Ano ang mga uri

Mayroong maraming mga countersink sa merkado, ang isang walang karanasan na gumagamit ay maaaring hindi maunawaan kung bakit napakaraming kailangan, ngunit ang bawat uri ay may sariling layunin at kakaibang katangian sa trabaho. Ang ilan ay angkop para sa pagtaas ng diameter ng butas, at ang ilan ay magiging pinaka-epektibo sa pagtatrabaho sa dulo ng bahagi. Kadalasan, ang isang pangunahing hanay ng mga nozzles ay ginagamit kapag nagtatrabaho sa kahoy:
silindro;
isang piraso na korteng kono,
isang piraso ng shell-on.
Bawat isa countersink para sa kahoy dinisenyo para sa trabaho ng mga kaukulang butas, na nakalagay sa pamagat. Ngunit sa ilang mga kaso, sa partikular na matrabahong mga sitwasyon, maaari kang gumamit ng isang nguso ng gripo sa isang pinahabang mandrel. Ang nasabing isang tool ay may mga espesyal na binti na gupitin ang dulo nang sabay-sabay sa proseso ng countersinking. Samakatuwid, pinakamahusay na bumili ng isang kit kung saan magkakaroon ng maraming mga modelo nang sabay-sabay ayon sa uri at laki, magiging mas kumikita at mas epektibo ito.
Paglamig at pagpapadulas ng mga drill ng karbid
Tulad ng nabanggit sa itaas, upang gawing mas mahusay ang machining na may drill ng karbid, kinakailangan upang magbigay ng panloob na paglamig ng tool. Kapag gumagamit ng naturang mga drills, posible na hindi gumamit ng isang pampalamig na pampadulas sa mga kaso kung saan ang lalim ng butas na nabuo ay hindi lalampas sa isang diameter ng tool.
Ang kalidad ng butas na ginagawa, pati na rin ang bilis ng pagbabarena, ay naiimpluwensyahan hindi lamang ng dami ng coolant na ibinibigay sa panloob na lukab ng drill (hindi kukulangin sa 12-15 l / min), kundi pati na rin ng dami ng presyon (hindi kukulangin sa 12-15 atm). Ang lubricating-coolant na ibinibigay sa machining zone sa gayong halaga at sa naturang presyon ay nagbibigay hindi lamang ng masinsinang paglamig ng tool, kundi pati na rin ng mabisang pagtanggal ng mga chips at iba pang basura ng pagbabarena.

Pagbabarena na may panlabas na supply ng coolant
Pangkalahatang-ideya ng mga species
Sa mga tindahan ng hardware, ang mga mamimili ay makakahanap ng isang malaking bilang ng mga modelo ng naturang mga tool sa mga kalakip na ito. Kabilang dito ang mga sumusunod na sample:
- conical na isang piraso;
- naka-mount na isang piraso;
- silindro.
Ang bawat isa sa kanila ay ginagamit depende sa kung anong uri ng butas ang nais mong gawin sa istrakturang kahoy. Para sa partikular na matrabaho na trabaho, maaari mong gamitin ang tulad ng isang bahagyang pinahabang ng nguso ng gripo. Ang huling bersyon ay may maliliit na mga binti na idinisenyo para sa pagbabawas ng mga dulo ng mga produkto. Ang pinakamahusay na pagpipilian para sa mga gumagamit ay upang bumili ng isang buong hanay na may maraming mga pagkakaiba-iba ng mga naturang tool.
Ang mga Cylindrical na uri ng drills, bilang isang patakaran, ay natatakpan ng isang espesyal na layer sa panahon ng proseso ng pagmamanupaktura, na makabuluhang nagdaragdag ng antas ng paglaban ng pagsusuot ng produkto at tibay nito. Ang bilang ng mga bahagi ng paggupit ay maaaring mag-iba mula 4 hanggang 10. Panlabas, ang disenyo ay katulad ng isang maginoo na karaniwang drill.
Bilang karagdagan, ang isang espesyal na pin ay inilalagay sa dulo ng mga modelo ng silindro. Ang sangkap na ito ay dinisenyo upang ayusin ang posisyon ng tool mismo sa panahon ng operasyon. Ang mga nasabing produkto ay nilagyan ng mga limiters, maaari silang matanggal o kumilos bilang isang bahagi ng isang buong istraktura.
Ang mga modelo na may naaalis na paghinto ng lalim ng drill ay itinuturing na pinaka praktikal. Iminumungkahi nila ang posibilidad na mag-install ng isang karagdagang attachment na uri ng paggupit.








Ang mga naaalis na bersyon ay naka-attach sa istraktura mismo gamit ang maliit na mga nakatagong mga tornilyo. Ang mga paghinto na ito ay minsan ay nakakabit sa isang hex wrench.
Kung kinakailangan na gumawa ng maraming mga butas nang sabay-sabay sa isang kahoy na produkto, habang dapat silang magkaroon ng parehong lalim, mas mahusay na gumamit ng mga naturang drills na nilagyan ng mga espesyal na may-hawak na may palipat-lipat o naayos na mga paghinto sa pagbabarena.
Ang naka-mount na modelo ng conical drill ay isang istraktura na gumagana sa isang tiyak na anggulo, ang halaga nito ay depende sa layunin ng modelong ito. Ang anggulo ay maaaring nasa pagitan ng 60 at 120 degree. Ang bilang ng mga elemento ng paggupit ay maaaring mula 6 hanggang 12 piraso.
Ang solidong drill bit ay mukhang isang maginoo din na bit. Ito ay madalas na ginagamit na partikular para sa pagproseso ng mga butas na gawa sa kahoy.
Ang iba't ibang mga materyales ay maaaring magamit para sa paggawa ng mga counter counters. Kadalasan sa mga tindahan maaari mong makita ang mga nasabing elemento ng gusali na gawa sa iba't ibang uri ng bakal. Kaya, maaari silang magawa mula sa base ng tool, haluang metal, carbon, mataas na bilis o karbida.
Kung kailangan mo ng isang drill upang maproseso ang iba't ibang mga produktong metal, kung gayon ang mga modelo ng karbida ay maaaring maging pinakamahusay na pagpipilian, sapagkat ang pagkakaiba-iba na ito ay naiiba sa lahat ng iba pa sa espesyal na paglaban nito sa patuloy na pag-load.
Gayundin ang mga countersink para sa pagproseso ng kahoy ay maaaring magkakaiba sa diameter ng mga butas upang ma-machine. Ang mga sumusunod na pagpipilian ay itinuturing na pinaka-karaniwang:
- karaniwang mga modelo - ang diameter ay mula 0.5 hanggang 1.5 mm;
- mga modelo para sa mga butas na may diameter na 0.5 hanggang 6 mm - ang mga naturang sample ay maaaring gawin gamit ang isang aparatong pangkaligtasan na magpapahintulot sa iyo na makontrol ang lalim ng pagbabarena;
- mga produkto para sa mga butas mula 8 hanggang 12 mm - ang pangkat na ito, bilang panuntunan, ay nagsasama ng mga espesyal na countersink drills na may isang shank.
Mga panuntunan sa countersinking ng metal
Sa bahay, para sa countersinking recesses (halimbawa, para sa mga bolt head o para sa pagbabago ng diameter ng butas pataas), isang simpleng drill na naayos sa isang electric o kahit isang hand drill ay angkop din. Sa isang sukat ng produksyon, ang countersinking ay isang operasyon na nangangailangan ng malaking lakas at katumpakan ng ginamit na kagamitan. Iyon ang dahilan kung bakit, sa mga kundisyon ng produksyon, upang maisagawa ang countersinking, tulad ng, sa katunayan, mga countersink, ginagamit ang mga sumusunod na kagamitan:
- pag-on (madalas);
- pagbabarena (hindi gaanong madalas);
- boring (madalas bilang isa sa mga pangalawang operasyon);
- pinagsama-sama (bilang isang pangalawang pagpapatakbo ng isang awtomatikong linya);
- patayo o pahalang na paggiling (bihira).
Sa proseso ng pag-machining ng butas na nakuha sa produkto sa panahon ng paghahagis nito, ipinapayong maipanganak muna ito ng isang pamutol na may lalim na 5-10 millimeter upang makuha ng countersink ang wastong paunang direksyon.
Kapag pinoproseso ang mga produktong bakal, inirerekumenda na gumamit ng mga likido sa paggupit. Ang proseso ng countersinking cast iron at mga di-ferrous na riles ay hindi nangangailangan ng paglamig. Ang tamang pagpili ng mga tool sa paggupit ng metal na ginamit para sa parehong countersinking at countersinking ay isang napakahalagang hakbang.










Upang magawa ito, bigyang pansin ang ilang mga kadahilanan:
- Ang uri ng tool ay napili depende sa materyal ng bahagi, ang likas na katangian ng pagpoproseso na isinasagawa. Ang lokasyon ng butas, ang seriality ng mga proseso na isinagawa ay dapat ding isaalang-alang.
- Batay sa tinukoy na lalim, diameter, kinakailangang katumpakan ng machining, ang laki ng tool para sa countersinking at countersinking ay napili.
- Ang disenyo ng countersink at countersink ay natutukoy ng pamamaraan ng pangkabit ng tool sa makina.
- Ang materyal ng tool para sa pagsasagawa ng countersinking o countersinking na operasyon ay nakasalalay sa materyal ng workpiece (halimbawa, may mga countersink na partikular para sa paggawa ng kahoy), ang tindi ng operating mode at ilang iba pang mga kadahilanan.

Countersinking sa isang patayong drilling machine ng CNC
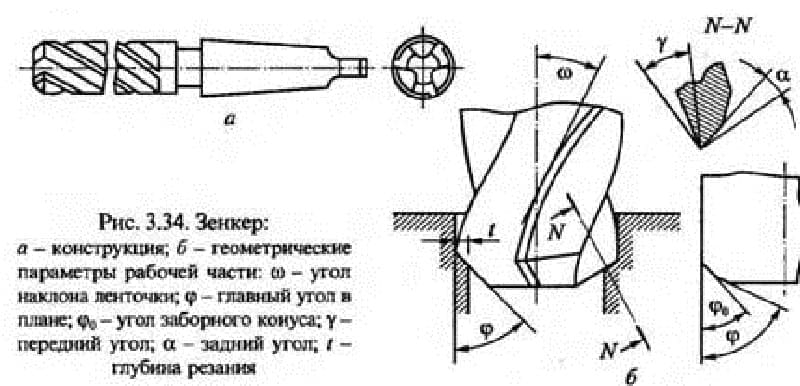
Napili ang Zenker alinsunod sa mga libro ng sanggunian o ginabayan ng tulad ng isang regulasyong dokumento bilang GOST 12489-71. Ang tool ay dapat sumunod sa ilang mga teknikal na kundisyon ng paggamit, na itinakda rin ng GOST 12489-71.
- Ang mga produktong gawa sa istruktura na bakal na may mga butas hanggang sa 40 millimeter ang lapad ay naproseso na may isang countersink na gawa sa high-speed steel na may diameter na 10-40 millimeter at 3-4 na ngipin, ayon sa pagkakabanggit.
- Para sa mga produktong gawa sa mahirap na makina at para sa pagbubutas, isang tooling na may mga hard-haluang metal plate na may diameter na 14-50 millimeter at mayroong 3-4 na ngipin ang ginagamit.
- Sa mga produktong gawa sa istruktura na bakal, ang mga butas hanggang sa 80 milimeter ang lapad ay nababagot sa isang mataas na bilis na counter ng asero na gumagamit ng mga ulo ng pagkakabit na may diameter na 32-80 millimeter.
- Sa mga produktong gawa sa mga di-ferrous na riles at cast iron, isang feather countersink ang ginagamit para sa pagbubutas ng mga bulag na bulag.
- Ang mga butas na bulag na may diameter na 15-25 millimeter ay pinoproseso na may isang espesyal na tool para sa countersinking, sa katawan kung saan mayroong isang channel kung saan ibinibigay ang cutting fluid sa cutting zone.
Ang isang paunang kinakailangan para sa countersinking ay ang pagtalima ng mga allowance. Ang diameter ng napiling tool ay dapat na magtugma sa huling diameter ng butas pagkatapos ng pag-machining. Kapag ang muling pagbabago ng butas ay pinlano pagkatapos ng countersinking, ang diameter ng tool ay nabawasan ng 0.15-0.3 millimeter. Kung ang magaspang na pagbubutas o pagbabarena para sa countersinking ay binalak, kinakailangan na mag-iwan ng allowance sa gilid ng 0.5 hanggang 2 millimeter.
Ang pagkakaiba sa pagitan ng countersinking at mga kaugnay na operasyon
Ang countersinking ay katulad ng reaming hole, ang mga gilid ng paggupit ng tool ay nag-aalis ng labis na materyal mula sa dingding, binabawasan ang pagkamagaspang at nadagdagan ang diameter. Ito ay isang pagpapatakbo ng semi-pagtatapos, na nangangahulugang sinusundan ito ng isa pang hakbang sa pagpoproseso. Ang pag-deploy ay ang pagtatapos ng pamamaraan. Sa panahon ng countersinking, natanggal ang pagbabarena, pagsuntok at paghahagis ng mga depekto. Sa proseso, maaari mong bahagyang ayusin ang pagkakahanay, makamit ang mas mahusay na pagkakahanay para sa koneksyon sa hinaharap. Ang kawastuhan ay maaaring tumaas sa 5, at kung minsan kahit na sa ika-4 na baitang.
Kapag itinatakda ang cutting mode, tandaan na ang kapal ng metal na tinanggal habang ang countersinking ay katumbas ng kalahati ng allowance para sa isang naibigay na diameter ng butas. Kung ihahambing sa pagbabarena, ang feed ay maaaring dagdagan ng 1.5-2 beses, at ang bilis ay maiiwan pareho. Ang mga tiyak na parameter ng paggupit ay kinakalkula ayon sa mga formula na ibinigay sa panitikang pang-regulasyon.
Dahil ang countersink ay may mas mataas na tigas sa paghahambing sa drill, dahil sa pagtaas ng bilang ng matalim na protrusions, ang kawastuhan ng direksyon ng paggalaw ay tumataas, pati na rin ang kalidad ng pagproseso, kinis at kalinisan sa ibabaw. Para sa paghahambing, ang pagbabarena ay nagbibigay ng isang pagkamagaspang na 20 µm at isang kalidad na 11-12, countersinking - isang pagkamagaspang na 2.5 µm, isang kalidad na 9-11, at muling pagbubuo - isang pagkamagaspang na 0.25-1.25 µm at isang kalidad na 6-9 . Ang kalidad ay ang katumpakan ng pagmamanupaktura ng isang bahagi, na may pagtaas sa halaga nito, pagtaas ng mga pagpapahintulot, at pagbawas ng katumpakan. Kung ang teknolohikal na proseso para sa pagproseso ng produkto ay nangangailangan ng parehong countersinking at reaming, pagkatapos ay ang mga ito ay ginawa sa isang pag-install at pagkakahanay ng workpiece sa makina.
Ang ganitong uri ng machining ay lumilikha ng mga recesses upang iposisyon ang mga fastener na flush gamit ang ibabaw ng bahagi. Bilang karagdagan sa chamfering, ang mga countersink ay ginagamit upang maputol ang mga conical depressions. Ang isa pang layunin ay ang linisin at iproseso ang mga groove bago i-install ang mga fastener, ginagawa ito gamit ang flat o end countersinks, na tinatawag ding counterbores, na mas may kakayahan.
Ang pinakakaraniwan sa merkado ay ang mga tapered countersink na may mga anggulong nagtatrabaho na 90 ° at 120 °, na lumilikha ng mga indentation upang maitago ang mga ulo ng bolts at turnilyo. Sa industriya ng pagtatrabaho sa metal, ginagamit din ang mga countersink na may flat tip, na nagsisilinis ng mga recesses para sa mga fastener. Mag-install ng mga countersink sa parehong mga makina tulad ng iba pang tool para sa mga butas sa pag-macho para sa mga fastener.
Mga tampok ng countersinking
Ang countersinking ay ang pag-machining ng mga butas upang lumikha ng iba't ibang mga geometric recesses para sa nakatagong pagkakalagay ng mga fastener. Ginagamit din ito para sa panloob na pag-chamfer. Para sa mga layuning ito, mayroong isang espesyal na tool - isang countersink, na may iba't ibang hugis. Ang pagpili ng countersink ay nakasalalay sa nais na resulta ng pagtatapos.









Ang mga pangunahing uri ng countersinks
-
Mga counter ng cylindrical. Ginagamit ang mga ito upang makakuha ng mga cylindrical groove sa mga drilled hole para sa bolts at turnilyo.
- Conical countersinks.Ginamit para sa paggupit ng mga tapered hole sa loob ng bahagi, pati na rin para sa paglilinis ng matalim na mga gilid, chamfering at paghahanda ng mga recesses para sa mga fastener. Ang pinaka-karaniwang ginagamit na mga tool ay 90 ° at 120 ° mga anggulo ng taper.
- Flat o end countersinks, maaari mo ring mahanap ang pangalan na counterbore. Pangunahing ginagamit para sa paglilinis at pagproseso ng mga groove bago mag-install ng mga fastener.
Ang countersink ay binubuo ng isang gumaganang bahagi at isang shank na may isang espesyal na trunnion na gumaganap bilang isang gabay na sinturon. Ang trunnion ay kinakailangan upang makontrol ang pagkakahanay sa proseso ng pagputol ng mga uka.
Paano pumili ng tamang drill ng hakbang?
Upang mapili ang tamang drill ng hakbang, kailangan mong magpasya sa mga layunin kung saan gagamitin ang tool. Sa gayon, kinakailangan upang matukoy kung anong mga butas sa laki ang kailangang mai-drill.
Lalo na mahalaga ang halaga ng pinakamaliit at pinakamalaking diameter na planong isagawa.
Dapat mo ring magpasya kung aling tool sa kamay o makina ang gagamitin ang drill. Tinutukoy nito ang uri ng shank na dapat ay nasa drill. Samakatuwid, dapat mong maingat na pag-aralan ang konektor ng drill chuck at malinaw na alam ang hugis at sukat ng shank. Kung ang shank ay hindi umaangkop sa mga umiiral na konektor, kakailanganin mong bumili ng isang espesyal na adapter nang magkahiwalay.
Mahalagang magpasya sa tagagawa at sa antas ng tool. Tulad ng nabanggit na, ang maliwanag na gintong may kulay na mga stepped na korteng drill ay ginawa gamit ang mga admixture ng kobalt at titanium, na may isang nakasasakit na patong at may mataas na tigas.
Mas magtatagal sila at papayagan kang magtrabaho kasama ang makapal na mga produkto, hindi kinakalawang at steels ng haluang metal.
Mga tampok sa disenyo ng tool
Ang mga drills na may pagsingit ng karbid ay nailalarawan sa pamamagitan ng isang bilang ng mga tampok sa disenyo. Ilista natin ang pinakamahalaga.
- Ang haba ng pagtatrabaho ng drill na nabawasan ng 20-35% ay ipinaliwanag ng katotohanan na ang muling pag-rehistro ay ginaganap lamang sa insert ng karbid. Ang haba ng ganitong uri ng drill, kung ginamit kasabay ng isang jig, ay maaaring kapareho ng isang high-speed na tool.
- Ang pagtaas sa diameter ng core ng drill patungo sa shank ay ginaganap sa saklaw na 1.4-1.8 mm para sa bawat 100 mm ng haba, tulad ng sa iba pang mga kategorya ng mga tool sa pagbabarena.
- Ang anggulo ng pagkahilig ng helical uka ng tool ay nakasalalay sa kung gaano kalalim ang kailangang gawin.
- Sa nakahalang gilid ng drill, kinakailangan upang magsagawa ng isang hasa sa mga sukat ng 1.8-3.5 mm, na nagbibigay-daan upang bawasan ang mga puwersa ng ehe at bawasan ang pagkarga sa tool ng katawan.
- Ang taper shank, na kung saan ang drill ay naayos sa suliran ng makina, ay dapat na tumpak na maitugma sa bahagi ng pag-upo, na magpapataas sa tigas ng drill at mabawasan ang peligro ng mga pag-load ng panginginig ng boses na maaaring maging sanhi ng insert ng karbid sa chip at kahit masira.
- Upang madagdagan ang pagiging maaasahan ng paggamit ng mga carbide drills para sa metal, ang isang butas ay madalas na ginawa sa kanilang panloob na bahagi para sa pagbibigay ng isang pampalamig na pampadulas. Pinapayagan ka nitong bawasan ang temperatura ng paggupit, bawasan ang tindi ng pagsusuot ng tool, pati na rin pangasiwaan ang proseso ng pag-alis ng mga chips mula sa machining zone.

Mag-drill ng aparato na may naaalis na mga plato
Upang maibigay ang nagtatrabaho na bahagi ng drill ng kinakailangang katigasan (56-62 yunit sa sukat ng HRC), ang tool ay napailalim sa paggamot sa init, na, bilang panuntunan, ay isinasagawa nang sabay-sabay sa pag-brazing ng mga pagsingit ng karbid.
Ang pagganap ng mataas na pagproseso, pati na rin ang katatagan ng mga drills ng kategoryang ito ay ibinibigay ng isang bilang ng mga parameter. Kasama rito ang hugis ng insert ng karbid, ang mga geometric na parameter ng harapang ibabaw nito, at ang materyal na kung saan ginawa ang naturang insert.Sa kasalukuyan, ang pinakalaganap na mga tool ay mga tool na may pagsingit ng karbida ng tamang tatlo at apat na panig na pagsasaayos, na nagpapahintulot sa mga butas sa pagbabarena na may isang praktikal na flat sa ibaba.
Ang mga drill na may tulad na pagsingit, ang bahagi ng paggupit na ginawa sa anyo ng isang alon, pinapayagan ang pag-machining gamit ang sunud-sunod na teknolohiya ng pag-ulos. Ang paggamit ng huli ay hindi lamang tinitiyak ang pagpapanatag ng posisyon ng tool sa sandaling ito ay tumagos sa materyal na pinoproseso, ngunit binabawasan din ang peligro ng pag-atras nito sa karagdagang pagproseso. Bilang karagdagan, ang corrugated drill ay maaaring makabuluhang bawasan ang mga puwersa sa paggupit na nabuo sa panahon ng proseso ng pagbabarena.

Mga drill na may mekanikal na pangkabit ng mga maaaring palitan na mga plate ng polyhedral (drills na may MNP)
Ang disenyo ng mga drills, na nilagyan ng naaalis na mga insert ng karbid, ay nagbibigay-daan sa kanila upang maisagawa hindi lamang ang pagbabarena, kundi pati na rin ang mga naturang teknolohikal na operasyon bilang nakakainip na paunang ginawa na mga butas, pag-chamfer. Sa ganitong mga kaso, ginagamit ang isang peripheral carbide insert na naka-mount sa tool.








Mga Aplikasyon
Ang mga lugar ng aplikasyon ng countersinks kasama ang paggamit sa mga tulad machine tulad ng: - lathes; - pagbabarena; - paggiling; - pagbubutas; - pag-ikot at pag-ikot; - pinagsama. Ayon sa antas ng kadalisayan, ang pamamaraang countersinking, bilang isang proseso ng uri ng teknolohikal, ay kwalipikado bilang semi-finish. Kadalasan ginagamit ito bago muling pagbasa ng mga butas sa mga blangkong elemento na gawa sa iba't ibang mga materyales. Ang pagsasagawa ng tulad ng isang teknolohikal na operasyon ay kinakailangang gumanap sa mababang bilis ng makina. Ang ilang mga uri ng countersink ay ginagamit din para sa pagproseso at pag-chamfer sa mga butas na matatagpuan sa mga lugar na mahirap maabot - ito ang mga tool ng reverse type.
Paano mabilang nang tama ang metal
Kung ang isang amateur master ay maaaring kumuha ng isang drill at isang drill para sa countersinking, kung gayon sa mga kondisyong pang-industriya ang mga sumusunod na machine ay maaaring magamit para dito:
- pagbabarena;
- pag-ikot;
- nakakasawa;
- paggiling;
- pinagsama-sama
Ang proseso ng countersinking ay nagaganap sa mahigpit na alinsunod sa teknolohiya, ang mga pangkalahatang punto kung saan maaaring mailarawan sa anyo ng mga sumusunod na rekomendasyon:
- Sa mga bahagi ng cast na may isang hindi pantay na margin para sa kasunod na metalworking, kinakailangan upang maipanganak ang isang butas sa lalim na 5-10 mm para sa tamang direksyon ng paggalaw ng tool sa paggupit.
- Para sa pagpapatakbo ng mga countersinking hole, isang allowance na 1-3 mm ang natitira, depende sa huling diameter.
- Ang countersinking ng mga produktong bakal ay hindi kumpleto nang walang paglamig na may mga espesyal na solusyon sa langis. Kapag nagtatrabaho kasama ang cast iron, pati na rin ang non-ferrous metal, opsyonal ito.
- Ang pinakamainam na bersyon ng countersink at ang mode ng pagpapatakbo ay napili na isinasaalang-alang ang kinakailangang diameter ng butas, katumpakan ng pagpoproseso, lalim nito, metal ng bahagi at ang mga pagpipilian ng makina ng produksyon.
- Dapat i-mate ang mount tool ng pag-cut gamit ang puwang sa workstation.
- Sa kaso kapag ang pagtatapos sa isang reamer ay dapat, pagkatapos ay sa panahon ng countersinking, isang bahagi ng allowance, mula 0.15 hanggang 0.3 mm, ay naiwan para sa karagdagang trabaho.
- Para sa pagproseso ng mga produktong gawa sa mga hardened at aligned steels, ginagamit ang mga countersink na may insert na karbida na may diameter na 14-50 mm at 3-4 na ngipin.
- Kapag pinoproseso ang mga di-ferrous na metal at iron alloys na may mataas na nilalaman ng carbon, ginagamit ang mga countersink na balahibo.
- Ginagamit ang mga tool na may bilis na bakal upang maproseso ang mga produktong gawa sa ordinaryong istruktura na bakal. Para sa mga butas na higit sa 40 mm, ang tooling ay pupunan ng mga nozzles na may diameter na 32-80 mm.
Ang hindi pagkakapare-pareho ng proseso sa itinatag na teknolohiya ay madalas na sanhi ng pag-aasawa. Sa maraming pagsusuot ng tool, ang nagresultang butas ay magiging mas maliit kaysa sa ayon sa proyekto. Kapag na-overshoot ng technician ang feed, o dumidikit ang mga labi sa countersink na ngipin, ang kalinisan ay maaaring hindi kasiya-siya.Iba pang mga depekto: ang bahagi ng ibabaw ay hindi makina, ang nagresultang diameter ay mas malaki kaysa sa kinakailangang isa, ay ang resulta ng isang maling pagpili ng isang countersink o maling pag-install nito.
Countersinking para sa metal at kahoy. Mga Peculiarity
Una, napili ang disenyo ng countersink. Halimbawa, ang mga workpiece na gawa sa mga di-ferrous na metal at haluang metal ay maaaring makinarya ng isang ordinaryong feather countersink, at para sa countersinking high-carbon steels, isang tool na metal na may 3 ... 4 na ngipin ay angkop, habang ang anggulo ng pinutol na kono ay maaari mag-iba sa saklaw ng 60 ... 90º.

Ang teknolohiya ng produksyon ng mga operasyong ito ay may kasamang:
- Sinusuri ang kawastuhan ng axis ng pre-drilled hole. Para sa mga ito, ginagamit ang isang panloob na gauge, at ang bahagi ay inilalagay sa isang patag na matibay na eroplano.
- Para sa mga workpiece mula sa cast alloys - subukan ang pagbubutas sa lalim na 5 ... 10 mm. Ginagawa nitong posible na ibukod ang impluwensya ng isang posibleng paghinto ng istraktura ng cast ng workpiece sa runout ng countersink.
- Ang wetting na may coolant ng nangungunang gilid ng butas (para sa mga blangkong cast iron, pati na rin para sa mga di-ferrous na produktong metal, opsyonal ito). Kasunod, ang supply ng coolant ay ginaganap kasama ang umiiral na mga helical groove.
- Ang supply ng kuryente ng countersink habang tumagos sa metal (ang lakas ay tataas ng 2.5 ... 3 beses, ngunit hindi ito ang sanhi ng madepektong paggawa).
- Isang unti-unting pagbaba ng feed habang papalapit ito sa tapat ng dulo ng butas.
Matapos maproseso ang workpiece na may isang countersink na may isang nabuong bahagi ng gabay, ang kasunod na pagpasa ng tool sa pamamagitan ng butas ay hindi kinakailangan.
Ang partikular na interes sa mga artesano sa bahay ay ang pinagsamang tool na drill-countersink. Ito ay isang stepped drill, sa pagtatapos nito ay nabuo ang isang bahagi ng countersink. Upang mabawasan ang puwersa ng pagkasira at paayon, ang bahaging ito ay nilagyan ng hemispherical groove, kung saan pana-panahong ibinibigay ang coolant, at ang mga nagresultang chips ay tinanggal.
Dahil ang countersink drill, habang lumalalim ito sa metal, gumagana sa ilalim ng iba't ibang mga kundisyon, maraming bilang ng mga karagdagang kinakailangan ang ipinataw sa pagganap nito:
- Ang pinakadakilang tibay ay magkakaroon ng isang gumaganang tool na may isang ibabaw na lubos na lumalaban na patong ng titan o tungsten nitride. Ang mga tool na blued (itim) ay magkakaroon ng isang bahagyang mas mababang tibay;
- Ang mga hanay ng maraming karaniwang sukat ng countersink drills ay makakatulong upang bumuo ng isang korteng bahagi ng paglipat para sa mga fastener ng mga kinakailangang sukat sa dulo ng butas;
- Ang nagtatrabaho na bahagi ng drill ay dapat na pinakamababang pinahihintulutan, kung saan natitiyak ang matatag na pagproseso: mahaba ang mga tool na mahigpit na nawala ang kanilang katatagan mula sa buckling, kung saan, dahil sa nadagdagan na tigas, ay agad na hahantong sa pagkasira.
Ang mga countersink para sa kahoy ay magkakaiba hindi lamang sa materyal, kundi pati na rin sa hugis ng dulo ng gumaganang bahagi. Maginhawa din na gumamit ng isang espesyal na kaunting countersink, na inilalagay sa tuktok ng isang maginoo na drill at nakakabit dito gamit ang isang tornilyo. Sa parehong oras, ang kalidad ng pagbabarena ay natiyak ng wastong paghasa ng drill at ang pinakamainam na pagpipilian ng materyal nito. Para sa malalim na mga workpiece (sukat sa itaas ng 40 ... 50 mm), mas makatuwiran na gumamit ng mga drill na gawa sa blued ng tool steel, habang para sa hindi gaanong makapal na workpieces, ang mga carbide countersink ay nagpapakita ng mas mahusay na tibay.
Ang kaunting countersink para sa pangunahing tool ay may isa pang kalamangan sa pagpapatakbo: ito ay dobleng panig, samakatuwid, na naka-mount sa drill kasama ang kabaligtaran nitong bahagi, maaari itong mabisang magamit bilang isang malalim na limiter para sa pag-machining ng isang lukab.
Pangunahing tampok ng countersinks ng kahoy:
- Ang nagtatrabaho hugis ng pagtatapos na ginawa sa isang anggulo ng 90 °.
- Ang bilang ng mga ngipin ay tumaas sa 5.
- Maaari ring magamit para sa countersinking isang butas nang hindi binabago ang diameter nito.
- Pag-asa ng bilang ng mga paggupit na gilid sa materyal na iproseso: para sa malambot na kakahuyan - pine o linden - karaniwang isang sapat na pagputol ang sapat.Sa parehong oras, kung kinakailangan upang iproseso ang kahoy kasama ang butil, dahil sa panganib ng pagpuputol, ang bilang ng mga paggupit na gilid ay dalawa o higit pa.
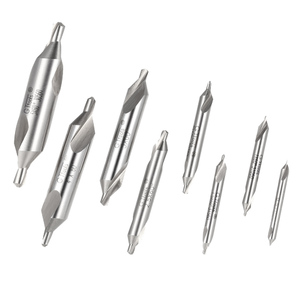
Center drills: ano sila, kanilang mga katangian

Ang sinumang nakatagpo ng pagbabarena ng butas ay alam kung gaano kahalaga para sa mga butas na ito upang maging tuwid at gawin nang eksakto kung saan kinakailangan. Pagkatapos ng lahat, kadalasan, kung ang butas ay hindi pantay, ginawa sa isang anggulo o bahagyang sa maling lugar, ang bahagi o materyal ay kailangang itapon
Samakatuwid, nakakuha sila ng isang espesyal na tool na tinatawag na center drills.
Alamin natin kung ano ang tool na ito. Ang mga center drill para sa metal (o, tulad ng tawag sa kanila, centering drills) ay espesyal na multifunctional (mayroon silang maraming mga lugar na nagtatrabaho para sa pagsasagawa ng iba't ibang mga operasyon) na tool para sa pagputol ng metal.





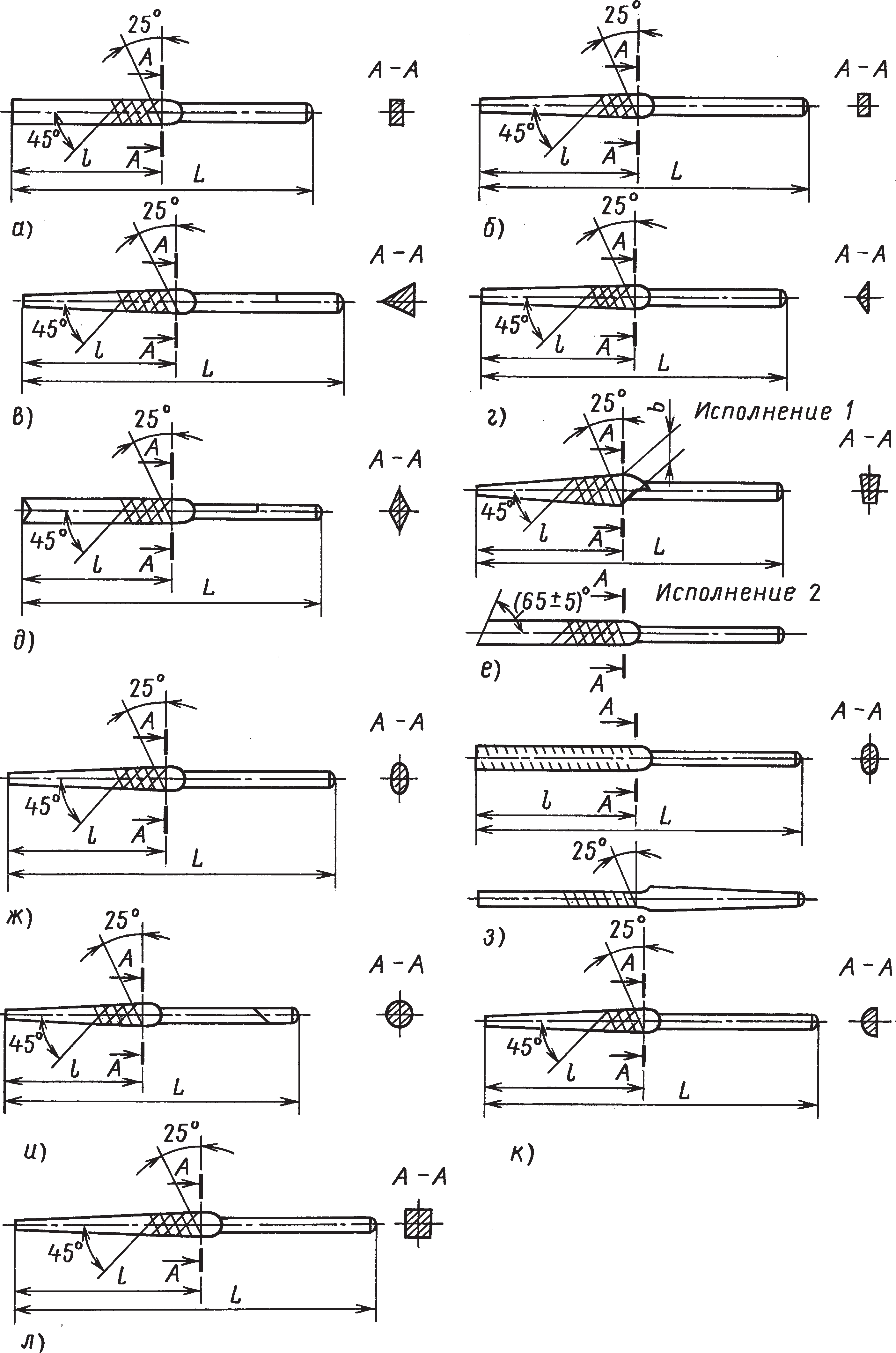



Center drill hitsura
Kadalasan sila ay medyo maikli, may isang manipis na gilid ng paggupit, may mga tapered cutting edge at isang mas makapal na buntot (isang pares ng mga beses na mas makapal kaysa sa cutting edge), na nagbibigay ng pinabuting paghihigpit ng tool.
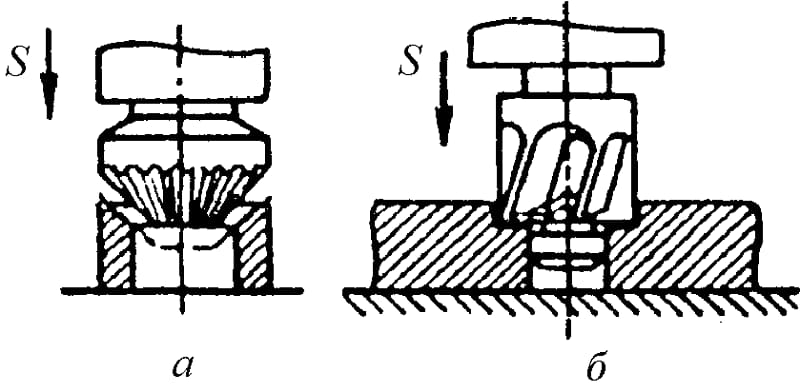
Ang kakanyahan ng proseso ng countersinking
Ang countersinking at drilling ay malapit na nauugnay. Karaniwan ang countersinking ay isinasagawa sa tapos na butas, ngunit may mga oras na kinakailangan upang gumawa ng isang pahinga nang walang paunang pagbabarena. At doon, at sa iba pang mga bersyon, ginagamit ang isang tool na countersink ng iba't ibang mga disenyo.
Ang proseso ng countersinking mismo ay napaka-simple: isang espesyal na pamutol ay ginagamit upang ma-chamfer ang butas. Ang mas maraming metal ay tinanggal, mas malaki ang indentation. Ang hugis ng countersink ay karaniwang korteng kono. Ang pangunahing bagay dito ay upang obserbahan ang mahigpit na pagkakahanay ng elemento ng paggupit at ang butas: dapat mayroong perpektong pagkakahanay. Kung hindi man, ang recess ay aalisin na kaugnay sa butas, at ang ulo ng tornilyo ay hindi magagawang ipasok ito.
Upang maisagawa ang countersinking na operasyon para sa chamfering at para sa mga uka, kinakailangang dumaan sa mga sumusunod na yugto ng proseso ng teknolohikal:
- Sukatin ang ulo ng may sinulid na hardware, kung saan gagawin ang recess (nangangahulugang pareho ang lapad, taas, at ang anggulo ng bevel, kung ang ulo ay may disenyo para sa isang walis).
- Piliin ang naaangkop na countersink at ilakip ito sa kagamitan sa pagbabarena o pag-on.
- Mahigpit na pagmamasid sa ratio ng mga palakol, ayusin ang workpiece na may butas sa tapat ng pamutol.
- I-on ang kagamitan sa pagbabarena at itakda ang kinakailangang bilang ng mga rebolusyon (kung pinapayagan ito ng circuitry ng makina) o sadyang piliin ang kinakailangang tool para sa mga parameter ng kagamitan.
- Countersink ang butas.