Mga Panonood
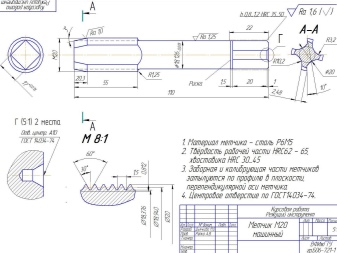
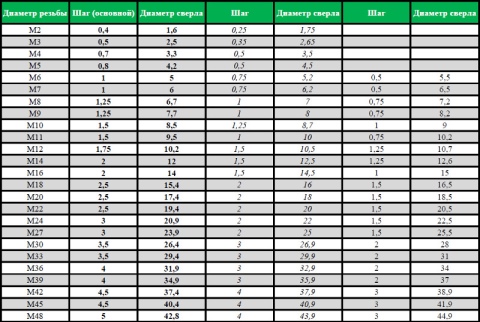
Ang mga advanced na tool sa paggupit ay may maraming mga kumbinasyon at ang bilang ay patuloy na lumalaki. Dahil ang naturang drill ay ginagamit nang sabay-sabay para sa pagbabarena at pag-tap, ang kabit ay binubuo ng 2 bahagi. Ang una ay ang drill, ang pangalawa ay ang gripo. Mayroong 2 uri ng pinagsamang mga instrumento na ito.
Ang uri na inilarawan sa itaas ay ginagamit para sa mga butas ng pagbabarena at pagkuha ng mga thread na may malawak na pitch ng mga liko. Ang mga nasabing operasyon ay ginaganap sa manipis na metal. Sa kasong ito, ang mababang mga kinakailangan ay ipinataw sa kawastuhan ng sinulid, ang mga butas ay natapos. Sa kasong ito, ang drill ay may haba na 2-2.5 diameter ng pangalawang yugto - ang tapikin.

Ang isa pang uri ng pinagsamang drill-tap ay binuo ng mga taga-disenyo ng Riga. Ang uri na ito ay mas malakas kaysa sa unang uri, na may mas tumpak na mga tagapagpahiwatig. Pinuputol nito ang mga thread na may isang maliit na pitch ng turn, na nagbibigay ng isang mataas na kalidad na trabaho. Ang hakbang ng drill ay isa at kalahating beses na mas mahaba kaysa sa haba ng seksyon ng pagbabarena, ang thread ay maaaring gawin sa malaki at maliit na liko.
Ang pangalawang yugto pagkatapos ng drill ay ginawa sa anyo ng parehong spiral at pupunan ng mga ngipin na pumutol sa metal, kumikilos bilang isang gripo. Ang anggulo na pag-aayos ng mga piraso ng tool ay nagdaragdag ng paglaban nito sa labis na karga sa panahon ng operasyon. Sa kasong ito, ang pagtanggal ng mga chips ay nangyayari nang mas malaya.

Ang mga makabuluhang pagkakaiba sa pagitan ng iba't ibang mga uri ng mga drill ng kombinasyon ay namamalagi sa istraktura ng bahagi ng drill. Isinasagawa ang bahaging ito sa klasikong form - isang drill na may mga spiral. Kapag ang likurang bahagi ng pang-auxiliary na ibabaw ay nasa anyo ng isang silindro, ang tapos na butas ay lumalawak. Ang tool ay maaaring kasama o walang jumper.
Binabawasan ng hugis na ito ang mga pag-load ng ehe, sa gayon pagtaas ng buhay ng tool. Ang downside ay ang kahirapan sa pagmamanupaktura at hasa.

Ang isa pang uri ng drill ay ang pabalik-direksyon na panloob na taper. Ang diskarte na ito ay tumutulong sa sentro ng drill sa panahon ng workflow. Pagkatapos ng trabaho, ang drill ay nag-iiwan ng isang tapered mark, na kung saan ay pagkatapos ay putulin sa panahon ng threading. Sa hugis na pagbabarena, ang mga end chamfer ng iba't ibang mga taas at anggulo ay nababagot. Isang malinaw na kalamangan - hindi mo kailangang gumamit ng isang karagdagang tool, mag-aksaya ng oras sa dalawang operasyon.
Ang mga kawalan ay walang alinlangan na mabibigat na pagkarga sa mga drill band at ang mahabang oras ng operasyon.

Gumagawa ang mga tagagawa ng pinagsamang mga drills sa split at isang piraso na bersyon. Ang gayong tool ay pinuputol ang kanan at kaliwang mga thread, ginawa ito mula sa iba't ibang uri ng mga metal.
Sa kabila ng halatang mga kalamangan, ang tool ay may lubos na makabuluhang mga disadvantages. Ito ay isang mababang kalidad ng thread na may isang matibay na pag-aayos sa chuck ng makina. Ang setting ng kahirapan kapag nakikipag-ugnay sa metal na mahirap iproseso - ang axial feed ay dapat na tumpak na tumutugma sa pitch ng tinukoy na thread.

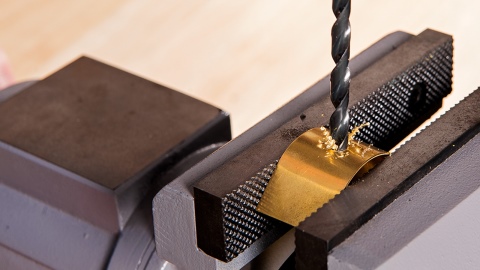
Mga tampok ng pagbabarena sa patlang
Kung ang espesyal na coolant ay hindi magagamit, ang langis ng oliba ay maaaring gamitin sa halip. Angkop din ang gulay dito, kung saan ang proporsyon ng nilalaman ng oleic acid ay 2 beses lamang na mas mababa - 40%. Sa kaganapan na wala sa mga sangkap na ito ay nasa kamay, kung gayon ang ordinaryong mantika o taba ay maaaring sagipin: ang antas ng oleic acid sa kanila ay maaaring umabot sa 44%.








Kapag lumilikha ng mga butas, kinakailangan upang itakda ang minimum na bilis na hindi hihigit sa 200 rpm. Ang ilang mga modelo ng drill ay walang kakayahang pumili ng rpm.Sa kasong ito, nalulutas ang problema sa pamamagitan ng paggamit ng "on-off" na pamamaraan, kung saan ang isang depression sa materyal ay nilikha dahil sa pagkawalang-galaw.
Panatilihing mas mababa ang feed sa drill hangga't maaari
Sa parehong oras, mahalaga na ito ay pare-pareho
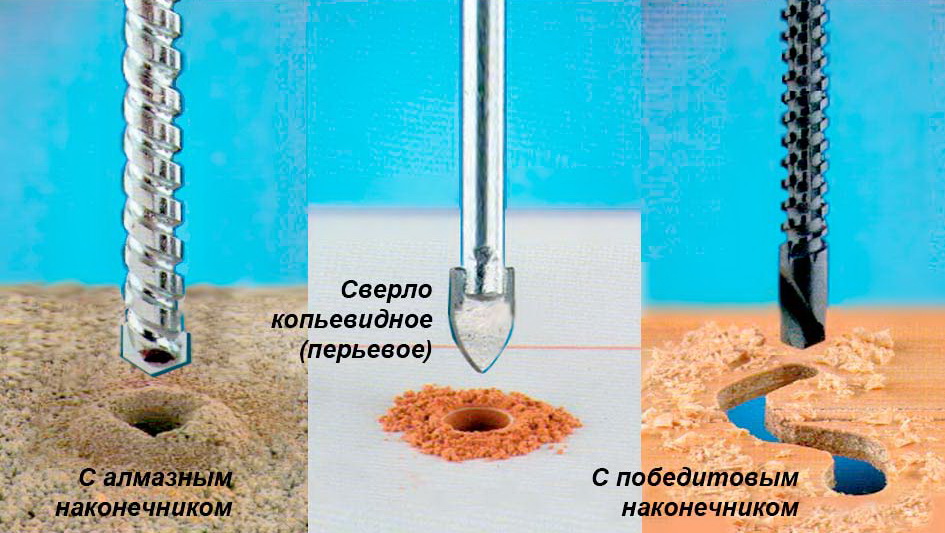
Paano naiiba ang mga drayber ng HSS mula sa mga modelo ng karbid
Una sa lahat, ang mga drayber ng HSS ay naiiba mula sa mga dride ng karbid sa kanilang materyal na teknolohiya.
-
Ang bakal na may bilis na bilis ay ginawa sa pamamagitan ng pagdaragdag ng tungsten, chromium, molibdenum at iba pang mga bahagi sa carbon steel. Ang materyal ng HSS drills ay may mataas na lakas.
-
Ang sementadong karbida ay isang pinaghalo na materyal na ginawa ng teknolohiyang pulbos na metal at binubuo ng mga maliit na maliit na partikulo ng micron. Ang pangunahing sangkap ay tungsten karbid. Karagdagang isama ang titanium karbid, tantalum karbid, atbp.
Ang mga tool ng solidong karbida mula sa HSS drills ay nailalarawan sa pamamagitan ng mas mataas na tigas at paglaban sa init. Gayunpaman, ang mga haluang metal na karbida ay may mas mababang lakas. Natatakot sila sa mga panginginig ng boses at pag-load ng kuryente. Pinipigilan nito ang mga drill ng karbid mula sa ginagamit para sa paulit-ulit na paggupit ng mga workpiece sa mataas na bilis.
Dahil sa kumplikadong teknolohiya ng pagmamanupaktura, mahal ang mga tool sa karbida. Ang mga presyo para sa HSS drills ay makabuluhang mas mababa.
Pagpili ng kinakailangang uri ng mga drills
Ang karamihan sa mga tool sa kuryente ay ibinebenta na may isang karaniwang hanay ng mga drills, ang pagkakaiba lamang sa laki. Para sa ilang mga gawain, ang set na ito ay hindi sapat; kinakailangan na pumili ng iba pang mga uri ng drills.
Spiral
Ginagamit ang mga twist drill kapag nagtatrabaho sa kahoy. Diameter - 3-5-5 mm. Ang mga sample ay ginawa ng isang matulis na dulo. Tinitiyak nito ang katatagan ng tool sa workpiece na pinoproseso, hindi kasama ang pagdulas. Pinapayagan ka ng taper shank na markahan ang drilling point.
Ang bilang ng mga rebolusyon ay direktang nakasalalay sa diameter ng produkto, iyon ay, ang bilis ng pagbabarena ay baligtad na proporsyonal sa diameter ng drill.
Kaya, kapag bumubuo ng mga butas sa malambot na kahoy gamit ang isang drill na may diameter na 14 mm, ang pinakamainam na parameter ay magiging 1800 rpm, sa kaso ng matapang na kahoy, ang mode ay nahati, hanggang 900 rpm. Kasunod sa panuntunan, maaari mong pahabain ang panahon ng pagpapatakbo.
Mahaba
Ang mga sukat ng tool ng kuryente ay dapat isaalang-alang. Ang isang drill na may diameter na 10 millimeter ay maaaring 45 cm ang haba at timbangin ang tungkol sa 3 kg. Ang isang ordinaryong drill sa sambahayan, na nilagyan ng gayong drill, ay hindi makakagawa kahit na ilang pag-ikot. Ang ganitong uri ng drill ay pinakamahusay na mai-install sa electric drill / mixer na tumatakbo sa mababang bilis.
Ang mas payat ng drill, mas maikli at mas mababa ang timbang. Mahaba at payat ay masisira kapag nagtatrabaho.









Tornilyo
Ang mga tornilyo, o auger, na mga produkto ay drilled sa kahoy laban sa paglaki ng mga hibla nito. Ang diameter at haba ay nasa direktang proporsyon. Kaya, ang pinakamaliit na drill sa linya na may diameter na 10 mm ay may haba na 400 mm. Ang twist drill na may diameter na 50 mm ang haba ay umabot sa 1100 mm. Mayroong isang tornilyo na may isang pinong thread sa dulo ng mga produkto. Ang bahagi ay mahusay na nakakaya sa paglisan ng maliit na tilad.
Kasama rin sa kategoryang ito ang drill ng Lewis, na mayroong isang pagsasaayos ng serpentine na may diameter na 10-60 mm.
Ipinapakita ng talahanayan ang mga presyo para sa mga drill ng twist.
|
Tatak |
Diameter |
Haba, mm |
Timbang (kg |
Presyo, kuskusin |
|
Matatag |
12 mm |
230 |
0,135 |
120 |
|
Nammer |
20 mm |
460 |
0,480 |
672 |
|
Haisser |
25 mm |
460 |
0,580 |
758 |
|
Mga Pqtool |
30 mm |
230 |
0,520 |
520 |
|
Anchor |
35 mm |
460 |
1,2 |
801 |
|
Bison |
40mm |
600 |
1,28 |
2114 |
Mayroong mahabang drills na may mga hawakan para sa malalim na pagbabarena ng butas. Pinapayagan ka ng manu-manong aparato na tumagos sa materyal hangga't kinakailangan.









Balahibo
Pinapayagan ka ng mga drill ng panulat na lumikha ng isang malaking butas nang hindi nangangailangan ng isang espesyal na tool. Ang drill ay hindi nagbibigay para sa paglisan ng maliit na tilad, tulad ng kaso ng mga sample ng spiral at tornilyo. Ito ay isang problema kapag bumubuo ng malalim na mga butas. Ginagamit ang tool kapag ang pagbabarena ng mga workpiece na gawa sa kahoy, chipboard na may kapal na hindi hihigit sa 20 cm. Kung kinakailangan, maaari kang gumamit ng isang espesyal na cord ng extension.
Forstner drill
Ang mga forstner boraxes ay ginagamit sa paggawa ng mga kasangkapan.Pinapayagan ka nilang gumawa ng bulag na butas na may ganap na patag na ilalim. Mayroong iba't ibang mga diameter. Ang isang analogue ng elementong ito ng pagbabarena ay isang ballerina, na binubuo ng isang centering drill at lateral incisors. Ang modelo ay may isang aparato na nagbibigay-daan sa iyo upang itakda ang kinakailangang diameter ng hinaharap na butas.
Singsing
Ang mga ring drill, o mga korona, pinapayagan kang magproseso ng iba't ibang mga materyales (depende sa pag-spray), ay ginagamit sa pagtatayo, pagkumpuni, mga butas ng lagari na may malaking lapad.
Sa hitsura, ang mga borers ng korona ay kahawig ng isang singsing na may matalim na ngipin na matatagpuan sa gilid.
Mayroon ding mga milling drills, anay. Pinapayagan nila ang proseso ng trabaho upang maisakatuparan ang paggiling - pag-aalis sa isang naibigay na direksyon. Ito ay dahil sa kanilang disenyo. Maaaring gamitin ang router para sa pagtatrabaho sa kahoy, plastik, mga istruktura ng plasterboard.
Countersink
Ginagamit ang countersink kapag kinakailangan upang itago ang mga takip ng mga fastener, upang magbigay ng mga butas para sa mga kumpirmasyon sa kasangkapan. Ang isang pahinga ng isang naibigay na laki ay napili gamit ang isang countersink. Sa karamihan ng mga kaso, ang yunit ng pagbabarena ay nilagyan ng isang 4 mm na maaaring palitan ng center drill na naayos na may clamping screw. Ang disenyo na may countersink ay maaaring karagdagan na nilagyan ng isang lalim na paghinto.
Nababaluktot
Flexible drill - isang nababaluktot na poste, ang isang dulo nito ay naayos sa chuck ng tool ng kuryente, ang iba pa ay nagsisilbing upuan para sa pamutol at iba pang mga elemento ng pagbabarena. Pinapayagan ka ng nguso ng gripo na makapunta sa mga hindi maa-access na lugar.
Disenyo at geometry ng drill
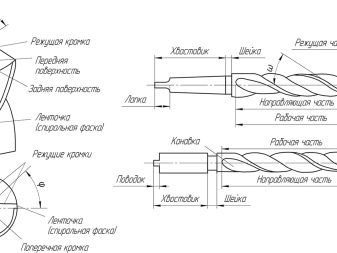
Ang anumang drill, anuman ang layunin at mga tampok na disenyo nito, ay binubuo ng dalawang pangunahing bahagi: isang shank at isang gumaganang bahagi. Naghahain ang una upang ilipat ang pag-ikot mula sa drive sa tool o ayusin ito sa isang nakatigil na estado (sa mga lathes). Ang nagtatrabaho na bahagi ay binubuo ng isang bilang ng mga elemento na direktang sumusuporta sa proseso ng pagbabarena. Ang geometry ng drill ay nakasalalay sa mga tampok ng pagbabarena kung saan ito inilaan, pati na rin ang materyal ng workpiece na naproseso (iba't ibang mga metal, kahoy, plastik, mga pinaghalo, keramika).
Bilang isang halimbawa, kinuha namin ang isa sa mga pinaka-karaniwang uri ng tulad ng isang tool sa industriya: isang pag-drill para sa metal para sa gawaing metal na may isang taper shank (tingnan ang pagguhit sa ibaba). Ang lahat ng mga anggulo ng drill na ipinakita sa ilustrasyon ay para sa pangkalahatang gawaing metal. Sa kaliwa ay isang view sa gilid, at sa kanan - mula sa gilid ng nagtatrabaho dulo (pinalaki).
- Shank. Naghahain para sa clamping ng tool sa spindle o chuck ng makina. Kapag ang pagbabarena ng metal sa mga lathes, ito ay naayos na hindi matatag sa tailstock kono.
- Paggawa ng bahagi. Bumubuo ng isang cylindrical hole (o depression). Binubuo ito ng isang bahagi ng paggupit, ang haba kung saan para sa mga naturang metal drills ay karaniwang kalahati ng kanilang lapad, at isang gabay na may mga uka para sa paglisan ng maliit na tilad.
- Morse taper. Para sa pag-install sa spindles at tailstock ng mga tool sa makina, ginagamit ang isang tool na may isang tapered shank, at para sa clamping sa cam at collet chucks - na may isang cylindrical.
- Paa. Ang mga elemento ng istruktura na ito ay naroroon lamang sa mga taper shanks at idinisenyo upang patumbahin ang tool sa labas ng suliran o arbor.
- Leeg Nagbibigay ng kaginhawaan ng paglapit at pag-retract sa tool ng paggiling kapag ang machining spiral uka. Hindi ito nagsasagawa ng anumang mga gumaganang pag-andar, samakatuwid, ang mga marka ng drill ay karaniwang inilalapat dito (direktang natatak sa metal).
- Bahagi ng gabay. Tinawag din na gauge. Nakasandal sa mga dingding ng butas na na-drill sa metal, ginagabayan ang tool kasama ang axis nito. May kasamang mga spiral ribbed surfaces at chip evacuation groove.
- Ang anggulo ng pagkahilig ng ibabaw ng spiral. Para sa pagproseso ng metal, ito ay 18 ÷ 30 °.
- Chove pagtanggal ng uka. Ang bilis ng pagtanggal ng maliit na tilad ay nakasalalay sa lapad, slope at kalidad ng ibabaw nito.
- Diameter ng paggupit. Katumbas ng distansya sa pagitan ng mga panlabas na gilid ng mga gilid ng paggupit.
- Pagputol ng gilid.Ito ay isang matalim na gilid sa pagitan ng harap na ibabaw (chip uka) at sa likurang ibabaw upang pahigpitin.
- Ang pangunahing anggulo sa itaas. Ang anggulo sa pagitan ng mga gilid ng paggupit ay may isang makabuluhang epekto sa proseso ng paggupit at ang lakas ng tool ng pagbabarena. Para sa gawaing metal, ang pamantayang halaga nito ay 116 ÷ 118 °.
- Bumalik sa ibabaw. Upang mabawasan ang alitan sa cutting zone, ang flank ay pinahigpit sa isang anggulo sa cutting edge. Para sa pagbabarena ng metal, ang halagang malapit sa tape ay dapat na 8 ÷ 12 °.
- Jumper. Bahagi ng istruktura na karaniwan sa parehong mga likuran sa ibabaw.
- Transverse edge. Biglang gilid sa lintel na pinaghihiwalay ang mga likod na ibabaw. Sa wastong paghasa, ang sentro ng geometriko ng bahagi ng paggupit ay matatagpuan sa gitna nito, na dapat na magkakasabay sa axis ng tool.
- Laso. Dalawang piraso ang bahagyang nakausli sa itaas ng mga ibabaw ng spiral na naka-calibrate sa butas at binabawasan ang alitan laban sa mga dingding nito.
Ang pangkalahatang pag-aayos ng iba pang mga uri ng metal drills ay katulad nito, bagaman, depende sa kanilang layunin, maaaring magkakaiba sila sa disenyo ng bahagi ng paggupit at mga groove ng chip control.