Pagbabarena ng mga square hole - Watts drill at Reuleaux triangle na prinsipyo
Halos lahat ay nakakaalam kung paano mag-drill ng isang bilog na butas, ngunit hindi alam ng lahat ang tungkol sa isang drill para sa mga square hole. Pansamantala, maaari kang mag-drill ng isang square hole sa parehong mga produktong softwood at mas mahirap na mga bahagi ng metal. Upang malutas ang problemang ito, ginagamit ang mga espesyal na tool at aparato, ang prinsipyo nito ay batay sa mga pag-aari ng pinakasimpleng mga geometric na hugis.

Mga Watts ng Drill
Mga prinsipyo ng pagpapatakbo at disenyo
Upang mag-drill ng isang parisukat na butas, ang isang Watts drill ay karaniwang ginagamit, ang disenyo nito ay batay sa tulad ng isang geometric na pigura bilang Reuleaux triangle. Ang isa sa pinakamahalagang tampok ng naturang pigura, na kung saan ay ang lugar ng intersection ng tatlong pantay na bilog, ay ang mga sumusunod: kung ang isang pares ng mga parallel na linya ng suporta ay iginuhit sa isang tatsulok, kung gayon ang distansya sa pagitan ng mga ito ay palaging magiging palagiang Kaya, kung ililipat mo ang gitna ng tatsulok na Reuleaux kasama ang isang tilapon na inilarawan ng apat na ellipsoidal arcs, ang mga vertex nito ay iguhit ang halos perpektong parisukat, na mayroon lamang bahagyang bilugan na mga verte.

Pag-aari ng Reuleaux triangle
Ang mga natatanging katangian ng tatsulok na Reuleaux ay ginawang posible upang lumikha ng mga drill para sa mga square hole. Ang isang tampok ng paggamit ng naturang tool ay ang axis ng pag-ikot nito ay hindi dapat manatili sa lugar, ngunit lumipat kasama ang trajectory na inilarawan sa itaas. Naturally, ang kilusang ito ay hindi dapat hadlangan ng kartutso ng kagamitan. Gamit ang naturang drill at mga kaukulang kagamitan, isang parisukat na butas ang nakuha na may perpektong tuwid at parallel na mga gilid, ngunit may bahagyang bilugan na mga sulok. Ang lugar ng nasabing mga hindi ginagamot na sulok ay 2% lamang ng lugar ng buong parisukat.
Paggawa ng isang aparato para sa pagbabarena ng mga square hole
Gamit ang mga drills ng Watts batay sa prinsipyo ng tatsulok na Reuleaux, posible na mag-drill ng mga square hole sa mga workpiece ng metal, kahit na sa isang maginoo na makina na hindi nilagyan ng mga espesyal na attachment. Upang lumikha ng isang parisukat na butas sa isang kahoy na bahagi, maaari mo ring gamitin ang isang regular na drill, ngunit para dito dapat itong nilagyan ng mga karagdagang aparato.
Maaari kang gumawa ng isang simpleng aparato na nagbibigay-daan sa iyo upang mag-drill ng mga square hole sa mga kahoy na blangko ayon sa mga sumusunod na rekomendasyon.
- Upang magsimula, gamit ang isang sheet ng playwud o isang kahoy na board ng maliit na kapal, kinakailangang gawin ang Reuleaux triangle mismo, ang mga geometric na parameter na dapat na tumutugma sa diameter ng Watts drill na ginamit.
- Ang drill ay dapat na mahigpit na naayos sa ibabaw ng panindang tatsulok.
- Upang ang Reuleaux triangle at ang drill na nakakabit dito ay gumalaw kasama ang kinakailangang tilapon, kinakailangan na gumawa ng isang frame ng gabay na gawa sa kahoy. Sa panloob na bahagi ng frame, gupitin ang isang parisukat na may mga geometric na parameter na ganap na tumutugma sa mga sukat ng butas na iyong puputukan.
- Ang frame ay naayos sa drill sa tulong ng isang espesyal na bar, habang ang gitna ng tatsulok na Reuleaux na nakalagay sa gabay na frame ay dapat na magkasabay sa axis ng pag-ikot ng power tool chuck.
- Upang maibahagi ang isang metalikang kuwintas sa drill para sa paggawa ng isang parisukat na butas, ngunit nang hindi lumilikha ng mga paghihigpit para sa paggalaw ng tool sa nakahalang direksyon, ang shank ay konektado sa drill chuck sa pamamagitan ng isang mekanismo ng paghahatid na tumatakbo sa prinsipyo ng propeller shaft ng isang trak.
- Ang kahoy na workpiece, kung saan kinakailangan upang mag-drill ng isang parisukat na butas, ay dapat na ligtas na maayos, habang iposisyon ito upang ang gitna ng hinaharap na butas mahigpit na tumutugma sa axis ng pag-ikot ng drill na ginamit para sa pagproseso.
Pagguhit ng Mga Bahaging Pag-drayber ng Square Hole
Talahanayan 1. Mga sukat ng mga gabay sa bushings
Talahanayan 2. Mga laki ng drill (i-click upang palakihin)
Ang pagkakaroon ng tipunin na isang simpleng aparato, na ligtas na naayos ang lahat ng mga elemento ng istraktura nito at ang workpiece na naproseso, maaari mong i-on ang electric drill at simulan ang proseso ng pagbabarena.
Tulad ng nabanggit sa itaas, ang isang parisukat na butas na drill na may tulad na aparato ay may ganap na pantay at parallel na mga gilid, ngunit ang mga seksyon ng sulok nito ay bahagyang bilugan. Ang paglutas ng problema sa mga bilugan na sulok ay hindi mahirap: maaari mong baguhin ang mga ito gamit ang isang regular na file.

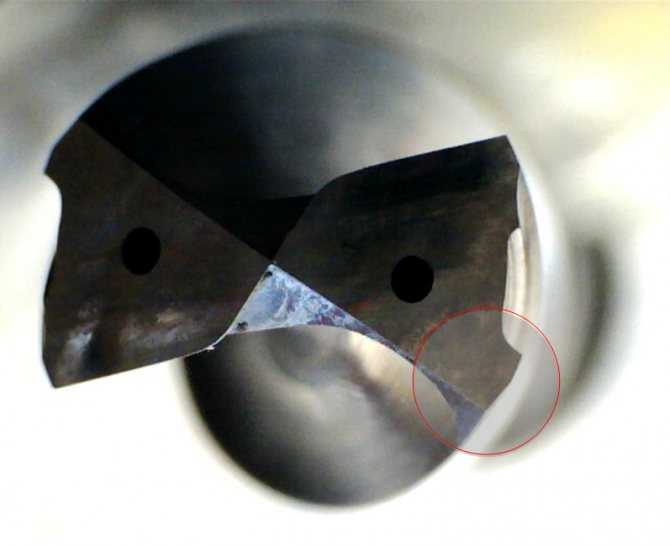
Ang drill ni Watt at isang parisukat na butas na ginawa kasama nito sa isang workpiece ng metal
Drill Chipbreaker Geometry (+ Video)
Tulad ng nabanggit nang mas maaga sa materyal na ito, ang kontrol sa maliit na tilad ay isa sa pinakamahalagang puntos na isinasaalang-alang sa unang lugar sa panahon ng pag-macho.
Bukod dito, kinakailangang magbayad ng angkop na pansin sa geometry, na tatalakayin sa artikulong ito. Sa kabila ng katotohanang ang geometry ng chipbreaker ay itinuturing na madalas sa paksang pampakay, ang artikulo ay nakatayo sa mga magkatulad na materyales.
Ang may-akda, batay sa naipon na karanasan, ay nag-aalok ng kanyang sariling pagpipilian, na nagbibigay-daan sa iyo upang pamilyar ang iyong sarili sa mga pangunahing aspeto at tingnan ang geometry ng tool mula sa isang ganap na magkakaibang anggulo.
Upang magsimula, isaalang-alang natin ang pangunahing mga parameter ng geometry ng paggupit na bahagi ng drill.
Pagkamaliit sa likod ng likod
Ang underestimation ng flank ay ang libreng puwang sa pagitan ng cutting edge at ang panlabas na diameter. Ang anggulo ng flank depression ay maaaring dagdagan, kahit na sa gastos ng lakas ng paggupit, at sa mga ganitong kaso ang pinakamahusay na pagganap ay nakakamit kapag pinoproseso ang malambot na materyales. Kapag gumagamit ng isang malawak na anggulo, magkaroon ng kamalayan sa hindi ginustong epekto sa dulo ng drill, na dapat isaalang-alang sa mataas na bilis ng paggupit.










Ang anggulo ng pagkahilig ng helical groove
Ang anggulo sa pagitan ng axis ng drill at mga spiral nito ay tinatawag na anggulo ng pagkahilig ng mga helical groove. Ang anggulo ng helix ay ang pinakamahalagang kadahilanan para sa pinakamainam na paglisan ng maliit na tilad. Ang malawak na ikiling drill ay inirerekomenda para sa mababang mga materyales sa lakas, na may isang hanay ng mga karaniwang sukat ng sulok 15-40 °.
Ang haba ng Helical uka
Ang haba ng Helical flute ay sinusukat mula sa dulo ng drill, kung saan matatagpuan ang lahat ng mga gilid, kung saan nagtatapos ang mga flauta. Ang haba ng mga uka ay dapat na mas malaki kaysa sa lalim ng butas upang ang chip ay hindi makaipon o makaalis sa loob. Inirekomenda ng may-akda na gamitin ang maximum na posibleng haba ng uka.
Mag-uka sa dalawang patlang
Ang dobleng disenyo ng uka ay nagbibigay ng katatagan at nagbibigay-daan sa iyo upang mag-drill ng isang butas na may mas mataas na kawastuhan.
Sa ilang mga kaso, kapag ang machining matigas na materyales, ang isang geometry na may pinababang patlang ay dapat piliin, halimbawa, upang mapabuti ang pagbabarena ng aluminyo.
Angulo ng Apex
Ang pangunahing layunin ng anggulo ng clearance ay upang mabawasan ang pakikipag-ugnay sa pagitan ng drill at ng piraso ng trabaho.
Ang anggulo ng rake ay maaaring positibo, zero, o negatibo, depende sa lokasyon sa axis ng drill. Karaniwan ang anggulo na ito ay positibo at halos 12º.
Pinagmulan ng materyal: pagsasalin ng artikulong Chip paglabag sa mga geometry sa pagbabarena, Compositemachining.org
Orihinal na may-akda ng artikulo: Jose (JOSE)
Manu-manong hasa ng mga drill ng patabingi
Inaanyayahan ka naming sanayin ang iyong sarili sa video sa pagsasanay sa Russian, na nakita namin sa YouTube
Mga pamantayan sa pagpili ng isang pagpipilian sa kalidad
Sa ibaba ay isasaalang-alang namin ang mga pangunahing uri ng mga aparato para sa pagputol ng mga butas sa isang puno, ngunit sa ngayon ay ibabalangkas namin ang mga pamantayan na dapat matugunan ng anumang pagpipilian, anuman ang pagbabago nito:
| Maaasahang materyal ng paggawa | Siyempre, halos hindi posible upang matukoy ang pamantayan na ito sa pamamagitan ng mata, kaya pinakamahusay na tanungin ang nagbebenta para sa isang sertipiko ng kalidad para sa produkto. Ang hindi maaasahang mga pekeng variant mula sa Tsina na madalas ay walang anumang mga dokumento. |
| Pagpapatupad ng kalidad | Maingat na suriin ang produkto: ang ibabaw ay dapat na patag na walang mga depekto at depekto, ang bahagi ng paggupit ay dapat na tumpak na patalakin. Kung bumili ka ng drill bit para sa kahoy na may mahabang haba - suriin kung pantay ito, maaari mo itong gawin sa pamamagitan ng mata o sa pamamagitan ng pag-ikot nito sa isang patag na ibabaw - agad na makikita ang anumang mga paglabag dito. |
| Magandang balot | Ang mga pekeng may mababang kalidad ay madalas na nakabalot kahit papaano, bukod dito, may mga pagkakamali sa mga salita. Walang kilalang tatak ang magpapahintulot sa sarili nitong isang nondescript na packaging, tandaan ito. |
| Presyo | Ang presyo ay isang tagapagpahiwatig din ng kalidad, bilang panuntunan, ang pinakamaraming pagpipilian sa badyet ay maikli ang buhay, lalo na pagdating sa mga drill at malalaking sukat na mga fixture. Pagkatapos ng lahat, napapailalim sila sa napakataas na karga sa panahon ng operasyon. |
Ang mga murang core set ng drill ay hindi maaasahan na maaari lamang silang tumagal para sa isang solong paggamit.
Mga kahaliling paraan ng paggawa ng mga square hole
Ang pagkuha ng mga radius arcs ay humahantong sa isang makabuluhang pagbaba sa kalidad ng nagresultang produkto. Ito ang dahilan kung bakit ang ibang mga pamamaraan ng paggawa ng isang parisukat na butas ay madalas na isinasaalang-alang:
- Ang mga pag-install ng laser ay laganap ngayon. Maaari silang magamit para sa pagproseso kasama ang isang naibigay na tilas; kapag nakatuon ang sinag, ang metal ay nainit, dahil kung saan nabuo ang kinakailangang ibabaw.
- Ang pamamaraang panlililak ay ginamit nang mahabang panahon. Nagbibigay ito para sa paggamit ng mga espesyal na kagamitan na may kakayahang magbigay ng mataas na presyon sa sheet at iba pang mga workpiece. Ang kawalan ng pamamaraang ito ay ang mataas na gastos ng kagamitan, pati na rin ang posibilidad na makakuha lamang ng mababaw na pagbawas.
- Kapag gumagamit ng hinang gas, posible ring bumuo ng isang hugis-parihaba na hugis. Gayunpaman, ang teknolohiyang ito ay nailalarawan sa pamamagitan ng mababang pagiging praktiko na ginagamit, ang mga nagresultang produkto ay may mababang kalidad.
Sa pagbebenta mayroong mga espesyal na hanay ng mga suntok na maaari mo ring magamit sa kasong ito. Ang kit ay ipinakita ng isang kumbinasyon ng mga sumusunod na elemento:
- Sleeve para sa paggabay sa suntok.
- Espesyal na may hawak.
- Huminto sa singsing sa paglalakbay.
- Matrix.
Itakda ang punch
Upang makapagbigay ng isang mataas na pagkarga sa nagtatrabaho tool, isang haydroliko diyak ay ginagamit. Ang teknolohiyang ito ay nailalarawan sa pamamagitan ng ang katunayan na ang nagresultang pigura ay may malinis at kahit na mga gilid, iyon ay, karagdagang karamdaman upang mapabuti ang kalidad ng mga ibabaw ay hindi kinakailangan.










Pagputol ng mga hindi regular na butas
Pag-project sa Shape Merge
Ngayong lumipat kami sa mas kawili-wiling mga pamamaraan, pag-usapan natin ang tungkol sa pag-project gamit ang tool na Shape Merge. Tinutulungan ka ng projection na "overlay" ng isang libreng form na spline sa mga polygon ng mga bagay, at pagkatapos ay manipulahin ang mga ito. Tingnan natin ang isang halimbawa. Lumikha ng isang kubo at.

Piliin ang kubo at piliin ang Lumikha - Tambalan - Pagsasama ng Hugis.
Pindutin ang pindutan ng Piliin ang Hugis, ang inskripsyon ay inaasahang papunta sa aming kubo.
Ngayon ang kubo ay maaaring mai-convert sa Na-e-edit na Poly, at pagkatapos ay gupitin ang isang pahinga sa pamamagitan ng paglabas ng inskripsyon gamit ang Extrude
Mangyaring tandaan na kapag isinasalin sa Poly, maraming mga hindi kinakailangang Mga gilid ang lilitaw. Ito ay syempre pinakamahusay na iwasan.

Mahalaga rin na tandaan na ang spline ay hindi maaaring mailapat nang tama sa isang hubog na ibabaw gamit ang pamamaraang ito. Nahihiga sa arko, ang menu ay ibaluktot.
Anumang disenyo, maging sa iyong bahay o sa produksyon, ay nagsasangkot ng pagtatrabaho sa metal.
Kadalasan, sa panahon ng pagpapatakbo ng materyal na ito, maaaring lumitaw ang tanong: kung paano i-cut ang isang bilog?
Nararapat itong pansin, dahil ang lakas ng paggawa ng proseso ng pagsasagawa ng trabaho at ang kalidad ng resulta nito ay direktang nakasalalay sa pagpili ng tamang tool at teknolohiya.
Ang metal ay maaaring payat, o makapal at malakas, kaya't iba't ibang mga tool ang ginagamit upang gupitin ito.
Ang pagpili ng mga materyales at teknolohiya ng paggupit ay nakasalalay din sa kung anong diameter ang kailangan ng bilog at kung gaano ito dapat makinis.
Paggamit ng jigsaw
Kung may pangangailangan para sa isang perpektong patag na bilog, maaari mong gamitin ang isang de-kuryenteng upang gupitin ito.
Isinasagawa ang gawain sa maraming yugto:
- Una, natutukoy ang kapal ng metal at napili ang naaangkop na talim ng lagari para sa electric jigsaw.
- Bago i-cut ang isang bilog sa metal na may isang lagari, ang balangkas ng bilog na puputulin ay nakabalangkas sa eroplano ng trabaho.
- Gamit ang isang drill at drill (na may diameter na walo hanggang sampung millimeter), isang butas ay gupitin mula sa kung aling trabaho ang magsisimula.
- Ang isang talim ng lagari ng lagari ay inilalagay sa nagresultang puwang at nagpapatuloy sa paggupit tulad ng nakaplano.
Ang paggupit gamit ang tool na ito ay hindi tumatagal ng maraming oras at pagsisikap. Bukod dito, gamit ang isang lagari, maaari kang makakuha ng isang bilog na may perpektong mga gilid. Ngunit ang tool na ito ay ginagamit lamang para sa pagtatrabaho sa metal ng minimum o katamtamang kapal (halimbawa, 2 - 3 mm).
Application ng gilingan
Ang gilingan ay ginagamit sa pagtatrabaho sa metal na maliit ang kapal. Maaari kang bumuo ng isang bilog na butas gamit ang tool na ito sa pamamagitan ng pagsunod sa mga sunud-sunod na tip:
- Bago i-cut ang isang bilog sa metal na may gilingan, isinasagawa ang isang pagmamarka upang ang mga contour nito ay malinaw na nakikita.
- Kasama sa buong haba ng nakabalangkas na pagguhit, ang mga maiikling segment ay pinutol ng grinder's disk, na sa paglaon ay makakonekta.
- Ang hugis ay magiging hitsura ng isang polyhedron kaysa sa isang bilog. Samakatuwid, pagkatapos ng pagtatapos ng paggupit, ang produkto ay naproseso at nalinis hanggang sa ang mga gilid ay sapat na pantay at makinis. Para sa pagproseso, maaari mo ring gamitin ang isang gilingan. Kung ang bilog ay malawak, maaari mong gilingin ang mga contour gamit ang isang malaking disc.
Kapag pinoproseso ang isang gupit na bilog na may isang gilingan, dapat kang mag-ingat na ang disk ay nasa loob ng butas at, sa parehong oras, ay matatagpuan sa parehong eroplano na may worksheet.
Mag-drill ng bakal
Ngayon, ang mga de-kalidad na drill na mabilis na gumagana at sa mahabang panahon ay ginawa mula sa mga marka ng mataas na haluang metal. Sa kanilang komposisyon, ang mga naturang haluang metal ay naglalaman ng higit sa 10% na mga additive na alloying tulad ng tungsten, chromium, vanadium at molybdenum. Iba't ibang porsyento ng mga elemento at iba't ibang mga pamamaraan ng pagpapatigas ng bakal na form ng mga haluang metal na naiiba sa katigasan, tigas, paglaban ng epekto, gastos at iba pang mga katangian.










 Ang mga drill ng metal ay ang pinaka malawak na ginagamit na magagamit para sa kagamitan sa elektrisidad para sa maraming kadahilanan:
Ang mga drill ng metal ay ang pinaka malawak na ginagamit na magagamit para sa kagamitan sa elektrisidad para sa maraming kadahilanan:
- Ang mga produktong metal ay madalas na nangangailangan ng mga butas para sa pangkabit: sinulid na mga koneksyon, rivet at iba pang mga uri ng koneksyon.
- Ang mga drills para sa metal ay maaari ding gamitin kapag nagtatrabaho sa mga mas malambot na materyales, halimbawa, sa kahoy.
- Ang teknolohiya ng produksyon ng ganitong uri ng produkto ay katulad ng mga prinsipyo ng paggawa ng mga drill para sa iba't ibang mga application.
Sa Russia at maraming iba pang mga bansa, ang pinakamataas na demand ay para sa mga drill na gawa sa high-speed steel grade P6M5, na naglalaman ng tungsten at molibdenum. Ang lakas at gastos ng mga produkto ay makabuluhang nadagdagan kapag ang kobalt ay idinagdag sa haluang metal o ang mga drills ay pinahiran ng isang paglamig na sputter ng titan-nitride.
Hakbang 3: ikabit ang may-ari ng hub






Matapos mong alisin ang lumang kartutso, simulang i-install ang kagamitan mula sa kit.
Una kailangan mong mag-install ng isa pang kartutso mula sa kit.
- Sa ulo ng ejector bumalik sa recessed na posisyon, itulak ang chuck up sa isang makinis na paggalaw hanggang sa ma-lock ang kono sa headtock.Upang magawa ito, ipasok ang kono sa butas at iikot hanggang sa maramdaman mong maging mahigpit ang stroke. Kung nahulog ang kartutso kapag tinanggal mo ang iyong kamay, ulitin muli ang hakbang na ito.
- Kapag ang cone chuck ay nasa lugar na, pindutin ito minsan ng martilyo. Kapag nakumpleto ang hakbang na ito, dapat gumana ang chuck nang walang kahit kaunting kilusan. Inaayos namin ang may hawak ng manggas.
- Matapos mai-install ang bagong chuck, i-slide lamang ang may hawak ng bushing dito at higpitan ang pang-itaas na hawakan. Kapag nakumpleto mo ang hakbang na ito, tandaan kung anong taas ang nakakabit na spindle headstock sa may-ari. Kung ayusin mo ito masyadong mataas, pagkatapos ay hindi mo maipapasok ang drill sa chuck.
Paano pumili ng isang drill bit para sa baso o keramika
Ang mga propesyonal na artesano sa kanilang koleksyon ay may mga drill para sa bawat materyal: ladrilyo at kongkreto, metal at plastik, brilyante na drill para sa baso at keramika. Ang salamin ay isang napaka-capricious na materyal at nangangailangan ng paggamit ng isang de-kalidad at matibay na drill. Ang salamin at ceramic ibabaw ay maaaring makina na may mga drill na brilyante sa dulo. Ang kalidad ng naturang mga produkto ay natutukoy ng pamamaraan ng kanilang paggawa. Ang pinakapayat at pinaka-murang mga drills ay ginawa ng electroplating. Ang mga mas malalakas na tool ay ginawa gamit ang isang paraan ng pulbos. Sila ay nakikilala sa pamamagitan ng tibay at katatagan ng trabaho. Medyo hindi magastos na mga drill na may mataas na lakas na may pagtaas ng abrasiveness ay ginawa ng modernong pamamaraan ng vacuum.
Kailangan ng mahusay na kasanayan upang mag-drill ng isang butas sa isang salamin sa ibabaw. Ang mahaba at masusing proseso na ito ay isinasagawa nang maayos at dahan-dahan sa maximum na bilis nang walang presyon, lamang sa isang brilyante na drill na itinakda nang mahigpit na patayo. Ang butas ay dapat na patuloy na basa ng tubig upang palamig. Ang aksyon na ito ay mas katulad ng pagkalag ng isang butas na may mga butil ng brilyante.
Kung mayroon kang mga kinakailangang tool at drill ng tamang sukat sa kamay, anumang gawaing pagkukumpuni ay gagawin nang mabilis at mahusay.
Kaunting kasaysayan na may geometry
Bumalik noong ika-15 siglo, ang maalamat na Leonardo da Vinci, na pinag-aaralan ang mga katangian ng mga geometric na hugis, ay nakakuha ng pansin sa tinaguriang mga geometric na bagay na may pantay na kapal. Mayroong isang walang katapusang bilang ng mga naturang mga numero, ngunit ang pinakasimpleng - bilang karagdagan sa isang bilog - ay isang bilugan na tatsulok, na maaaring mabuo bilang mga sumusunod
Ang isang equilateral triangle ay iginuhit, ang bawat isa sa mga sulok na kung saan ay konektado sa pamamagitan ng isang pabilog na arko na iginuhit mula sa gitna ng kabaligtaran. Ang kakaibang uri ng naturang isang tatsulok ay ang lahat ng mga panig nito ay magkakaroon ng isang pare-pareho ang lapad, na katumbas ng haba ng gilid ng orihinal na equilateral triangle.
Ang isang praktikal na benepisyo mula sa katotohanang ito ay iginuhit ni L. Euler, na makalipas ang tatlong siglo ay ipinakita ang pag-ikot ng tulad ng isang bilugan na tatsulok: una sa paligid ng sarili nitong axis, at pagkatapos ay may ilang eccentricity, dahil ang mekanismo ng kardan ay kilala na sa agham at teknolohiya ng oras na iyon.
Ang German engineer na si F ay nagpunta pa sa praktikal na paggamit ng figure na ito.
Si Reuleaux, na gumuhit ng pansin sa katotohanan na ang tilas ng mga anggulo ng isang gumagalaw na tatsulok na may ilang mga pamamaraan ng pag-ikot nito ay napakalapit sa isang parisukat. Direkta lamang sa mga sulok ng parisukat, ang panlabas na ibabaw ay naglalarawan ng isang arko, subalit, ng isang maliit na radius
Sa modernong panitikan na panteknikal, ang gayong tatsulok ay tinatawag na Reuleaux triangle, bagaman ang pigura na ito ay talagang wala nang mga anggulo.

Ilang dekada pa ang lilipas, at ang Ingles na si G. Watts ay makakakuha ng isang aparato na maaaring magbigay ng isang garantisadong parisukat na tilapon para sa isang tool sa paggupit ng metal. Ang teknikal na solusyon para sa Watts drill ay na-patent noong 1916, at makalipas ang isang taon ay nagsimula ang serye ng paggawa ng naturang mga tool.

Talahanayan - anong mga materyales kung anong bilis mag-drill
linawin lamang natin na ang mga kandidato sa disertasyon ay hindi nag-drill sa mga drill, ngunit piliin ang drilling mode, rate ng drill feed, uri ng coolant at pagkonsumo nito sa isang nakatigil na pag-install para sa isang matigas na tinukoy na sample. Naiisip mo ba kung paano naiiba ang pinagsama na metal ng halaman ng Cherepovets mula sa Magnitogorsk o Nizhnesaldinsky? Naglagay sila ng isang cheat sheet na may mga numero sa isang batch ng metal para sa tagasuri na iyon, at kinuha niya ito. At sa aming kaso, ano, babalik sa simula? Ang isang tao ay bumili ng isang drill, mayroong isang kalawang piraso ng metal sa ibaba, at kailangan itong mai-drill ... ... ... ..










Gayunpaman, nagtataka ako kung anong marka ang dapat pagkatapos mag-drill sa isang drill sa sambahayan? Sa mga computer, mayroon akong ibang pagkakatulad. Hinahanap ng mga tao ang lahat ng mga talahanayan na ito at mga nakahandang solusyon, sapagkat ang drill ay hangal, alinman sa Windows, o kahit sa Android ... At kung gaano kadali ito (at pinakamahalaga, hindi mo kailangang isipin) - ang drill Natukoy ng sensor ang uri ng materyal, iniulat ang kinakailangang uri ng drill, pagkatapos i-install ang tamang uri mayroong isang pagkalkula ng bilis, feed at kahit na ang coolant ay iwisik sa tamang agwat .... Sa gayon, bilang pagtatapos, ipapaalam ko sa iyo na ang gayong himala ng pag-iisip ng inhenyeriya ay ibebenta nang eksklusibo sa mga amateurs na may mga pangangailangan na 20-30 butas bawat taon …….
Tungkol sa Watts 'drill at Reuleaux triangle

Upang maunawaan kung paano gumagana ang Watts drill, kailangan mong kumuha ng isang maikling iskursiyon sa geometry. Bumalik noong ika-15 siglo, ang mga dalubhasa sa matematika ay interesado sa mga kagiliw-giliw na katangian ng mga flat figure na may pantay na kapal. Ang pinakatanyag na naturang pigura ay ang bilog. Ang isa pang simpleng hugis sa hilera na ito ay ang bilugan na tatsulok.
Ang figure na ito ay nakuha tulad nito. Ang isang equilateral triangle ay kinuha bilang isang batayan. Pagkatapos, mula sa bawat tuktok ng tatsulok, ang isang bilog ay iginuhit na may isang radius na katumbas ng gilid ng tatsulok. Bilang isang resulta, makakakuha ka ng isang bagong hugis na may mga gilid na arko (tingnan ang larawan sa ibaba).

Makalipas ang kaunti, ang siyentista na si L
Ginuhit ng pansin ni Euler ang kagiliw-giliw na tilapon ng pag-ikot ng bilugan na tatsulok. Pagkatapos nakita ng engineer na si Reuleaux na sa isang tiyak na paraan ng pag-ikot ng pigura, ang tilas ng mga vertex nito ay naglalarawan ng isang hugis na malapit sa isang parisukat.
Upang gawin ito, kinakailangan upang paikutin sa ilang eccentricity. Sa paggalaw na ito, ang mga walang gaanong pag-ikot ay nabubuo lamang sa panloob na mga sulok ng nagresultang parisukat. Ang nasabing isang tatsulok ay kilala ngayon bilang tatsulok na Reuleaux.
Sa simula ng ika-20 siglo, ang siyentipikong Ingles na si Watts ay nakapag-imbento at nag-patent ng isang teknikal na solusyon na magbibigay ng gayong paggalaw ng isang tool sa pagputol ng metal upang, bilang isang resulta, nabuo ang isang square hole sa workpiece. Ang nagresultang tool ay naging kilala bilang Watts drill.
Mga uri ng kagamitan
Ang pagpili ng iyong uri ng makina ay nagsisimula sa pagpaplano ng dami ng mga kinakailangang produkto sa katamtamang term. Batay dito, natutukoy nila ang kinakailangang kagamitan para sa trabaho:
- Ang paggawa ng mga bahagi ng gusali, mga kasukasuan ng mga kahoy na elemento sa mga negosyo sa muwebles ay nagsasangkot sa paggamit ng mga makina pang-industriya na may mataas na pagganap.
- Para sa mga pangangailangan na one-off, maaari kang makakuha ng resulta sa isang drill at pait. Sa kasong ito, gagastos ka ng mas maraming oras sa pag-sample ng kahoy at pag-angkop sa papasok na tinik, ngunit ang homemade slotter ay hindi magiging idle nang walang trabaho.
- Sa isang pribadong pagawaan, kung saan pana-panahong lumilitaw ang pangangailangan para sa ganitong uri ng pagproseso, mas mahusay na maglagay ng isang homemade slotting machine, na ginagawang posible upang mabilis na makagawa ng maraming bahagi mula sa kahoy.

Ang kagamitan sa industriya para sa maliliit na karpintero ay madalas na may isang patayong stroke ng gumaganang katawan na may kaugnayan sa mesa. Ang do-it-yourself na kahoy na slotting machine ay gumagamit ng isang mas maginhawang pahalang na pag-aayos ng drill para sa manu-manong pagpapatakbo. Ang mga pagbubukod ay mga pag-install na na-convert batay sa isang press, drilling o milling machine.
Paano gamitin?
Kapag gumagamit ng mga drills ng Watts, hindi na kailangan para sa mga espesyal na tool sa makina na may mga kalakip. Ang isang ordinaryong makina ay sapat na kung plano mong gumana sa metal.Tulad ng para sa kahoy na kinuha bilang isang naprosesong materyal, ang isang maginoo na drill ay sapat upang mag-drill ng mga butas dito, gayunpaman, bahagyang napabuti sa tulong ng mga karagdagang aparato.
Upang makagawa ng ganoong aparato, kailangan mong sundin ang isang serye ng mga hakbang.
Una sa lahat, kailangan mong kumuha ng isang sheet ng playwud o kahoy na board, ngunit hindi masyadong makapal. Siyempre, kakailanganin mo rin ng isang Reuleaux triangle na direkta na may mga geometric na parameter na naaayon sa diameter ng Watts drill na ginamit.
Upang matatag na ayusin ang drill sa nagresultang tatsulok.
Kinakailangan ang isang kahoy na frame ng gabay upang ilipat ang tatsulok na may nakalakip na drill sa nais na daanan. Ang isang parisukat na butas ay pinutol sa loob nito, ang mga parameter na kung saan ay kapareho ng mga ng butas na planong i-drill
Napakahalaga ng kapal ng frame - tinutukoy nito kung gaano malalim ang butas na maaaring drill.
Ang frame ay dapat na malinaw na naayos sa drill chuck upang mayroong isang kumpletong pagkakataon ng gitna ng tatsulok at ang axis na kung saan umiikot ang electric drill chuck.
Dapat na tama ang pag-ikot ng drill. Upang magawa ito, dapat itong malayang gumalaw kasama at tawad
Upang matiyak ito, kinakailangan ng isang mekanismo ng paghahatid, na magkokonekta sa chuck ng electric drill sa shank ng nozzle. Ang prinsipyo ng pagpapatakbo ng mekanismo ng paghahatid ay pareho sa cardan shaft sa anumang trak.
Ang pag-secure ng kahoy ay dapat ding maging maingat. Iposisyon ito upang ang axis ng pag-ikot ng nguso ng gripo ay malinaw na tumutugma sa gitna ng nakaplanong square hole.


Ang disenyo ng adapter (mekanismo ng paghahatid) ay simple. Mayroon itong katawan, lumulutang na shank, espesyal na swinging ring, mounting screws at bear ball. Ang isang espesyal na tampok ay isang napapalitan na manggas - kinakailangan ito upang maiayos ang mga chuck ng iba't ibang mga tool sa makina para sa pagproseso ng metal. Maaari mong baguhin nang madali ang kalakip.










Kapag ang pagpupulong ng aparato ay kumpleto na, at ang bawat elemento ay naayos na, ang electric drill ay handa na upang simulan ang pagbabarena. Oo, ang mga sulok ng butas ay hindi magiging 90 degree, ngunit bilugan, ngunit ito ay isang malulutas na problema. Ang pag-ikot ay natapos na may pinakakaraniwang file. Dapat tandaan na ang naturang aparato ay naaangkop para sa pagtatrabaho sa kahoy, at sa hindi masyadong makapal na mga sheet. Ito ay dahil sa ang katunayan na ang istraktura mismo ay hindi masyadong matigas.
Ang Watts drill ay may isang sagabal - hindi ito gagana upang maproseso ang mga materyales na may isang malaking kapal kasama nito.


Ang mga square hole punch ay ibinebenta sa mga hanay ng iba't ibang laki at kapal. Kasama sa kit (bilang karagdagan sa mismong suntok) isang matrix, isang may hawak na hugis singsing, isang elemento ng paglilimita, at isang manggas na ginagabayan ang suntok.
Upang madagdagan ang epekto sa mamatay, epektibo na gumamit ng isang haydroliko diyak. Ang mga butas ay malinis, pantay, at walang chipping. Ang mga tool ng tatak ng Canada na Veritas ay isinasaalang-alang lalo na ang mataas na kalidad.
Kung ikaw ang may-ari ng isang inverter para sa hinang, maaari mo lamang sunugin ang isang butas ng anumang hugis, kasama ang isang parisukat, syempre, pagdating sa metal bilang isang naprosesong materyal. Upang makakuha ng isang square hole, dapat mo munang magkaroon ng isang blangko. Ito ay isang parisukat na grapayt ng parehong laki tulad ng balak mong mag-drill. Ito ay pinakamainam na gumamit ng EEG o PGM graphite.
Nagsisimula ang trabaho sa pamamagitan ng pagbuo ng isang bilog na butas na sapat na malaki upang magkasya ang blangko ng grapayt. Matapos ang workpiece ay naipasok at na-secure, ito ay scalded sa paligid ng perimeter. Susunod, kailangan mo lamang alisin ang graphite square, at pagkatapos ay linisin at gilingin ang nagresultang butas.


Maaari mong malaman kung paano maayos na mag-drill ng isang square hole sa video sa ibaba.