nakakaapekto sa kabaligtaran na mga gilid.
koneksyon sa sulok
Ang lahat ng karagdagang pagpupulong ay binubuo sa tamang pagkakasunud-sunod ng pagkakabit ng mga bahagi. Sa bolt na may hawakan na nakakabit, maglagay ng isang sinulid na kulay ng nuwes, pag-on hanggang sa halos sa base. Ikabit ang cylindrical na bahagi sa dulo ng bolt, na may drilled hole sa babaeng thread, at i-fasten ito ng isang maliit na bolt. Susunod, inaayos namin ang pigura ng trapezoidal gamit ang mga bolt, isa sa mga ito ay recessed sa thread ng bahagi ng cylindrical, ang pangalawang ayusin ang pagsasaayos mula sa itaas, sa pamamagitan ng thread ng parehong silindro na pigura. Ang isang bolt na may isang nakahandang bahagi sa tuktok nito ay hinila sa ilalim ng suportang hugis U, inaayos ang isang sinulid na nut sa ilalim nito. I-fasten ang bolt gamit ang isang bolt na dumaan sa gitna ng hugis ng U na pigura at na-screw sa espesyal na thread ng isang espesyal na nut. Ang aparato, sa katunayan, handa nang gamitin. Sa pamamagitan ng pag-ikot ng hawakan ng bolt, maaari itong maluwag. Sa pamamagitan ng pagpasok ng mga tubo sa tamang mga anggulo, pag-aayos ng kabit, maaari kang magwelding.
Ang mga aparato ng ganitong uri ay isang mahusay na kapalit ng mga hinangong magnet, na maaaring masyadong mahal para sa simpleng paggamit ng sambahayan.
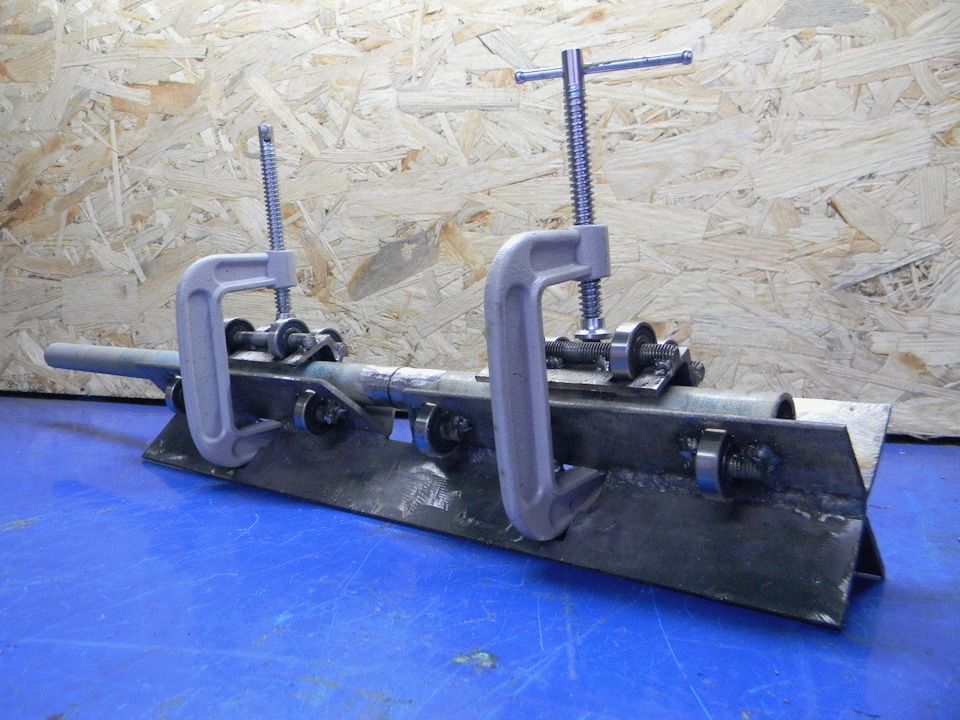
Pipe clamp
 Ang welding metal pipes na end-to-end ay isang kumplikadong operasyon. Ang hinang ng tubo sa natapos na system ay itinuturing na mas simple. Ang istraktura para sa mga naturang kaso ay gawa sa isang sulok ng metal at mga plate na bakal. Ang mga halves ng tulad ng isang aparato ay dapat na maayos gamit ang tradisyunal na pamamaraan, lalo na sa may sinulid na studs. Bilang isang resulta, ang isang sapat na simple at mabisang disenyo ay maaaring makuha, na kung saan ay lubos na mapadali ang trabaho kapag hinang ang mga tubo na may iba't ibang mga disenyo.
Ang welding metal pipes na end-to-end ay isang kumplikadong operasyon. Ang hinang ng tubo sa natapos na system ay itinuturing na mas simple. Ang istraktura para sa mga naturang kaso ay gawa sa isang sulok ng metal at mga plate na bakal. Ang mga halves ng tulad ng isang aparato ay dapat na maayos gamit ang tradisyunal na pamamaraan, lalo na sa may sinulid na studs. Bilang isang resulta, ang isang sapat na simple at mabisang disenyo ay maaaring makuha, na kung saan ay lubos na mapadali ang trabaho kapag hinang ang mga tubo na may iba't ibang mga disenyo.
Ang iba pang mga uri ng disenyo ay magagamit, tulad ng mga gears ng cam, strap at wire clamp, na maaaring maging kapaki-pakinabang para sa pagtatrabaho sa mga tukoy na disenyo, kabilang ang partikular na mahina at manipis na mga. Gayunpaman, ang kanilang paggawa ay paksa ng magkakahiwalay na mga master class at mga artikulo sa dalubhasang mapagkukunan.
Ang mga homemade clamp ay kailangang-kailangan na mga katulong para sa sinumang manggagawa na nagtatrabaho sa mga bahagi at produkto ng metal at kahoy. Ang paggawa sa kanila ay medyo simple at kapanapanabik.
Mahalagang sundin ang teknolohiya ng pagmamanupaktura, hanapin ang pinakamahusay na mga tagubilin at video. Maaari kang bumili ng clamp, ngunit maaaring hindi magkasya ang mga ito sa huli dahil sa pagiging tiyak ng mga blangko o trabaho
Iyon ang dahilan kung bakit dapat kang gumawa ng iyong sariling mga clamp. Ang matagumpay na trabaho na may iba't ibang mga blangko at paggawa ng mga homemade quick-clamping clamp!










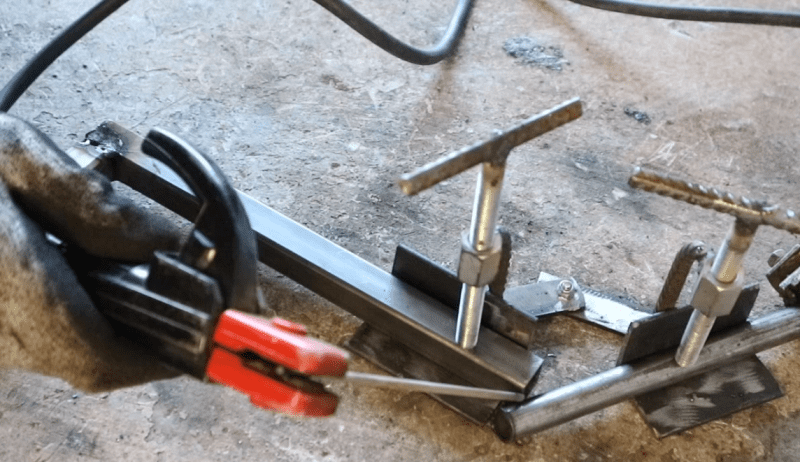
Hakbang 6: angulo ng clamp sa aksyon



Ang homemade corner clamp ay maaaring magamit sa parehong labas at loob. Ito ang dahilan kung bakit ang lahat ng mga hinang ay ginawa sa ilalim. Ipinapakita ng larawan ang mga halimbawa ng paggamit, kung aalisin ko ang mga tubong ito, karagdagan kong ise-secure ang mga ito sa mga ordinaryong clamp. Nagpapakita ang huling larawan ng isang halimbawa ng pagdaragdag ng isang patayong elemento. Ipinapaliwanag din nito kung bakit ang puwang sa pagitan ng mga braso ay hindi dapat maging masyadong malaki - kung hindi man, ang patayong tubo ay madulas sa butas.
Mag-ingat kapag ang mga hinang na tubo sa labas - ang panloob na radius ng liko ng anggulo ay maaaring makagambala sa pag-clamp ng tubo. Tiyaking suriin ang puntong ito bago magpatuloy sa hinang ng tubo.
Sasabihin ko sa iyo kung paano gumawa ng isang bagay sa mga sunud-sunod na larawan at tagubilin sa video.
Mga kagamitan sa pagpapanatili ng lugar ng hinang
Ang kaginhawaan ng posisyon ng manghihinang kapag nagtatrabaho sa mga malalaking sukat na produkto ay ibinibigay ng mga duyan, stepladder, pati na rin mga espesyal na platform. Ang mga platform ay dinisenyo upang mapaunlakan ang mga welder at kagamitan sa hinang, pati na rin upang ilipat ang mga ito sa lugar ng hinang.Ginawa ang mga ito para sa isa o higit pang mga welder at maaaring maging mobile (self-propelled o hindi self-propelled), portable at nakatigil. Ang figure ay nagpapakita ng isang unibersal na platform na maaaring ilipat sa kahabaan ng workpiece upang ma-welded, tumaas at mahulog depende sa antas ng hinang, at ilipat sa direksyon ng workpiece.
Paano pumili
Bago bumili ng isang salansan, kailangan mong maunawaan na walang solong (unibersal) na uri ng mekanismo ng clamping na angkop para sa lahat ng mga okasyon sa buhay. Ang bawat isa sa mga pagkakaiba-iba ng mga aparatong ito ay dinisenyo para sa mga tiyak na gawain.
- Kung kailangan mong magwelding 2 piraso sa isang anggulo ng 90 degree, at mayroon ka lamang G-clamp na malapit, napakahirap malutas ang problema sa kanilang tulong, lalo na kung hinang mo ang mga bilog na tubo.
- Ang isang anggulo na clamp ay hindi rin makakatulong kung kailangan mong magwelding ng 2 sheet ng metal na magkasama sa parehong eroplano.
Samakatuwid, ang pagganap ng ilang gawaing hinang ay dapat lapitan nang responsableng, alam nang eksakto kung anong uri ng kasangkapan sa pandiwang pantulong ang kakailanganin sa isang partikular na kaso.

Bigyang pansin ang lugar at kapal ng mga panga ng clamping: mas malawak at mas makapal ang mga ito, mas maraming puwersa sa pag-clamping na makatiis (at ang lugar ay magbibigay din ng isang ligtas na mahigpit na pagkakahawak ng workpiece). Napakahalaga ng mga parameter na ito na hindi dapat maliitin, sapagkat sa panahon ng hinang, ang metal ay madalas na humihila palayo sa sobrang pag-init, at ang mga walang prinsipyong clamp ay magpapahintulot sa mga bahagi na ma-welding upang ilipat.
Hindi maiiwasang humantong ito sa scrap o sa karagdagang pag-igting ng workpiece para sa kasunod na hinang.
Kinakailangan na bigyang-pansin ang thread at ang disenyo ng mga koneksyon sa tornilyo. Tulad ng nabanggit kanina, kanais-nais na sila ay maubusan - ito ang pinakamahusay na solusyon
At tingnan din ang mayroon nang pitch pitch - mas malaki ito, mas maraming puwersa sa pag-clamping na makatiis ang nut. Mahusay na piliin ang maximum na hakbang, dahil ang naturang produkto ay tatagal nang mas matagal.







Ang laki ng clamp ay pantay na mahalaga sa pagpili ng perpektong tool. Indibidwal ang lahat dito, kaya't ang ekspresyong "mas" sa kasong ito ay hindi nangangahulugang "mas mabuti" sa lahat. Masyadong malaki ang isang clamp ay hindi maaaring gamitin sa isang maliit na istraktura, at ang isang maliit, marahil, ay maaaring hindi sapat upang i-clamp ang dimensional na elemento. Iyon ang dahilan kung bakit ang sukat ng clamp na bibilhin ay dapat na batay sa maximum na lapad ng dalawang bahagi upang ma-welding (kasama ang isang maliit na puwang).

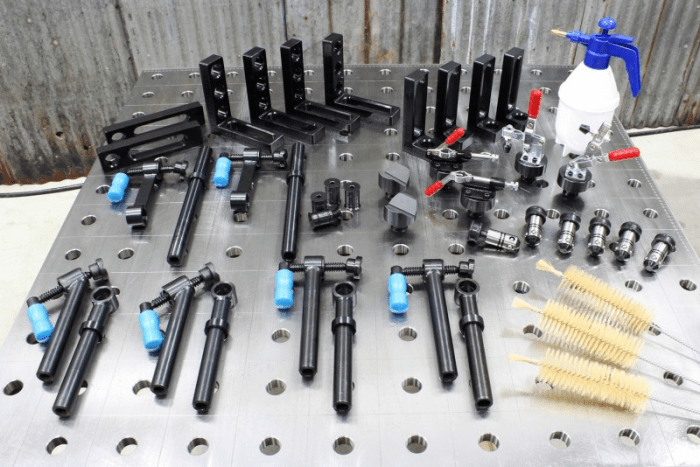
Para sa isang pangkalahatang ideya ng mga clamp ng Bessey, tingnan sa ibaba.