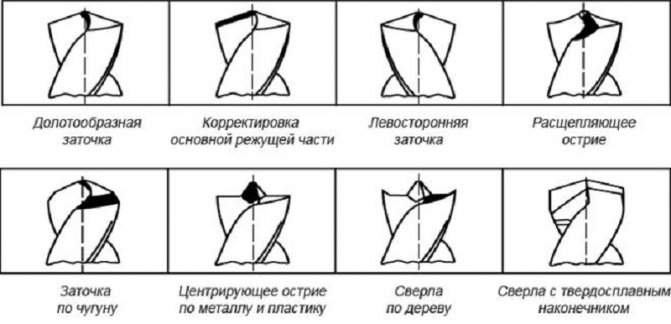
Pagmamarka ng drill
Upang mag-drill ng isang hindi kinakalawang na asero, dapat kang gumamit ng isang espesyal na tool. Ang anumang mga drill, kabilang ang mga para sa hindi kinakalawang na asero, ay may isang tukoy na pagmamarka. Ipinapahiwatig nito ang mga pagtutukoy, materyal at laki ng tooling.
Pangunahing mga pagtatalaga:
- Ang titik na "M" - ay nagpapahiwatig ng pagkakaroon ng molibdenum sa komposisyon ng produkto. Ang porsyento nito ay ipinahiwatig ng bilang na sumusunod sa liham na ito.
- Letter "R" - ang tooling ay gawa sa high-speed steel. Ang porsyento ng tungsten ay ipinahiwatig ng isang numero.
- Ang titik na "K" - ay nagpapahiwatig ng pagkakaroon ng kobalt sa komposisyon ng haluang metal. Ang dami nito ay ipinahiwatig ng isang numero.
Ginagawa ng mga dayuhang tagagawa ang pagmamarka ng HSS, na naglalaman ng impormasyon tungkol sa mga bahagi ng alloying, ang kanilang dami:
- HSS-TiN - Sa panahon ng paggawa, isang patong na titanium ang inilalapat sa ibabaw ng tooling. Dahil dito, tumataas ang tagapagpahiwatig ng lakas at paglaban ng pagsusuot. Ang mga pagtutukoy ay hindi nagbabago kapag pinainit sa 600 degree Celsius.
- HSS-E - naglalaman ng kobalt.
- HSS-E VAP - mga espesyal na drill bit na dinisenyo para sa pagbabarena sa hindi kinakalawang na asero ng iba't ibang mga kapal.
- HSS-R - Mga Gimbal na may nadagdagang lakas. Ginagamit ito para sa pagbabarena tanso, cast iron, tanso, cupronickel.
- Ang HSS-4241 ay isang tool para sa pagtatrabaho sa mga blangko ng aluminyo.
Mga prinsipyo ng pagpili
Kapag pumipili, kailangan mong isaalang-alang:
- kulay ng produkto;
- ang layunin ng kagamitan;
- hasa ng kalidad;
- mahusay na proporsyon ng incisors;
- tooling material, uri ng proteksiyon na patong.
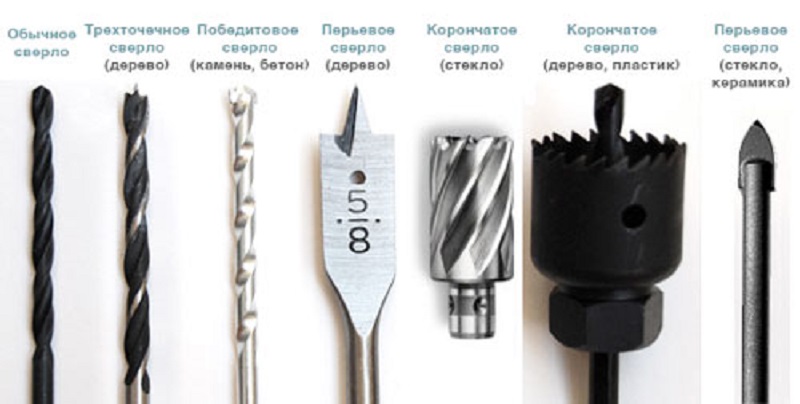
Mga drills ng iba't ibang uri (Larawan: Instagram / koleso_ast)
Mga kalamangan at dehado
Mga kalamangan:
- ang kakayahang magsagawa ng iba`t ibang mga teknolohikal na operasyon;
- lakas, pagiging maaasahan, tibay;
- mababa ang presyo.
Mga tagagawa at presyo
Mga tagagawa:
- Bosch;
- Haisser;
- Ruko.
Ang mga drill bit na may pagtatalaga ng USSR ay itinuturing na pinaka maaasahan at matibay. Ang presyo ng isang klasikong drill na may pagmamarka ng HSS ay 500 rubles.
Drill brand Bosch (Larawan: Instagram / sergei.wood_man)
Pag-uuri ng drill
Sa ngayon, mayroong higit sa isang pag-uuri ng paggupit na ito halos sa anumang ibabaw ng tool.

Nakasalalay sa disenyo ng gumaganang bahagi nito, posible na makilala: mga spiral na uri ng mga drill para sa kahoy, pagsasentro, pati na rin ang flat at kahit na mga drills ng eksklusibong isang-panig na paggupit, at ginagamit lamang para sa malalim na pagbabarena.
Kung titingnan mo ang larawan ng mga drills sa kahoy, tumpak na pagbibigay pansin sa disenyo ng kanilang buntot, kung gayon ang mga sumusunod na uri ay maaaring makilala:
- conical;
- silindro;
- 3,4,6-panig;
- Mga drills ng SDS.

Gayundin, ang lahat ng mga tool ay maaaring kondisyunal na nahahati sa maraming mga pangkat, batay sa uri ng materyal na maaari nilang hawakan. Kaya, ang mga ito ay mahabang drill para sa kahoy, pati na rin mga drill para sa matigas na kongkreto, baso, de-kalidad na metal, bato na may mga keramika, pati na rin ang mga unibersal na tool.

Pangkalahatang-ideya ng mga species
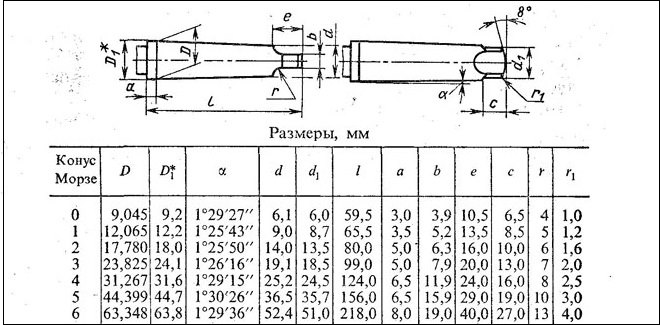
Ang mga mahabang drill ay maaaring mag-iba nang malaki sa disenyo ng shank. May mga aparato kasama cylindrical at tapered shanks... Ang una ay manipis na cylindrical metal rods. Apat na mga uka ang inilalagay sa kanilang ibabaw (2 tornilyo at 2 spiral) - kinakailangan sila para sa pagputol ng materyal at pag-aalis ng mga chips.










Ang mga drill ng silindro ay ginagamit para sa pagbabarena ng bakal, kahoy at mga di-ferrous na riles. Maaari silang kaliwa o kanang kamay, ngunit ang unang pagpipilian ay mas karaniwan. Ayon sa GOST, ang mga aparatong ito ay ginawa gamit ang isang centering recess, ngunit ang ilan sa mga ito ay maaaring gawin nang wala ito.
Ang mga silindro na drill ay ginagawa minsan sa isang maliit na leeg upang mapadali ang paggiling.Ang kabuuang haba ng mga drills na ito ay maaaring hanggang sa 320 mm.
Ang mga modelo ng tapered shank ay itinuturing na mas ginustong pagpipilian sa mga propesyonal. Ang mga ito ay ligtas na umaangkop sa drill chuck habang nagbibigay ng pinaka tumpak na pagsentro sa panahon ng operasyon.
Ang naka-tapered na shank type ay iniiwasan ang mga burr at iregularidad sa materyal kapag nag-drill. Ang itaas na bahagi ay ganap na makinis sa dulo, ang mga dingding ng mga drilled hole ay magiging makinis din.
Ang mga aparato ng korteng kono ay may pinaka-maginhawang disenyo, na nagbibigay-daan, kung kinakailangan, upang palitan ang mga ito ng isang bagong modelo. Ang mga nasabing tool ay ginagamit para sa pagbabarena ng metal. Ngunit maaari silang gumana sa kahoy o plastik.
Gamit ang mga drill na ito, maaari kang gumawa ng mga butas ng iba't ibang mga diameter sa haluang metal o carbon steel, cast iron, sintered alloys, non-ferrous metal. Ang pangkabit ng drill mismo na may isang tapered shank ay isinasagawa salamat sa manggas ng adapter. Ang mga pag-aayos ng hugis na ito ay gawa sa isang spiral na nagtatrabaho na bahagi.
Mayroong maraming mga uri ng mahabang drills para sa metal, na naiiba sa lakas, ang pag-aayos ng bahagi sa kagamitan, ang bahagi ng paggupit at ang gumaganang ibabaw para sa pagtanggal ng maliit na tilad.
Susunod, isasaalang-alang namin ang pinakakaraniwang mga modelo ng pinalawig na mga nozzles nang mas detalyado.
-
Isang ground bersyon para sa metal na may isang tapered shank. Ang uri na ito ay angkop para sa pagtatrabaho sa mga produktong gawa sa pagbuo at istruktura na metal o cast iron. Ang mga drills ay gawa sa high speed steel HSS at mayroong isang hinuhusay na anggulo na 118º.
-
Ang mga cutter na gawa sa isang mabilis na hiwa ay mayroong isang paghahalo ng kobalt, at tinatakpan ng isang titanium-nitrite layer sa itaas. Ginagamit ang mga ito sa trabaho na may mga bahagi ng bakal na may pinakamataas na lakas (900 N / mm²).
-
Dagdag-haba at mahabang elemento ng metal. Nilagyan ang mga ito ng mga cylindrical shanks at may isang pinalakas na tangkay. Para sa mahusay na pag-aalis ng maliit na tilad, ang isang hugis-parabola na spiral uka ay ginawa sa bersyon na ito. Ang ganitong uri ng drill ay nailalarawan sa pamamagitan ng mas mataas na tigas.
-
Mahaba o labis na mahaba ang tulis ng spiral nozel. May taper shank. Ang pagpipiliang ito ay ginagamit para sa mga butas ng pagbabarena na may parehong malaki at maliit na mga diameter.
-
Mga drills para sa pagbabarena ng guwang na mga bahagi. Mayroon silang maliit na bahagi ng paggupit.
-
Ang isang aparato para sa pagbabarena ng mga butas sa matitigas na haluang metal. Mayroon silang anggulo ng paggupit na 135º at isang hugis-kono na shank.
Ang mga mahahabang drill ay maaaring nahahati sa maraming magkakahiwalay na mga pangkat depende sa istraktura ng mga gumaganang bahagi.
-
Ang mga drills ng pluma para sa metal ay tumayo. Ang mga nasabing modelo ay ginagamit para sa pagbabarena ng malalim na mga butas ng malaking lapad. Ang mga ito ay nilagyan ng nakasentro ng mga pinahinit na tip. Mukha rin silang maliit na patag na talim.
-
-
Ang mga pangunahing drill ay may partikular na kahalagahan. Ang mga modelong ito ay maaari ding maging angkop para sa paglikha ng malalaking mga butas ng diameter (maaari itong hanggang sa 150 mm). Ginagamit ang mga ito upang gumana sa paggiling at pagbabarena machine. Una na gupitin ng mga aparato ang tabas ng hinaharap na butas, at pagkatapos ay ginagawa nila ang recess mismo sa ibabaw.
-
May mga modelo na may hugis-bahagi na gumaganang bahagi. Ang mga kalakip na ito ay ginagamit para sa pagbabarena ng mga di-ferrous na metal o bakal. Ngunit pinoproseso nila ang mga sheet ng metal na maliit na kapal, na dapat mas mababa sa 10 mm. Maaari silang gawing pamantayan, o maaari silang magkaroon ng isang stepped na disenyo. Ang huli ay nagpapadali sa karagdagang pagproseso ng metal.









Pinapayagan ka ng mga modelo na may isang tapered tip na gumawa ng mga indentation ng iba't ibang mga diameter. Hindi ito mangangailangan ng regular na pagbabago ng drill sa chuck. Ang mga tool na ito ay perpektong nakasentro.
Paano maunawaan ang pag-label
Ang pagmamarka ay makakatulong upang pumili ng tamang tool para sa mga produktong drilling na gawa sa metal. Hindi mahirap unawain ito.Ang pagmamarka ng mga drills, depende sa kanilang diameter na nagtatrabaho, naglalaman ng sumusunod na impormasyon tungkol sa ipinakita na tool.
- Sa mga pinaliit na produkto, ang diameter na kung saan ay hindi hihigit sa 2 mm, walang marking ang inilapat sa lahat.
- Ang pagmamarka ng mga drills, ang lapad na kung saan ay nasa saklaw na 2-3 mm, naglalaman ng impormasyon tungkol sa antas ng bakal na kung saan sila ginawa, pati na rin ang laki ng kanilang cross-section.
- Ang pagmamarka ng mga drill para sa metal na may diameter na 3 mm o higit pa ay naglalaman ng sumusunod na data: diameter ng pagtatrabaho, marka ng bakal, marka ng logo ng gumawa.
Kaya, ang titik na "P" sa pagmamarka ng mga drill para sa metal ay nangangahulugan na ang mga ito ay gawa sa mataas na bilis na bakal. Ang komposisyon ng mga bakal na haluang metal na ginamit sa paggawa ng mga drill para sa gawaing metal ay maaaring maglaman ng mga karagdagang sangkap na nagpapabuti sa kanilang pagganap. Ang mga nasabing sangkap, lalo na, ay maaaring maging molibdenum, na kung saan ay sinasabihan ng titik na "M", at kobalt, na tinukoy sa pagmamarka ng titik na "K".
Ang mga marka ng drill ay inilalapat sa shank ng produkto
Ang mga dayuhang tagagawa ay nagsasama ng mas detalyadong impormasyon tungkol sa ipinakita na instrumento sa pag-label. Nagpasya na bumili ng mga naturang drill, makakatanggap ka ng sumusunod na data mula sa kanilang pagmamarka:
- pangalan ng bansang pinagmulan;
- trademark ng gumawa;
- bakal na marka ng haluang metal;
- nagtatrabaho diameter ng tool;
- katumpakan klase;
- maikling rekomendasyon sa mga materyales na maaaring hawakan ng naturang tool.
Mga sikat na tatak ng tool mula sa mga dayuhang tagagawa
Upang malaman, kapag pumipili ng mga drills ng banyagang produksyon, alin ang mas angkop para sa paglutas ng ilang mga problemang panteknolohiya, sapat na magkaroon ng ideya ng materyal na maiproseso sa kanilang tulong. Kaya, ibinibigay ng mga dayuhang tagagawa ang mga sumusunod na rekomendasyon para sa pagpili ng isang tool na may isang tukoy na pagmamarka.
HSS-R at HSS-G
Inirerekumenda na mag-drill ng mga tool na may tulad na mga marka:
- mga bahagi ng bakal na gawa ng simpleng paghahagis at paghulma ng iniksyon; mga produktong gawa sa carbon at, ang lakas nito ay hindi hihigit sa 900 N / mm2;
- mga produkto mula sa mga metal na haluang metal na naglalaman ng aluminyo, grapayt, tanso, nikel, sink (tanso, tanso, cupronickel, atbp.);
- mga billet na mula sa grey at ductile iron.
Drill geometry HSS-R at HSS-G
HSS-G Co 5
Ang mga drills na may pagmamarka na ito ay maaaring gamitin para sa pagproseso ng mga metal, na ang lakas na umabot sa 1100 N / mm2. Ang mga nasabing metal, lalo na, ay maaaring maging mga sumusunod na steels:
- carbonaceous;
- hindi kinakalawang na asero;
- thermally napabuti;
- acid-, heat- at heat-resistant;
- may haluang metal
Self-centering ground drill HSS-G 5% para sa pagbabarena sa matitigas na riles
HSS-G TiAN / TiN
Kung mayroong gayong pagtatalaga sa mga drill para sa metal, nangangahulugan ito na ang pag-spray ng titan-aluminyo-nitride ay inilapat sa kanilang gumaganang bahagi. Ang ganitong patong ay makabuluhang nagdaragdag ng paglaban ng mga drills hindi lamang sa kaagnasan, ngunit din sa pagsusuot, na nag-aambag sa isang pagtaas sa kanilang buhay sa serbisyo. Ang mga tool na may tulad na mga pagmamarka ay maaari ding magamit para sa pagproseso ng mga metal at haluang metal na may lakas hanggang sa 1100 N / mm2. Inirerekumenda ng mga tagagawa ang paggamit ng mga sumusunod na uri ng drills para sa pagproseso:








- malambot at kulay-abo na cast iron, sa istraktura ng kung saan ang mga pagsasama ng grapayt ay may isang spherical na hugis;
- tanso-based alloys (tanso, tanso, cupronickel);
- mga billet na bakal na nakuha sa pamamagitan ng paghahagis (kabilang ang paghuhulma ng iniksyon).
Pag-uuri
Maaari kang makahanap ng iba't ibang uri ng mga drill na ibinebenta. Ang mga ito ay inuri depende sa kulay, materyal, uri ng shank, uri ng patong, klase ng kawastuhan.
Ayon sa kulay
Ang isang kupas na dilaw na kulay ay lilitaw pagkatapos ng isang bakasyon sa produksyon. Ang karagdagang pagproseso ay nagdaragdag ng tibay at lakas ng tooling.
Ang maliwanag na dilaw na kagamitan ay nakikilala sa pamamagitan ng tibay at paglaban ng suot. Ito ay may mababang rate ng alitan. Ang tooling ay may isang patong na titanium, na nagbibigay nito ng mas mataas na lakas.
Ang itim na kulay ay nagpapahiwatig ng karagdagang paggamot sa singaw. Ito ay isang matibay na kalesa na may mahabang buhay sa serbisyo. Ang gastos ay hindi masyadong mataas.
Ang pinakamababang kalidad ng drills, na hindi napailalim sa karagdagang pagproseso, ay kulay-abo. Ang mga nasabing kagamitan ay may mababang presyo, ngunit hindi posible na makatipid ng pera, dahil mabilis na masira ang drills.
Sa pamamagitan ng materyal
Ang mga drills ay ginawa mula sa iba't ibang uri ng bakal:
- tooling ng carbon;
- may halagang instrumental;
- bilis ng tulin.
Bilang karagdagan, ang mga matitigas na plato ng haluang metal ay naayos sa mga bahagi ng paggupit.
Steel drills (Larawan: Instagram / linkorspb)
Sa pamamagitan ng form
Views:
- Humakbang, nag-tapered. Tinatawag din silang mga gimbal. Ang nagtatrabaho na bahagi ay may isang korteng kono. Dinisenyo para sa mga butas ng pagbabarena ng iba't ibang mga diameter sa mga metal sheet hanggang sa 2 mm ang kapal.
- Nakasentro Mga multifunctional gimbal na kinakailangan upang lumikha ng mga espesyal na butas sa mga workpiece ng metal. Ang mga bahagi ay naayos sa kagamitan sa pagbabarena.
- Pinahaba. Ginamit upang lumikha ng bulag, sa pamamagitan ng mga butas.
- Una Tool na may kapalit na pagsingit. Maaari itong magamit upang makagawa ng malalaking butas sa diameter na may makinis na pader.
- Nakoronahan. Ang mga guwang na korona na maraming matulis na ngipin sa mga gilid. Angkop para sa mga butas ng pagbabarena sa manipis na mga sheet ng metal hanggang sa 30 mm ang lapad.
- Sinulid Ginagamit ang mga ito para sa paggupit ng mga thread sa paunang handa na mga butas.
- Mataas na presisyon. Sa kanilang tulong, maaari mong maisagawa ang tumpak na mga teknolohikal na operasyon.
- Kaliwete. Kagamitan para sa lubos na nagdadalubhasang layunin, na kinakailangan upang mag-drill ang mga nasirang kagamitan mula sa mga butas.
Ang pinaka-karaniwang uri ng mga drills para sa metal ay spiral. Dinisenyo para sa mga butas ng pagbabarena ng iba't ibang mga kalaliman at mga diameter.
Conical drills (Larawan: Instagram / dismart_kh)
Sa pamamagitan ng uri ng mga shanks
Mga uri ng shank:
- Conical. Ang mga accessories ay dinisenyo para sa mataas na lakas, propesyonal na drills o pang-industriya na drilling machine.
- Cylindrical. Angkop para sa mga tool sa kuryente.
- Hexagonal. Ginamit para sa clamping sa panga chucks, clamp.
Sa pamamagitan ng uri ng saklaw
Maaaring mailapat ang mga drill:
- titanium aluminyo nitride;
- titanium carbonitride;
- brilyante chips;
- titanium nitride ceramic coating;
- pelikulang oksido.
Ang huling uri ng saklaw ay ang pinaka-abot-kayang at maaasahan.
Cobalt drills (Larawan: Instagram / vmiha80)
Klase ng kawastuhan
Klase ng katumpakan:
- Karaniwang kawastuhan na may pagmamarka B. Idinisenyo para sa mga butas sa pagbabarena sa mga tuntunin ng kawastuhan hanggang sa baitang 15.
- Karaniwang kawastuhan na may pagmamarka B Dinisenyo para sa mga butas sa pagbabarena hanggang sa kawastuhan klase 14.
- Kagamitan ng mas mataas na kawastuhan na may pagmamarka ng A1. Angkop para sa paggawa ng mga butas sa kawastuhan mula 10 hanggang 13 na mga klase sa kawastuhan.
Mga pagkakaiba sa gawain ng isang labis na mahabang drill mula sa isang maginoo
Ang mga sobrang pamutol ng metal ay napapailalim sa mas maraming init kaysa sa mga ordinaryong pamutol. Ito ay dahil sa malaking lugar ng contact ng tool gamit ang mga pader ng channel at mahinang paglipat ng init dahil sa saradong puwang. Samakatuwid, kinakailangan upang ayusin ang sapilitang paglamig sa panahon ng pagbabarena.
Ang isang pinahabang drill ay may nadagdagan na lakas ng baluktot, ngunit kung patuloy kang mag-drill, na ipinapasa ang channel sa bawat oras, pagkatapos ay ang posibilidad ng pagbasag ng drill dahil sa mga metal shavings na nabuo sa channel ay napakataas









Mahalagang alisin ang mga chip na ito paminsan-minsan sa pamamagitan ng pagbabalik ng tool pabalik.
Mabilis at tuluy-tuloy na feed ng pamutol ay maaari ring sirain ang tool, kaya kailangan mong magpatuloy na may maikling feed.
Ang isang labis na mahabang drill para sa metal ay mahirap na gumana sa isang maginoo na de-kuryenteng drill: imposibleng ganap na ganap na hawakan ang tool nang perpekto. Ang butas ay maaaring maging hindi magandang kalidad, ang paralelismo ay hindi igagalang, ang posibilidad na masira ang rig ay mataas
Ang lahat ng ito ay maiiwasan sa pamamagitan ng pagbabarena ng isang espesyal na makina.
Upang mag-drill ng matapang na mga haluang metal, kinakailangang magtrabaho sa mababang bilis ng baras.Pipigilan nito ang pagputol mula sa sobrang pag-init at pagkasira.
Ang pagpapatasa ng mga pamutol para sa metal ay dapat na isagawa sa mga espesyal na kagamitan, mahigpit na pagmamasid sa anggulo. Mas mahusay na gumamit ng isang template para dito.
Ano ang masasabi sa iyo ng kulay ng drill
Bilang karagdagan sa mga marka na nagpapahiwatig ng komposisyon ng bakal at mga impurities, kailangan mong maunawaan kung ano ang ipinahiwatig ng kulay ng drill. Sasabihin nito sa iyo kung anong karagdagang pagpoproseso ang pinagdaanan ng metal at kung paano ito makakaapekto sa mga katangian ng tooling. Narito ang mga karaniwang kulay.
Bakal na kulay abo
Ito ang pinakasimpleng drills nang walang karagdagang patong. Kung naiwan sa isang mahalumigmig na kapaligiran sa loob ng mahabang panahon, sila ay kalawang. Sa panahon ng pagbabarena, huwag maglapat ng labis na presyon sa tool, kung hindi man ay maaaring mabali ang pamalo.
Ginintuang kulay
Ang kulay na ito ay nagpapahiwatig na tumigas. Ginagawa ng pagproseso ang panlabas na bahagi na napakalakas, ngunit pinapataas ang kahinaan ng loob. Ang mga drills ay patuloy na humahawak sa mahabang panahon, ngunit may posibilidad na masira. Ang pana-panahong muling pagtigas ay kinakailangan upang pahabain ang kanilang buhay sa serbisyo.
Gintong maliwanag na kulay
Ang mga drills na ito ay makikita kaagad sa counter gamit ang kanilang buhay na kulay. Ang epekto ay ibinibigay ng paggamot sa ibabaw na may titan. Ang patong ay binabawasan ang pagkasuot ng alitan at nagtataguyod ng mahabang buhay ng serbisyo. Ang mga drills ay may mataas na lakas na klase at gastos nang naaayon.
Itim na kulay
Ang bakal ay ginagamot. Isang murang paraan upang madagdagan ang panlabas na lakas habang iniiwasan ang panloob na hina. Ang mga drills ay humahawak ng hasa nang mas mahusay at mas matagal kaysa sa mga grey na drill.
Mga Katangian
Ang mga teknikal na parameter ng mga drills na ginawa ay nakasalalay sa kulay:
Itim - nagpapahiwatig ng pagtaas ng paglaban ng pagkasira ng produkto;

Ang isang drill na may isang ilaw na ginintuang kulay ay nangangahulugang ang tool sa paggupit ay hindi nadagdagan ang kahinaan; ito ay pinagsama sa panahon ng paggawa upang mapawi ang panloob na pagkapagod;

Maliwanag na ginintuang - ang kakayahang bawasan ang alitan sa panahon ng operasyon, ang mga produkto ay nakikilala sa pamamagitan ng mabuting lakas;

Gray - ang tool ay dinisenyo para sa isang maikling buhay sa serbisyo, ang pinakamura, mababang kalidad.

Ang pagkakaroon ng kabisaduhin ang kulay ng drill, binibigyang pansin namin ang diameter ng gumaganang gilid, na tumutukoy sa pagmamarka nito. Ang mga maliliit na tool (hanggang sa dalawang millimeter) ay hindi minarkahan
Ang titik na "P" - ang kauna-unahang titik, ay nangangahulugan na ang bilis ng bakal na bakal ay ginamit sa paggawa ng drill.


Ang lahat ng teknikal na data tungkol sa drill ay maaaring mabasa sa shank nito:
- Ano ang diameter;
- Alamin ang tungkol sa tigas ng bakal;
- Ano ang mga elemento ng haluang metal sa haluang metal;
- Maunawaan ang teknolohiya, ang gumawa.
Tulad ng nabanggit, walang pagmamarka sa maliit na mga drill ng diameter!

Ang pinakamahal, matibay na tool ay kobalt. Gayundin, ang mga drills na may pagmamarka ng USSR ay pinahahalagahan.