Mga uri ng saw
Ang mga lagari ng banda ay maaaring makilala sa pamamagitan ng uri ng ngipin, isinasaalang-alang ang pagsasaayos kung saan pinili nila ang kinakailangang sample para sa pagproseso ng isang materyal ng isang tiyak na uri. Ang pagpili ng pagsasaayos ng mga nakita na ngipin ay batay sa mga katangian ng sawn timber, sa partikular, sa mga parameter ng katigasan nito: mas siksik ang kahoy, mas maliit ang harap na anggulo ng mga gilid ng paggupit ng tape at ang hakbang sa pagitan ng sila.
Sa pagmamasid sa panuntunang ito, posible na makabuluhang mapabuti ang kalidad ng hiwa at pahabain ang panahon ng pagpapatakbo ng tool.
Ang paglalagari ng manipis na mga materyales ay karaniwang isinasagawa gamit ang isang talim ng lagari, na may pamantayan o maliit na pitch sa pagitan ng mga pamutol, kung hindi man ang panganib ng pinsala sa gumaganang tool ay tumataas nang maraming beses. Ang lagari na may malaking sukat ng ngipin ay idinisenyo upang magamit ito upang maputol ang metal o mga kahoy na gawa sa pader na may pader, na dapat na maayos na maayos bago simulan ang proseso ng pagproseso.
Saw banda disenyo
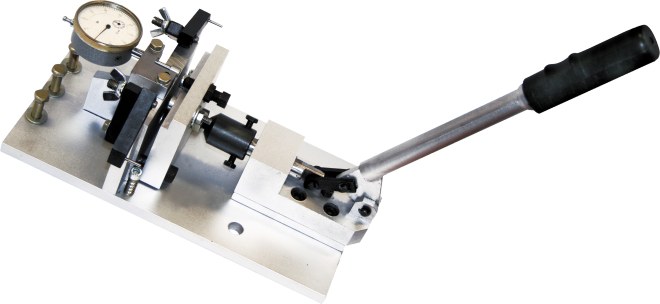
 Makinang nakita ng banda
Makinang nakita ng banda
Ang band saw ay kabilang sa kategorya ng mga tool sa paggupit at isang mahalagang bahagi ng dalubhasang kagamitan para sa pagproseso ng kahoy. Ito ay isang saradong sinturon na may mga ngipin sa panlabas na gilid.
Para sa pagmamanupaktura, ginagamit ang mga espesyal na marka ng bakal - 9HF, B2F o C75. Sa panahon ng proseso ng paggawa, ang mga ngipin ay ginagamot ng mga dalas ng dalas ng dalas. Dagdagan nito ang kanilang tigas. Ang katotohanang ito ang nakakaapekto sa pagkalat ng mga gilid ng paggupit at pagpapanatili. Kadalasan, maraming uri ng bakal ang ginagamit sa paggawa. Ang pangunahing sinturon ay gawa sa isang spring belt, at ang bahagi ng paggupit ay gawa sa bakal na may mataas na nilalaman ng tungsten o cobalt.
Mga tampok ng paggamit ng mga lagari ng banda para sa kahoy:
- mga kinakailangan sa kahoy. Kung mas mahirap ito, mas mabilis na mapupula ang talim;
- mga kondisyon sa pag-install. Dapat na sundin ang tagapagpahiwatig ng pag-igting. Kung ito ay mas mababa sa kinakailangan, ang sagging ay magaganap. Sa malakas na pag-igting, tataas ang posibilidad ng pagbasag ng talim;
- pana-panahong paghihigpit. Mangangailangan ito ng isang espesyal na makina.
Ang pagpapatupad ng huling punto ay magpapataas sa buhay ng serbisyo ng istraktura ng sinturon. Gayunpaman, ang hasa ng iyong sarili ay may problema - kailangan mong piliin ang tamang layout, obserbahan ang anggulo ng pagproseso ng mga blades.
Saw hasa
Sa panahon ng pagpapatakbo ng lagari, mayroong isang pagbawas sa kalidad ng hiwa dahil sa ang pamumula ng mga cutter, isang pagbawas sa lapad ng kanilang setting. Samakatuwid, upang mapabuti ang mga pag-aari ng paggupit, kinakailangan upang patalasin ang mga gilid ng paggupit ng banda ng saw. Mga tagubilin sa trabaho:
- Kable.
- Pagpihit.
Sa bahay, ang setting ng mga ngipin ay maaaring gawin sa mga sumusunod na paraan:
- klasiko: sunud-sunod na baluktot sa gilid na naaayon sa disenyo;
- paghuhubad: baluktot sa parehong direksyon ng dalawang katabing ngipin, at iniiwan ang pangatlo na hindi nagbago sa paunang posisyon;
- kulot: ang bawat ngipin ay nahahati ng iba't ibang halaga sa anyo ng isang alon.
Ginagawa ang paghasa sa sumusunod na pagkakasunud-sunod:
- Ang mga gumulong na gulong ay napili na isinasaalang-alang ang tigas ng materyal. Para sa steel tool ng machining, dapat gamitin ang mga corundum disc. Maaari mong patalasin ang mga tool na bimetallic na may mga disc ng brilyante.
- Emery para sa tape. Magagamit sa mga sumusunod na hugis: plate, flat, cup, profile.
- Ang tape ay dapat na malinis ng dumi, mantsa ng langis, ahit. Pagkatapos ay i-on ang mga ngipin sa kabaligtaran at mag-hang sa form na ito sa loob ng 12 oras.
- Talasa sa mga nakahandang gamit.
Pangunahing mga panuntunan para sa pag-on ng mga lagari:
ang mga ngipin ay pinatalas sa isa o magkabilang panig ng talim;
kinakailangan upang alisin ang parehong mga layer ng metal mula sa mga ngipin upang ang linya ng paggupit ay nabuo kahit na, ang mga gilid ay makinis;
kapag lumiliko sa mga bilog, ang malakas na pagpindot ng mga pinahigpit na gilid sa nakasasakit na ibabaw ay hindi katanggap-tanggap upang maiwasan ang metal na pagsusubo at pagkawala ng mga mekanikal na katangian;
kinakailangan ang paglamig ng tubig upang palamig ang tool sa panahon ng operasyon;
mahalaga na mapanatili ang geometry ng talim at ngipin;
kung ang mga burr ay natagpuan, kailangan nilang alisin.
Ang wastong pagkalat ng mga ngipin ay hindi kinakailangan ng ganap sa buong eroplano, ngunit yumuko lamang sa 1/3 o 2/3 ng tuktok. Ayon sa mga rekomendasyon ng mga tagagawa, ang sukat ng liko ay mula sa 0.3 hanggang 0.7 mm.
Paano patalasin nang tama ang isang banda na nakita
Kaagad, napapansin namin na kung walang karanasan at kasanayan sa pagsasagawa ng naturang gawain, mas mahusay na ipagkatiwala ang paggalang sa lagari sa mga propesyonal. Ang paglabag sa geometry ng mga ngipin ng gilid ng paggupit, ang hitsura ng dross sa metal o maling setting ay makabuluhang bawasan ang buhay ng talim.

Napagpasyahan na patalasin ang lagari ng banda gamit ang iyong sariling mga kamay, magiging kapaki-pakinabang upang pamilyar muna ang iyong sarili sa mga pangunahing kahulugan, na ang kaalaman ay maaaring kailanganin sa proseso. Kaya, para sa tamang pagbuo ng cutting edge kakailanganin mo:
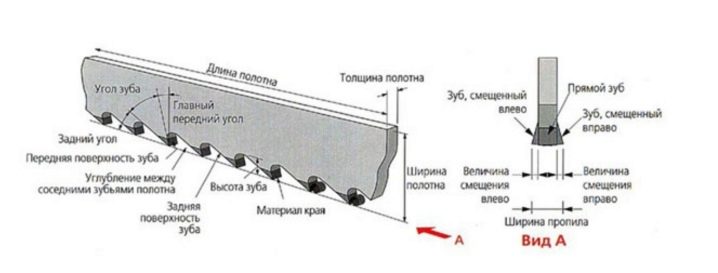
- setting - paglihis ng mga ngipin mula sa eroplano ng pangunahing talim ng lagari;
- ang taas ng ngipin ay ang distansya sa pagitan ng tuktok na punto at ng base;
- pitch - ang distansya sa pagitan ng mga ngipin, karaniwang nag-iiba sa pagitan ng 19-25 mm.
- hasa ng hasa - nakasalalay sa inilaan na layunin ng tool; halimbawa, ang inirekumendang anggulo ng hasa para sa mga lagari ng karpintero ay 35 °, para sa paghahati ng mga lagari - 18-22, na inilaan para sa paglalagari ng isang bar - hindi hihigit sa 15 °.
Ang hasa ng hasa ay natutukoy ng tagagawa, samakatuwid, kapag binibihisan ang sarili ng lagari, inirerekumenda na sumunod sa mga parameter na ito.
Narito ang mga detalyadong tagubilin na makakatulong sa iyo na patalasin nang tama ang isang saradong gabas nang hindi gumagamit ng mga serbisyo ng mga espesyalista.






Kable
Ang pagtatakda ng mga lagari ng banda sa kahoy ay ang unang hakbang sa pagpapanumbalik ng profile ng cutting edge. Sa panahon ng operasyon, ang lokasyon ng mga ngipin ay maaaring magbago, kaya hanggang sa makamit ang tamang geometry, walang katuturan na patalasin ang bahagi ng lagari.

Mayroong 3 mga paraan upang buksan ang lagari:
- klasiko - ang mga ngipin ay halili na lumihis sa kanan at kaliwang panig;
- stripper - ang ika-1 at ika-2 ngipin ay lumihis sa iba't ibang direksyon, ang pangatlo ay nananatiling pantay. Ang profile na ito ay nilikha para sa paglalagari ng matitigas na materyales;
- kulot - ang pinakamahirap na pagpipilian, na kahawig ng isang alon sa hugis. Dito, ang bawat ngipin ay may indibidwal na hugis, at ang ganitong uri ng setting ay karaniwang ginagawa lamang sa mga dalubhasang workshop.
Dapat pansinin na kapag ang mga kable, hindi ang buong ngipin ay baluktot sa paligid, ngunit halos 2/3 ng itaas na bahagi. Ang pamamaraan ay ginaganap sa isang espesyal na set saw ng banda. Ang gastos ng naturang tool ay medyo mataas, kaya binibili nila ito kung kailangan mong ayusin ang maraming mga tool. Ang pagkakaroon nito ay maaaring maging sandalan ng nagpapahigpit na negosyo.
Siyempre, sa unang pagkakataon na magagawa mo nang tama ang lahat, kahit na sa isang naaayos na makina, maaaring hindi ito gumana, kaya't kahit papaano ang geometry ng profile ay dapat manatiling pareho bago magsimula ang trabaho.
Nagpapahasa
Ito ang pangunahing hakbang sa paggupit ng pagbibihis ng gilid at maaaring gawin sa dalawang paraan.

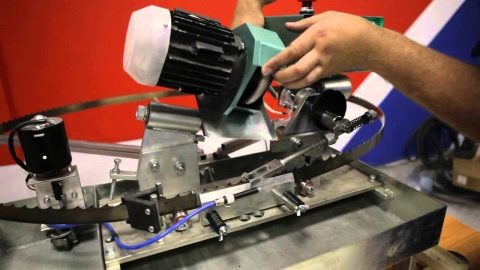
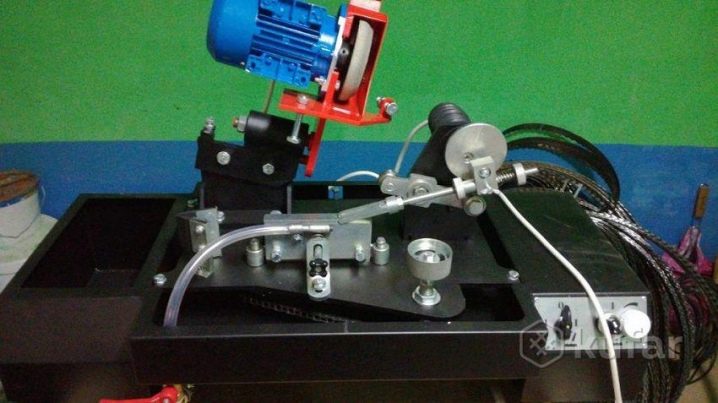
Ang mga buong lagari na lagari ay pinahigpit gamit ang isang gulong ng CBN na naka-install sa isang espesyal na makina ng hasa.
Ito ay isang ganap na awtomatikong operasyon na ginagamit ng mga propesyonal. Ang gawain ng makina para sa hasa ng mga lagari ng banda para sa kahoy ay kinokontrol ng electronics, at pinoproseso ng hasa ng gulong ang buong banda sa isang pass. Ang kawalan ng pamamaraang ito ay ang gulong CBN ay indibidwal na napili sa profile ng lagari, samakatuwid, para sa pagbibihis ng iba't ibang mga tool, ang elemento ng hasa ay dapat na naroroon sa assortment.

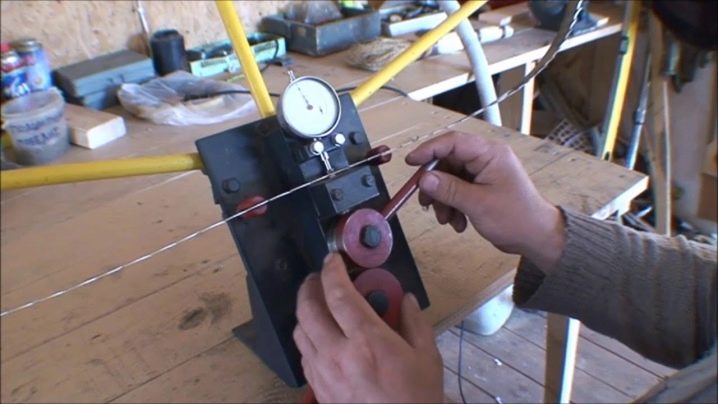
Ang pagpapatasa ng ngipin ay isinasagawa nang manu-mano o sa dalubhasang kagamitan.
Sa unang kaso, ang talas ng ngipin ay maaaring maibalik sa pinakamaikling oras, ngunit ang trabaho ay nangangailangan ng ilang mga kasanayan. Sa pangalawang - masipag na gawain: 4-5 paggalaw kasama ang gilid ng bawat ngipin.

Para sa awtomatikong hasa, brilyante, CBN at corundum na gulong ang ginagamit.
Mahalagang maunawaan na kapag ginaganap ang pamamaraang ito, anghang lamang ang ibinibigay sa mga ngipin, ang geometry na nilikha pagkatapos itakda ang talim ay dapat manatiling hindi nagbabago.
Ito ay kagiliw-giliw na: Salamin panloob na mga pintuan na gawa sa frosted glass: isinasaalang-alang namin ito nang detalyado
Paano patalasin nang tama ang canvas?
Ayon sa istatistika, higit sa 80% ng mga kaso ng mga break sa aparato ang naganap dahil sa kabiguang maisagawa ang mga diskarte sa hasa. Ang pangangailangan para sa hasa ay inihayag sa paningin - sa pamamagitan ng paglitaw ng kanilang mga ngipin mismo o ng estado ng hiwa (nadagdagan ang hindi pantay ng eroplano).
Ang mga bato para sa hasa ng mga talim ng tape ay napili batay sa paninigas ng ngipin. Para sa mga hasa ng produkto na gawa sa carbon at haluang metal na bakal, ginagamit ang mga corundum na bato. Ang mga bimetal blades ay nangangailangan ng borazon (CBN) o mga disc ng brilyante. Ang pag-configure ng talim ng paggiling ng talim ay dapat matukoy batay sa mga katangian ng tool. Maaari itong hugis-pinggan, patag, tasa, profile.







Bago simulan ang trabaho, ipinapayong hayaang mag-hang ang canvas sa hindi naka-lock na posisyon sa loob ng 10-12 na oras.
Mga kundisyon para sa hasa ng mga canvases gamit ang iyong sariling mga kamay:
- tinitiyak ang sistematikong pagtanggal ng metal ayon sa hugis ng seksyon ng ngipin;
- pag-iwas sa labis na presyon sa disc (maaari itong maging sanhi ng pagsusubo);
- tinitiyak ang integridad ng taas at hugis ng seksyon ng ngipin;
- ang kailangang-kailangan na pagkakaroon ng likido para sa paglamig;
- kontrol ng kawalan ng pagmamarka.

Sa pamamagitan ng at malaki, hindi alintana ang kasaganaan ng mga patakaran at kundisyon, ang mga aparatong ito ay medyo hindi kinakailangan sa mga tuntunin ng hasa. Maaari mong harapin ang pareho sa pamamagitan ng isang dalubhasa na pantasa para sa mga tape blades, at sa pamamagitan ng kamay. Bilang karagdagan, ang mga bilog ng iba't ibang mga pagsasaayos at sangkap ay maaaring gamitin para sa pagproseso.

Bago ang hasa ang tape, ipinapayong pamilyar ang iyong sarili sa mga pangunahing pamamaraan para sa pagsasagawa ng pamamaraang ito.
Paraan 1: paghuhugas ng buong profile
Ang pamamaraang ito ay isinasaalang-alang lalo na ang mataas na kalidad at isinasagawa sa mga awtomatikong kagamitan. Ang Elborovy (Borazon) disc, na tiyak na naitugma sa pagsasaayos, pinoproseso ang buong interdental cavity kasama ang mga kaukulang eroplano ng mga katabing ngipin na may isang solong pass. Sa kasong ito, ang pagkuha ng isang hindi pantay na pagsasaayos sa base ng ngipin ay hindi kasama. Ang isang sagabal ng tulad ng isang hasa ay upang patuloy na magkaroon ng isang tukoy na bilang ng mga spheres sa kamay para sa mga canvases para sa iba't ibang mga layunin.

Paraan 2: hasa ang mga gilid ng ngipin
Maaari itong maisagawa sa dalubhasang kagamitan o mano-mano.
Kung napili ang mga espesyal na kagamitan, pagkatapos ay kinakailangan na may kakayahang pumili ng isang bilog - bilang isang patakaran, ito ay mga flat sample. Sa pamamagitan ng at malaki, ipinapayong lumipat sa propesyonal na kagamitan na hasa lamang sa mga sitwasyong iyon kung ang sukat ng trabaho ay malaki. Mas mabuti na magsagawa ng hindi regular na gawaing "sambahayan" sa pamamagitan ng kamay - sa pamamagitan ng isang magkukulit o sa isang ordinaryong makina. Sa panahon ng trabaho, para sa iyong sariling kaligtasan, kinakailangan na gumamit ng mask o salaming de kolor.

Pangunahing impormasyon tungkol sa mga lagari ng banda
Ang isang band saw ay isang tool sa paggupit na ginawa sa anyo ng isang may ngipin na sinturon na may saradong tabas. Upang mapanatili ito, kailangan mo ng isang espesyal na makina ng hasa para sa mga lagari ng banda. Bilang karagdagan, ang mga lagari ng banda ay may bilang ng iba pang mga makabuluhang pagkakaiba mula sa tradisyunal na mga bilog na modelo. Ang pinakamahalaga sa mga pagkakaiba na ito ay ang kakayahang i-cut na may tulad na tool na may isang minimum na lapad. Dapat pansinin na totoo ito lalo na kung kinakailangan na gupitin ang kahoy ng mahalagang mga species at mga blangko mula sa mamahaling metal.
Ang kagamitan na nilagyan ng isang band saw ay maaaring matagumpay na magamit upang maproseso ang mga bahagi na gawa sa iba't ibang mga materyales at pagkakaroon ng iba't ibang mga pagsasaayos. Ang nasabing pagproseso ay nailalarawan sa pamamagitan ng minimum na halaga ng basura ng naprosesong materyal, pambihirang kalidad ng hiwa at mataas na bilis ng proseso. Gayunpaman, ang mga naturang parameter ng pagproseso ay maaaring makamit sa kondisyon na ang paghasa ng mga lagari ng banda sa makina ay ginaganap hindi lamang nang tama, ngunit regular din. Kapag naglilingkod sa isang tool ng tape (lalo na kung makayanan mo ito nang mag-isa), dapat mong mahigpit na sumunod sa mga rekomendasyon ng mga kwalipikadong espesyalista.

Nakita ng awtomatikong banda ng BOMAR
Ang mga lagari ng banda, depende sa mga katangian ng materyal na pinoproseso, ay maaaring gawin ng iba't ibang mga materyales, naiiba sa geometry ng mga gumupit na ngipin. Kung pinag-uusapan natin ang tungkol sa paghihiwalay ng mga metal blangko, narito ang pinakalaganap ay dalawang marka ng bakal na ginamit para sa paggawa ng mga lagari: 9HF at B2F. Ang kagamitan para sa paglalagari ng kahoy ay nilagyan ng mga lagari na gawa sa tigas ng kung saan sa sukat ng HRC ay hindi bababa sa 45 na yunit.
Ang mga tool ng banda para sa paglalagari ng kahoy ay karagdagan na nahahati sa tatlong uri: karpinterya, paghahati, para sa pagproseso ng mga troso. Ang mga tool ng iba't ibang uri natural na may magkakaibang mga parameter (sukat ng talim, hugis at anggulo ng hasa). Pinoproseso ang mga mas mahirap na uri ng kahoy gamit ang isang tool na may mas maliit na anggulo ng hasa.
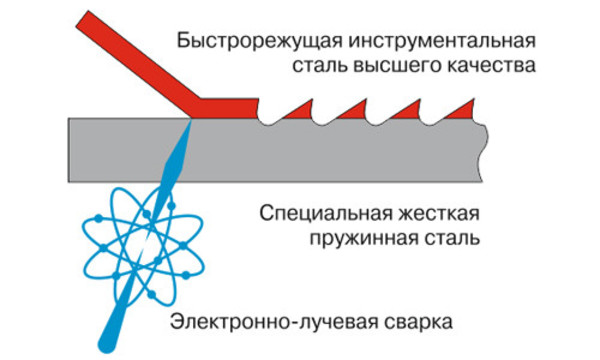
Ngayon, ang mga bimetallic band saw ay lalong ginagamit, na kinakailangan para sa paghihiwalay ng mga workpiece na gawa sa matitigas na marka ng bakal. Ang mga nasabing lagari ay tinatawag na bimetallic sapagkat binubuo ang mga ito ng dalawang magkakaibang mga metal: ang mga gumupit na ngipin ay gawa sa bakal na may mataas na nilalaman ng tungsten at molibdenum, at ang talim mismo ay gawa sa spring steels. Siyempre, ang mga nasabing canvases ay mas mahal kaysa sa karaniwang mga modelo, dahil ang mga espesyal na kagamitan ay kinakailangan para sa kanilang paggawa, kung saan ang koneksyon ng dalawang hindi magkatulad na metal ay nangyayari sa ilalim ng pagkilos ng isang electron beam.








Bimetal Band Saw
Paghasa ng mga canvases sa taglamig
Kung ang lahat ay malinaw sa hasa ng mga canvases sa ilalim ng normal na mga kondisyon, kung gayon ang paghasa sa malamig na panahon ay dapat sabihin nang magkahiwalay. Mayroong pagkakaiba sa hasa ng mga talim ng tape sa tag-init at malamig na taglamig. Ito ay binubuo sa pagbabago ng antas ng hasa. Ang anggulo na wasto para sa mga canvases sa taglamig ay dapat na 90 degree, hindi katulad sa tag-init, kung ang humuhusay na anggulo ay 120 degree.

Mga rekomendasyon mula sa mga eksperto.
Kapag hasa ang talim gamit ang isang makina, bago simulan ang proseso, kailangan mong tiyakin na ang paggiling ng gulong ay nakaposisyon nang tumpak na may kaugnayan sa tool.

Napakahalaga na alisin ang naturang dami ng metal mula sa mga recesses upang ang lahat ng mga microcrack ay maaasahang matanggal.
Kung ang talim ay gumagana nang walang normal na pagpapanatili para sa isang mas mahabang oras kaysa sa pinapayagan ng gumawa, ang dami ng metal na tinanggal sa isang pass ay dapat na tumaas.
Palaging gumamit ng isang bagong talim bilang isang sanggunian upang subukan ang mga epekto ng hasa.

- Ang pagsasaayos ng ngipin ng talim ay isang tagapagpahiwatig na nagtrabaho at nababagay sa mga nakaraang taon. Samakatuwid, ito ay isang malaking pagkakamali na umasa sa tool upang i-cut "nang walang isang buhol, nang walang hadlang," kahit na ano ang gawin mo sa ngipin.
- Kung ang mga pamantayan sa pagpapatakbo ay sinusunod, ang sinturon ay gagana ng mabuti hanggang sa ang lapad ay mabawasan sa halagang katumbas ng 65% ng mga paunang parameter. Ang lapad ay bumababa, syempre, sa panahon ng hasa.

- Mayroong ganap na maling payo na walang partikular na pangangailangan na alisin ang mga scuff mark pagkatapos ng hasa. Kung isasaalang-alang mo ito, natiyak ang paglitaw ng mga microcrack sa lagari.
- Sa pagtatapos ng trabaho, ang tape talim ay dapat na malinis ng shavings at dagta nang hindi ilagay ito sa isang mahabang kahon, at maingat na siyasatin bago hasa.Kung hindi man, ang panganib ng kontaminasyon ng mga paggiling disc ay napakataas. At tiyak na hahantong ito sa isang hindi magandang kalidad na proseso ng hasa.

Tamang proseso ng hasa ng tool
Napatunayan sa pagsasanay na higit sa 80 porsyento ng mga pagkasira ng tool ang nagaganap dahil sa hindi wastong paghasa ng mga ngipin na nakita ng banda. Ang pangangailangan para sa hasa ay natutukoy ng mata - ayon sa kondisyon ng mga pinutol na pader o ang uri ng kanilang mga ngipin mismo.
Ang mga gumulong na gulong para sa mga lagari ng banda ay napili depende sa katigasan ng ngipin. Para sa mga hasa ng hasa na gawa sa tool na bakal, ginagamit ang isang corundum wheel. Ang mga bimetallic na lagari ay pinatalas ng brilyante o borazon na nakasasakit. Ang hugis ng bilog para sa tool ay dapat na matukoy batay sa mga parameter ng mga lagari. Maaari itong maging tasa, profile, plate at flat.
Bago gamitin ang lagari sa trabaho, kinakailangang hawakan ito sa isang nasuspinde, baligtad na estado ng halos labing isang oras.
Mga kinakailangan para sa hasa ng isang tool gamit ang iyong sariling mga kamay:
- kinakailangan upang pantay na alisin ang metal kasama ang profile ng ngipin;
- ibukod ang labis na pagpindot ng bilog (maaari itong humantong sa pinsala sa ngipin);
- sapilitan na paggamit ng coolant;
- upang matiyak ang kaligtasan ng geometry ng ngipin;
- pag-iwas sa pagbuo ng mga burrs.
Sinasabi ng pamantayang tagubilin na ang paghasa ng tool ay dapat na isagawa alinman sa harap ng harapan ng ngipin, o pareho sa likod at harap. Sa pagsasagawa, maraming mga artesano, at maging ang mga propesyonal, ay eksklusibong hasa ang likod na gilid - kaya, sa kanilang palagay, mas maginhawa ito.
Ang tool na ito ay medyo hindi mapagpanggap sa mga tuntunin ng hasa, sa kabila ng maraming mga kinakailangan at alituntunin. Ang paghasa ay maaaring gawin pareho nang manu-mano at paggamit ng isang espesyal na aparatong hasa; mag-apply para sa pagproseso ng mga lupon ng iba't ibang mga materyal at hugis, atbp.
Bago patalasin ang tool, kailangan mong pamilyarin ang iyong sarili sa mga pangunahing uri ng operasyong ito. Maaari ka ring manuod ng isang video sa Internet.
Pagpapahinit ng mga uri
-
Buong view ng profile. Ito ang pinakamataas na uri ng kalidad, awtomatikong ginawa sa mga special. ang makina. Tiyak na tumutugma sa bilog na elbor, ipinapasa ang buong interdental cavity kasama ang mga gilid ng mga katabing ngipin sa isang paggalaw. Hindi nito ibinubukod ang pagbuo ng mga anggular na hugis sa base ng ngipin. Ang tanging sagabal ng ganitong uri ng hasa ay ang pangangailangan na magdala ng isang tiyak na bilang ng iba't ibang mga bilog para sa mga lagari na may iba't ibang mga profile.
- Paghasa ng mga gilid ng bahagi ng paggupit. Maaari itong gawin nang manu-mano o sa isang propesyonal na makina. Kung nais mong patalasin ng isang makina, kailangan mong piliin ang tamang bilog - sa karamihan ng mga kaso ito ay mga flat sample. Batay sa kasanayan, makipag-ugnay sa espesyalista. ang pagpapatasa ng kagamitan ay kinakailangan lamang sa mga kaso kung saan ang dami ng trabaho ay napakalaki. Sa isang maliit na halaga ng trabaho, mas mahusay na pahigpitin nang manu-mano - sa isang maginoo na makina o gumagamit ng isang magkukulit. Kapag gumaganap ng hasa sa trabaho, para sa mga kadahilanang pangkaligtasan, gumamit ng mga salaming pang-proteksiyon o isang maskara.
Kung wala kang isang magkukulit o isang tool sa makina, pagkatapos ay maaari mong patalasin ang tool sa makalumang karaniwang pamamaraan - gamit ang isang file. Sa masigasig at regular na pagpapatupad ng operasyon, ang kasanayang manu-manong mataas na kalidad na hasa ay mabilis na lilitaw.
Payo ng propesyonal
- Kapag hasa ang isang tool sa isang makina, bago simulan ang hasa, kailangan mong tiyakin na ang hasa ng disk na wastong nakaposisyon na may kaugnayan sa lagari.
- Kinakailangan na alisin ang naturang layer ng metal mula sa mga sinus upang masiguro ang pag-aalis ng lahat ng mga microcrack.
- Kung ang lagari ay pinatatakbo nang walang mataas na kalidad na pagpapanatili, mas mahaba kaysa sa inireseta ng gumawa, ang layer ng metal na tinanggal sa isang hasa ay dapat na tumaas.
- Palaging gumamit ng isang bagong tool bilang isang sanggunian upang suriin ang mga humahahol na mga resulta.
- Ang hugis ng talim ng lagari ay isang parameter na na-verify at nabuo sa paglipas ng mga taon. Samakatuwid, ito ay hindi nagkakahalaga ng pagpapakita ng iyong mga parameter at umaasa para sa isang mahusay na kalidad ng trabaho.
- Napapailalim sa mga patakaran ng pagpapatakbo at mga kinakailangan ng tagagawa, maghatid sa iyo ang banda ng banda hanggang sa mabawasan ang lapad nito sa 65 porsyento ng orihinal na crimp. Ang lapad ay nababawasan habang ang mga ngipin ay muling pinatalas.
- Kinakailangan na alisin ang mga burr kapag pinahasa ang tool, kung hindi man ay hahantong ito sa pagbuo ng mga microcrack sa panahon ng paggupit ng mga materyales.
- Matapos ang pagtatapos ng trabaho, ang tool ay dapat na agad na malinis ng sup at dust, at bago hasa, ang lagari ay dapat na maingat na masuri. Kung hindi man, ang mga chips ay magbabara sa humahawak na gulong, na kung saan ay magreresulta sa hindi tamang paghasa ng lagari.
Mga uri ng hanay na nakita sa banda
Tulad ng anumang iba pang tool, ang isang lagari ng banda ay maaaring magsuot pagkatapos ng bawat pag-ikot ng paggupit. Ito ay isang natural at hindi maiiwasang proseso. Iyon ang dahilan kung bakit ang bawat lagari ng banda ay nangangailangan ng regular at kwalipikadong pagpapanatili - setting at paghihigpit. Pinapayagan ng nasabing pagpapanatili hindi lamang panatilihin ang talim ng paggupit sa pagkakasunud-sunod, ngunit din sa makabuluhang taasan ang buhay ng serbisyo nito.









Pinapayagan ng tamang pagruruta na dagdagan ang buhay ng serbisyo ng cutting talim at makabuluhang mapabuti ang pagpapaandar nito. Ang kahulugan ng naturang operasyon ay ang mga sumusunod: ang pagputol ng ngipin ng lagari ay baluktot sa iba't ibang direksyon, na binabawasan ang puwersa ng alitan sa panahon ng proseso ng paggupit, at binabawasan din ang peligro ng talim na naiipit ng workpiece. Ang lagari ng banda ay maaaring itakda sa tatlong paraan, ang pagpili nito ay nakasalalay sa uri ng materyal na pinoproseso.
- Sa tinaguriang uri ng paghuhugas ng setting, ang mga ngipin ay baluktot sa isang paraan na ang bawat ikatlo sa kanila ay mananatiling buo. Ang pamamaraan na ito ay ginagamit kung ang cutting talim ay gagamitin para sa pagputol ng sobrang matitigas na mga metal at haluang metal.
- Ang klasikong uri ng setting ay nagsasangkot ng kahaliling liko ng bawat paggupit ng ngipin.
- Sa isang kulot na setting, ang bawat paggupit ng ngipin ay baluktot sa isang tiyak na anggulo. Ito ay malinaw na ang ganitong uri ng layout ay ang pinaka mahirap sa lahat.
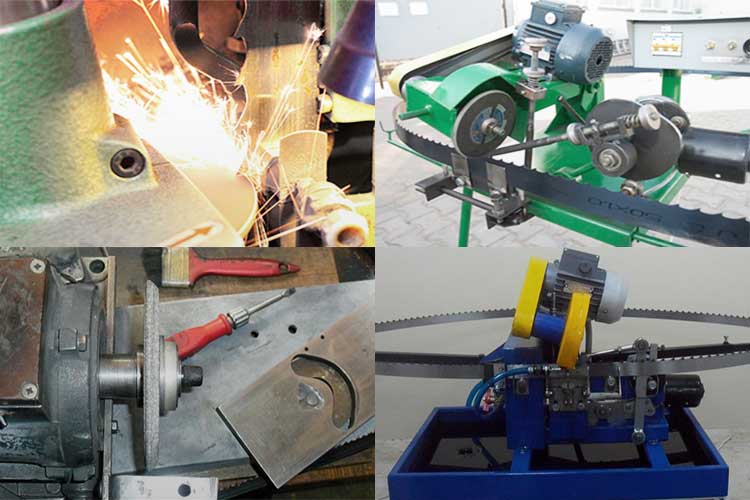
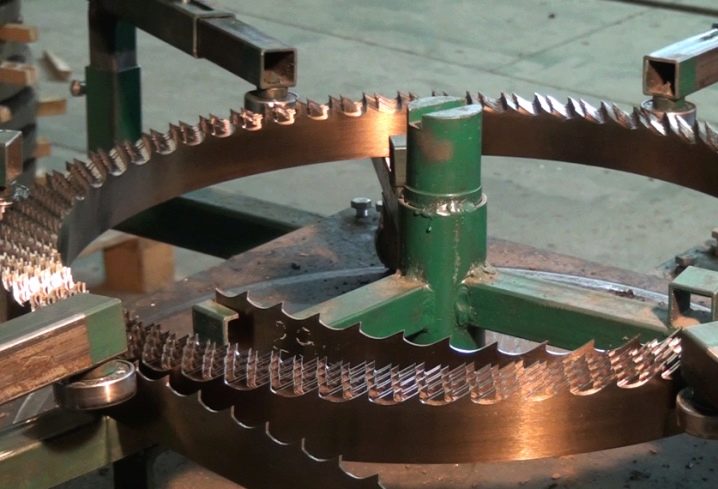
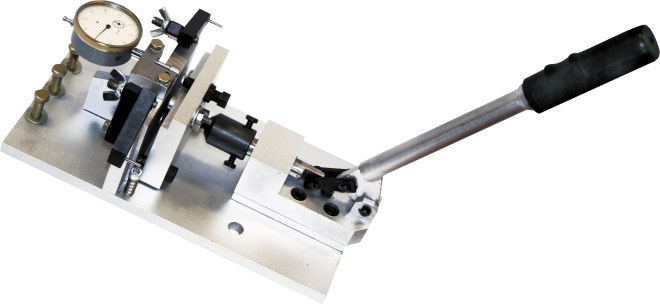
Set saw ng band
Upang yumuko ang ngipin ng lagari ng banda, ginagamit ang mga espesyal na kagamitan, na ginagawang posible upang maisagawa nang mabilis at tumpak hangga't maaari ang isang teknolohikal na operasyon. Ayon sa karaniwang tinatanggap na mga pamantayan, ang maximum na hanay ng mga ngipin ay hindi dapat lumagpas sa 0.7 mm, ngunit kadalasan ang halaga nito ay nasa saklaw na 0.3-0.6 mm
Mahalaga hindi lamang upang piliin ang uri ng setting, na nakatuon sa mga katangian ng materyal na gagupitin, ngunit din upang maisagawa ito nang tama, baluktot ang mga ngipin 1/3 o 2/3 lamang ng kanilang taas
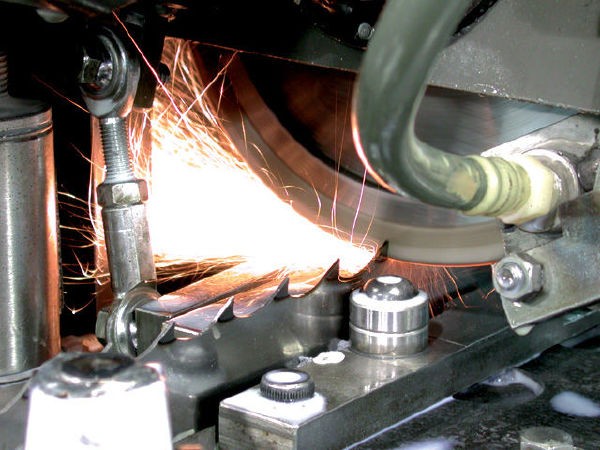
Pagkatapos ng setting, ang pagputol talim ay maaaring maipadala sa banda ng hasa ng hiningang banda. Tulad ng ipinapakita ng mga istatistika, ang mga lagari ng banda ay madalas na nawala ang kanilang pag-andar dahil sa ang katunayan na ang kanilang hasa ay hindi gumanap o wala sa oras. Ang isang tagapagpahiwatig na ang lagari ng banda ay kailangang maitakda at karagdagang pahigpitin sa makina ay ang nadagdagan na pagkamagaspang ng pinutol na ibabaw. Ang pangangailangan para sa naturang pamamaraan ay maaari ring matukoy sa pamamagitan ng paglitaw ng mga gumupit na ngipin.
Ang mga pangunahing elemento ng anumang mga hasa ng machine ay ang mga gulong, ang pagpili kung saan, una sa lahat, ay nakasalalay sa katigasan ng materyal na ginamit upang gawin ang mga gumupit na ngipin. Upang patalasin ang matitigas na materyales, dapat mong gamitin ang mga naaangkop na gulong. Kaya, para sa hasa ng mga bimetallic blades, ang mga hasa ng hasa na binubuo ng mga elemento ng borazon o brilyante ay napili, at ang mga gulong na corundum ay angkop para sa pag-ayos ng mga lagari na gawa sa mga tool steels.
Ang mga tool para sa hasa ng mga lagari na uri ng banda ay pinili pareho sa komposisyon at sa disenyo. Para sa mga talim ng iba't ibang mga disenyo at sukat, ang mga sumusunod na uri ng mga bilog ay maaaring magamit sa mga machine:
- pagsasaayos ng disc;
- hugis tasa;
- profile;
- patag.
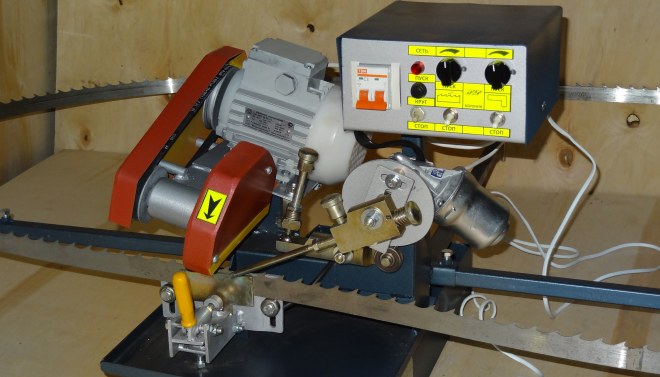
Nakita ng Wood-Mizer Band na Pagpapahinit at Setting Kit
Ayon sa mga tagubilin, kapag pinahahasa ang nakita ng banda sa makina, obserbahan ang mga sumusunod na kinakailangan.
- Walang mga burr na dapat manatili sa ibabaw ng ngipin kapag pinahahasa ito.
- Dapat na alisin ng gulong na gulong ang parehong layer ng metal sa buong profile ng ngipin.
- Upang maiwasan ang sobrang pag-init ng ngipin kapag binubutang ang mga ito sa makina, kinakailangan na gumamit ng isang espesyal na likido sa paglamig.
- Kapag hasa, ang profile at taas ng mga naka-machining na ngipin ay hindi dapat magbago.
- Kinakailangan na subaybayan ang presyon na ipinataw ng paggiling ng gulong machine sa ngipin na pinoproseso. Kung napapabayaan ang kinakailangang ito, ang presyon ay maaaring maging napakahusay, na maaaring humantong sa pagsusubo ng ngipin.
Ang pagbubasa ng mga lagari na uri ng tape gamit ang iyong sariling mga kamay ay may ilang mga tampok. Sa mga ganitong kaso, bilang panuntunan, ang ibabaw ng ngipin ay pinahigpit, kahit na kung gumagamit ka ng mga tagubilin ng gumawa o manuod ng isang pampakay na video, maaari mo ring patalasin ang kanilang harapan sa harap.
Diborsyo na gagawin ng sarili at hasa ng mga lagari sa banda sa kahoy
Ang buhay ng serbisyo ng isang band saw para sa kahoy ay direkta nakasalalay sa kalidad ng hasa nito. Maaari itong maisagawa parehong malaya at sa pamamagitan ng paggamit sa mga serbisyo ng mga dalubhasang kumpanya. Sa unang kaso, kinakailangan upang pamilyarin ang iyong sarili nang detalyado sa teknolohiya at isang bilang ng mga tampok.
Pagputol ng hugis at hasa ng hasa
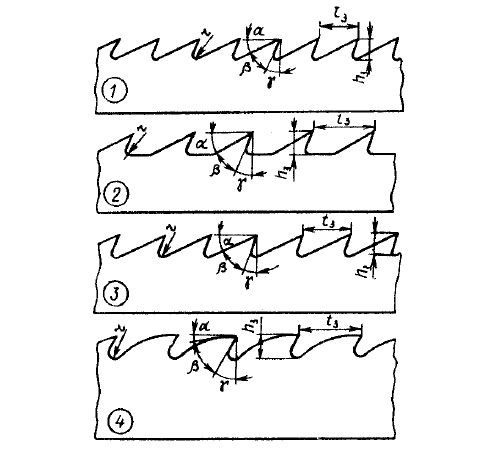
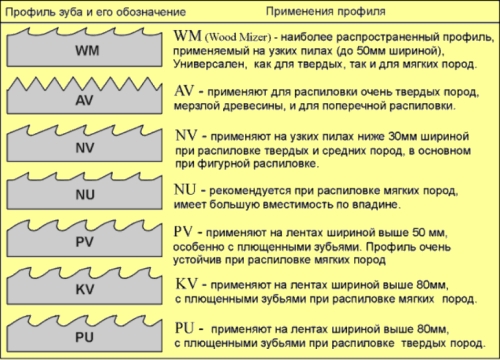
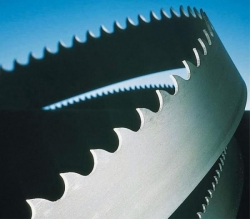
Mga uri ng profile ng banda
Ang unang hakbang ay upang matukoy ang uri ng saw band. Ang pangunahing tagapagpahiwatig ay ang hugis ng mga ngipin.
Nakasalalay sa parameter na ito, nahahati sila sa paghahati, karpinterya o inilaan para sa mga paglalagari na mga troso. Tinutukoy ng tagagawa ang paunang geometry at anggulo ng pagruruta.
Inirerekumenda na alamin ang data na ito sa yugto ng pagbili ng mga bahagi. Kailangan ang mga ito upang matukoy ang mga parameter ng makina.








Para sa mga hardwoods, ang anggulo ng rake ay dapat na mas mababa hangga't maaari. Tinitiyak nito ang pinakamainam na pakikipag-ugnay sa naprosesong materyal sa metal. Kung balak mong iproseso ang mga malambot na barayti, upang madagdagan ang bilis ng pagproseso, maaari kang gumamit ng mga modelo na may malaking halaga ng anggulo ng rake.
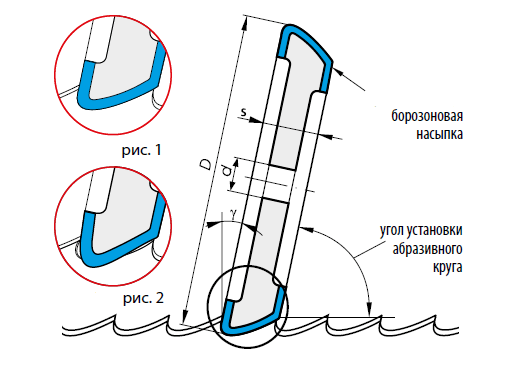
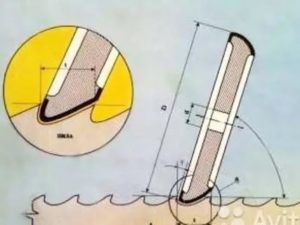
Ang mga tumutukoy na parameter para sa pag-update ng sarili ng cutting edge ay:
- pitch ng ngipin. Ito ang distansya sa pagitan ng mga elemento ng paggupit ng istraktura. Karaniwang mga halaga ay 19, 22 at 25 mm;
- taas ng ngipin. Ang lakas mula sa base nito hanggang sa tuktok;
- iniksyon Ang pangunahing halaga na kailangan mong malaman para sa pagbuo ng pagputol ng eroplano. Para sa mga modelo ng joinery, ito ay 35 °. Sa paghahati ng mga lagari, ang anggulo ay 18 ° hanggang 22 °. Sa mga istraktura para sa pagproseso ng troso - 10 ° -15 °;
- hiwalayan Tinutukoy ang paglihis ng ngipin mula sa pangkalahatang eroplano ng talim.
Sa isip, ang mga katangiang ito ay dapat manatiling hindi nagbabago pagkatapos magtrabaho sa makina. Para sa bawat modelo, tinutukoy ng gumagawa ang maximum na halagang paglihis. Kung nakamit ito sa panahon ng pagpapatakbo, kinakailangan upang bumili ng isang bagong modelo.
Upang maalis ang resonance sa ilang mga uri ng mga tool sa paggupit, isang variable na tunog ng ngipin ang ginawa. Hindi ito nakakaapekto sa manu-manong hasa, ngunit nangangailangan ng maingat na setting ng parameter habang awtomatikong hasa.
Saw band setting
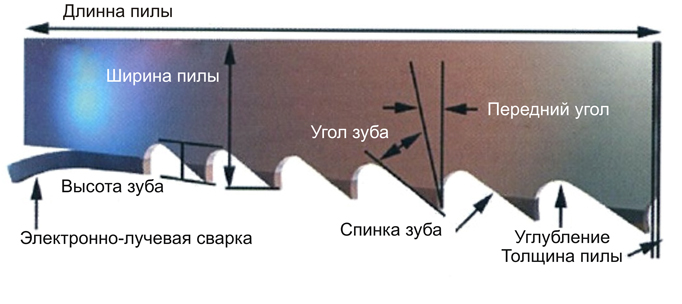
Nakita ng geometry ang banda
Bago mabuo ang cutting edge, dapat mong gawin ang tamang setting ng mga ngipin. Sa buong panahon ng pagpapatakbo, dahil sa patuloy na pag-load, maaaring magbago ang kanilang lokasyon. Samakatuwid, ang geometry ay nababagay muna, at pagkatapos ay hasa.
Ang setting ay isang liko ng ngipin na may kaugnayan sa eroplano ng pangunahing talim. Ang pamamaraang ito ay ginaganap lamang sa isang espesyal na makina. Sa kaso ng malalaking pagkakaiba sa buong haba ng sinturon, posible ang wala sa panahon na pinsala o pagkasira ng sinturon. Samakatuwid, bago iyon, dapat kang magpasya sa uri ng mga kable.
Ang anggulo ng pagkahilig ay dapat na tumutugma sa paunang isa. Ang uri ng mga kable ay isinasaalang-alang din, na maaaring maging tulad ng sumusunod:
- klasiko Kahaliling baluktot ng ngipin na may kaugnayan sa talim sa kanan at kaliwang panig;
- paglilinis.Ang una at pangalawang ngipin ay nailihis sa kanan at kaliwa, habang ang pangatlo ay nananatiling hindi nagbabago. Ang pamamaraan na ito ay ginagamit para sa mga lagari na idinisenyo para sa pagproseso ng matitigas na mga bato;
- kulot Indibidwal ang setting ng anggulo para sa bawat ngipin. Bilang isang resulta, bumubuo sila ng isang paggupit na kahawig ng isang alon. Ang pinakamahirap na uri ng mga kable.
Sa panahon ng liko, hindi ang buong ngipin ay napailalim sa pagpapapangit, ngunit isang bahagi lamang nito. Kadalasan, ang paglihis ay nangyayari sa 2/3 ng kabuuang taas.
Ang average rate ng diborsyo ay limitado sa mga halagang 0.3 hanggang 0.7 mm. Nalalapat ito sa karaniwang mga lagari ng kahoy na banda.