Extension ng drill ng pen.
Nagkaroon ng problema. Kinakailangan na mag-drill ng mga dingding ng troso sa bansa gamit ang isang 22mm butas na drill (para sa isang elektrisista). Ang kapal ng pader na may cladding ay 17-19cm. Pinapayagan ka ng isang maginoo na drill ng pen na mag-drill sa lalim na humigit-kumulang na 13cm. Kailangan ng extension cord. Hindi posible na hanapin ito sa pagbebenta saanman sa Moscow. Maraming mga nagbebenta ay hindi kahit na alam na may mga tulad. Tanong: Posible bang gumamit ng isang extension para sa mga bits bilang isang extension ng isang feather drill? Mayroon ba silang parehong mga sukat sa pag-landing?
may iba't ibang mga drill sa balahibo. Ang iba ay ganap na umaangkop sa mga adaptor. Ang isang adapter lamang tulad ng nasa larawan ay hindi maginhawa - hindi nito hahawakan ang drill kapag inaalis ito, mananatili ang drill sa dingding. Kailangan ng fixation. Mayroong iba pang mga drills ng nib, sa pangkalahatan ay malayang makakalaw sila sa 1/4 ″ adapter.
Sa Leroy-Merlin, ibinebenta ang mga adaptor ng extension para sa Enkor pen drills. 59 rubles, haba - mga 20 cm.
.. pero hindi mo pwedeng spiral lang ?? nang walang anumang adapters .. Haba hanggang sa 450 .. oo, mayroon ding maikling uri.20cm. Maayos naman ang puno ..
2Dmitriy65 sa mga merkado kinakailangan upang tumingin. Mayroong mga 30cm extension cord. Totoo mula sa isang serye ng one-off at pangunahin sa mga set. Sa personal, pinagsama ko ang isang piraso ng hairpin. Ngunit may f35 na kailangang mangalot ng 40cm.
Saan, hanggang sa buntot ng drill?
Ayaw din ni Ugun na magtulak sa tindahan ng 20 km. at narito ang hinang (hinangin ang pagpainit) ng isang halaga ng sentimos na drill, kinuha at maglakas-loob sa malayo.
Hindi maginhawa Masyadong maraming iba't ibang mga laki ay kailangang bilhin. At hindi ko alam kung hihilahin ito ng isang birador. Nag-drill ako kay Makita na may diameter na 35 sa isang 150 bar. Ito ay walang mga problema, ang haba lamang ay hindi sapat.
Katulad nito, bumili ako ng isang spiral ng nais na laki, ang pinakamaliit na 200 mm at hinangin sa isang 10 mm na pampalakas, nakatanggap ako ng isang drill ng patabikin na may haba na 1 metro. kahit na nais mong maghanap, hindi mo ito mahahanap.
drilled screeds para sa formwork. Mayroong 800 mm na minimum na laki
Marahil, minsan kailangan mong lumabas.
Nag-drill din ako, ngunit nakuha ko ang isang maikling (regular) drill para sa metal.
Kaya't ano ang punto? Ang mga shark at bit ng drill ng tip ay magkakaiba o pareho?
ruslan1111 wrote: sa mga merkado kinakailangan upang tumingin.may mga 30cm extension cord. katotohanan mula sa isang serye ng one-off at pangunahin sa mga set.
Ginamit ko ang Enkor na ito: ang drill at ang extension ay hindi nakahanay - ang pamalo ay mabaliw! Buod: cal
Dmitriy65 wrote: Kaya ano ang problema?
Anchor extension + Anchor drill (bilang pinakamaraming pagpipilian sa badyet). O isa pang drill na (buntot) ay magkakasya sa Enkor extension.
Bigyan mo ito para sa one-off na trabaho, walang problema. Mayroong mga pagpipilian sa hinang ang pampalakas sa buntot, at kahit na walang nagreklamo tungkol sa pagkatalo. At lahat ng ito ay tapos na sa makina, sa mga sentro.
Paano pahabain ang isang drill para sa metal gamit ang iyong sariling mga kamay
Upang pahabain ang drill para sa iyong sarili sa metal, gumamit ng isa sa tatlong pamamaraan.
Simpleng hinang
Para sa pamamaraang extension ng drill na ito, kakailanganin mo ang:
bakal na cylindrical rod ng parehong diameter ng kinakailangang haba;
isang piraso ng isang sulok ng metal;
Gumawa ng mga chamfer sa dulo ng drill at isa sa mga dulo ng bar.
Ilagay ang tool at tungkod sa sulok ng metal at ihanay ang mga ito sa bawat isa.
Unti-unting pinapihit ang mga workpiece, hinangin ang drill sa metal rod.
Tapusin ang seam hanggang sa maalis ang lahat ng hindi pantay.
Extension ng Shank. Paraan 1
Para sa teknolohiyang extension ng drill na ito, kailangan mo ng isang shank na may diameter na 2-3 mm na mas mababa kaysa sa diameter ng shank. Ang pangkalahatang prinsipyo ay ang mga sumusunod.







Ang isang butas ay ginawa sa drill shank para sa isang panloob na thread.
Gupitin ito gamit ang isang gripo.
Ang isang panlabas na thread ay pinutol sa isang metal rod.
Ang mga detalye ay baluktot na magkasama.
Para sa higit na pagiging maaasahan, ang magkasanib ay maaaring welded at nalinis.
Extension ng Shank. Paraan 2
Ang pamamaraang ito ng pagpapalawak ng drill ay nangangailangan ng isang pamalo na mas malaki kaysa sa diameter ng shank. Kakailanganin mo ang isang lathe upang gumana. Ganito ang teknolohiya.
Sa isang lathe, ang diameter ng shank na bahagi ay bahagyang nabawasan.
Ang isang butas ay drilled sa tungkod para sa insert ng tool.
Ang shank ay naayos sa tungkod at ang pinagsamang ay hinang.
Sa isang lathe, ang mga diameter ng lumang drill at ang pinahabang shank ay pantay-pantay.
Sa artikulong ito ay pag-uusapan natin ang tungkol sa mga tampok ng paggamit ng mga machine at sa itaas na mga aparato.
Kamusta mga mambabasa! Sa artikulong ito, ipapaliwanag namin nang detalyado ang tungkol sa mga roller rolling thread.
Sa artikulong ito, sasabihin namin sa iyo nang detalyado tungkol sa mga teknolohiya para sa pagproseso ng mga workpiece at produkto na gawa sa mga hardened metal.
Magbibigay kami ng espesyal na pansin sa mga sumusunod na pangunahing isyu
Sa artikulong ito, pag-uusapan natin ang tungkol sa kung anong mga karaniwang diameter at sukat ang pinakakaraniwan na pag-ikot at mga pangunahing drill para sa metal.
Ang bilis ng pag-ikot ng pamutol para sa metal at iba pang mga parameter ng paggupit ay itinatakda nang isa-isa para sa bawat operasyon.
Ang mga locksmith at manggagawa ng ibang profile ay madalas na nahaharap sa pangangailangan na gupitin ang isang bilog sa metal. Maaari itong magawa sa iba't ibang mga paraan. Pag-uusapan natin ang tungkol sa mga ito sa artikulong ito.
Sa artikulong ito sasabihin namin sa iyo ang tungkol sa lahat ng mga tampok ng pag-metal.
Sa artikulong ito sasabihin namin sa iyo ang lahat tungkol sa mga rotary cutter para sa metal.
Sa artikulong ito, pag-uusapan natin ang tungkol sa mga uri ng mga nakakatamad na tool, ang kanilang layunin at mga tampok sa disenyo.
Ang isang lathe cutter ay ang pangunahing tool na ginagamit upang makina ang mga workpiece sa lathes. Siya ang nakikipag-ugnay sa bahagi at binibigyan ito ng kinakailangang hugis. Sa artikulong ito, sasabihin namin sa iyo ng mas detalyado hangga't maaari tungkol sa mga tampok sa disenyo at pag-uuri ng mga incisors. Pag-aralan ang impormasyon, maaari kang, sa pagsasanay, madaling pumili ng isang tool para sa isang partikular na operasyon.










Mga tampok sa disenyo ng aparato
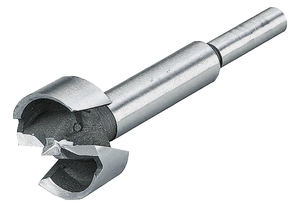 Upang gumana sa naturang tool, kailangan mong malaman kung paano mag-drill gamit ang isang Forstner drill. Upang magawa ito, kailangan mong isaalang-alang nang detalyado ang disenyo nito. Ang nagtatrabaho na bahagi ay nilagyan ng dalawang mga gilid ng paggupit. May isang napakaliit na punto ng pagsasentro.
Upang gumana sa naturang tool, kailangan mong malaman kung paano mag-drill gamit ang isang Forstner drill. Upang magawa ito, kailangan mong isaalang-alang nang detalyado ang disenyo nito. Ang nagtatrabaho na bahagi ay nilagyan ng dalawang mga gilid ng paggupit. May isang napakaliit na punto ng pagsasentro.
Ang profile ng tool ay katulad ng letrang Z, na may mga bilugan na dulo sa itaas at ibaba. Ang hitsura ay malakas na kahawig ng letrang S, sa mirror na imahe lamang.
Upang maiwasan ang pag-jam ng drill, ang mga chips ay umakyat. Ang paglilibot ng tool ay may mga espesyal na pagbawas, sa tulong ng kung saan ang Forstner drill ay pinahigpit ng makina. Ang nagresultang gilid ay na-trim na may isang file nang manu-mano.
Ang drill ay gawa sa matibay na high-speed steel. Ang metal na ito ay makatiis ng mataas na temperatura ng lugar ng trabaho. Upang madagdagan ang buhay ng serbisyo ng tool, ang ilang mga tagagawa ay nagsasagawa ng pag-spray ng titan ng paggupit, pag-install ng mga pagsingit ng karbid.
Upang madagdagan ang bilis ng operasyon, pati na rin mabawasan ang sobrang pag-init, ang mga ngipin ay pinuputol sa mga ibabaw ng paggupit. Ang tanging sagabal ng tulad ng isang tool sa gear ay ang hindi masyadong mataas na tapusin sa ibabaw.
Pagbabago ng mga kagamitan sa kasangkapan
 Ang forstner drills ay gawa ng isang malaking bilang ng mga kumpanya na may kanilang sariling teknolohikal na diskarte. Ang isang tao ay naghahangad na mapabuti ang kalidad ng tool, ang iba ay nakikibahagi sa paggawa ng makabago ng haluang metal, na naghahangad na dagdagan ang lakas ng aparato. Ang ilang mga kumpanya ay nananatili sa orihinal na mapagkukunan, sinubukan nilang panatilihin ang lahat ng mga parameter at eksaktong pagsasaayos ng tool.
Ang forstner drills ay gawa ng isang malaking bilang ng mga kumpanya na may kanilang sariling teknolohikal na diskarte. Ang isang tao ay naghahangad na mapabuti ang kalidad ng tool, ang iba ay nakikibahagi sa paggawa ng makabago ng haluang metal, na naghahangad na dagdagan ang lakas ng aparato. Ang ilang mga kumpanya ay nananatili sa orihinal na mapagkukunan, sinubukan nilang panatilihin ang lahat ng mga parameter at eksaktong pagsasaayos ng tool.
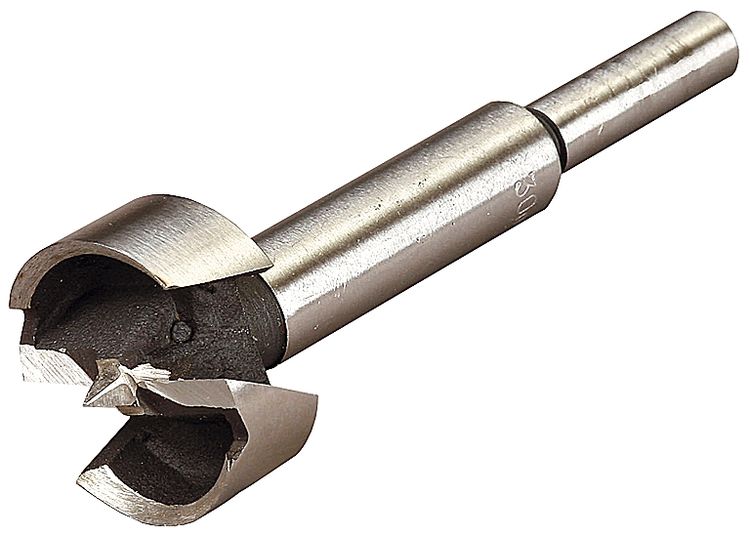
Alam ng mga propesyonal kung paano gumamit ng Forstner drill. Ang lapad nito ay itinuturing na napakahalaga. Ang pinakatanyag ay ang mga aparato na may diameter na 30-40 mm. Sa mga tindahan maaari kang makahanap ng 10 o 60 mm na drills na nilagyan ng gear ring. Ang mga ito ay nakikilala sa pamamagitan ng isang pagputol na hugis tulad ng isang ngipin. Ang pangunahing bentahe ng naturang tool ay kaunting pag-init sa panahon ng operasyon.
Ang mga drills na may mga gilid ng paggupit ng karbid ay napakapopular. Talaga, ang disenyo na ito ay halos kapareho ng orihinal na bersyon ng Forstner. Sa kasamaang palad, ang gastos ng naturang mga produkto ay napakataas, madalas silang peke. Ang isang negatibong tampok ng tooling na ito ay isang malaking panginginig ng boses, pati na rin ang isang pagkasira mula sa makina na ibabaw dahil sa maliit na diameter ng mga lateral cutter.
Ang ilang mga subtleties ng pagproseso
 Upang makakuha ng mataas na katumpakan sa pagproseso, ang produkto ay nilagyan ng isang espesyal na punto ng pagsentro. Ang cutting point ng butas ay minarkahan sa ibabaw ng bahagi. Ang punto ay pinindot sa kahoy hanggang sa ang gilid ng paggupit ay nakakabit sa ibabaw.
Upang makakuha ng mataas na katumpakan sa pagproseso, ang produkto ay nilagyan ng isang espesyal na punto ng pagsentro. Ang cutting point ng butas ay minarkahan sa ibabaw ng bahagi. Ang punto ay pinindot sa kahoy hanggang sa ang gilid ng paggupit ay nakakabit sa ibabaw.
Ang operasyon ay dapat magsimula sa pinakamaliit na bilis. Ang pangunahing bilis ng pagpapatakbo ng naturang drill ay nasa saklaw na 800-1800 rpm. bawat minuto Para sa isang malaking lugar ng pagtatrabaho, ginagamit ang isang mababang bilis.
Upang makuha ang kinakailangang lalim ng butas, ginagamit ang mga espesyal na paghinto. Ang mga bahaging ito ay isang uri ng senyas para sa manggagawa kung kinakailangan upang tapusin ang pagbabarena.
Paano pinatalas ang produkto
Para sa operasyong ito, pinapayuhan ang mga masters na sumunod sa maraming simple, ngunit napakahalagang mga panuntunan:
Hindi na kailangang patalasin ang mga headband.
Ang pagpapatasa ng paggupit ng mga gilid ay dapat na isagawa lamang sa mga espesyal na kagamitan.
Ang mga bahagi ng metal ay dapat na gilingan ng paunti unti.
Napakahalaga na maayos na patalasin ang mga pamutol na matatagpuan sa loob ng drill. Ang operasyon ay dapat na isagawa sa isang pinong file o isang pantasa ng sinturon na nilagyan ng isang pinong bato. Kapag bumili ng naturang tool sa isang tindahan, kinakailangan upang suriin ang kalagayan ng mga pagputol na ibabaw
Dapat silang walang scuffs at chips. Hindi sulit ang pagbili ng mga produktong may mga depekto. Napakahirap upang ayusin ang mga ito sa iyong sarili.
Kapag bumibili ng gayong tool sa isang tindahan, kailangan mong suriin ang kondisyon ng mga paggupit na ibabaw. Dapat silang walang scuffs at chips. Hindi sulit ang pagbili ng mga produktong may mga depekto. Napakahirap upang ayusin ang mga ito sa iyong sarili.
Mga tip sa pagbabarena
Ang isang iba't ibang mga teknolohiya ay maaaring magamit upang gumana sa pinatigas na bakal. Ang pinakakaraniwang mga teknolohiya ay nailalarawan sa pamamagitan ng mga sumusunod na tampok:
- Paggamot sa acid na ibabaw. Ang teknolohiyang ito ay nailalarawan sa pamamagitan ng pangmatagalang paggamit, dahil tumatagal ng isang mahabang mahabang oras upang mabawasan ang katigasan sa ibabaw. Para sa pag-ukit, sulfuric, perchloric o iba pang acid ay maaaring magamit. Ang pamamaraan ay nagsasangkot sa paglikha ng isang flange na maglalaman ng inilapat na sangkap sa cutting zone. Matapos ang matagal na pagkakalantad, ang metal ay nagiging mas malambot, maaaring isagawa ang pagbabarena gamit ang maginoo na bersyon.
- Maaari kang gumamit ng isang welding machine upang makamit ang iyong layunin. Kapag nahantad sa mataas na temperatura, ang metal ay nagiging mas malambot, na lubos na pinapasimple ang mga pamamaraan.
- Kadalasan, ginagamit ang isang espesyal na drill. Sa merkado mayroong mga iba't ibang pagpapatupad na maaaring magamit para sa pagproseso ng pinatigas na bakal. Sa kanilang paggawa, isang metal na may mas mataas na pagtutol sa pagsusuot at mataas na temperatura ang ginagamit. Gayunpaman, ang pagiging kumplikado ng pagmamanupaktura at ilang iba pang mga puntos ay tumutukoy na ang gastos ng isang espesyal na tool ay medyo mataas.
Bilang karagdagan, ang isang suntok ay madalas na binibili upang makamit ang layuning ito. Maaari itong magamit upang makagawa ng isang maliit na butas upang mapadali ang karagdagang pagbabarena.
Disenyo at prinsipyo ng pagpapatakbo
Dahil ang Forstner cylindrical cutter ay naimbento, maraming iba pang mga katulad na tool ang lumitaw dahil sa mahusay na pangangailangan nito. Ang ilan sa kanila ay bahagyang kahawig ng orihinal na modelo, ngunit gumagana ang mga ito sa parehong prinsipyo. Gumagawa sila ng bulag na butas na bilog na may patag na patag na ilalim.
Mga uri ng incisors
- Biglang gitnang, tumutukoy sa direksyon;
- Isang gilid na pinuputol ang butas sa tabas. Sa pamamagitan ng pag-notch ng mga butil ng kahoy sa paligid ng mga gilid ng butas, nagbibigay ito ng isang perpektong tuwid na hiwa.
- Ang mga nakapares na gilid ng gilid, katulad ng mga umiikot na planer, na pumili ng materyal sa loob ng butas upang ma-machin at gabayan ang mga nagresultang chips paitaas.
 Para sa trabaho, isang drill na may karaniwang chuck ang ginagamit. Halimbawa, ang isang Forstner drill ay may 15 mm diameter shank na may sukat na 8 mm, at may diameter ng drill na 28-60 mm, isang laki ng shank ay 10 mm.Para sa paggawa ng mga bisagra ng muwebles o iba pang mga accessories, kinakailangan ang mga pamutol ng iba't ibang laki, at samakatuwid sa iyong pagawaan ay kailangan mong magkaroon ng isang hanay ng mga naturang tool.
Para sa trabaho, isang drill na may karaniwang chuck ang ginagamit. Halimbawa, ang isang Forstner drill ay may 15 mm diameter shank na may sukat na 8 mm, at may diameter ng drill na 28-60 mm, isang laki ng shank ay 10 mm.Para sa paggawa ng mga bisagra ng muwebles o iba pang mga accessories, kinakailangan ang mga pamutol ng iba't ibang laki, at samakatuwid sa iyong pagawaan ay kailangan mong magkaroon ng isang hanay ng mga naturang tool.
Upang tumpak na iposisyon ang drill, sa simula ng trabaho, ang centering point nito ay inilalagay sa marking point at pinindot sa materyal na iproseso hanggang sa ganap itong hawakan nito sa eroplano ng drill. Nagsisimula ang pagbabarena sa mababang bilis, pagkatapos ay tataas sa 800-1800 bawat minuto, depende sa diameter ng butas. Ang mas malaki ito, mas mababa ang bilis, upang maiwasan ang sobrang pag-init ng mga cutter.
Sa matulin na bilis, maaaring masira ang drill. Upang matiyak ang ligtas na mga kondisyon sa pagtatrabaho, kadalian ng pagpapatupad nito at sa mga kaso kung saan kinakailangan ng espesyal na katumpakan ng paggawa ng butas, isang 35 mm na Forstner drill na may paghinto ang ginagamit. Nagbibigay ito ng nais na lalim ng butas sa pamamagitan ng pagtigil sa tool sa oras. Ang mga bisagra ng muwebles o iba pang mga kabit ay dapat na mai-install lamang sa mga de-kalidad na pagbawas.
Malamang na makakahanap ka ng kapaki-pakinabang na impormasyon sa kung paano gamitin ang punch drill para sa kahoy.
Mga uri
Sa panahon ngayon maraming mga tagagawa na gumagawa ng mga hex drill set ng iba't ibang mga haba at diameter.
Ang modernong sari-saring uri ng naturang mga produkto ay isang bilang ng mga modelo para sa pagproseso ng iba't ibang mga materyales - ceramic ibabaw, kongkretong pader, mga produkto at istraktura na gawa sa mga metal at kanilang mga haluang metal, kahoy, produktong plastik, mga tile na ibabaw at iba pa.
Ang mga hexagonal drill ay inuri rin ayon sa kanilang disenyo - maaari silang magawa ng iba't ibang mga istruktura ng mga uka at mga hasa ng hasa. Mayroong maraming mga uri.










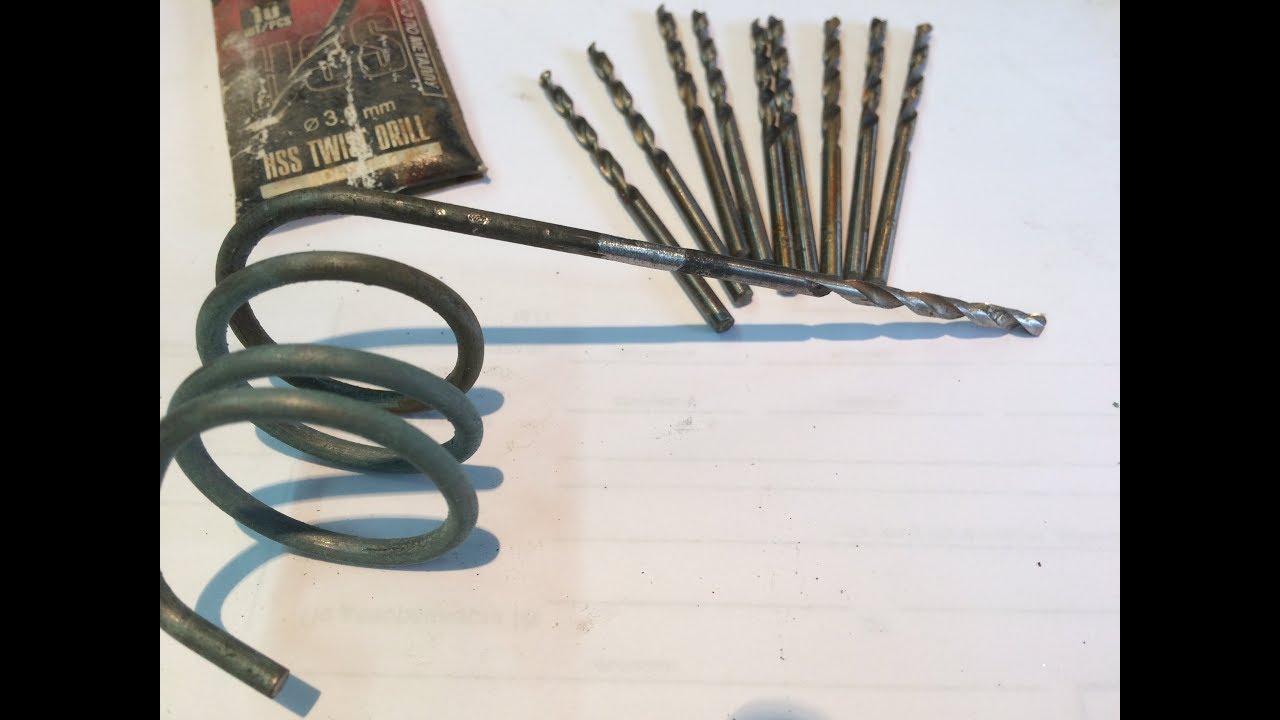
- Baluktot na drills. Ang pinakasimpleng at pinaka-tanyag na mga modelo. Ang mga ito ay mga drill na may dalawang mga gilid ng paggupit at dalawang mga flauta para sa paglisan ng maliit na tilad.
- Conical na mga modelo. Ang dulo ng naturang produkto ay may hugis ng isang kono. Ang mga nasabing modelo ay bihirang ginagamit at para lamang sa mga espesyal na makina.
- Mayroon ding mga modelo ng tornilyo, balahibo, paggiling, pati na rin mga produkto na may mga spiral na Lewis at Forstner.
Ang mga drill ay maaaring nahahati sa kondisyon depende sa bansang pinagmulan (China, Europe, at iba pa). Ang impormasyon tungkol dito ay ibinibigay ng pagmamarka sa shank. Kadalasan, ang mga tatak ay gumagawa ng mga hanay ng mga drills ng parehong diameter, ngunit ng magkakaibang haba, pati na rin ang mga hanay ng mga drills ng parehong haba, ngunit may iba't ibang mga diameter.
Ang lahat ng mga drills ay nakikilala din sa pamamagitan ng kulay. Ang kulay ng produkto ay nagpapahiwatig ng paraan ng pagproseso at ang materyal ng paggawa ng produkto.
- Yung mga grey. Ang pinakamura at pinakapopular. Hindi sila naiiba sa pagtitiyaga.
- Itim Ginamot sila ng sobrang init ng singaw. Angkop para sa pagbabarena ng mga carbon steel at di-ferrous na riles.
- Bahagyang ginintuang. Sila ay pinatigas at tatagal ng mahabang panahon.
- Ginintuan. Pinahiran sila ng titanium nitride at may pinakamataas na kalidad, matibay at maaasahan.
Pag-alis mula sa paksa, mahalagang tandaan nang magkahiwalay na ang mga katulad na drills ay ginawa para sa distornilyador. Ang mga screwdriver ay madalas na hindi idinisenyo para sa isang hexagon at nangangailangan ng isang tiyak na uri ng shank. Bilang karagdagan sa hex, may mga tatsulok, cylindrical, conical, hex (hexagonal) at iba pang mga uri ng shanks.
Paggawa ng isang homemade drill
Kung kinakailangan, maaari kang gumawa ng isang drill mula sa tumigas na bakal. Kabilang sa mga pangunahing rekomendasyon para sa pagsasagawa ng naturang trabaho, tandaan namin:
- Napili ang mga tungkod, na gawa sa mga haluang metal ng tungsten at cobalt. Ang gayong metal ay tanyag na nagwaging tagumpay. Kung ikukumpara sa isang maginoo na drill, ang bersyon na ito ay nailalarawan sa pamamagitan ng pagtaas ng resistensya sa pagsusuot.
- Upang maproseso ang workpiece, kailangan mong ayusin ito sa isang maliit na bisyo. Kung hindi man, ang trabaho ay magiging mahirap.
- Kinakailangan ang isang batong brilyante upang patalasin ang gayong ibabaw. Ang isang ordinaryong isa ay hindi makatiis ng pangmatagalang trabaho.
- Ang dulo ng mukha ay pinahigpit upang ang isang patag na tulad ng distornilyador ay nakuha. Ang mga gilid ng paggupit ay pinahigpit upang makakuha ng isang matalim na punto.
Upang mabawasan ang antas ng kakayahang magamit sa ibabaw, idinagdag ang langis. Tinitiyak nito ang pangmatagalang pagproseso dahil sa pagbawas ng puwersa ng alitan at mas mababang temperatura.

Homemade martilyo drills
Bilang konklusyon, tandaan namin na ang pagproseso ng pinatigas na bakal ay dapat eksklusibong isagawa sa paggamit ng mga espesyal na tool. Para sa trabaho, kinakailangan ang isang drilling machine, dahil hindi ka papayagan ng isang manu-manong makuha ang kinakailangang butas.
Kung nakakita ka ng isang error, mangyaring pumili ng isang piraso ng teksto at pindutin ang Ctrl + Enter.
Mga homemade feather drill para sa kahoy

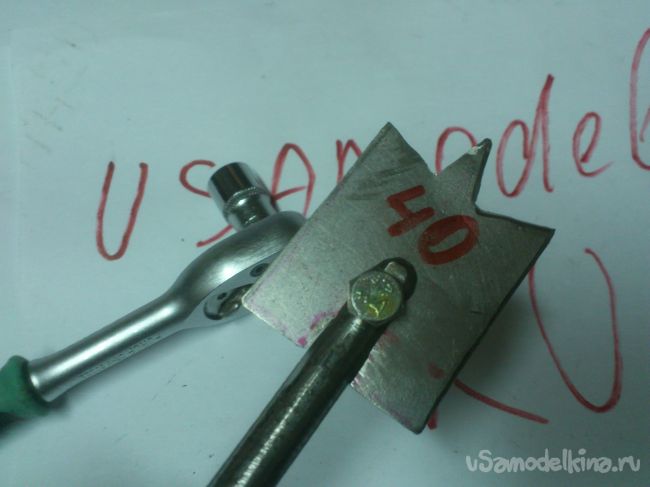
Kamusta, mahal na mga bisita ng site na "Visiting Samodelkin". Ngayon nais kong pag-usapan kung gaano kadali gumawa ng mga drill ng balahibo sa kahoy.
Noong isang araw kailangan kong mag-drill ng mga butas na may lapad na lapad sa chipboard, katulad ng 40 at 20 mm. At pagkatapos ay naka-out na wala akong kinakailangang drills.
Hindi. Siyempre marami akong iba't ibang mga feather drill. At ordinary at maraming wedges. Ngunit, narito, ang problema ay nagtatrabaho ako sa bahay sa basement ngayon, at ang aking mga drills ay matatagpuan sa kabilang panig ng lungsod, lalo na, sa isang lugar ng konstruksyon, kung saan ko huling ginamit ang mga ito.
At sa gayon nagpasya akong mabilis na gawin ang mga kinakailangang drill mula sa kung ano ang nasa kamay.
At, sa katunayan, kailangan ko ang mga sumusunod para dito:
1. Isang piraso ng sheet na "hindi kinakalawang na asero", 2 mm ang kapal. (Hindi kinakailangan na "hindi kinakalawang na asero." Ito ay lamang na ako nakahiga sa paligid ..) 2. Metal pin na may diameter na 10 mm. (Maaari rin itong maging mas payat. Ito lamang ang mayroon ako ng isang ito)))) 3. Bolt (tornilyo) M6 (o mas payat).
(Bago simulan ang kwento, nais kong humingi ng paumanhin para sa hindi magandang kalidad ng larawan. Ang totoo ay wala akong oras upang kunan ng larawan ang hakbang-hakbang, kaya't binuksan ko lang ang video recording sa aking smartphone, at pagkatapos ay kumuha ng mga screenshot mula rito.)
Kaya saan ako nagsimula. Natagpuan ko ang isang piraso ng sheet metal, 2 mm ang kapal. Natagpuan ko ang isang piraso ng "hindi kinakalawang na asero"

Nagsimula ako sa isang drill na may diameter na 40mm. Upang magsimula, gumuhit ako ng isang blangko ng drill sa isang piraso ng hindi kinakalawang na asero:


Gamit ang isang gilingan na may isang cut-off na gulong, pinutol ko ang isang workpiece:


Pagkatapos nito ay ginawa ko mismo ang draft shaft. Napagpasyahan kong gawin ito mula sa isang ten-millimeter bar na nakahiga sa aking "scrap metal":

Walang manipis na bar sa kamay. Ngunit naisip kong gagawin din ng isang ito. Pagkatapos ng lahat, ang isang baras ng diameter na ito ay magkakasya sa anumang kartutso ng isang drill ng sambahayan. Siyempre, ang kapal nito ay kinokontrol ang minimum na diameter ng drill, ngunit palagi akong mayroong mga drill hanggang sa labindalawang millimeter na stock. (Ang mga ito ay mga drill para sa metal, ngunit maaari silang madaling mailapat din sa kahoy). At ang mga balahibo ay kailangan lamang ng mga malalaking diameter ..








Pinutol ko ang isang piraso ng nais na haba mula sa tungkod:

Pag-clamping sa isang bisyo, pinutol ko ang isang diametrical slot na may isang gulong sa paggupit. Naisip ko ang lalim ng hiwa ng mata, sa pamamagitan lamang ng paglakip ng workpiece at pagmamarka ng naturang lalim na "sa gayon ito ay normal". ))))


Pagkatapos nito ay tiningnan ko kung ang aking "balahibo" ay ipinasok sa puwang ng tungkod:

Nakahanay nang eksakto sa gitna, gumawa ako ng isang marker sa eroplano na naaayon sa kapal ng pamalo:


Matapos palitan ang gulong na cut-off sa gulong na cut-off, pinili ko ang metal sa pagitan ng mga puwang.



Pagkatapos ay binarena ko ang itaas na kalahati ng tungkod (hanggang sa puwang) na may isang drill na may diameter na anim na millimeter:

At sa ibabang kalahati ay pinutol ko ang M6 thread:

Pagkatapos nito, ipinasok ko ang nib sa baras, nakahanay ito, at, na minamarkahan ang gitna ng isang drill, inilabas ko ito at nag-drill ng isang butas na may diameter na 6 mm.



Ang M6 bolt ay ang aking tornilyo. Mas madali para sa akin ang gupitin ang mga thread. Ngunit kung wala kang mga gripo sa kamay, maaari mo itong magamit bilang isang bolt - i-tornilyo ang kulay ng nuwes sa kabilang panig. Hindi ito sasaktan, hindi ito magiging madali upang i-fasten ito - kakailanganin mo ng dalawang mga susi.
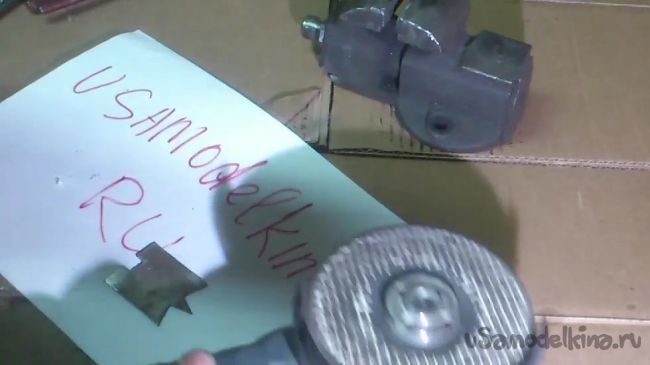
Ngayon ay tatalasin namin ang aming drill. Gumamit ako ng isang homemade emery na may isang tasa ng brilyante. Dahil lamang sa ito ay nasa aking mga kamay:

At maaari mong patalasin ito ng anumang bagay, kahit na sa isang gilingan. Hindi kinakailangan na obserbahan ang isang tiyak na anggulo dito. Hindi ito dapat gawin masyadong matalim:

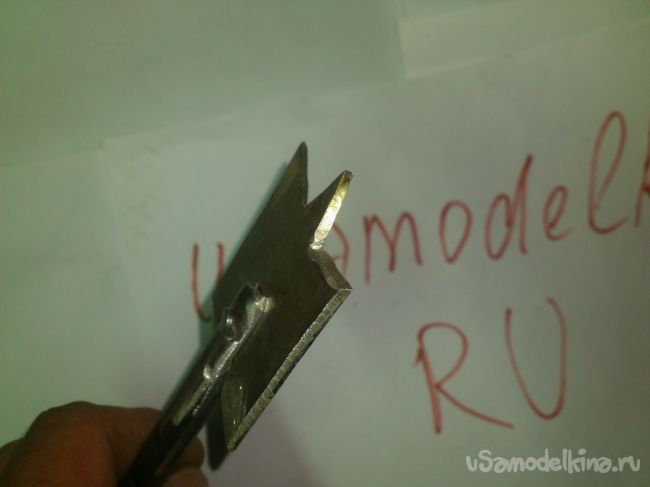
Lahat naman! Handa na ang drill. Madali itong mag-drill ng parehong kahoy at chipboard:




Kasiang tungkod ay handa na, hindi mahirap gumawa ng pangalawang balahibo, 20 millimeter ang lapad:












Siyempre, ang mga drills na ito ay hindi angkop para sa permanenteng, propesyonal na trabaho. Upang magawa ito, kailangan mo ng mga biniling drill na gawa sa mahusay na bakal. Ngunit hindi ako isang propesyonal. Ako ay isang DIY! At ang huling oras bago ang kasong ito, gumamit ako ng pen drill ng diameter na ito mga sampung taon na ang nakakalipas. At eto na naman! )))).
Inabot ako ng mga dalawampung minuto upang magawa ito. (Sa oras na ito, hindi ako nagpunta, kahit na dalhin siya sa tindahan))). At ang paggawa ng kasunod na mga diametro ay kalahati niyon.
At ginawa ko ang trabaho para sa kanila - binansay ko ang butas na kailangan ko. Pagkatapos nito ay ilalagay ko ito sa istante at sa susunod ay kakailanganin ko ito. siguro sa isang taon. O baka sa lima. ... (O baka hindi na ito kakailanganin pa!)))) Ngunit hindi na ito bibilhin o gagawin. )))
.. Nga pala, sa isang lugar ng konstruksyon, kung kailangan ko upang ikabit ang mga beams at rafters, Gumamit din ako ng ganoong drill. Sa oras na iyon, pinahiram ko sa aking kaibigan ang aking mahabang drill para sa kahoy, at, tulad ng karaniwang nangyayari, hindi niya ito ibinalik sa akin sa oras. At upang hindi mag-aksaya ng mga araw, nawala ang ilang minuto - Gumawa ako ng parehong drill, kalahating metro lamang ang haba, at ginawa ang trabaho.
... Para sa mga naturang layunin, ang mga naturang drills ay napaka-angkop.
Pagkuha ng isang malaking butas
Ang mga artesano ay madalas na interesado sa kung paano gumawa ng isang butas sa isang malaking puno ng diameter. Mayroong maraming mga paraan upang magawa ito:
- Ang isang bilog ng kinakailangang diameter ay nakabalangkas. Ang isang maliit na drill ay ginagamit upang mag-drill sa loob ng bilog ng mga butas. Pagkatapos, gamit ang isang pait, ang mga jumper ay pinutol.
- Kumuha ng isang tubo ng tubig. Ang isang gilid ay pinatalas sa ilalim ng mga ngipin sa direksyon ng hiwa. Sa pangalawa, isang butas ang ginawa para sa knob. Ang tubo ay inilalagay laban sa ibabaw at nagsisimula ang isang mabagal na pag-ikot.
- Sa unang yugto, ang isang pamamagitan ng butas ng isang mas maliit na diameter ay drilled. Sa pangalawa, ang isang korona ay kinuha, na kung saan ay ipinasok sa maximum na lalim. Sa huling yugto, ang isang pait ay kumakatok sa ilalim ng drill na kahoy. Ang Chipping ay hindi mangyayari, dahil ang direksyon ay naitakda na ng korona.
Ang mga drill ng kahoy ay may malawak na pag-uuri. Sa bahay, ito ay isang mahalagang paksa. Gayunpaman, ang bawat uri ng trabaho ay nangangailangan ng paggamit ng isang tukoy na tool. Sa tulong ng isa, ang mga butas ay ginawa, ang iba pa - ang palayok, ang pangatlo - ang mga uka. Alam ang lahat ng mga subtleties na ito, kinakailangan na magkaroon ng mga hanay ng mga naturang drills na hindi kailanman magsisinungaling sa sambahayan.
Pagpili ng drill
Ang mga twist drills, na kinakatawan ng isang patayong pamalo na may dalawang plawta, ay laganap. Dahil sa tinukoy na pag-aayos ng mga uka, nabuo ang isang gilid ng paggupit. Kabilang sa mga tampok na pagpipilian, tandaan namin ang mga sumusunod na puntos:
Ang nagwaging drill ay naging lubos na kalat. Maaari itong magamit upang gumana sa iba't ibang mga hardened alloys. Gayunpaman, ang isang ibabaw na may masyadong mataas na tigas ay hindi dapat maiproseso sa naturang tool.
Ang pagpipilian ay ginawa sa mga tuntunin ng diameter. Dapat itong alalahanin na medyo mahirap makakuha ng isang malaking butas ng diameter.
Ang mas malaking pagpipilian sa diameter ay mas mahal dahil sa paggamit ng isang malaking halaga ng materyal sa paggawa nito.
Ang pansin ay binabayaran sa anggulo ng hasa, ang layunin ng produkto at ang uri ng materyal na ginamit sa paggawa. Halimbawa, ang mga bersyon ng cobalt ay mas lumalaban sa mataas na temperatura.
Inirerekumenda na bigyang pansin ang mga produkto ng mga kilalang tagagawa lamang.
Ito ay dahil sa ang katunayan na ang mga bersyon ng Intsik ay ginawa gamit ang mga materyal na mababa ang kalidad. Gayunpaman, ang gayong alok ay mas mura at maaaring magamit para sa panandaliang o isang beses na trabaho.
Kapag pumipili ng isang drill, maaari kang magabayan ng mga inilapat na marka. Mula dito, matutukoy mo kung anong uri ng mga materyales ang ginamit sa paggawa.Ang diameter ng butas na maaaring makuha gamit ang tool ay ipinahiwatig din.

Pinatigas na drill ng bakal
Sa isang dalubhasang tindahan, mahahanap mo ang halos lahat ng kailangan mo upang maisakatuparan ang trabaho. Gayunpaman, ang medyo mataas na gastos ng produkto at ilang iba pang mga puntos ay natutukoy ang katotohanan na ang ilan ay nagpasiyang gumawa ng isang drill sa kanilang sarili mula sa mga scrap material. Ang gawaing ito ay maaaring gawin sa mga kinakailangang tool.