Ano ang inaalok ng merkado?
Ang mga segment na may mahusay na pagganap na may mahabang buhay sa serbisyo ay inaalok sa merkado ng mga domestic at foreign na tagagawa. Ang isang de-kalidad na produkto ay naiiba sa mataas na presyo. Kasama sa mga tagagawa ng dayuhan ang Metabo, Bosch, Makita, Stayer, FIT. Ang kagustuhan ay ibinibigay sa mga tool mula sa Bosch, dahil dahil sa apat na-spiral na hugis pagkatapos ng pagtatapos ng trabaho, madaling makuha ang mga labi ng materyal na basura sa konstruksyon mula sa mga recesses.
Ang isang mas murang bersyon ng tool ay ang mga produkto ng Interskol.
Ang produksyon ng Russia, pati na rin ang mga kumpanya mula sa mga bansa ng CIS at China, ay nag-aalok ng mga tool na mas abot-kayang presyo. Kabilang sa mga ito ay ang Interskol, Zubr, Enkor. Kapag pumipili ng isang tool, kailangan mong maunawaan na ang mga drills ay natatakpan ng isang de-kalidad na haluang metal at ginawa gamit ang mga modernong teknolohiya, na nangangahulugang dapat na naaangkop ang presyo. Ang mga pekeng ay madalas na matatagpuan sa mga merkado, na kung saan ay mas madidilim dahil sa paggamit ng hindi magandang kalidad na hilaw na materyales.
Mga prinsipyo ng pagbabarena
Pagsisimula sa mga tile, kailangan mong maingat na pag-aralan ang mga katangian at katangian nito.
Ang pagbabarena ay dapat na isinasagawa nang tumpak at maingat hangga't maaari, nang hindi lumalabag sa integridad ng patong, mahigpit na sinusunod ang mga prinsipyo ng pagbabarena:
- hawakan ang drill sa isang anggulo ng 90 degree sa ibabaw;
- magdagdag lamang ng momentum kapag naabot nila ang kongkreto;
- patuloy na palamig ang ibabaw ng trabaho;
- ibukod ang sobrang pag-init ng mga keramika at tool;
- piliin ang pinakamainam na presyon sa tool;
- patayin ang reverse mode, magsagawa ng makinis na mga rebolusyon ayon sa paggalaw ng kamay ng orasan;
- iposisyon ang butas sa gitna ng tahi (walang proteksiyon layer sa gilid at malapit sa gilid ng tile).

Ang paggawa ng isang pambungad para sa mga dowels upang ayusin ang banyo, dapat kang sumunod sa ilang mga kinakailangan:
drill ang cladding lamang sa isang drill na may isang balahibo para sa mga tile, at kongkreto na may perkussion tool;
ang laki ng recess sa tile ay dapat na mas malaki kaysa sa kongkreto upang mapanatili ang integridad ng tile;
Maingat na himukin ang pangkabit.

Mga korona
Crown o cutter - isang drill sa anyo ng isang silindro para sa paggawa ng mga butas ng malaking diameter. Ang pangunahing materyal ay tool steel. Ang mga elemento ng paggupit ay naayos mula sa isang dulo (iba't ibang mga materyales ang ginagamit), mula sa kabilang panig ay mayroong isang shank para sa pag-mount sa isang drill chuck.









Sa pamamagitan ng disenyo, ang mga korona ay nahahati sa dalawang uri:
- na may isang center drill: ginamit para sa pagtatrabaho sa mga tool sa kamay;
- nang walang center drill: para sa mga nakatigil na pag-install.
Ang isang korona na walang isang drill sa gitna, na naayos sa isang drill ng kamay, "lumalakad" sa tile kapag sinusubukan na mag-drill. Para sa mga drilling tile, ang mga spray cutter lamang ang ginagamit.
Ang mga sari-sari na lahi (karbid) ay idinisenyo para sa pagbabarena ng martilyo at samakatuwid ay hindi angkop para sa malutong na keramika. Ayon sa materyal ng pag-spray, ang mga pamutol ay nahahati sa dalawang uri: pinahiran ng brilyante at tungsten karbid.
Ang bentahe ng mga korona ay ang mataas na kalidad ng pagbabarena. Ang gilid ng butas ay hindi kailangang i-trim tulad ng pagkatapos ng "ballerina".
Pinahiran ng brilyante
Tulad ng drill ng brilyante, ang tool na ito ay mas karaniwang ginagamit ng mga propesyonal. Mayroon itong isang makabuluhang mapagkukunan, ngunit mahal.
 Ang mga korona ay nagpainit ng higit sa mga drills, samakatuwid ang mga tool na pinahiran ng brilyante ay nahahati sa dalawang uri:
Ang mga korona ay nagpainit ng higit sa mga drills, samakatuwid ang mga tool na pinahiran ng brilyante ay nahahati sa dalawang uri:
para sa wet drilling. Dito, ang mga chips ng brilyante ay naayos sa hindi bababa sa maaasahang paraan - sa panghinang. Kapag pinainit, lumalambot ito at nawawala ang alikabok sa korona. Upang maiwasan ito, kinakailangan ang supply ng tubig sa lugar na pinagtatrabahuhan.
Ang mga Mills para sa wet drilling ay may mahalagang kalamangan: matapos maubos ang mapagkukunan, ang bahagi ng paggupit ay maaaring mapalitan, kaya hindi na kailangang bumili ng bagong piraso;
para sa dry cutting.Ang mga mamahaling korona na may pag-aayos ng laser brazing, lumalaban sa overheating
Ang tool ay inilagay sa mga segment para sa mahusay na pagwawaldas ng init. Ang bahagi ng paggupit ay hindi naibalik; pagkatapos maubos ang mapagkukunan, kailangan mong bumili ng isang bagong pamutol.









Tungsten karbid
Ang pinakamurang, ngunit din ang hindi gaanong matibay na pagkakaiba-iba. Kadalasan ang isang pamutol ng tungsten carbide ay binibili para sa isang-off na trabaho.
Nakasasakit na gulong ng paggiling
 Ang mga nakasasakit na gulong ay ginawa sa anyo ng napaka manipis na mga sheet at may mga butas sa gitna na may isang frame sa anyo ng isang manggas na metal. Upang lumikha ng mga naturang disk, iba't ibang mga maliit na butil ang ginagamit, mga tagapuno kasama ng isang espesyal na binder mass, na maaaring maging vulcanite o bakelite. Alinsunod sa teknolohiya, ang lahat ng mga nakalistang bahagi, pagkatapos ng paghahalo, ay ipinapadala sa mga espesyal na form, pagkatapos na ito ay pinindot.
Ang mga nakasasakit na gulong ay ginawa sa anyo ng napaka manipis na mga sheet at may mga butas sa gitna na may isang frame sa anyo ng isang manggas na metal. Upang lumikha ng mga naturang disk, iba't ibang mga maliit na butil ang ginagamit, mga tagapuno kasama ng isang espesyal na binder mass, na maaaring maging vulcanite o bakelite. Alinsunod sa teknolohiya, ang lahat ng mga nakalistang bahagi, pagkatapos ng paghahalo, ay ipinapadala sa mga espesyal na form, pagkatapos na ito ay pinindot.
Ang nakasasakit na gulong ay may dalawang uri:
- paggiling;
- matanggal.
Ang una ay idinisenyo para sa paggupit ng mga solidong di-metal at metal na materyales, kabilang ang marmol, ladrilyo, drywall, di-ferrous na haluang metal at iba pa. Ang paggiling ng mga gulong ay karaniwang ginagamit para sa paggiling at paghasa ng mga bahagi na ginawa mula sa parehong mga materyales.
Ang parehong uri ng nakasasakit na gulong ay pantay na hinihiling sa paggawa. Ginagamit ang mga ito para sa pagproseso sa naaangkop na uri ng makina - paggiling at paggupit.
Ang kinakailangang resulta kapag gumagamit ng nakasasakit na mga gulong ay nakuha ng pagkilos ng matalim na mga tuktok ng nakasasakit na mga maliit na butil, na, sa panahon ng pag-ikot ng gulong, pinutol ang ibabaw ng trabaho. Karaniwan, ang mga maliit na butil na ito ay 100 hanggang 2000 microns ang laki. Dapat pansinin na sa pagtaas ng laki at tigas ng mga nakasasakit na butil, tumataas din ang pagiging produktibo ng gulong.
Mga parameter at pagkakaiba-iba
Ang pangunahing tampok ng tool para sa kongkreto ay ang elemento ng pagtatrabaho nito ay may mga espesyal na nagbebenta mula sa isang espesyal na haluang metal na may pinakamataas na antas ng tigas. Salamat sa mahusay na pag-aari ng pagganap, ang metal na haluang metal na ito ay nakatanggap ng kawili-wiling pangalan na "manalo". Ang mga bahaging ginawa mula rito ay itinuturing na pinakaangkop na tool para sa ganap na pagproseso ng materyal na ito.










Ang ganitong uri ng instrumento ay nagmula sa maraming mga kategorya:
- mga produktong may istraktura sa anyo ng isang polyhedron o isang silindro;
- isang tool na may perforator at isang cylindrical na "buntot".
Maraming mga manggagawa sa bahay ang madalas na may isang katanungan na nauugnay sa pagpili ng mga tool at kagamitan para sa pagproseso ng mga pinalakas na kongkretong istraktura. Upang malutas ang problemang ito, maaari kang gumamit ng martilyo drill at mga elemento na idinisenyo para sa isang martilyo drill. Mayroong tatlong uri ng ganitong uri ng mga bahagi:
- Mga produkto ng tornilyo. Ginagamit ang mga ito upang mag-drill ng malalim na mga butas.
- Spiral tool. Sa tulong nito, ang mga butas na may malaking diameter ay ginawa.
- Mga elemento ng sloping na nagpapahintulot sa paglikha ng mga butas ng maliit na lalim at diameter.
Salamat sa pampalapot sa lugar ng buntot, ang mga drill ay napakadali upang magkasya sa drill chuck sa pamamagitan ng isang simpleng snap-in. Ang mga attachment ng kongkreto na paghawak ay karaniwang pinili ng mga eksperto sa pag-install at tagabuo.
Sa sitwasyong iyon, kung kailangan mong makakuha ng isang malaking butas, pagkatapos ay isang tool sa korona ang madalas na kinuha. Pinapayagan ka ng mga drill na ito na gumawa ng mga butas na may diameter na hanggang labindalawang sentimetro. Ang mga pangunahing drill para sa kongkreto ay may maraming uri:
- brilyante na drills para sa kongkreto sa anyo ng isang korona o isang tubo, naayos sa isang pamalo;
- mga tagumpay na drills para sa kongkreto, na kung saan ay nailalarawan sa isang disenyo na katulad ng isang tool na brilyante (magkakaiba sila mula sa kanilang mga katapat na brilyante sa materyal na kung saan ginawa ang mga ngipin ng ibabaw ng paggupit).
Ang pangangailangan na gumamit ng isang pangunahing drill ay lilitaw sa mga sitwasyong iyon kung kinakailangan upang ihanda ang mga butas ng butas para sa mga switch at power outlet, mag-unat ng mga komunikasyon at magsagawa ng iba pang gawain na nauugnay sa paglikha ng mga recesses at malalaking butas.
Ang pagpili ng isang angkop na drill ay nakasalalay sa lalim at diameter ng mga inilaan na butas.
Paano gumagana ang isang lapis na brilyante?
Ang lapis na pang-dressing na brilyante ay mukhang isang 5 cm ang haba na bakal na pin. Ang mga likas / gawa ng tao na brilyante ay inilalagay sa ibabang bahagi ng produkto. Ang pagpapaandar ng link sa pagkonekta ay ginaganap ng isang metal na haluang metal na may isang koepisyent ng pagpapalawak na malapit sa mga kristal na brilyante.










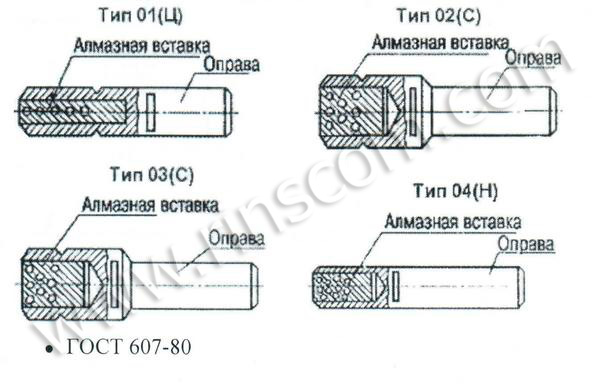
Larawan No. 1: Ang diagram ng aparato ng mga lapis na lapis na uri 01, 02, 03, 04 ayon sa GOST
Ang frame ng mga produkto ay maaaring may iba't ibang mga hugis: silindro, mga hakbang, kono. May mga lapis na brilyante na may larawang inukit. Sa loob ng produkto, ang mga brilyante ay hawak ng paghihinang, embossing o metal clamp. Ikabit ang lapis sa may-ari sa isang paraan na ang tool ay nakausli mula sa mga gilid ng frame ng isang maximum na ¼ ng haba nito.
Mga tip sa teknikal para sa pagbabarena ng mga metal

ang pin ay ipinasok sa recess at ang magnet ay nakabukas
Magpasya sa pinakamainam na bilis. Napakahalaga ng parameter na ito. Mangyaring tandaan na kung pipiliin mo ang isang mas mataas na bilis kaysa sa inirekomenda, hindi mo makukumpleto ang trabaho sa pagbabarena. Ito ay kinakailangan upang matiyak na ang bilis ay hindi bababa sa 25% ng inirekumendang bilis. Kapag nagtatrabaho sa mga drill ng karbid, dapat tandaan na sensitibo sila sa labis na pagmamaliit na bilis. Sa kasong ito, maaari kang makatagpo ng mga naturang phenomena tulad ng pagtaas ng panginginig ng boses at pag-chipping ng ngipin. Kung ang bilis ay overestimated ng higit sa 20%, pagkatapos kapag gumagamit ng isang drill mula sa HSS at pulbos na bakal, ang huli ay mabilis na hindi magamit.
Dapat mong piliin ang tamang feed. Sa simula ng trabaho, kinakailangan upang itakda ang feed sa isang antas na 2 beses na mas mababa kaysa sa inirekumenda. Dapat tandaan na kung ang presyon ng drill ay masyadong mataas, ang bilis ay mananatiling pareho. Upang makamit ang mas mataas na pagiging produktibo, inirerekumenda na gumamit ng kagamitan na may mas mataas na bilis ng pag-ikot na kasama ng mga drill ng karbid. Minsan maaaring kailanganing mag-apply ng higit na puwersa habang pagbabarena. Kung nangyari ito, malamang na nagtatrabaho ka sa isang blunt drill o sinusubukang lumikha ng isang butas sa isang materyal na masyadong matigas.