Paghasa ng mga produkto ng ibang disenyo
Bilang karagdagan sa mga drill na paikot, ang mga tool ng iba pang mga disenyo ay ginagamit para sa pagproseso ng metal. Sa bahay, maaari mong i-debug ang mga sumusunod na tool.
Mga gimbal ng cone
Maaari mong patalasin ang isang stepped drill gamit ang isang regular na file. Ang cutting edge ng produkto ay pinatalas sa isang tamang anggulo.
Kung ang cone drill ay mapurol sa isang limitadong lugar, pagkatapos ay dapat gawin ang paghasa nang hindi umaalis sa nasirang lugar.
Video:
Nakoronahan
Kapag nagde-debug ng mga tool ng korona, ginagamit ang isang espesyal na aparato at kailangan mong malaman sa kung anong anggulo ang metal ay dapat na alisin mula sa ibabaw ng paggupit. Isinasaalang-alang ang lahat ng mga paghihirap at oras na ginugol sa pagsasagawa ng pamamaraan, mas mahusay na lumipat sa mga bihasang manggagawa para sa hasa.
Video:
Konklusyon
Hindi mahirap malaman kung paano pahigpitin ang mga drill ng metal sa iyong sarili.
- Sa maliit na dami, sapat na ito upang bumili ng isang de-kalidad na file at manu-manong isagawa ang proseso.
- Para sa malalaking dami, upang mabawasan ang mga gastos sa oras, mas mahusay na bumili ng mga espesyal na kagamitan na magpapabilis sa trabaho at mabawasan ang posibilidad ng hindi tamang pagbibihis ng tool.
Mga paraan
Kapag ang pagbabarena ng matitigas na materyales, ang mga gilid lamang ang dapat na makipag-ugnay sa kanila. Iyon ang dahilan kung bakit ang likod na ibabaw ay pinahigpit sa isang tiyak na anggulo. Bilang resulta ng operasyong ito, lilitaw ang isang puwang sa pagitan ng gilid at ilalim ng butas.
Isinasagawa ang paghasa gamit ang mga korteng kono, dalawang-eroplano o korteng kono.
Paggamit ng conical hasa
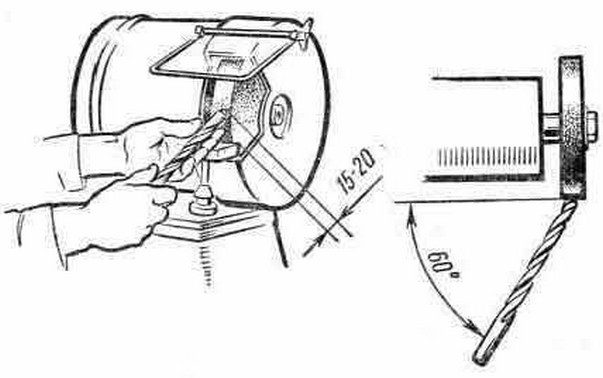
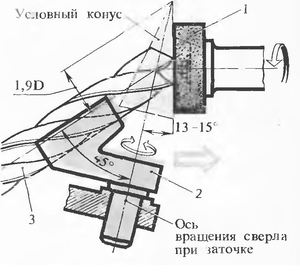
Ang drill ay ipinasok sa isang espesyal na prisma ng paggiling machine, na gumagalaw sa paligid ng axis nito. Ang prisma na may kaugnayan sa paggiling na gulong ay nasa isang tiyak na anggulo. Ang likod ng drill ay hugis tulad ng isang kono. Matatagpuan ito sa lugar kung saan ang gumaganang ibabaw ng paggiling na gulong ay nakikipag-intersect sa swing axis.

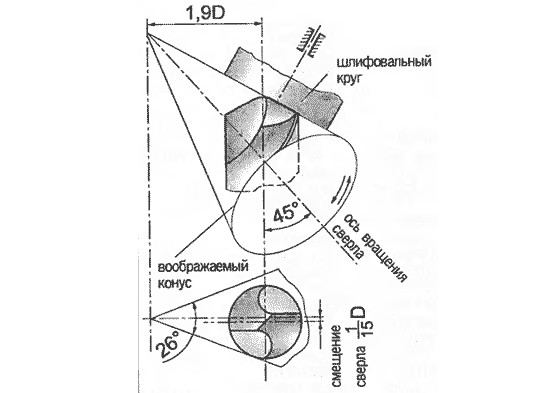
Upang maayos na patalasin ang drill, dapat mo munang ayusin ang mga parameter. Ang axis ng hasa ng kono ay dapat na nasa isang anggulo ng 45 degree na patungkol sa axis ng drill mismo. Maaaring maisagawa ang tapered hasa gamit ang dalawang pamamaraan:





- Ang dulo ng kono na dapat pahigpitin ay dapat na nasa ibaba ng dulo ng hasa ng kono. Paunang inirerekumenda na isagawa ang pagsasaayos alinsunod sa tinukoy na mga parameter: a - 45 degree, b - mula 13 hanggang 15 degree, n - 1.9d. ang axis ng drill at ang taper ay dapat na lumusot sa isang anggulo na mas mababa sa anggulo ng paggiling na gulong at ng drill. Kung patalasin namin sa ganitong paraan, kailangan mong tiyakin na ang dulo ng drill ay matatagpuan sa itaas ng dulo ng humahawak na kono. Ang Vertex at drill ay dapat na 1.06d na hiwalay. ang drill axis at ang taper axis ay dapat na tumawid sa isang anggulo ng 90 degree.
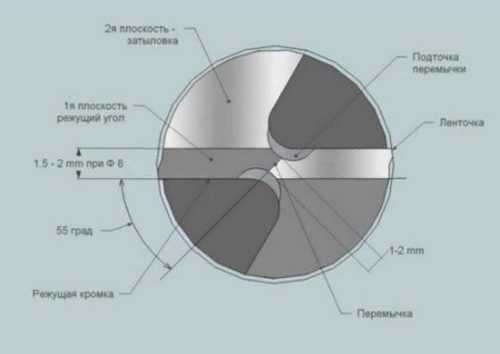
- Upang maibigay ang anggulo sa likod para sa peripheral point, kinakailangan upang magbigay ng mga tagapagpahiwatig - a-5-7 degree, ang anggulo 2f - mula 116 hanggang 118 degree. ang pagputol ng nakahalang gilid ay dapat na nasa isang anggulo ng 55 degree.
Ang paggamit ng naka-tapered na pamamaraan ay inirerekumenda upang lumikha ng isang mas matalim na pagtaas sa angulo ng clearance ng drill. Ang pamamaraang ito ay maaaring magamit kung ang drill ay may malaking lapad - higit sa 3 millimeter.
Gamit ang paghasa ng tornilyo
Kung kinakailangan na i-automate ang proseso ng pagpapahasa ng mga drills, kung gayon inirerekomenda ang paggamit ng pamamaraan ng tornilyo. Ito ay binubuo sa ang katunayan na ang mga paggalaw sa pagsasalin ay nakikipag-ugnay sa paggiling ng pag-ikot ng gulong... Maaari itong magamit upang patalasin ang harap at likuran ng mga sulok nang sabay.
Sa pagpapatahimik ng helical, ang mga anggulo sa likod ng gumaganang bahagi ay tumataas habang papalapit sila sa gitna.Sa pamamaraang ito, may pagbawas sa lakas ng pag-ilid na gilid ng mga drills, na hahantong sa pagbasag kapag labis na pagbabarena ng matitigas na materyales.
Paghahasa ng dalawang eroplano
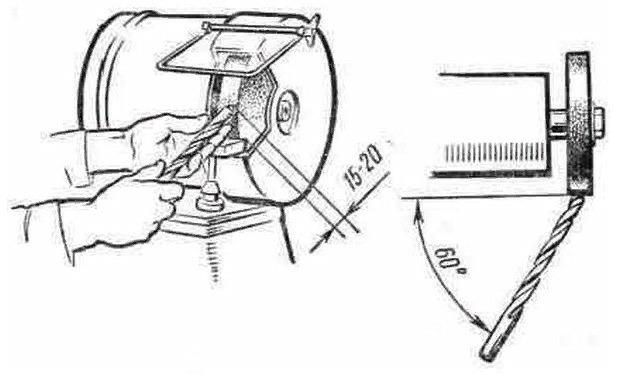
Gamit ang pamamaraang ito, inirerekumenda na patalasin ang mga drills na inilaan para sa pagbabarena sa mga hindi solidong materyales. Kung ang diameter ng drill ay mas mababa sa 3 mm, inirerekomenda ang pamamaraang paghigpit na ito. Gamit ang pamamaraang ito, ang mga drills ay pinahigpit sa isang anggulo ng 60 degree. Salamat sa pamamaraang ito, ang mga produkto ay napabuti kaysa sa mga pagkakamaling naitama.
Mga tampok ng hasa ng iba't ibang uri ng drills
Ang mga drill bit para sa metal ay maaaring maging pobedit, spiral at stepped. Mayroong ilang mga kinakailangan para sa hasa ng bawat isa. Ngunit bago malaman kung paano mo maibabalik ang mga pag-aari na nawala sa paglipas ng panahon sa drill, dapat mo itong siyasatin at subukan ito sa pagpapatakbo. Papayagan ka nitong maunawaan kung talagang kailangang mabuhangin ang produkto. Ang mga palatandaan ng isang blunt cutting tool ay itinuturing na malakas na pag-init, malakas na ingay habang ginagamit, at hindi mahusay na kalidad na pagbabarena. Gayunpaman, hindi palaging makatuwiran na gumamit ng hasa. Ang isang drill na may paggupit sa ibabaw na mas mahaba sa 1 cm ay pinakamahusay na itinapon.
Paano gilingin ang isang nagwaging drill?
Upang ang mapanalong produkto ay kumagat muli sa materyal nang maayos upang lumikha ng mga butas sa metal, kailangan mong braso ang iyong sarili hindi lamang sa isang hasa ng tool, kundi pati na rin sa isang coolant. Hindi ito gagana sa isang simpleng bato ng emerye upang patalasin ang isang drill ng ganitong uri; magkakaroon ka ng braso ng iyong sarili sa isang electric sharpener.
Upang masimulan ng tool sa paggupit ang pagbabarena ng metal nang mahusay tulad ng dati, ang bilang ng mga rebolusyon bawat segundo ay dapat na mabawasan sa kabit na ginamit upang patalasin ito. Ang totoo ay mas mataas ang lakas ng materyal, mas mababa dapat ang bilis ng pagproseso.
Ang matagumpay na drill ay dapat na ground na may maikling touch sa pantasa. Ang proseso ng hasa ng produktong ito ay nangangailangan ng mas mataas na pansin, dahil ang mga gilid ng isang tagumpay na drill ay mabilis na humahasa. Ang bawat paggupit na bahagi ng tool ay dapat na hasa upang magkasya sa kabilang panig. Kung ang batas na ito ay nilabag, ang gitna ng axis ng pag-ikot ay lilipat, at ang drill ay gagawa ng masyadong malaking mga butas sa metal at mga kurba sa mga gilid.
Kapag paggiling ng tool sa paggupit, mahalagang kontrolin ang ratio ng clearance sa gilid ng paggupit. Dapat ding mag-ingat upang matiyak na ang drill ay hindi maiinit, dahil maaaring humantong ito sa mga bitak at chips.
Kung biglang nag-init ang produktong pinoproseso gamit ang isang pantasa o iba pang aparato, dapat itong isawsaw sa isang espesyal na likido o payak na tubig. Ngunit, nakikita na ang tip ay naging pula at mainit, hindi mo agad ito coolin upang maiwasan ang pinsala. Ang drill ay dapat payagan na cool sa pamamagitan ng pagkakalantad sa hangin bago isawsaw sa tubig.
Paano patalasin ang isang spiral na produkto?
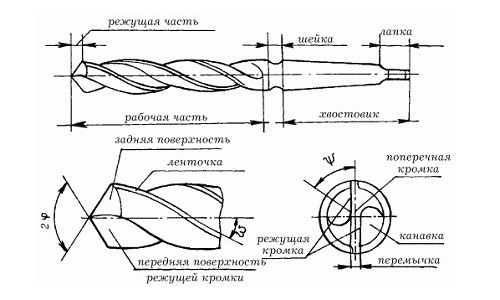
Upang maibalik ang talas ng spiral drill, kailangan mong gilingin ang mga gilid ng likod nito. Sa panahon ng prosesong ito, dapat mag-ingat upang makita kung ang isang drill nib ay pinahigpit sa katulad na paraan ng iba. Napakahirap gawin ito nang walang isang espesyal na yunit, lalo na para sa mga walang karanasan sa hasa ng mga drill para sa metal.
Kapag hasa ang isang pag-drill ng patabingi gamit ang iyong sariling kamay, malamang na hindi posible na magbigay ng isang perpektong tamang hugis sa mga gilid sa likuran at isang naibigay na hulihan ng likuran. Samakatuwid, mas matalino na gilingin ang gayong produkto sa isang espesyal na makina o aparato. Kung mayroon lamang isang ordinaryong pait sa bukid, at ang isang lalaki na kailangang magproseso ng isang blunt twist drill ay may karanasan sa paghasa ng mga tool sa paggupit.





Paano makina ang isang stepped drill nang tama?
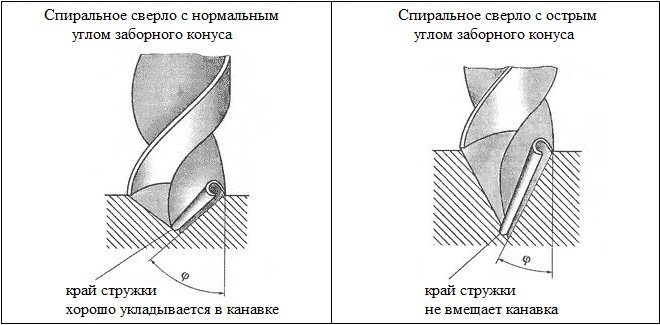
Ang isang tool sa paggupit para sa metal, sa anyo ng mga hakbang, ay maraming beses na mas mahirap pahigpitin kaysa sa isang drill na paikot. Ang isang produkto na may tuwid na daloy ng maliit na tilad ay dapat makuha sa isang tukoy na pattern.Kasama ang mga gilid ng paggupit ng mga hakbang mula sa gilid ng kanal, dapat itong isagawa gamit ang isang disc, na ginagawang light touch.
Kapag nagpapatakbo ng isang stepped drill, ang anggulo na nabuo sa pagitan ng ibabaw sa likod ng hakbang at ang uka ay hindi dapat mabawi. Mayroong higit pang mga hasa ng nuit sa produkto, ang uka nito ay paikot. Ang teknolohiya sa pagpoproseso nito ay hindi naiiba, ngunit nangangailangan ito ng lubos na pangangalaga at maraming karanasan sa paggiling drills.
Mga pantasa
Upang paikliin ang oras ng pagtatrabaho at pagbutihin ang kalidad nito, mahalagang pumili ng isang aparato na nagbibigay-daan sa iyo upang hawakan pa rin ang tool sa paggupit. Ang normal na hasa ng mga drills para sa metal ay higit sa lahat nakasalalay sa kawastuhan ng pagtatakda ng kinakailangang anggulo at ang posibilidad ng pag-aayos ng feed sa panahon ng proseso ng pagikot.

Pinapayagan ka ng karamihan sa mga kalakip na patalasin ang mga tool sa paggupit mula sa 3-19 mm ang laki. Upang maibalik ang mga produktong spiral, ginagamit ang parehong dalubhasa at ordinaryong mga makina na may isang electric drive at isang feed system, na maaaring tipunin ng iyong sarili at mai-install sa garahe o utility room.
Para sa trabaho sa bahay, walang katuturan na bumili ng mamahaling propesyonal na kagamitan: maaari mong limitahan ang iyong sarili sa isang gulong na nakakagiling na ipinares sa isang may-ari, o ganap na ituwid ang produkto nang manu-mano.
Gumagamit ng gilingan
Bilang karagdagan sa mismong makina, kinakailangan din ng bisyo para sa trabaho, kung saan naayos ang na-debug na tool sa paggupit.

Upang patalasin ang mga drill ng metal sa isang gilingan, ang sumusunod na pagkakasunud-sunod ng trabaho ay dapat na sundin:
- i-clamp ang produkto nang patayo sa isang bisyo;
- unang iproseso ang likod na gilid upang alisin ang mga marka ng pagsusuot;
- i-on ang gumaganang gilid sa 120 °.
Upang maiwasan ang sobrang pag-init ng drill, ang pakikipag-ugnay nito sa grinding disc ay dapat tumagal ng hindi hihigit sa 1-2 segundo. Ang epekto ay nakamit sa pamamagitan ng paulit-ulit na pag-aalis ng isang manipis na layer ng metal mula sa gumaganang mukha.
Paghahasa sa isang pantasa
Ang paghasa sa isang gulong na gulong ay itinuturing na isang mas maginhawa at mas ligtas na paraan kumpara sa isang gilingan.
Kung hindi ka pinapayagan ng karanasan na matukoy ang antas ng pagsusuot ng drill para sa metal at upang maisagawa ang mandrel nito sa pantasa na "by eye", kailangan mong gumamit ng isang espesyal na aparato - isang may-hawak na naka-install malapit sa gumaganang disc. Ang retainer ay ligtas na naka-bolt upang maiwasan ang pag-aalis.




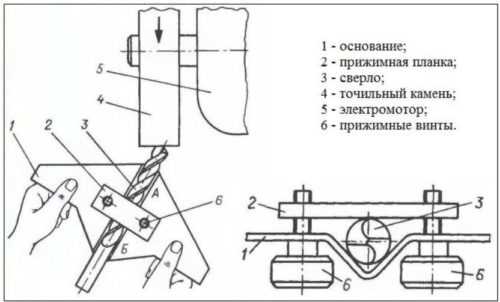

Sa isang makina ng pag-ikot, ang paghihigpit sa mga drills para sa metal ay hindi mahirap.
Ang tool ay naayos sa may-ari, ang pantasa ay nakabukas, at ang mga gumaganang gilid ay bahagyang pinindot laban sa bilog sa nais na anggulo. Kung may mga maliit na burr, dapat silang alisin nang pantay mula sa lahat ng panig bago lumiko.
Paggamit ng drill bit
Posibleng patalasin ang mga drill ng medium medium (4-10 mm) nang mahusay at mabilis nang walang paggiling gulong, gamit ang karaniwang mga drill bits.

Ang paghasa ay ginagawa sa ganitong pagkakasunud-sunod:
- ang isang nguso ng gripo ay inilalagay sa drill;
- ang isang drill ay naka-install sa butas ng kinakailangang diameter;
- ang drill ay nakabukas, ang produkto ay nakabukas sa isang gilid;
- upang mai-debug ang kabaligtaran na gilid ng paggupit, ang tool ay paikutin ng 180 °.
Ang paglalapat ng nguso ng gripo ay may ilang mga kakaibang katangian:
- Ang de-kalidad at mahusay na hasa ay posible lamang para sa mga bahagyang mapurol na drills. Sa pagkakaroon ng malalim na pinsala, bilang isang patakaran, nabuo na may makabuluhang overheating ng metal, hindi posible na ibalik ang tool.
- Naayos na angulo ng hasa. Ang accessory ay angkop lamang para sa mga drills na ginagamit para sa pagtatrabaho sa ilang mga materyales.
Pagpatalas sa isang file o file
Ang isang drill na ginamit para sa pagproseso ng metal ay hindi maaaring pahigpitin ng isang file o file para sa dalawang kadahilanan:
- Ang tigas ng materyal. Kahit na ang pinakamahusay na file ay mawawala bago ayusin ang pamutol.
- Kapag gumagamit ng brilyante o nakasasakit na mga bato, hindi posible na manu-manong mapanatili ang nais na anggulo.
Oras na ba upang patalasin? ..
Mahirap para sa isang walang karanasan na manggagawa na makilala ang isang mahusay na hinasa na tool mula sa isa na naging mapurol. Ang mga pangunahing palatandaan na oras na upang magsimulang maghasa ay ang mga sumusunod:
- napakainit ng metal.Dahil sa ang katunayan na ang pagputol gilid ay pagod na, ang alitan sa panahon ng pagbabarena ay nadagdagan. Alinsunod dito, ang nagtatrabaho na bahagi at pagkatapos ang shank, drill chuck (perforator) ay pinainit. Sa malakas na pag-init, ang metal ng drill ay nawawala ang mga pag-aari nito, "ay pinakawalan" at tumitigil na panatilihin ang paghasa sa lahat;
- ang tunog sa panahon ng pagbabarena ay pinalakas, mayroong isang creak at squeal;
- ang mga chips ay lumabas alinman sa isang gilid lamang (hindi pantay na hasa), o mula sa pareho, ngunit sa anyo ng mga mumo, at hindi isang maayos na spiral.
Indibidwal, ang mga sintomas na ito ay maaaring isaalang-alang na resulta ng pagtatrabaho sa napakahirap at malutong na materyal, ang maling uri ng drill sa pangkalahatan. Magkasama, malinaw na sinasabi nito - oras na upang patalasin ang mga gilid!
Ano ang kinakailangan para sa pamamaraan
Upang patalasin ang isang drill para sa iyong sarili sa metal, dapat mo munang sa lahat matukoy kung anong mga gawain ang gagamitin nito. Sa mga kundisyon ng produksyon, para sa mga hasa ng drills, bilang isang patakaran, ginagamit ang mga espesyal na aparato upang matiyak ang maximum na kawastuhan at pagiging produktibo ng naturang proseso. Kapag pinahahasa ang mga drill sa bahay, palagi kang maghanap ng mga paraan upang magawa ang resulta ng prosesong ito ng mataas na kalidad.
Ang minimum na itinakda para sa hasa ng metal drills ay dapat isama:
- emeryeng makina;
- paggiling ng mga gulong ng iba't ibang katigasan, napili depende sa materyal ng paggawa ng drill upang patalasin;
- isang lalagyan para sa isang coolant at likido mismo, na maaaring magamit bilang ordinaryong tubig (o langis ng makina);
- mga tool na nagbibigay-daan sa iyo upang mapanatili ang tamang paghuhugas ng mga anggulo.

Ang drill stand ay naka-mount sa tabi ng nakasasakit na disc upang patalasin ang paggupit sa isang tumpak na anggulo
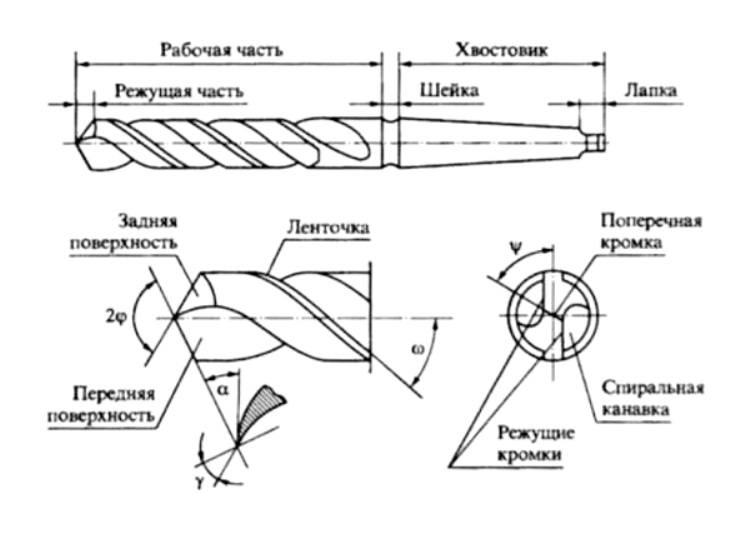
Kapag ang hasa ng mga drills gamit ang iyong sariling mga kamay, kailangan mong bigyang-pansin ang mga sumusunod na parameter:
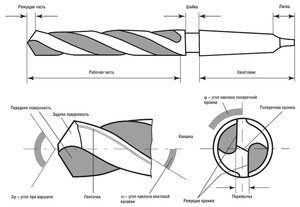
- ang anggulo sa pagitan ng eroplano sa harap ng drill at ang base ng gilid ng paggupit nito (tulad ng isang anggulo, na sinusukat sa pangunahing eroplano ng paggupit, ay tinatawag na harap);
- ang anggulo ng clearance, na sinusukat sa parehong paraan tulad ng anggulo sa harap, ngunit kasama ang likod na eroplano ng drill;
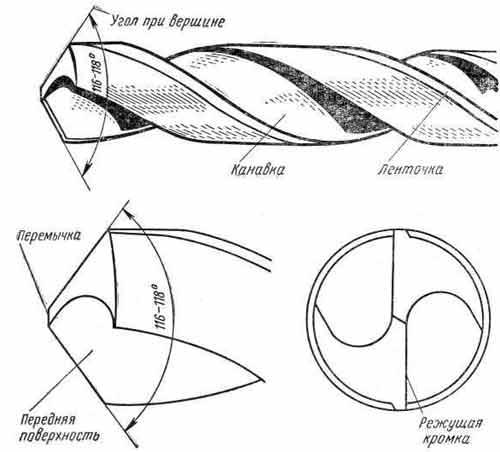
- anggulo ng ilong ng tool, sinusukat sa pagitan ng dalawang mga gilid ng paggupit.
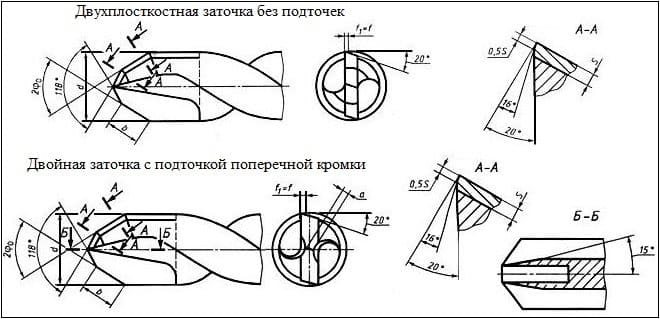
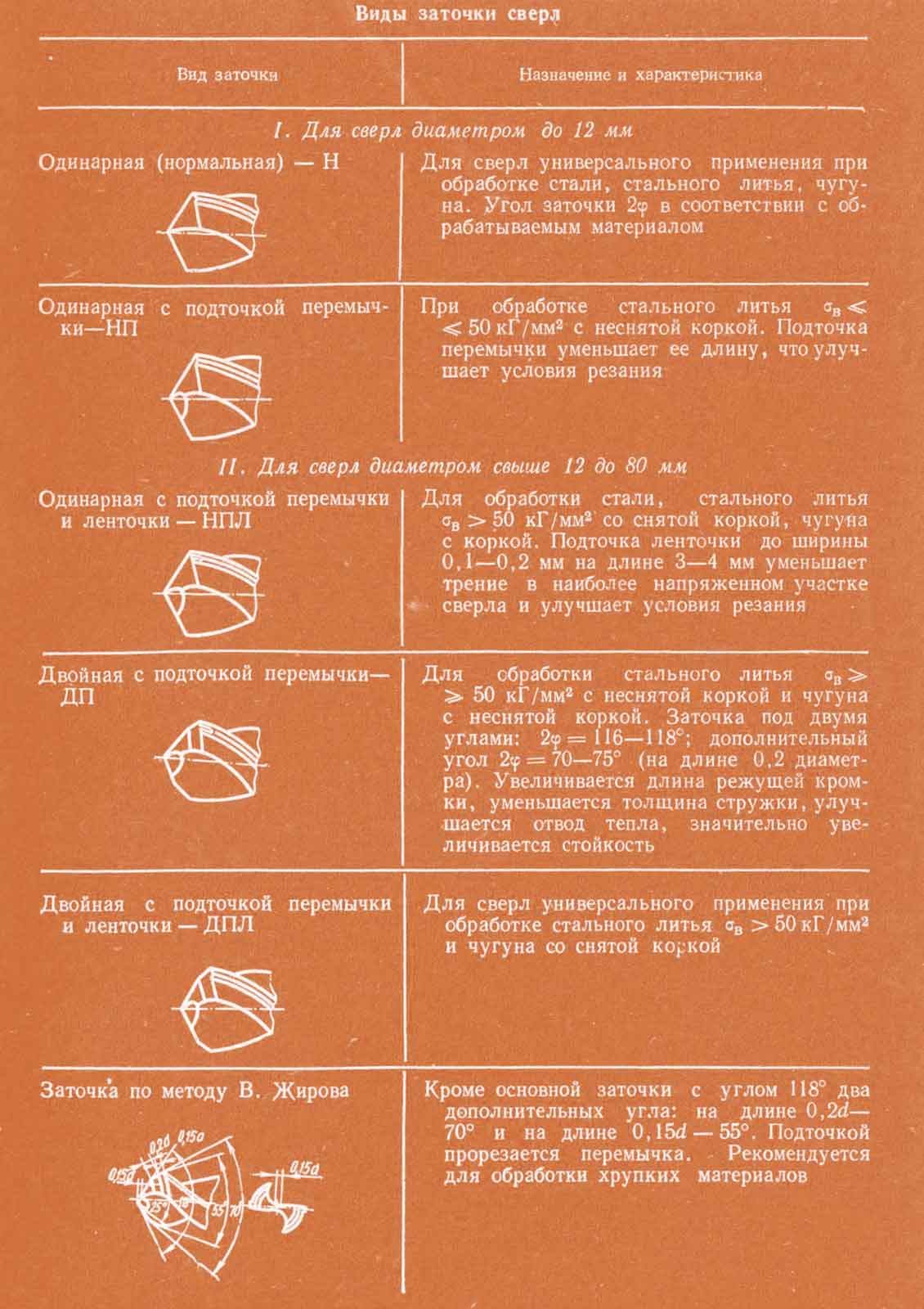
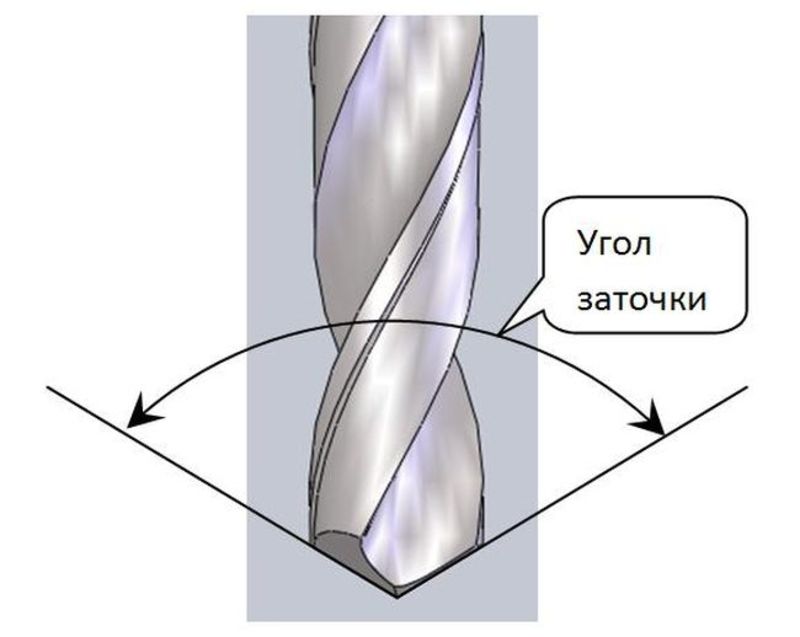
Upang patalasin ang mga drill ng metal alinsunod sa lahat ng mga patakaran, dapat kang sumunod sa mga sumusunod na halaga ng mga nasa itaas na parameter:
- pagputol ng gilid ng anggulo ng rake - 20 °;
- anggulo sa likod - 10 °;
- anggulo ng tuktok - 118 °.

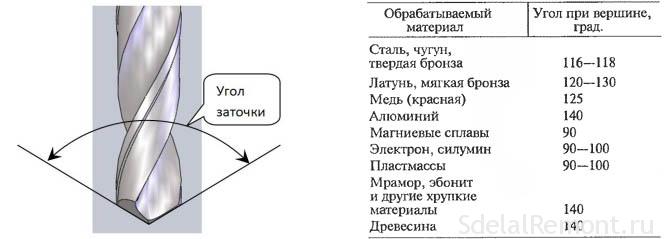
Talahanayan 1. Mga anggulo sa tuktok ng drill depende sa materyal na pinoproseso

Talahanayan 2. Rake at rake angles ng drill
Kung kailangan mong patalasin ang isang drill bit para sa metal sa trabaho o sa bahay, dapat mong mahigpit na sundin ang mga pag-iingat sa kaligtasan. Ang prosesong ito ay sinamahan ng pagbuo ng isang malaking bilang ng mga spark, mula sa mga epekto kung saan kinakailangan upang maprotektahan ang mga organo ng paningin. Bilang karagdagan, dahil ang pamamaraang ito ay ginaganap gamit ang mga hasa ng metal na tool, dapat itong isagawa gamit ang guwantes upang maprotektahan ang mga kamay.








Proseso ng paghasa
Ang wastong paghasa ng isang drill para sa metal ay kanais-nais na gawin sa tulong ng mga espesyal na aparato at kagamitan sa makina. Sa kasamaang palad, sa isang pagawaan sa bahay, ang mga naturang kagamitan ay hindi laging magagamit, at karaniwang ginagawa ang sarili na hasa ng mga drill para sa metal ay ginaganap sa isang de kuryenteng gilingan na may nakasasakit na mga materyales, halimbawa, sa mga gulong bato. Isinasagawa ang paghasa sa kahabaan ng mga gilid sa likod, habang ang lahat ng mga ngipin ay dapat na hasa nang ganap na magkatulad. Sa parehong oras, mahirap na manu-manong mapanatili ang isang naibigay na anggulo at ang nais na hugis, at ito ay pinakamadaling pahigpitin lamang ang mga tool sa spiral at korona sa bahay.
Mga sulok sa ibabaw ng trabaho
Upang malaman kung paano patalasin ang isang drill para sa metal sa isang pantasa, dapat mong tandaan ang isang bilang ng mga mahahalagang parameter na inilapat sa paggupit na bahagi, ang pagpapatupad kung saan ginagarantiyahan ang isang de-kalidad na resulta:
- Angle ng lokasyon ng likurang bahagi ng tool na nauugnay sa eroplano ng pagbabarena = 10 °,
- Paghasa ng anggulo ng harap na ibabaw = 20 °
- Angulo ng ilong ng tool sa paggupit = 118 °
Sa kasong ito, maaaring magbago ang anggulo sa vertex, depende sa materyal na kung saan kailangan mong magtrabaho:
- Para sa hindi kinakalawang na asero, cast iron at matapang na tanso - 115-118 °;
- Para sa aluminyo - 130-140 °;
- Para sa tanso - 125 °;
- Para sa malambot na tanso - 130 °.
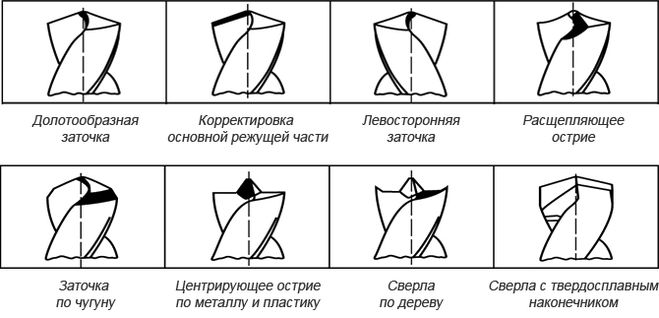
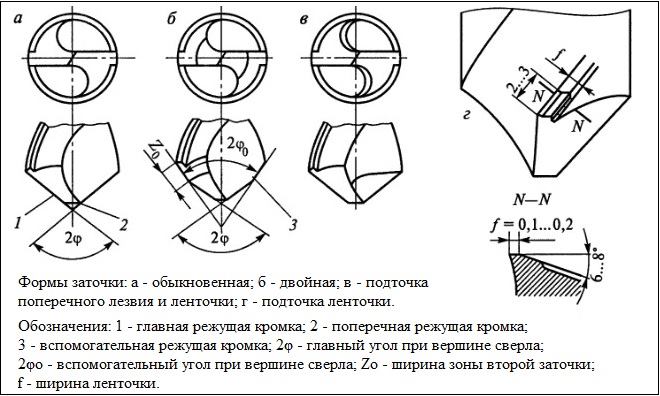
Mayroong maraming mga uri ng hasa na ginagamit para sa iba't ibang mga layunin. ang pinakakaraniwan ay:
- Isang eroplano. Sa ganitong uri ng pagproseso, ang likod na ibabaw ng balahibo ay ginawa sa anyo ng isang eroplano. Ang anggulo sa likuran ay nakasalalay sa saklaw na 28-30 °. Ang drill ay inilalagay kasama ang paggupit na bahagi na parallel sa paggiling na gulong at hindi binabago ang posisyon nito. Ito ay itinuturing na pinakasimpleng uri ng hasa ng mga drills na may diameter na hanggang 3 mm, ngunit ang kawalan ay ang paggupit ng mga gilid ay maaaring gumuho sa panahon ng proseso ng pagbabarena.
- Conical hasa. Karaniwan na ginagamit para sa mga drills na may medyo malalaking mga diameter. Mahirap itong isagawa nang walang mga espesyal na kagamitan at walang naaangkop na mga kasanayan. Ang drill ay dapat na dalhin sa kaliwang kamay ng nagtatrabaho na bahagi na malapit sa kono, at ang buntot ay dapat na hawakan ng kanang kamay. Pagkatapos ang tool ay pinindot laban sa dulo ng grindstone na may ibabaw ng likod na bahagi at ang cutting edge. Sa proseso ng hasa, ang drill ay bahagyang binabago ng buntot gamit ang kanang kamay, pinapayagan kang lumikha ng isang tapered na ibabaw sa gilid ng balahibo.
Tinatapos ang materyal pagkatapos ng hasa
Isinasagawa ang paglukso sa mga espesyal na lupon ng pag-lapt. Ang mga ito ay naiiba mula sa maginoo paggiling gulong sa agresibo na pagpoproseso ng materyal ay pinagsama upang makakuha ng isang mahusay na ibabaw ng pagtatapos.
Dahil sa lambot ng materyal at de-kalidad na nakasasakit, ang mga naturang bilog ay perpekto para sa pag-aalis ng mga gasgas at iba pang mga depekto sa ibabaw; maaari silang alisin nang hindi binabago ang geometry ng gumaganang bahagi ng materyal. Bilang isang patakaran, ang mga naturang bilog ay naka-install sa isang gilingan o isang drill, na ginagawang posible upang mas madali at tumpak na maproseso ang isang drill clamp, halimbawa, sa isang bisyo.
Bilang karagdagan sa pagtatapos ng mga gulong, maaari mong punan ang ibabaw ng trabaho ng emery, na nasa disc ng parehong gilingan.
Paghahasa sa ibabaw
 Ang isang tama na pinahigpit na drill ng metal gamit ang iyong sariling mga kamay sa isang tool na may diameter na hanggang 10 mm ay sapat na para sa trabaho; para sa mas malawak, inirerekumenda na karagdagan na patalasin ang harap na ibabaw.
Ang isang tama na pinahigpit na drill ng metal gamit ang iyong sariling mga kamay sa isang tool na may diameter na hanggang 10 mm ay sapat na para sa trabaho; para sa mas malawak, inirerekumenda na karagdagan na patalasin ang harap na ibabaw.
Ang kahulugan ng paggamot na ito ay sa pamamagitan ng pagtaas ng anggulo ng paggupit at pagbaba ng anggulo ng rake, ang paglaban sa crumbling ay nagdaragdag, na humahantong sa isang pagtaas sa mapagkukunan ng drill. Bilang karagdagan, ang lapad ng nakahalang gilid ay nabawasan, upang ang materyal sa gitnang bahagi ng butas ay hindi na-drill, ngunit na-scrap, na nagpapadali sa proseso ng drilling metal. Para sa isang drill na may isang maliit na anggulo ng clearance, maaari mong patalasin ang flank upang mabawasan ang alitan sa loob ng butas.