Teknolohiya
Upang patalasin ang isang drill na may mataas na kalidad, kinakailangan ang ilang mga aparato. Hindi mahalaga kung ito ay isang maliit o malaking drill - ang teknolohiya ay pareho: ang mga gilid ng paggupit sa dulo ay gumagawa ng pangunahing gawain, at ang mga gilid ng spiral na gilid ay nakahanay ang drilled hole, inililipat ang mga chips sa mga spiral channel.

Ang pinakamadaling paraan upang patalasin ang isang drill ay isang manggas, ang panloob na lapad ay katumbas ng diameter sa seksyon ng drill mismo. Ang manggas ay naayos nang matatag sa nais na anggulo. Napili ito sa sumusunod na paraan - ang drill ay dapat na malinaw at may pagsisikap na ipasok ang template, nang hindi lumihis kahit isang degree. Kung lumihis ang drill, ang mga gilid ng incisal ay hindi mababawi nang tumpak, at bilang isang resulta, "lalakad" ito habang gumagana. Ang manggas ay maaaring makumpleto ng mga di-ferrous metal tubes, ang panloob na lapad na kung saan ay katumbas ng pinakakaraniwang mga halaga ng diameter ng produkto.

Kasama sa template ang isang madaling gamiting tool na nagpapadali sa feed ng drill sa paggiling na gulong para sa hasa at hindi pinapayagan ang produkto na ilipat sa kabaligtaran. Ang mas mahirap ang uri ng kahoy na kung saan ginawa ang bar, mas tumpak na itinakda ang anggulo: halimbawa, ang master ay gumagamit ng isang oak bar upang pakainin ang drill, habang ang swing ng drill dito kapag pinatasan, ang swing nito ay hindi kasama . Ang makina - halimbawa, ang parehong whetstone - ay maaaring gawing bahay: ang pangunahing bagay ay ang whetstone ay hindi nakasentro, hindi nag-vibrate sa panahon ng operasyon.


Tamang anggulo
Ang anggulo ay natutukoy sa pamamagitan ng uri ng bakal o iba pang metal (o haluang metal) kung saan ang mga butas ay drill. Ang mas mababa ang tigas ng metal o haluang metal, mas malaki ang hasa ng hasa. Kaya, para sa bakal, cast iron at tanso, ang mga workpiece na kung saan kailangang mai-drill, ang humuhusay na anggulo ay umabot sa 120 °, para sa plastik at malambot na mga alkali na metal tulad ng magnesiyo - 85 °.


Ang anumang mga species ng puno ay nangangailangan ng 130 °. Ang 115 ° ay sapat para sa hindi kinakalawang na asero. Ang totoo ay ang isang madaling magbunga ng metal ay bumubuo ng maraming mga chips sa isang maikling panahon, nangyayari ang labis na alitan, at ang dulo ng drill ay mas lalong nagpapainit. At ang labis na init ay nakakapagpalit dito - kahit na ang nagpatigas na bakal na kung saan ginawa ang drill ay pinagsama kapag naiinit. Ang bakal ng produkto ay nawawala ang katigasan nito at nagsimulang mamula sa halip.

Pagde-debug
Posibleng magdala ng isang nabubuo ulit na drill sa bahay sa mga espesyal na gulong na paggiling na nagsasama ng magaspang na paggiling ng high-speed steel na may pinong-grained na bakal. Ang mga disc na ito ay naglalaman ng isang medyo malambot na tagapuno na nag-aalis ng magaspang na mga gasgas, notch at gouge mula sa trabaho. Tinatanggal ang mga ito nang hindi binabago ang hugis ng mga gilid ng paggupit. Ang mga disc na ito ay inilalagay sa isang gilingan o drill, at ang drill ay naipit sa isang hiwalay na clamp o sa isang bisyo. Kung ang pagpoproseso gamit ang mga gulong ay naging magaspang, ang produkto mismo ay pinaggiling ng isang umiikot na gulong na emerye.

Eksaminasyon
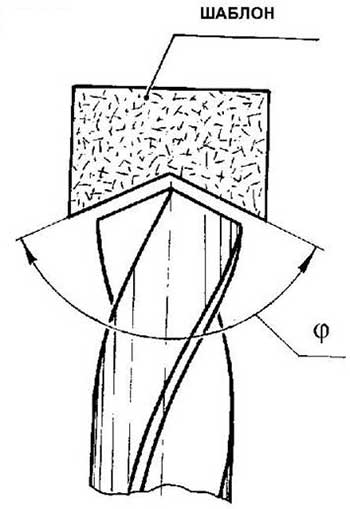
Ang isang mabilis na pag-check ng wastong hasa ay nakakamit sa pamamagitan ng isang espesyal na template na sumusukat sa haba ng mga gilid ng paggupit, ang lokasyon ng tip, ang anggulo ng bevel ng mga outlet na outlet sa drill at ang halaga ng anggulo ng paayon talim

Undercut
Kung ang drill ng master na 10 mm ay mapurol, kung gayon ang produkto ay pinahigpit mula sa gilid ng nangungunang gilid. Ang gawain ay upang dagdagan ang anggulo ng cutting edge at bawasan ang bevel ng nangungunang gilid, makitid ng nakahalang gilid.
Pinipigilan nito ang pinabilis na pagbasag ng pinakamaliit na mga butil ng bakal mula sa punto, na nangangahulugang pinahaba nito ang buhay ng serbisyo ng drill, ginagawang posible na mag-drill nang mas mabilis at higit pa. Ang produkto ay karagdagan sa lupa sa isang maliit na anggulo ng clearance, na binabawasan ang puwersa ng alitan sa mga butas ng hiwa.


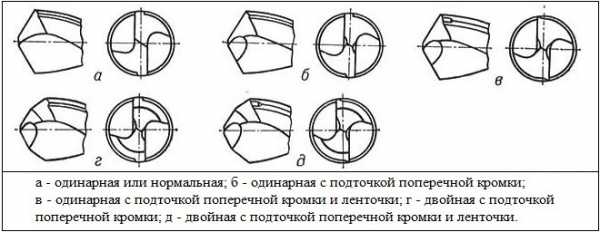
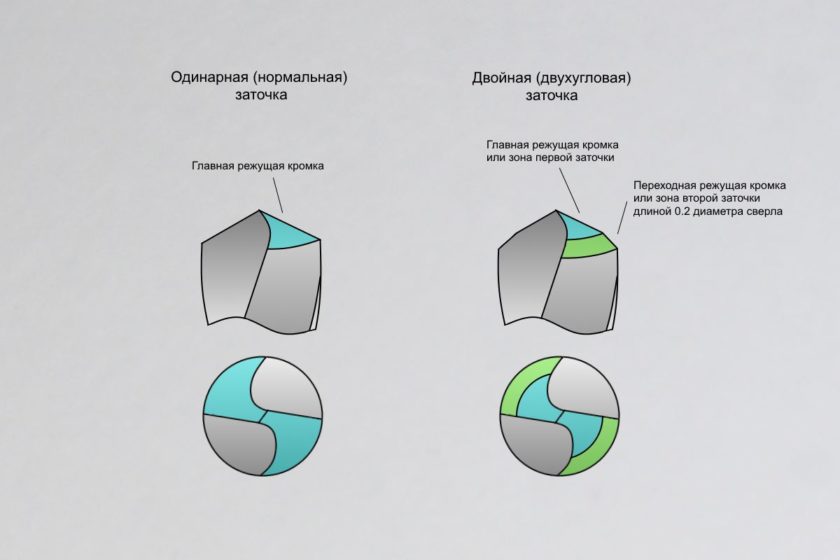
Mga pamamaraan para sa hasa ng mga drills para sa metal
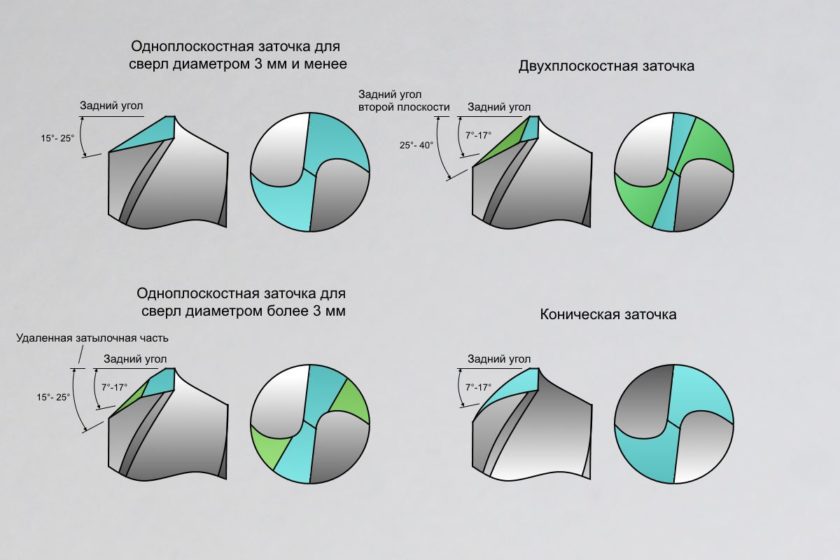
 Pagproseso ng solong-eroplano sa bahay. Ginagamit ang pagpipiliang ito kapag kinakailangan upang patalasin ang mga produkto na hindi hihigit sa 3 mm.
Pagproseso ng solong-eroplano sa bahay. Ginagamit ang pagpipiliang ito kapag kinakailangan upang patalasin ang mga produkto na hindi hihigit sa 3 mm.
Ang kawalan ng hasa na ito ay ang edge chipping ay maaaring mangyari sa panahon ng operasyon. Ang pamamaraan na ito ay nangangailangan ng espesyal na pangangalaga. Ang kakanyahan nito ay ang drill ay inilapat sa bilog at gumagalaw kahilera sa ibabaw ng pagtatrabaho.
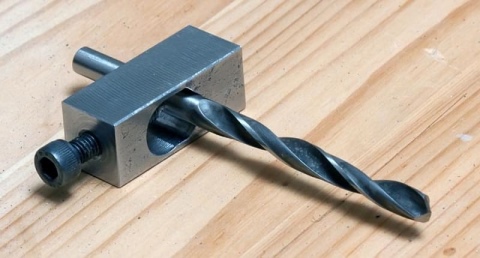
Paghahasa ng manggas o dalawang-eroplano
Ang pagpipiliang ito ay malawakang ginagamit ng mga artesano para sa hasa ng mga produkto. Sa kasong ito, gumamit ng mga espesyal na bushings. Una sa lahat, kailangan mong gawin ang drill sa pamamagitan ng gumaganang ibabaw sa iyong kaliwang kamay, pagkatapos ay dapat itong dalhin sa paggamit ng kono, hawakan ng aparato ang buntot gamit ang iyong kanang kamay.
Ang cutting edge ng produkto ay pipindotin sa dulo ng gulong na paggiling at, bilang isang resulta, ang drill ay paikutin sa paligid ng sarili nitong axis gamit ang kanang kamay. Sa ganitong paraan, ang likidong ibabaw ng tool ay pahigpitin.
Ang pangunahing bagay ay upang mapanatili ang tamang anggulo sa pagitan ng dulo ng nakakagiling na bato at ang pagkahilig nito kapag umiikot ang tool. Ito ay para dito na ang mga espesyal na bushings ay ginagamit upang obserbahan ang anggulo ng hasa ng drill para sa metal.
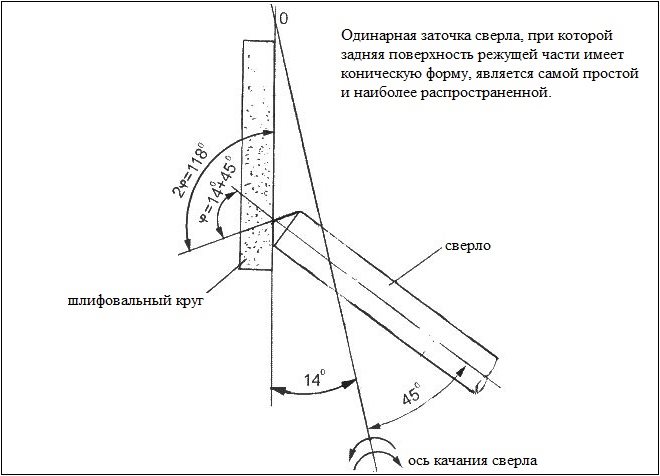
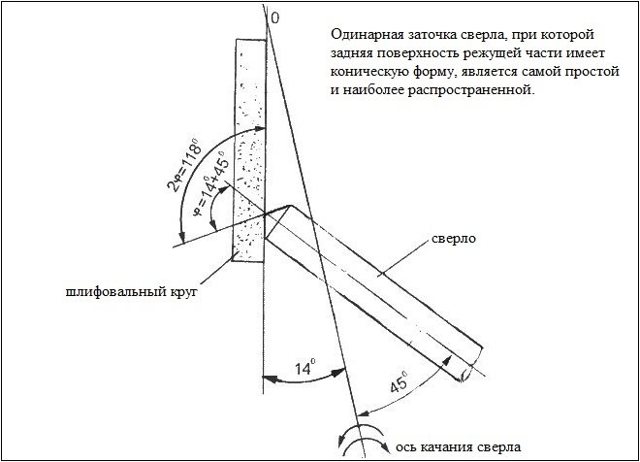
Conical hasa
Kapag sinimulan nila ang hasa ng mga drill ng spiral gamit ang kanilang sariling mga kamay, pinoproseso muna nila ang likod, at pagkatapos ang bahagi ng paggupit. Ang gawain ay tapos na tulad ng sumusunod:
Una sa lahat, ang ibabaw ng kabit ay dapat na pinindot laban sa paggiling na gulong o bato upang walang natitirang mga puwang.
Kapag hasa, ang anggulo ay dapat panatilihing pare-pareho.
Kinakailangan na bigyang pansin ang dulo ng produkto mula sa gilid: kung ang likod na ibabaw ay naproseso nang tama, isang pantay na kono ang makikita.
Pagkatapos ay maaari kang magpatuloy upang patalasin ang paggupit gamit ang iyong sariling mga kamay, habang mahigpit na sinusunod ang anggulo.
Paggamit ng mga kalakip para sa hasa ng mga drill para sa metal
 Ang maginhawang pamamaraan na ito ay nagsasangkot sa paggamit ng mga espesyal na aparato para sa hasa ng mga produkto. Kabilang sa mga pakinabang ng pamamaraang ito ang kadalian ng paggamit at kagalingan sa maraming kaalaman. Ang aparatong ito ay may isang hugis na cylindrical.
Ang maginhawang pamamaraan na ito ay nagsasangkot sa paggamit ng mga espesyal na aparato para sa hasa ng mga produkto. Kabilang sa mga pakinabang ng pamamaraang ito ang kadalian ng paggamit at kagalingan sa maraming kaalaman. Ang aparatong ito ay may isang hugis na cylindrical.






Sa isang banda, mayroong isang yunit ng pagkonekta dito, sa tulong ng kung saan ang nozel ay inilalagay sa drill spindle, at sa kabilang banda, may mga recesses para sa pag-install ng mga drill ng isang tiyak na lapad. Para sa pagproseso, kinakailangan upang ipasok ang produkto sa butas, pagkatapos nito ay mananatili upang itakda ang aparato sa paggalaw gamit ang drill motor at obserbahan ang humahawak na anggulo.
Mga palatandaan ng kabastusan
Ang kagamitan sa paggawa ng kahoy ay maaaring tumagal ng mahabang panahon nang hindi nagpapapangit. Ang mga drills para sa metal ay nabigo nang mas mabilis. Mayroong isang bilang ng mga puntos kung saan maaari mong matukoy na ang kalesa ay mapurol:
- Sa tuktok ng drill mayroong mga chips, iregularidad, microcracks.
- Mga visual na paglihis mula sa orihinal na estado.
- Ang hindi karaniwang katangian ng pagsipol o ingay ay nangyayari sa panahon ng pagbabarena.
- Ang mga lungga at iregularidad ay mananatili sa loob ng butas.
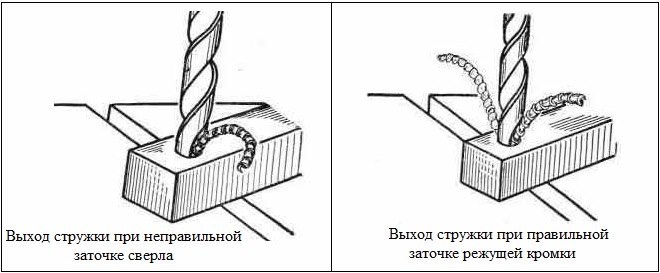
- Ang mga shavings ay naipon sa butas at hindi pinalabas sa labas.
Ang mga paglihis na ito ay nagpapahiwatig ng pagkasira ng tooling. Kailangan mong ihinto ang daloy ng trabaho, iwasto ang mga pagkakamali, o palitan ang tooling.
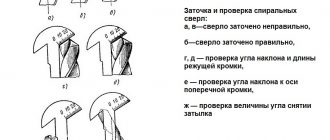
Proseso ng paghasa
Ang hasa ng drill ay dapat gawin sa isang tiyak na paraan. Upang magsimula sa, gawin ang tool gamit ang iyong kaliwang kamay malapit sa harap (nagtatrabaho) na bahagi. Sa iyong kanang kamay mahigpit naming hinahawakan ang shank. Sinisimula namin ang pag-ikot ng disc sa isang gilingan o makina at maingat (nang walang malakas na presyon) dalhin ito sa likurang bahagi ng cutting edge ng drill dito.
Patuloy na gaanong pinindot ang drill laban sa disc, i-on ito gamit ang iyong kanang kamay upang patalasin ang likod. Sa lahat ng oras na ito sinusuri namin ang nais na ikiling ng drill. Tinitiyak din namin na ang mga gilid ng paggupit ay pareho sa haba at pinahigpit sa parehong anggulo.
Paghahasa ng drill
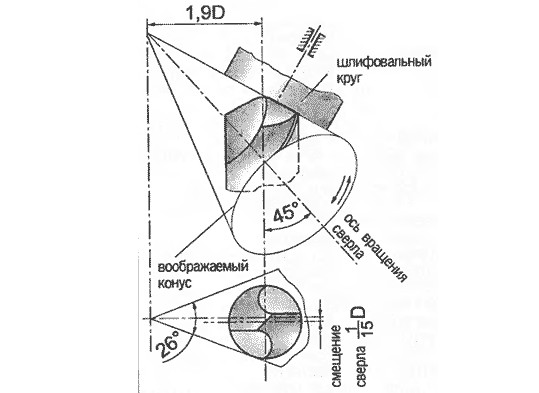
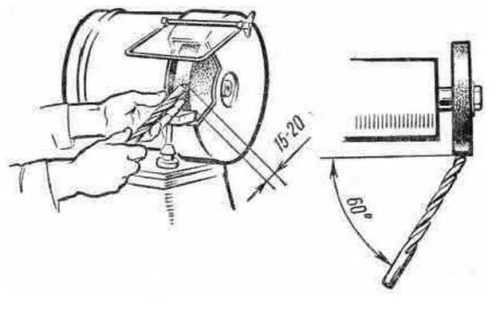
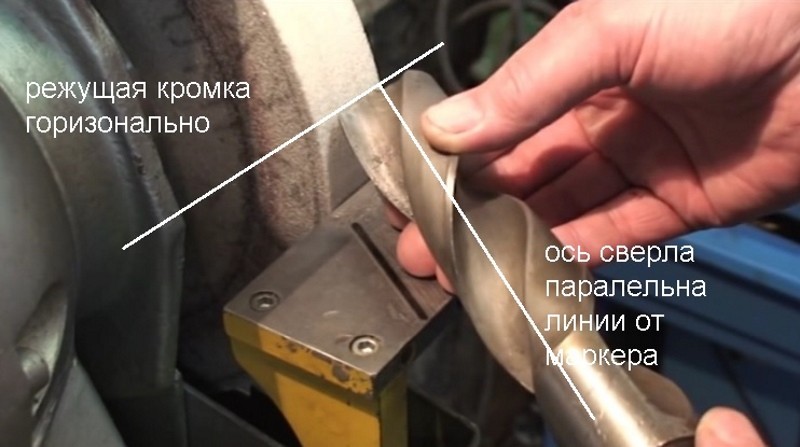
Ang unang gawain ay upang gawin ang likod na ibabaw kahit na at may parehong slope.Upang mai-orient nang tama ang drill kapag hasa, gumamit ng isang marker upang gumuhit ng isang linya na may isang marker sa isang anggulo sa gumaganang ibabaw ng gulong, naaayon sa anggulo sa pagitan ng cutting edge at ng axis ng drill (kalahati ng sulok sa itaas ). Sa bahay, ang gawain ay karaniwang pinasimple at ang drill ay nakaposisyon sa isang anggulo ng 60 °.
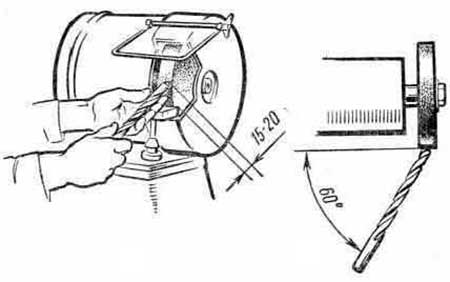
Ang drill ay nakasalalay sa hintuturo (o sa mga daliri, na may malaking lapad) na nakasalalay sa isang posas. Ang drill ay dapat na nakaposisyon na may gilid nito na parallel sa markang linya ng sanggunian. Pindutin ito mula sa itaas gamit ang hinlalaki ng parehong kamay. Ang pangalawang kamay ay humahawak sa shank at kinokontrol ang paggalaw ng drill sa lahat ng mga eroplano, inaayos ito sa nais na posisyon. Ang antas ng pagpindot sa drill sa bilog ay kinokontrol ng parehong mga kamay. Hindi mo dapat pigain at pilitin nang sobra ang iyong mga daliri. Kinakailangan na hawakan ang drill nang pahalang, pinapayagan na ibaba ang shank sa ibaba ng paggupit na bahagi, ngunit sa anumang kaso ay baligtad.

Ang gilid ng paggupit ay dapat na pahalang at mahalaga na mapanatili ang posisyon na ito habang hinahasa ang flank. Maingat na dinala ang drill sa nagtatrabaho na pantasa, hinahawakan ito ng presyon ng ilaw, pagkatapos ay ang shank ay dapat na maayos na ibababa nang hindi paluwagin ang presyon
Pagkatapos ay mai-retract nang bahagya ang drill. Ang operasyon ay maaaring gumanap ng maraming beses, depende sa antas ng pagkasuot ng gumaganang bahagi.

Susunod, ang drill ay pinaikot sa paligid ng paayon axis ng 180 degree, at ang pagpapatahimik na operasyon ay paulit-ulit para sa ikalawang flank ibabaw.
Mahalagang subukang huwag baguhin ang paunang posisyon ng mga kamay at iposisyon ang gilid nang pahalang, upang lumikha ng presyon na katulad sa una. Kung ang pangalawang gilid ay kailangang pahigpitin nang mas mahirap kaysa sa una, ang pagpapatalim ng operasyon ay paulit-ulit na mas maraming beses.

Susunod, isinasagawa ang isang tseke ng mga nakabukas na ibabaw. Maaari itong magawa ng mata - ang paggupit ay dapat na mas mataas kaysa sa lahat ng iba pang mga ibabaw, at ang mga ibabaw sa likod ay dapat na magkatulad na hugis at sukat. Ang drill ay nasuri para sa ilaw, upang ang mga pagsasalamin sa metal ay hindi makagambala, kalasag ito sa iyong kamay mula sa ilaw na mapagkukunan.

Ang resulta ng hasa ay maaaring suriin sa isang template sa pamamagitan ng paglalapat nito halili sa mga likuran na ibabaw ng isang patayo na nakaposisyon na drill. Kung kapansin-pansin ang mga pagkakaiba, ang mas mababa sa ibabaw ng likod ng lupa ay dapat na naitama sa pantasa. Ang haba ng mga nagtatrabaho na gilid ay naka-check sa isang vernier caliper - ang distansya mula sa tulay hanggang sa punto ng paglipat ng cutting edge sa tape ay sinusukat. Kung magkakaiba ang mga parameter, ang mas maikli na gilid ay pahigpitin.
Upang ma-orient ang drill nang tumpak hangga't maaari sa isang naibigay na anggulo sa panahon ng paghasa, maginhawa na gumamit ng isang piraso ng bakal o aluminyo na sulok na may istante na 30 - 40 mm bilang isang elemento ng gabay. Ang isang piraso ng sulok na may haba na humigit-kumulang na 70 mm ay nakakabit sa handrail gamit ang isang maliit na clamp upang ang drill, na pinindot laban sa gilid ng bahagi, na may hit edge na eksaktong tumama sa nagtatrabaho na bahagi ng nakasasakit na gulong. Ang pagsunod ng bahagi ng bahagi sa gabay ay dapat na mapanatili sa buong buong ikot ng hasa.

Sa panahon ng proseso ng paghasa, ang drill ay dapat na cooled sa isang lalagyan na may tubig o langis ng makina - ang sobrang init na metal ay hindi gaanong naproseso at maaaring mapinsala.
Kung nasiyahan ka sa humahantong na resulta, ipinapayong pinuhin ang mga gumaganang gilid sa isang silicon carbide wheel, upang mabigyan sila ng kinis, na nagdaragdag ng buhay ng drill.
Video sa "kung paano patalasin nang tama ang mga drills na metal":


Anong geometry ang kailangang ibigay upang maiikot ang mga elemento ng drill para sa pinakamainam na paglikha ng mga butas sa mga metal
Upang maisagawa ang mataas na kalidad na hasa, kinakailangan upang magkaroon ng isang mahusay na pag-unawa sa aparato at ang prinsipyo ng pagpapatakbo ng tool sa pagbabarena.
Paano ginawa ang drill
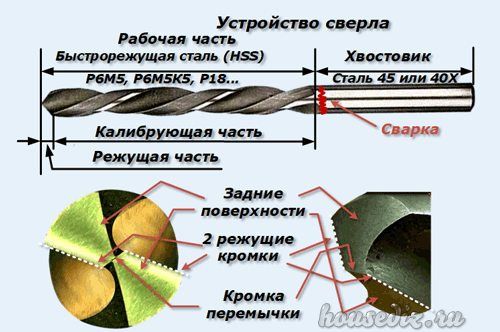
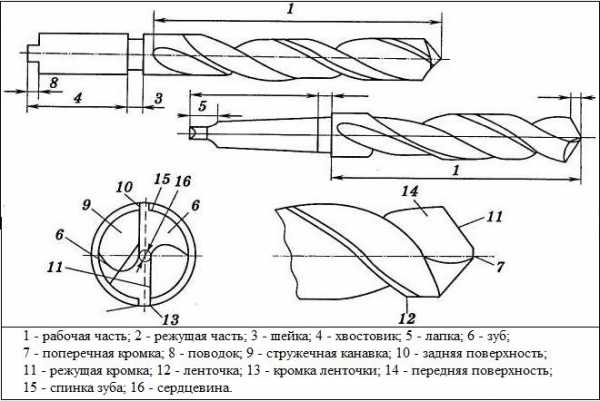
Binubuo ito ng dalawang bahagi na konektado sa pamamagitan ng hinang:
- nagtatrabaho, gawa sa high-speed steel (HSS) na markang P6M5, P6MK5, P18 at mga katulad nito;
- ang shank ay naka-clamp sa chuck (bakal na 45 o 40X).
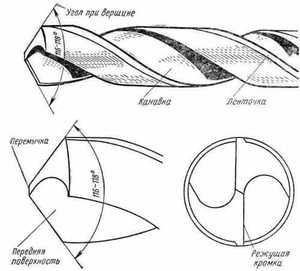
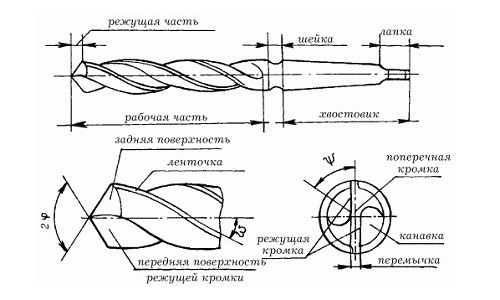
Ang nagtatrabaho na bahagi naman ay kinakatawan ng:
- tip sa paggupit (ang pangalawang pangalan ay lead-in);
- isang seksyon ng pagkakalibrate na ginawa ng isang silindro mula sa mga chips ng evacuation ng chip na may isang calibration tape.
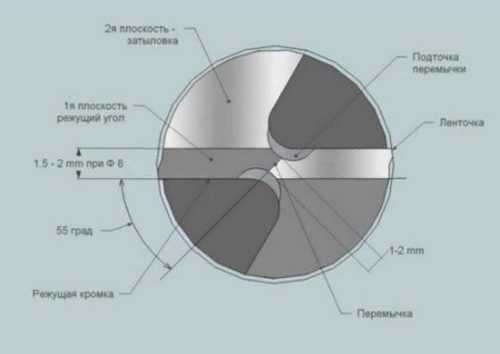
Naglalaman ang tip sa paggupit:
- 2 mga gilid ng paggupit (RK), na konektado sa gilid ng lintel (o sa pamamagitan lamang ng lintel);
- 2 pabalik na ibabaw.
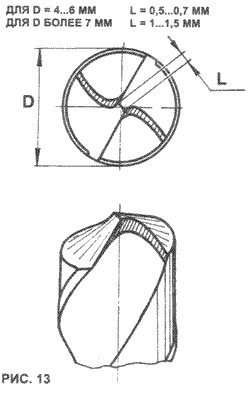
Kapag naibalik ang mga gilid ng paggupit, kinakailangan na bigyang-pansin ang pagsasaayos ng tulay, dahil nabuo dito ang isang gitnang tuktok.

Sa katunayan, ang tulay ay isang layer ng metal na matatagpuan sa pagitan ng dalawang mga uka para sa paglikas sa mga shavings. Unti-unting tataas ito mula sa dulo hanggang sa shank.
Ang center vertex na nabuo ng hasa ay dapat na mahigpit na matatagpuan sa patayong axis ng pag-ikot.
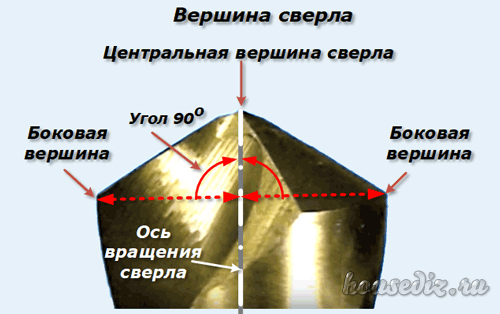
Sa kasong ito, ang dalawa pang mga lateral vertex ay nilikha dahil sa intersection ng linya ng paggupit na may likuran na mga ibabaw sa mga punto ng kanilang pagsali sa mga calibration strips.
Matapos ang hasa, ang mga tuktok sa gilid ay dapat na matatagpuan mahigpit na simetriko na may kaugnayan sa bawat isa, at ang linya na kumokonekta sa kanila ay nakadirekta patayo sa axis ng pag-ikot.
Anong mga anggulo ang lumilikha ng pinakamainam na paggupit
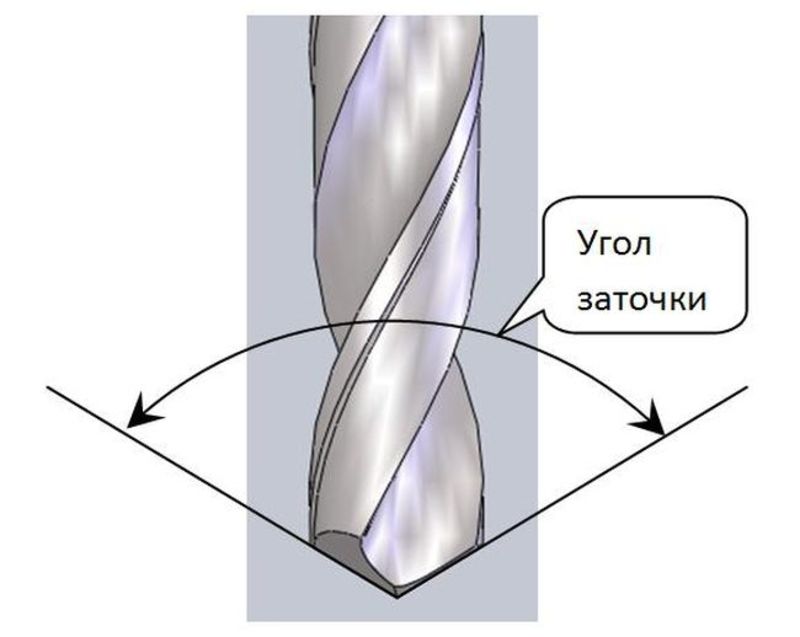
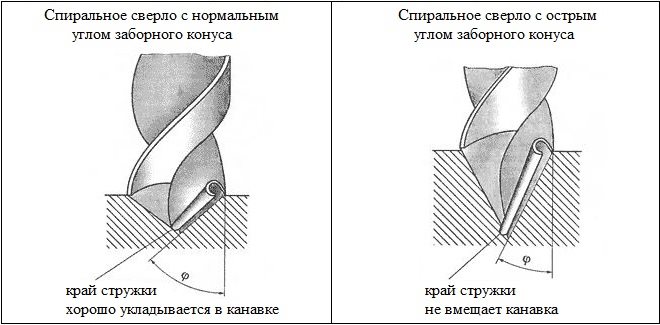
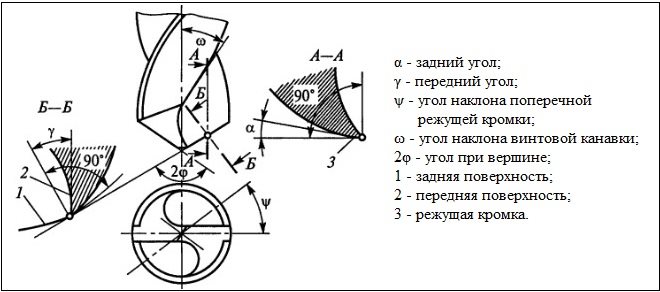
Ang anggulo ng ilong ay sinusukat sa pagitan ng mga gilid ng paggupit. Ang halaga nito ay maaaring mag-iba mula 116 hanggang 130 degree at depende sa tigas ng metal na pinoproseso. Ang isang mas matalas na anggulo na hasa ay ginagamit sa mga light alloys.
Para sa mga layunin sa sambahayan, hindi kinakailangan upang makamit ang pagsunod sa mga anggulo na may katumpakan na 1 degree. Ang halagang 120 ° ay gumagana nang normal dito. Nabuo ito sa pamamagitan ng paghahati ng bilog sa tatlong bahagi.

Ang anggulo sa pagitan ng web at ng cutting edge ay nilikha sa pamamagitan ng pantay na paggiling sa likod na ibabaw sa isang ikiling na eroplano. Dapat itong 55 degree sa magkabilang panig.
Ang anggulo ng pagkahilig ng spiral ay maaaring naiiba nang bahagya sa bawat produkto. Para sa mga pinakamahirap na metal, ito ay ginawang 25O, at para sa pinakakaraniwan - 30.
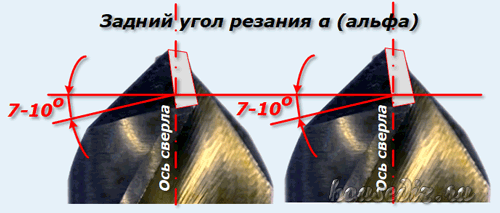
Ang anggulo ng clearance ay sinusukat sa pagitan ng patayo sa axis ng pag-ikot at ang linya ng generatrix na matatagpuan sa eroplano ng flank ibabaw. Ang pinakamainam na halaga nito ay mula 7 hanggang 10 degree.
Sa direksyon ng spiral, maaaring isagawa ang mga drills:
- kanan - para sa pagproseso ng mga metal sa direktang pag-ikot;
- kaliwa - na may reverse rotation.
Paano nakakaapekto ang haba ng tool sa kalidad ng drill
Tatlong uri ng mga produkto ang ginawa para sa iba't ibang mga kondisyon sa pagpapatakbo:
- maikli, ginawa alinsunod sa GOST 4010-77;
- daluyan (GOST 10902-77);
- mahaba (GOST 888-77).
Ang mga maiikling serye ay may pinakamahusay na pagganap (nakasentro sa kalidad at pag-cut ng pagkarga).
Ano ang isang drill at kung paano ito patalasin
Para sa gawaing pagbabarena, ang mga espesyal na tool ay ginawa, ang pinakakaraniwan sa mga ito ay isang drill.
Pansin Para sa trabaho na may iba't ibang mga materyales, ang mga espesyal na drill ay ginawa na may iba't ibang mga hasa ng paghuhugas ng drill. Bilang karagdagan, nakakaapekto ang istraktura ng materyal sa mga hasa ng paghihigpit.
Ngunit una muna
Bilang karagdagan, naiimpluwensyahan ng istraktura ng materyal ang mga hasa ng paghihigpit. Ngunit una muna.








Iba't ibang mga paraan ng hasa
Ang drill ay isang tool sa paggupit na nagsasagawa ng proseso ng paggupit sa pamamagitan ng umiikot na kilusan gamit ang isang feed ng ehe.
Ginagamit ang mga drill hindi lamang para sa paggawa ng mga butas ng iba't ibang mga diametro, kundi pati na rin sa muling pagpapalit ng mga mayroon nang mga butas. Gamit ang isang drill, maaari kang mag-drill ng isang butas, gumawa ng isang depression ng kinakailangang diameter, at mag-drill sa kinakailangang lalim.
Ngunit upang maisagawa ang nakalistang gawain, kakailanganin mo ng isang drill ng kinakailangang diameter.
Bilang karagdagan, ang drill ay dapat na maayos na hinasa.
Iba't ibang mga paraan ng hasa para sa isang tiyak na materyal
At upang malaman kung paano patalasin ang isang drill, kinakailangan upang linawin kung aling materyal ang gagamitin ng tool.
Sa istraktura, ang mga drills ay ginawa patabingiin, patag o balahibo, singsing, gitna, para sa malalim o isang panig na paggupit.
Magagamit ang mga twist drill sa iba't ibang mga diameter. Ang saklaw ay 0.1 ... 80 mm na may haba ng gumaganang bahagi hanggang sa 275 mm.
Ginagamit ang mga flat drill upang makagawa ng malalaking butas sa lapad hanggang sa mahusay na kalaliman. Sa istruktura, ang bahagi ng paggupit ay ginawa sa anyo ng isang talim at nakakabit sa may-ari.
Ang mga Annular drills ay ginawa sa anyo ng isang guwang na tubo, kung saan gumagana ang isang makitid na bahagi ng paggupit ng annular.
Ginagamit ang mga center drill upang isentro ang mga bahagi kapag lumiliko.
Ngunit ang lahat ng mga tool na ito ay nagiging mapurol sa proseso. At dahil ang mga drills ay mapurol, dapat silang pahigpitin. At upang malaman kung paano patalasin nang tama ang drill, kailangan mong isipin kung anong materyal ang gagamitin ng tool at palitan ang humuhusay na anggulo.
Ang mga drills ay mas malamang na mapurol kapag nagtatrabaho sa kahoy. Kung gumagamit ka ng mga drill kapag nag-drill lamang sa kahoy, kung gayon ang mga drill na ito ay hindi nangangailangan ng hasa ng maraming buwan o taon.
Kailangan mo lamang maging maingat tungkol sa kanilang pag-iimbak at paggamit.
Mahalaga para sa atin na malaman kung paano patalasin ang mga drills kapag nagtatrabaho sa metal, kongkreto.
Paghahasa sa bahay
Kapag ang hasa ng mga drills gamit ang kanilang sariling mga kamay, pinapayuhan ang gumagamit na sumunod sa mga patakaran sa kaligtasan. Ang pagtatrabaho sa mga gulong na emerye ay dapat na isagawa sa mga proteksiyon na salaming de kolor. Protektahan nito ang iyong mga mata mula sa mga nakasasakit at mga piraso ng sukat. Ang mga salaming de kolor ay dapat na magsuot kahit na mayroong isang proteksiyon na kalasag sa emerye.
Mahigpit na ipinagbabawal na magtrabaho kasama ang guwantes. Ang drill ay maaaring mag-snag sa thread at saktan ang iyong mga kamay. Inirerekumenda na magsagawa ng trabaho sa masikip na damit, na ang mga pindutan ay paunang nakakabit. Inirerekumenda na ayusin ang handrail upang ang puwang sa pagitan nito at ng bato ay maliit.
Ang pagpapatasa ng drill ay maaaring isagawa sa iba't ibang mga paraan, na nagpapahintulot sa isang tao na pumili ng pinakaangkop na pagpipilian para sa kanyang sarili. Upang maiwasan ang pinsala, dapat kang sumunod sa mga pag-iingat sa kaligtasan habang nagtatrabaho.
Paghasa ng pagpipigil sa kalidad
Upang maibalik ang orihinal na mga parameter ng tool, kinakailangan upang pumili ng isang gulong na gilingan, ang tigas na nagpapahintulot sa iyo na makuha ang mga orihinal na parameter nang husay. Sa paunang yugto, ang likuran sa ibabaw ay naibalik. Ang pangunahing gawain ay ang tamang pagpili ng anggulo ng feed sa ibabaw ng gulong ng paggiling. Matapos ang pagkumpleto ng gawaing ito, nagsisimula silang dalhin ang nangungunang gilid sa normal na estado.
Ang kabiguang sumunod sa mga kinakailangang ito ay hahantong sa isang pagkasira sa kalidad ng mga na-drill na butas at isang paglabag sa teknolohiya ng paggupit. Matapos ang pagkumpleto ng operasyon, ang kalidad ng nakuha na mga parameter ay nasuri. Kung ang ilang mga paglihis mula sa mga kinakailangan ay nagawa, ang drill ay maayos na inaayos sa nais na kondisyon. Sa mga negosyo kung saan ginagamit ang mga drills upang makagawa ng isang malaking bilang ng mga butas, ang pagtatapos ay sapilitan.
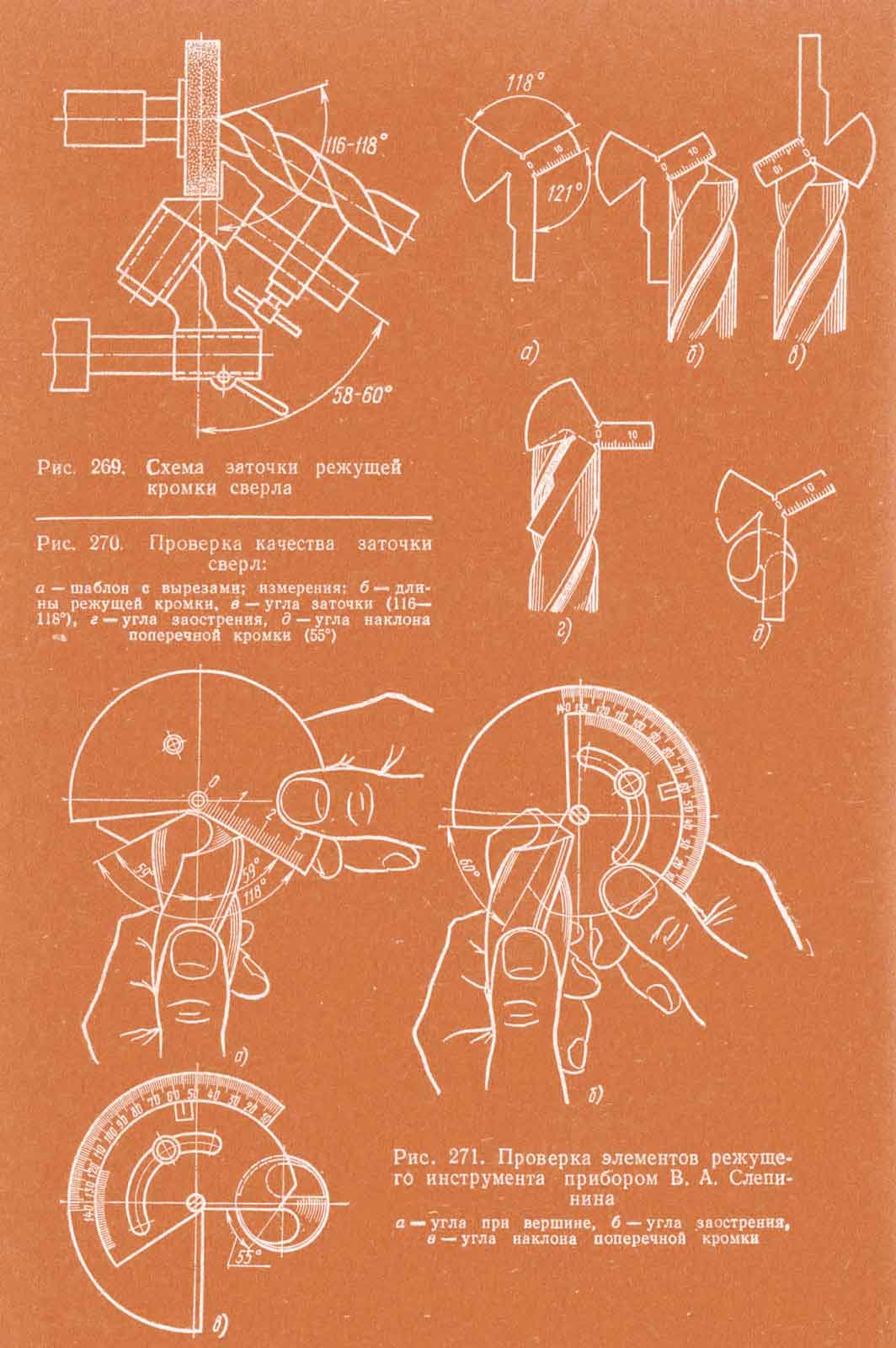
Matapos makumpleto ang lahat ng mga pagpapatakbo ng teknolohikal upang maibalik ang tool, inirerekumenda na suriin ang pangunahing mga parameter ng geometriko. Upang malutas ang problemang ito, ginagamit ang mga sumusunod na aparato:
- mga panindang template;
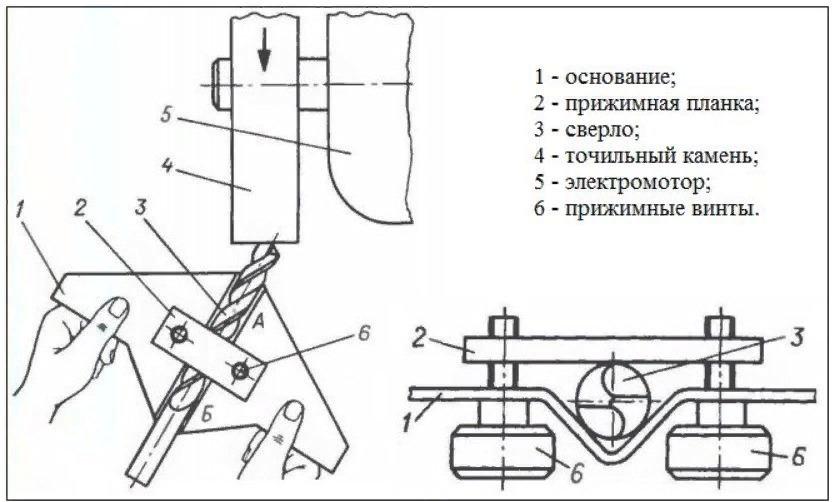
- isang aparato na binuo ni V.A. Slepnin.
Sa unang kaso, ginagamit ang mga handa nang template, na kung saan ay ginawa ayon sa isang paunang kalkuladong pamamaraan. Ang mga nasabing template ay maaaring mabili nang handa sa pamamagitan ng isang tingi network o ginawa ng iyong sarili. Ang mga pamamaraan para sa kanilang paggawa ay ibinibigay sa mga espesyal na panitikan o sa mga portal ng Internet.
Ang batayan ng aparato na binuo ni Slepnin ay binubuo ng dalawang mga disk. Paikutin ang mga ito kaugnay sa bawat isa. Ang pangunahing bentahe nito ay ang pagkakaiba-iba ng mga posibleng sukat. Ang kagalingan sa maraming bagay na ito ay tinanggal ang pangangailangan na lumikha ng isang malaking bilang ng mga pasadyang template. Samakatuwid, ang oras para sa pagsusuri ng maraming mga item ay makabuluhang nabawasan.
Kapag sinuri ang bawat tool pagkatapos ng pagkumpleto ng pagpapatahimik na operasyon, kinakailangan upang suriin hindi lamang ang mga nakuhang parameter, kundi pati na rin ang pagkakapantay-pantay ng haba ng kabaligtaran na mga gilid ng paggupit. Kung magkakaiba ang haba, hahantong ito sa isang pagtaas sa diameter ng nagresultang butas.Susunod, kailangan mong suriin ang pagbabago sa anggulo ng clearance ng cutting edge. Dapat itong unti-unting tataas patungo sa gitna ng tool.
Mga Rekumendasyon
Ang mga ordinaryong drill ay pinatalas gamit ang kanilang sariling mga kamay sa isang simpleng hasa, isang lagari na may isang malaking paggiling disc, isang gilingan o isang drill na may isang nguso ng gripo. Ngunit para sa mga korona, maaaring kailanganin ng isang espesyal na makina. Ang katotohanan ay ang korona ay may isang axis - ang pangunahing drill, na kung saan ay isang ordinaryong produkto. At kung ito ay humahasa sa isang simpleng paraan, kung gayon ang may ngipin, tulad ng gilid ng korona ay mangangailangan ng mga kundisyon ng makina. Ang pareho ay totoo para sa mga drill ng cone-stage.
Sa pinakapangit na kaso, dahil sa pagkalasing sa bakal na kalawang sa isang maalat na kapaligiran, madali itong mawala sa isang tao. Mag-ingat na hindi mag-drill "sa kisame" nang walang helmet - ang mga nahuhulog na shavings ay nakakakuha din sa mga hindi protektadong mata.






Kunin ang tamang anggulo para sa iyong undercut. Ang sobrang "patag" na drill ay hindi mag-drill ng bakal, masyadong "matarik" - kahoy, aluminyo, tanso, magnesiyo, plastik. Ang isang hindi tamang anggulo ay maaaring maging sanhi ng pag-ikot ng drill at ang butas ay lilipat, o ito ay masikip at masisira.
Huwag mag-drill gamit ang ordinaryong bilis ng asero sa salamin, porselana stoneware, granite, keramika, mataas na lakas na luwad. Para sa mga materyal na ito, mayroong isang tinatawag na panalo. Ang haluang metal ng Pobeditovy ay makabuluhang lumalagpas sa mataas na bilis na bakal sa lakas. Huwag subukang mag-drill sa pamamagitan ng tempered glass - agad itong gumuho.
Huwag patalasin ang mga tagumpay na drill gamit ang simpleng esmeralda at mga vitrified na bilog na bato - para sa mga produktong ito ay mayroong isang brilyante, tulad ng mga bilog na pinutol nila ang bato, ladrilyo at pinatigas na bakal. Gumiling ng mga tagumpay na drill sa mababang bilis.
Huwag labis na pag-initin ang drill habang umiikot - ang sobrang init na bakal ay mag-iinit at magiging kapansin-pansin na mas masahol pa. Hindi na siya titigas o high-speed (instrumental).
Huwag palamig ang isang red-hot chiseled drill bit sa tubig o iba pang malamig na likido - natagos ito ng mga microcrack mula sa matalim na paglamig. Sa unang pagtatangka upang mag-drill ng isang workpiece, agad na masisira ang produkto.
Huwag palayasin ang drill kapag lumiliko. Ang pinakamaliit na pangangalaga - kahit na sa isang degree - ay hahantong sa hindi pantay na pag-ikot, magaganap ang panginginig, pag-break ng drill mismo at pag-loosening ng gearbox at drill motor.
Ang haba ng nagtatrabaho na bahagi ay hindi dapat mas mababa sa isang sentimetro. Kung ang drill ay nabasag sa kalahati at bahagi ng lugar ng paggupit ay itinapon, pagkatapos ay huwag gilingin ang mga drill, na ang seksyon ng pagtatrabaho ay mas mababa sa isang sent sentimo.
Ang mga drills na may Carbide-tipped (hal. Pobedit, pinahiran ng brilyante) ay pinahigpit na may parehong mga tool tulad ng solidong ginawa na drills na ginawa mula sa parehong mga materyales.
Kung gaano kadali na patalasin ang isang drill, tingnan sa ibaba.
Mga pantulong na pantulong
Dito hindi na kami magsasalita tungkol sa mga machine, ngunit tungkol sa mga kapaki-pakinabang at maginhawang aparato na nagpapasimple sa trabaho at makakatulong na mapanatili ang tamang anggulo.
Maaaring mabili ang mga ito ng mga produkto, halimbawa, ang conductor na ito ay nagmula sa Aliexpress. Ang hasa ng disc ay napakaliit, ang pag-ikot ay naipadala dito mula sa drill chuck na konektado gamit ang isang espesyal na adapter. Kailangan lamang ipasok ng gumagamit ang drill sa uka at buksan ang drill. Ang isang pangkalahatang ideya ng paggamit ng naturang konduktor ay inilarawan sa video na ito.
Para sa mga hindi gumagalang sa mga produktong Intsik, mayroong mga racks na tulad nito.

Mayroon ding isang bilang ng mga lutong bahay na aparato ng jig na dinisenyo para sa maginhawang hasa. Halimbawa, narito ang dalawa sa kanila.
Mayroon ding isang orihinal na kabit ng bisagra ng pinto.
Mga kapaki-pakinabang na Tip
Maaari kang magsalita ng maraming tungkol sa mga nuances ng hasa, ngunit pagkatapos ng lahat, ito ay mahalaga hindi lamang upang patalasin nang tama ang tool, ngunit din upang gawin itong ligtas at pagkatapos ay itago nang tama ang mga produkto. Kaya, ang mga patakaran para sa kaligtasan at pagpapanatili ng pagganap ng mga drills:
Kaya, ang mga patakaran para sa kaligtasan at pagpapanatili ng pagganap ng mga drills:
- kapag hasa, ang tool ay naging napakainit. Hindi lamang ito nangangailangan ng maingat na paghawak at - napaka kanais-nais - pagsusuot ng mga guwantes na proteksiyon. Nakakaapekto rin ito sa mga katangian ng metal.Samakatuwid, ang tool ay dapat na pinakain sa humahalimang aparato sa maikling panahon, 2 ... 3 segundo, at pinalamig pagkatapos ng bawat panahon sa tubig o iba pang coolant (cutting fluid);
- lumilipad ang mga spark mula sa drill at paggiling ng gulong sa proseso. Kinakailangan upang maprotektahan hindi lamang ang mga kamay, kundi pati na rin ang mukha. Ang isang transparent visor o baso ay darating sa napaka madaling gamiting;
- para sa mahusay na trabaho kinakailangan upang makita nang maayos kung ano ang ginagawa. Alinsunod dito, ang isang magnifying glass ay maaaring gampanan ang isang papel na proteksiyon;
- kailangan ng karagdagang pag-iilaw, ngunit ang posisyon ng lampara ay dapat na nakaposisyon upang ang marupok na bombilya ay hindi maaaring mapinsala ng hindi sinasadyang metal o nakasasakit na mga splinters.
Tungkol sa pag-iimbak, ang mga patakaran ay simple: ang mga pinahigpit na drills ay hindi dapat hawakan sa bawat isa, hindi dapat nasa isang mahalumigm o agresibo na kapaligiran. Ang mga espesyal na tagapag-ayos - pang-industriya o homemade - ay napaka-maginhawa para sa permanenteng imbakan. Sa pagkakaroon ng mga inskripsiyon sa diameter, ang paghahanap para sa nais na tool ay nangyayari nang halos agad-agad.