1 Mga tampok ng hindi kinakalawang na asero at ang pagpipilian ng drill
Ang hindi kinakalawang na asero ay malawakang ginagamit sa mga aplikasyon ng sambahayan at pang-industriya. Ito ay isang de-kalidad na metal na haluang metal na lumalaban sa kaagnasan at mga epekto ng iba't ibang mga agresibong kapaligiran. Sa pang-araw-araw na buhay, ang materyal na ito ay madalas na ginagamit para sa paggawa ng mga fixture ng tubo, countertop, tubo, atbp. Sa proseso ng pag-aayos o konstruksyon, kung minsan kinakailangan na mag-drill ng isang partikular na bahagi na gawa sa metal na ito.

Ang isang mahalagang pananarinari kapag ang pagbabarena ng mga hindi kinakalawang na asero, kasama ang tamang pagpili ng mga coolant at teknolohiya ng trabaho, ay isang de-kalidad na drill. Mas gusto pa rin ng maraming eksperto ang mga nasubok na sa oras at napakatagal na mga bersyon ng cobalt (CO-5), na angkop din para sa paggawa ng mga butas sa mga metal na lumalaban sa init o cast iron nang hindi nangangailangan ng paunang pagsentro.

Ang mga modelong ito ay dating ginawa batay sa mga bakal na haluang metal na may 5% cobalt sa kanilang komposisyon o mula sa mga high-lakas na steels ng uri ng R-18 kasama ang pagdaragdag ng sangkap na kemikal na ito. Ngayon, mahirap hanapin ang mga ito sa merkado ng mga materyales sa gusali, ang mga uri na tumutugma sa pamantayan ng Soviet ng GOST - 10902-77, dahil ang mga ito ay praktikal na hindi ginawa sa isang dami ng industriya.

Kadalasan, ang karamihan ng mga domestic tagagawa ay tinatakpan lamang ang mga bahagi ng isang "ginintuang" layer ng kobalt, ngunit sa parehong oras na ito ay nakapaloob sa workpiece sa isang minimum o hindi sa lahat. Pinapabuti ng teknolohiyang ito ang mga parameter ng pag-slide, ngunit hindi nagdaragdag ng anumang lakas sa pamalo.

Sa merkado mayroong mga analogue ng "totoong" mga bersyon ng kobalt ng dayuhang produksyon, ang mga katangian na tumutugma sa mga pamantayan ng DIN - 338 o 336, at ang pagmamarka ay naglalaman ng pagdadaglat na HSS-C o simpleng NHSS. Ang mga uri ng drills na ito ay ginawa rin mula sa mga steels na may mataas na lakas na may sapilitan na nilalaman na hindi bababa sa 5% cobalt sa haluang metal na komposisyon (sa mga tagagawa ay nagkakahalaga ng pagpuna sa mga naturang kumpanya tulad ng Bosch; Ruko; Gross; Hagwert; Hilti, atbp.

Ang kanilang kalamangan ay ang mataas na tigas ng materyal na kung saan sila ginawa at isang espesyal na mapurol na anggulo ng hasa ng tip, na ginagawang angkop sa kanila para sa pagtatrabaho sa lahat ng uri ng "mabibigat" na mga metal. Ang tanging sagabal ay maaaring ang presyo, na kapansin-pansin na mas mataas kaysa sa maginoo na karaniwang drills.
Mga korona ng bakal at conical drills para sa hindi kinakalawang na asero
Bilang karagdagan sa mga pagpipilian ng kobalt ng iba't ibang mga diametro at kalakasan para sa hindi kinakalawang na asero, ang iba pang mga drill na gawa sa metal na haluang metal na may mataas na tigas na may pinakamahigpit na hasa para sa mga siksik na materyales, na, bilang panuntunan, ay ginawa lamang sa isang gilid ng paggupit, ay ginagamit din. Ang pagpili ng drill at tool sa pagtatrabaho ay nakasalalay sa grado ng hindi kinakalawang na asero, ang kapal ng workpiece na naproseso at ang napiling teknolohikal na proseso.









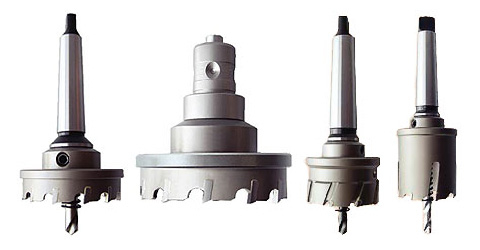
Kung kinakailangan na gumawa ng isang malaking butas (mula sa 14 mm ang lapad at mas mataas.), Gumamit ng mga espesyal na ring drill o korona. Mayroon silang karagdagang kagamitan sa clamping, chuck at drill head sa iba't ibang laki, na ayon sa mga talahanayan ay tumutugma sa mga pamantayan ng pulgada at sukatan para sa tubo at iba pang mga tanyag na produktong hindi kinakalawang na asero.
Sa maliit na mga tagapagpahiwatig ng kapal (1-2mm), maaari mong drill ang hindi kinakalawang na asero na may isang simpleng drill ng bakal, ngunit kung ang bahagi ng paggupit nito ay pinahigpit sa isang anggulo ng 120 degree. Sa kasong ito, ang tool ng kuryente ay nakatakda sa pinakamababang posibleng bilis (100 rpm) upang maiwasang masira ang pamutol, pati na rin ang sobrang pag-init at pagkabigo ng mismong tool.

Para sa pagproseso ng pagbabarena ng sheet, pagkain at lalo na ang manipis na hindi kinakalawang na asero (mas mababa sa 0.9 mm), ginagamit ang mga espesyal na stepped o conical drill para sa metal. Ang kanilang pagiging kakaiba ay nakasalalay sa ang katunayan na ang nagtatrabaho na bahagi ng bahagi ay ginawa sa anyo ng isang paikot na may mga pagbabago sa anular ng iba't ibang mga diametro.
Pinapayagan kang tumpak na matukoy sa panahon ng pagbabarena kung aling butas ang ginawa sa laki sa isang tiyak na yugto ng trabaho. Sa ganitong mga kaso (na may isang napakaliit na kapal), ang mga uri na ito ay maaaring palitan ang isang buong hanay ng mga bahagi para sa hindi kinakalawang na asero, kabilang ang mga bilog na korona at maginoo na drills na may iba't ibang mga uri ng hasa.
Aling drill ang pinakamahusay na gamitin
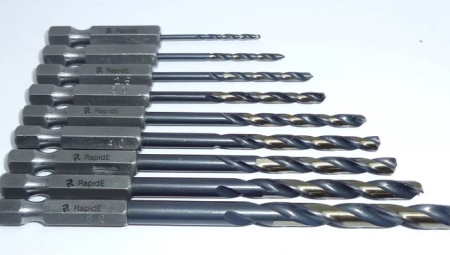
- Anumang instrumento kung saan naroroon ang kobalt. Mas mataas ang porsyento ng sangkap na ito, mas mabuti. Ang mga produktong Cobalt ay naiiba mula sa mga ordinaryong sa isang madilaw na kulay. Huwag lituhin ang haluang metal ng kobalt sa paggamit ng metal na ito sa panlabas na bahagi lamang ng drill sa pamamagitan ng electroplating. Sa huling kaso, hindi posible na mag-drill ng hindi kinakalawang na asero.
- Isang mamahaling dalubhasang tool. Ang mga nagwaging drill na ito ay maaaring mag-drill ng hindi kinakalawang na asero, hindi lamang kongkreto. Mayroon silang isang tiyak na anggulo ng hasa.
- Para sa manipis na hindi kinakalawang na asero, maaari kang gumamit ng isang hugis-feather na ceramic tile drill. Hindi ito ang pinakamahusay na pagpipilian, ngunit makakatulong ito sa iyo na mag-drill sa pamamagitan ng workpiece nang isang beses.
Paglalapat ng cobalt drill
Sa mga lumang Soviet stainless steel drills, ang pinakaangkop na tool ay ang tatak na P6M5K5. Ang ganitong uri ng tooling ay naglalaman ng hanggang sa 5% cobalt sa komposisyon ng haluang metal. Dahil sa elementong ito, nakakakuha ang tool ng mataas na lakas, at ang temperatura ng pag-init ay maaaring umabot sa 135 degree Celsius, na hindi kinakailangan ng pagkasira ng materyal. Ang mga produkto ng kalidad na ito ay matatagpuan lamang sa mga pamilihan kung saan ipinagbibili ang mga lumang kagamitan sa Soviet, at kahit na hindi palagi. Ang isang kahalili sa ginawa sa bahay na cobalt drill ay isang banyagang analogue sa ilalim ng tatak na HSS-Co.

Hindi kinakalawang na asero na mga trick sa pagbabarena
Tulad ng nakikita mo mula sa artikulo, ang proseso ng pagbabarena ng hindi kinakalawang na asero ay medyo masipag at nangangailangan ng ilang mga kasanayan at pagsasanay.
Naghanda kami ng ilang mga kapaki-pakinabang na tip sa kung paano mag-drill ng hindi kinakalawang na asero:
- Ang mga shavings ng metal sa panahon ng pagbabarena ay dapat na mahaba at lumabas sa pantay na mga seksyon, habang ang maliit na madilim na pag-ahit ay nagpapahiwatig na ang bilis ng pag-ikot ay hindi napili nang tama, at ang mga gilid ng paggupit ng drill ay overheated.
- Kung walang nakahandang pampadulas sa kamay, maaari kang gumamit ng ordinaryong gulay o langis ng oliba, ang taba ng baboy o mantika ay perpekto din.
- Para sa pagtatrabaho sa manipis na sheet na hindi kinakalawang na asero, maaari kang gumamit ng isang espesyal na drill bit para sa porcelain stoneware.
- Ang proseso ng pagbabarena ay dapat na mas nais na isagawa sa isang mababang dalas ng pag-ikot ng tool sa paggupit, at kung ang drill ay walang pag-andar ng pagkontrol sa pag-ikot, magsagawa ng pagbabarena sa pamamagitan ng panandaliang paglipat ng at pag-off ng 2-3 segundo.
- Kung wala kang isang cobalt drill, maaari kang gumamit ng isang 135-degree na tagumpay na tool.
- Bago simulan ang proseso ng pagbabarena, ang workpiece ay dapat na tornilyo upang mas madali itong masentro ang drill.
- Kapag ang pagbabarena ng isang workpiece ng nadagdagan na kapal, posible na painitin ang lugar ng pagproseso gamit ang isang gas torch; sa panahon ng paglamig, ang pagpainit ay maaaring paulit-ulit na paulit-ulit.
- Kapag pinoproseso ang manipis na mga bahagi ng hindi kinakalawang na asero (hanggang sa 1 millimeter), maaari kang gumamit ng isang de-kalidad na feather drill para sa kahoy, tulad ng ipinapakita sa karanasan, ang mga butas ay pantay at may tumpak na sukat.
Ano sila
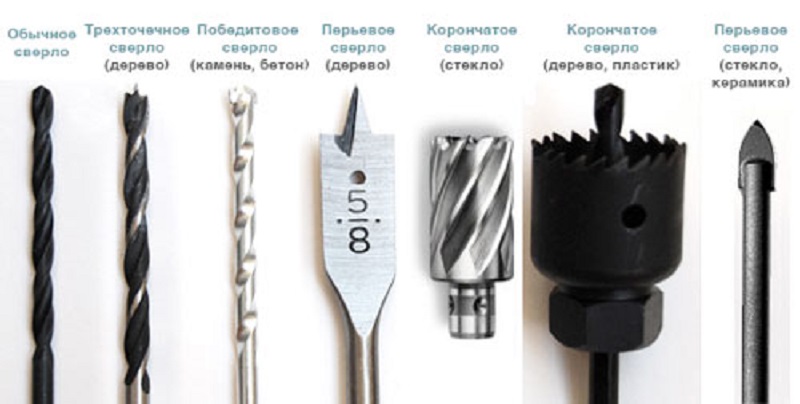
Ayon sa mga materyales kung saan ginawa ang mga drills, maraming klase ng mga produkto ang nakikilala.
- Ang mga tool na drill ng bakal na may isang gilid na pinalakas na may isang mataas na plate ng tigas. Ang pangunahing pagkakaiba ay ang mababang gastos.
- Ang mga metal drill na may mga additives ng cobalt o purong cobalt.Pinakaangkop para sa pagbabarena ng matapang na mga metal na haluang metal, dahil pinahihintulutan nila ang mataas na temperatura at mabibigat na mga karga sa trabaho.
- Ang mga tool ng Titanium ay katulad ng lakas sa mga kobalt. Perpekto para sa pagtatrabaho sa iba't ibang mga steels at alloys. Maaari nilang panatilihin ang orihinal na hasa sa mahabang panahon.
- Ang mga drills ng HSS ay mahusay na gumaganap ng kanilang mga pag-andar at nakikilala sa pamamagitan ng isang katanggap-tanggap na gastos. Gayunpaman, dapat isaisip na ang hasa ng mabilis na umalis sa kanila. Lalo na kung ang temperatura ng operating ay lumampas.


Kapag pumipili ng mga drill, mahalaga ding isaalang-alang na mayroong iba't ibang mga modelo na naiiba sa kanilang hugis. Ang klasikong uri ay isinasaalang-alang na mga stepped drill na may isang hugis na cylindrical.
Ginagamit ang mga ito nang madalas para sa pagbabarena ng mga metal sheet. Bilang isang patakaran, para sa kanilang paggawa, ginagamit ang bakal na may marka ng HSS, na kung saan ay nadagdagan ang lakas at tibay.
Ang klasikong uri ay isinasaalang-alang na mga hakbang na drill na may isang hugis na cylindrical. Ginagamit ang mga ito nang madalas sa pagbabarena ng mga metal sheet. Bilang isang patakaran, para sa kanilang paggawa, ginagamit ang bakal na may marka ng HSS, na kung saan ay nadagdagan ang lakas at tibay.














Ang mga drills ay nahahati rin sa kulay, dahil pinapayagan kang matukoy kung anong kalidad ang mga ito, sa kung ano ang binubuo nila.
- Gray - nangangahulugan na ang mga drill ng metal ay hindi nagamot sa anumang paraan. Ang mga tool na ito ay madalas na natapon.
- Ang isang itim na kulay ay nakuha kung ang metal ay ginagamot ng singaw sa isang mataas na temperatura. Binibigyan nito ang mga produktong nadagdagan ng lakas, pinapayagan silang makaya nang maayos sa pag-init ng siklik at paglamig, at pinapanatili din ang kanilang orihinal na hasa sa mahabang panahon.
- Ang mga madilim na ginintuang drill ay pinagsama ang ulo (normalized), na nagdaragdag ng kanilang lakas sa pamamagitan ng pagbawas ng mga panloob na stress. Ang mga tool na ito ay angkop para sa pagbabarena sa napakalakas na mga metal at mga haluang metal na karbid.
- Ang maliwanag na kulay ng ginto ay nagpapahiwatig ng pagdaragdag ng titan sa metal. Ang nasabing mga drills ay ganap na naaayon sa kanilang mataas na presyo at gumawa ng isang mahusay na trabaho kahit na may mga mahirap na gawain.

Sa haba ng drill, kaugalian na hatiin sa 3 uri.
- Ang mga drills na may haba na 56 hanggang 254 mm ay tinatawag na haba. Ang kanilang lapad ay karaniwang nasa pagitan ng 1 at 20 mm.
- Ang haba ay maaaring mula sa 0.3 hanggang 20 mm ang lapad. Bukod dito, ang kanilang minimum na haba ay 19 mm, at ang maximum ay 205 mm.
- Ang haba ng mga maiikling tool ay nag-iiba mula sa 20-131 mm, at ang diameter ay ganap na katulad ng diameter ng mga pinahaba.

1 Pagbabarena sa hindi kinakalawang na asero - pagpili ng isang pampadulas
Maraming mga artesano sa bahay, na sanay sa paggawa ng lahat sa pang-araw-araw na buhay gamit ang kanilang sariling mga kamay, ay labis na nagulat kapag hindi sila makapag-drill ng isang butas sa "hindi kinakalawang na asero" gamit ang isang maginoo na drill. Ang nasabing bakal ay naiiba mula sa iba pang mga metal sa mataas na tigas, kaya't ang drill ay uminit kaagad kaagad sa pagsisimula ng isang tao sa pagproseso ng isang produkto na gawa sa isang hindi kinakalawang na haluang metal.
Nangangahulugan ito na ang operasyon ay maaaring matagumpay lamang kung mag-iingat ka ng de-kalidad na paglamig ng tool sa pagbabarena.

Upang palamig ang aparato na ginagamit para sa pagbabarena ng mga butas sa "hindi kinakalawang na asero", isang espesyal na komposisyon ng pampadulas na binubuo ng asupre at langis ng makina ang karaniwang ginagamit. Maaaring magamit ang asupre sa parehong colloidal at espesyal para sa fumigation. Sa mga tindahan ng hardware, ang huli ay naibenta nang tumpak sa ilalim ng pangalang "para sa fumigation" (kung minsan ay maaari itong tawaging "kulay ng asupre"). Karaniwan itong pinapayagan na magamit nang walang anumang karagdagang paghahanda. Kung bumili ka ng malalaking praksyon ng asupre, dapat mo muna itong gilingin nang mabuti at ihalo lamang ito sa langis ng makina.
Ang mga butas sa pagbabarena sa mga istrukturang hindi kinakalawang na asero ay magiging maraming beses na mas epektibo kapag gumagamit ng isang paglamig na tambalan batay sa mga fatty acid at lahat ng parehong asupre. Ang mga acid na ito ay hindi kailangang bilhin kahit saan, gawin mo ang iyong sarili.Upang magawa ito, kumuha ng pinakamurang sabon sa paglalaba, gilingin ito, at pagkatapos ay ibuhos ang nagresultang timpla sa mainit na tubig. Ang Hydrochloric teknikal na acid ay idinagdag sa komposisyon na ito at naghihintay sila hanggang sa ang mga fatty acid na kailangan namin ay magsimulang lumutang sa ibabaw.

Sa lalong madaling pagtaas ng mga acid, kinakailangang ibuhos ang malamig na tubig sa lalagyan kung saan isinagawa ang operasyon (hindi mo kailangang maawa dito, mas maraming ibubuhos mo, mas mabuti). Bilang isang resulta, ang mga fatty acid ay magsisimulang patatagin, at maaari silang alisin mula sa ibabaw ng likido nang walang kahit kaunting kahirapan. Ang proseso ng tunog ng paghihiwalay ng mga kinakailangang compound (sabon sa mainit na tubig - paglamig - pagtanggal ng mga acid) ay maaaring ulitin nang maraming beses (3-5).
Ang paghahalo ng mga fatty compound na may colloidal o "fumigating" sulfur ay isinasagawa alinsunod sa ratio ng anim hanggang isa. Iyon ay, anim na bahagi ng mga acid ay dapat idagdag sa isang bahagi ng asupre. Tinitiyak ng mga propesyonal na hindi magiging mahirap na mag-drill ng isang "hindi kinakalawang na asero" ng anumang kapal na may tulad na isang paglamig na compound (kung, siyempre, sinusunod mo ang iba pang mga rekomendasyon, na tatalakayin namin sa ibaba).
3 Mga panuntunan at tip para sa pagbabarena sa bahay
Upang ang butas ay maging maayos at may mataas na kalidad, maraming mga simpleng alituntunin ang ginagamit na nagbibigay-daan sa iyo upang maisagawa ang trabaho sa hindi kinakalawang na asero na may mataas na kalidad, katulad ng:
Kapag ang mga bahagi ng pagbabarena na matatagpuan sa isang pahalang na eroplano, ang drill ay itinulak sa pamamagitan ng isang washer ng goma o iba pang materyal na angkop na laki at mga katangian (halimbawa, isang plastic plug), na kung saan, ay puno ng isang paglamig na compound at direktang naka-install sa itaas ng lugar ng kinakailangang hiwa. O, ang lugar ay karagdagan sprayed sa unibersal na mga produktong metal sa anyo ng aerosols.











Para sa mga patayong ibabaw, ang isang paraffin bead ay maaaring mai-install, na kung saan ay isang mahusay na pampadulas. Upang mapadali ang pagtatrabaho sa anumang eroplano, inirerekumenda ng mga dalubhasa ang paggawa ng mga paunang marka (mga panganib sa ehe) o isang espesyal na template na may mga marka nang contour.

Hindi alintana ang uri ng bahagi, kapal at iba pang mga parameter, ang isang tool sa kuryente o kagamitan sa sambahayan ay nababagay gamit ang mga pagsasaayos sa minimum na feed sa mga rebolusyon (100-450 rpm). Papayagan ka nitong mag-drill nang pantay at tumpak. Ang tagapagpahiwatig ng isang tamang napiling bilis ay ang mahaba at pare-parehong mga metal chip na lumitaw sa panahon ng operasyon.

Kung ang kapal ng produktong bakal ay higit sa 7 millimeter, ang pamamaraan ay ginaganap sa maraming mga teknolohikal na pagtakbo. Una, ang isang maliit na diameter na paunang hole ay ginawa gamit ang isang naaangkop na drill (halimbawa, 4-5mm), at pagkatapos ay maingat na na-drill ito sa mga kinakailangang parameter. Pinapayagan kang makuha ang pinaka pantay at maayos na mga gilid, na kung saan ay lalong mahalaga kapag nagtatrabaho sa pagkain o mga sanitary stainless pipes.

Ang pagbabarena ng hindi kinakalawang na asero sa bahay ay hindi mahirap kung mayroon kang teoretikal at praktikal na mga ideya tungkol dito at pumili ng maaasahang mga tool sa kuryente at isang hanay ng mga de-kalidad na drill. Huwag kalimutan ang tungkol sa patuloy na paglamig ng metal, pag-iingat sa kaligtasan at mga teknolohikal na pahinga.
Mga panuntunan sa pagpili
Kung ang isang kasangkapan sa kobalt ay binili upang mag-drill lamang ng ilang mga butas kasama nito, maaari kang pumili ng mas maraming mga pagpipilian sa pangkabuhayan. Para sa madalas at masinsinang paggamit, ipinapayong pumili ng mas mamahaling mga produkto mula sa mga pinagkakatiwalaang mga tagagawa na maaaring tumagal ng mahabang panahon nang hindi nawawala ang kanilang orihinal na mga katangian.
Ang pinakamataas na kalidad at pinaka maaasahang drill ng kobalt ay may kasamang mga tool na ginawa ng mga negosyo ng dating Unyong Sobyet. Lalo't nahihirapang makakuha ng mga naturang drills, na maaaring makilala ng pagmamarka ng P6M5K5, bawat taon.Ang mga dalubhasa, na madalas na nahaharap sa pangangailangan na mag-drill ng hindi kinakalawang na asero, ay may kamalayan sa mga katangian ng kalidad ng naturang tool at hindi mawawala ang pagkakataon na bilhin ito.
Mag-drill mula sa haluang metal R6M5K5 - kalidad na nasubukan sa oras
Kung pinag-uusapan natin ang tungkol sa mga drills ng cobalt mula sa mga modernong tagagawa, kung gayon ang pinaka-kalidad at maaasahan sa kanila ay ang mga tool na ginawa sa ilalim ng mga trademark ng Bosch at Ruco.
Kapag pumipili ng mga naturang tool, dapat mo munang pansinin ang kanilang pagmamarka, kung saan maaari mong matukoy kung gaano karaming kobalt ang nilalaman sa kemikal na komposisyon ng materyal na paggawa. Kaya, ang pagmamarka ng P6M5K5 o HSSCo5 (ayon sa banyagang pag-uuri ng DIN 338R), na inilapat sa shank, ay nagpapahiwatig na ang materyal na drill ay naglalaman ng 5% cobalt
Dapat tandaan na sa materyal para sa paggawa ng mga tool na kabilang sa kategorya ng kobalt, ang sangkap na ito ay dapat maglaman ng hindi bababa sa 4%.
Pagmarka ng Cobalt drill
Upang lumikha ng isang de-kalidad na butas, mahalagang hindi lamang pumili ng tamang tool ng kobalt, ngunit upang malaman kung paano mag-drill ng hindi kinakalawang na asero kasama nito. Upang madagdagan ang katumpakan ng naturang isang teknolohikal na operasyon, pati na rin upang mabawasan ang rate ng pagsusuot ng ginamit na drill ng cobalt, dapat itong drill kasama nito sa mababang bilis.
Bilang karagdagan, dapat tandaan na ang naturang drill ay hindi nangangailangan ng madalas na paglamig habang ginagamit. Bukod dito, kung isasailalim mo ang isang drill ng kobalt sa madalas na paglamig, mas mabilis itong lumala.










Pagbabarena ng lababo

Kadalasan lumilitaw ang tanong tungkol sa kung paano mag-drill ng isang butas sa isang stainless steel sink
Mahalagang maunawaan na ang lababo ay dapat munang buwagin upang hindi makapinsala sa mga elemento ng pagtutubero at mesa sa tabi ng kama. Pagkatapos ang lababo ay dapat ilagay sa isang patag na pahalang na ibabaw.
Susunod, ang lugar ng hinaharap na butas ay minarkahan at ang pagsuntok ay ginaganap. Kung ang butas ay inilaan para sa pag-install ng panghalo at may isang malaking lapad, mas mahusay na gumamit ng isang conical step drill, dahil ang metal ng lababo na katawan ay may manipis na pader.
Kung nag-aalinlangan ka kung paano mag-drill ng isang hindi kinakalawang na asero na may isang drill, kung gayon walang mga malalaking tampok mula sa teknolohiyang inilarawan sa itaas. Ang pangunahing bagay ay ang paggamit ng isang angkop na drill at tiyakin na ito ay mahusay na nakasentro. Gumamit ng isang drill na may naaayos na bilis, itakda ang metalikang kuwintas sa isang posisyon na malapit sa maximum. Ang isang hand drill ay maaaring makatulong sa paggawa ng mga butas hanggang sa 10 hanggang 12 millimeter ang lapad.