Paghahasa ng drill para sa welding ng lugar
Sa proseso ng welding welding, ang metal ay siksik, samakatuwid ito ay mahirap gawin ang drill ito. Ang mga drills ay dapat gawin ng malakas na high-speed steel at magkaroon ng isang espesyal na hasa.
Para sa pamamagitan ng pagbabarena. Kung balak mong mag-scroll sa mga bahagi, maaari kang gumamit ng isang maginoo na taper na pinahigpit na drill. Ang diameter ay napili na 1-2 mm na mas malawak kaysa sa weld point.
Para sa pagbabarena ng isang piraso. Mayroon silang isang halos patag na hasa, sa gitna ng drill mayroong isang gilid - isang tali. Dinisenyo ito para sa pagsentro at mukhang isang maliit na drill. Ang tali ay maaaring makitid - angkop para sa pagtatrabaho sa manipis na sheet metal, at malawak - na angkop para sa pagtatrabaho sa makapal na metal. Ang diameter ay pinili ayon sa diameter ng punto o bahagyang mas malawak.
Mga pangunahing drill. Binubuo ang mga ito ng isang bahagi ng paggupit, isang driver ng gabay at isang shank. Ang pagputol ng ulo ay maaaring gawin ng malambot na materyal na may mga taping ng karbid. Ang panloob na lapad ng korona ay dapat na 1 mm na mas malawak kaysa sa punto. Ang kakaibang uri ng pagtatrabaho sa isang korona ay hindi ito drill ang materyal ng punto, ngunit pipiliin ang metal ng bahagi sa paligid nito.
Ito ay medyo mahirap na ulitin ang hugis ng hasa ng iyong sarili sa isang kapaligiran sa garahe.
Mahalaga na huwag masira ang tali o sobrang init ng metal. Kakailanganin mo ang isang naka-calibrate na hasa ng machine at isang jig
Ang isang bihasang turner ay maaaring patalasin ang isang drill sa isang maginoo machine, ngunit ang drill ay hindi gaganap din.
Kagiliw-giliw: Mga pagsingit ng Carbide - mga pakinabang, pag-uuri
Mga Peculiarity
Ginagamit ang spot welding drill upang alisin ang isang permanenteng pinagsamang magkasanib. Pinapayagan ka ng nasabing isang pamutol na magsagawa ng tumpak na muling pagbasa ng welding point, nang hindi nagdudulot ng malaking pinsala sa ibabaw ng bahagi ng mga nasabing pagkilos. Kadalasan, ang isang tool na may diameter na 8 mm ay ginagamit para sa pagbabarena. Maaari kang makahanap ng tulad ng isang tool sa pagbabarena sa mga dalubhasang retail outlet, ngunit ang gastos nito ay maaaring maging medyo mataas. Gayunpaman, ang biniling drill ay magbabayad ng iyong mga gastos, na ginagawang mas madali upang alisin ang mga bahagi na konektado sa pamamagitan ng spot welding.









Ang pangunahing bentahe ng isang pamutol para sa pag-aalis ng mga spot las fixture.
- Posibleng isagawa ang gawaing pagbabarena ng hinang nang hindi unang bumubuo ng isang depression sa welding point, iyon ay, nang walang pagsuntok. Ang tampok na ito ng drill ay maginhawa, dahil nakakatipid ito ng maraming oras at pagsisikap.
- Maaari kang gumana sa isang drill nang mahabang panahon, isinasagawa ang sunud-sunod na pagbabarena ng maraming mga welding point nang sunud-sunod. Kahit na pinainit, ang drill ay hindi mawawala ang mga pag-aari.
- Ang buhay ng serbisyo ng tool ay masyadong mahaba, dahil ang produktong ito ay ginawa mula sa mataas na lakas na mga marka ng bakal at may kakayahang maramihang mga hudyat na hasa.
- Matapos muling baguhin ang mga puntos ng hinangin, ang nabasag na bahagi ay mananatiling nai-save para sa muling paggamit. Bilang karagdagan, ang ibabaw ng pangalawang workpiece, kung saan naka-attach ang natanggal na bahagi, ay hindi nasira, at maaari itong magamit muli para sa inilaan nitong hangarin.


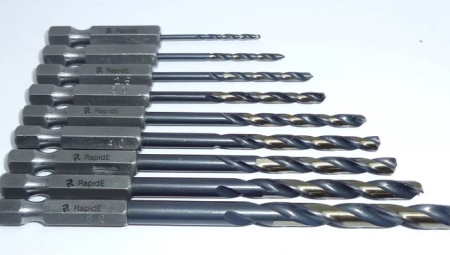
Ang tool para sa pagtatanggal ng mga puntos ng hinang ay gawa sa bakal na haluang metal na may pagdaragdag ng pag-spray ng titan. Mayroong 2 uri ng mga nasabing tool: na may isang panig sa pagtatrabaho o dobleng panig. Ang mga diameter ng drill ay magkakaiba - maaari silang 6, 8 at 10 mm. Ang pagpili ng diameter ng drill ay nakasalalay sa laki ng weld point na babarena. Sa kasong ito, isang karagdagang 1.5 mm ay idinagdag sa diameter ng drilling object.
Sa pamamagitan ng istraktura nito, ang tool sa pagbabarena ay may 3 pangunahing mga bahagi.
- Pangunahing lugar.Ang taas ng bahaging ito ay dapat mapili sa isang paraan na lumampas ito sa kapal ng bahagi ng 2 mm.
- Pagputol ng bahagi. Upang palakasin ang lugar na ito, ang pag-spray ng titanium ay inilalapat sa metal, na makabuluhang nagpapalakas sa drill, pinahaba ang resistensya ng pagkasuot nito at pinapayagan ang tool na gumana anuman ang pag-init nito.
- Lugar ng pag-mount. Ang bahaging ito ay para sa paglakip ng tool sa pagbabarena sa may hawak ng electric drill.
Sa pamamagitan ng mga biswal na palatandaan, medyo simple upang makilala ang isang tool na dinisenyo para sa pagtatanggal ng mga puntos ng hinang mula sa iba pang mga kapareha sa pagbabarena - ang axis ng tool ay may isang naka-tapered na hugis, na may anggulo na 90 °, habang ang nagtatrabaho na bahagi ng drill ay flat.
Pano magtrabaho?
Sa unang tingin, ang simpleng teknolohiya ng paggamit ng isang tool na idinisenyo para sa pagtatanggal ng mga point ng hinang ay may maraming mga tampok. Sumusunod ang mga eksperto sa mga sumusunod na panuntunan sa kanilang trabaho.
- Ginagamit ang isang electric drill para sa trabaho, na may kakayahang ayusin ang bilis ng pag-ikot.
- Ang trabaho sa pagbabarena ay hindi dapat isagawa sa mataas na bilis, dahil ang tool pin ay maaaring masira dahil sa mabibigat na karga.
- Upang maisagawa ang proseso ng pagbabarena, ang drill ay nakatakda sa drilling point sa isang mahigpit na patayo na posisyon. Ang anumang mga paglihis sa panahon ng trabaho ay hindi katanggap-tanggap, dahil maaari itong makapinsala sa ibabaw ng drilled na bahagi.

Bago simulan ang trabaho sa pagbabarena, dapat na handa ang ibabaw ng trabaho. Ginagawa nila ito tulad ng sumusunod.










- Ang ibabaw ay nalinis ng dumi at isang layer ng pintura - ito ay makabuluhang mapabuti ang kalidad ng resulta ng trabaho at mabawasan ang posibilidad na ang tool ay lumabas sa panahon ng pagbabarena. Ang paglilinis ay tapos na sa papel de liha.
- Kahit na ang drill ay maaaring magamit nang hindi muna sinusuntok ang lugar ng pagbabarena, para sa kaginhawaan, ang pamamaraang ito minsan ay ginaganap gamit ang isang hiwalay na core para sa hangaring ito.
Bago simulan ang trabaho, kinakailangan upang siyasatin ang lahat ng mga puntos ng hinang at matukoy kung aling diameter ng tool ang kailangang gamitin para sa pagbabarena.

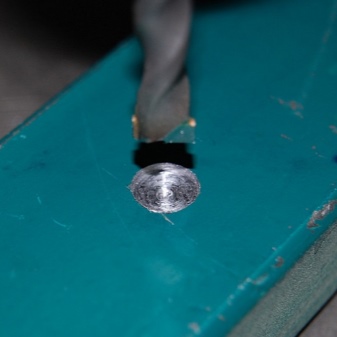
Kapag nakumpleto ang gawaing paghahanda, maaari mong simulan ang pagbabarena. Upang gawin ito, ang tool sa pagbabarena ay inilalagay sa chuck ng isang de-kuryenteng drill at, pagkatapos ituro ang gumaganang bahagi ng tool sa welding point, mahigpit na pinindot ang drill, nagsimula silang mag-drill, nagsisimula sa mababang bilis
Sa panahon ng proseso ng pagbabarena, mahalagang gugulin ang iyong oras at tiyaking hindi ka drill sa pamamagitan ng bahagi ng metal. Matapos ang pagtatapos ng proseso ng pagbabarena ng mga puntos ng welded attachment, ang susunod na hakbang ay upang paghiwalayin ang isang bahagi mula sa isa pa.
Dapat tandaan na ang pamutol ay hindi ganap na mag-drill sa pamamagitan ng weld point, tulad ng ginagawa ng isang maginoo na drill, ang prinsipyo ng pagpapatakbo nito ay naiiba - nag-drill ito sa isang bilog sa lugar ng lugar ng hinangin at pinapayagan kang ihiwalay ang bahagi mula sa base. Matapos paghiwalayin ang mga bahagi, ang natitirang metal mula sa hinang ay pinutol ng isang gilingan o isang cut-off grinding disc, at sa ilang - lalo na mahirap - mga kaso, ang isang pait na may martilyo ay ginagamit upang paghiwalayin ang mga bahagi
Kung kinakailangan upang mag-drill sa harap na bahagi ng attachment ng hinang, gumamit ng isang drill, na may kakaibang hugis na kono na protrusion sa anyo ng isang spout, kung saan ang gitna ng drill ay gaganapin sa nais na posisyon. Sa kasong ito, ang hasa ng drill mismo ay patag.










Ang isa pang mabisang paraan upang maalis ang mga puntos ng hinang ay ang paggamit ng isang maliit na korona na may pinatalas na ngipin. Ang aparatong ito ay may disenyo nito ng isang stop-centering stop na pag-load na kumilos bilang isang limiter. Maaari itong iakma gamit ang isang espesyal na setting. Sa panahon ng pagpapatakbo, tinatanggal lamang ng korona ang lugar ng welding point, habang hindi nakakaapekto sa labis na mga bahagi ng metal ng bahagi.
Iba pang mga paraan upang alisin ang spot welding
Mayroong maraming mga paraan upang alisin ang mga welding spot sa mga lugar na mahirap maabot.Maaari silang magamit kasabay ng pagbabarena, kung ang pagkuha sa punto ay may problema.
- Pinuputol. Ang isang matalim na pait ay naka-install sa pagitan ng mga bahagi, ang punto ay pinutol ng matalim na suntok. Ang mga bahagi ay deformed, kaya't kinakailangan ng karagdagang pag-edit. Ang proseso ay maaaring mapabilis sa isang pneumatic chisel o perforator.
- Paggiling. Ang metal ng punto ay napili gamit ang isang nakasasakit na gulong hanggang lumitaw ang isang malinaw na balangkas ng magkasanib na. Ang pamamaraan ay nangangailangan ng kawastuhan, dahil may panganib na mapinsala ang bahagi.
- Pagputol. Nangangailangan ito ng isang plasma cutting machine. Maaari nilang maingat na i-cut ang mga puntos, at hinangin ang mga butas.
Nakasalalay sa mga layunin na nakaharap sa wizard at kadalian ng paggamit, maaari kang mag-apply ng anuman sa mga iminungkahing pamamaraan. Ang bawat kaso ay natatangi. dapat mong pagkatiwalaan ang iyong karanasan at intuwisyon.
Mga kalamangan ng drill ng welding ng lugar
Na patungkol sa mga kahaliling pamamaraan para sa pag-aalis ng mga spot welded joint, ang paggamit ng isang dalubhasang drill ay may maraming mga pakinabang.

- Hindi na kailangan para sa iba't ibang mga pamamaraan ng paghahanda. Nagsisimula kaagad ang proseso ng pagbabarena nang walang pagsuntok, atbp.
- Kakayahang tanggalin ang maraming mga koneksyon sa isang hilera nang walang pag-pause.
- Kung mayroon kang kagamitan kung saan maaari mong patalasin ang drill, ang buhay ng serbisyo nito ay napakahaba.
- Sa panahon ng proseso ng pagbabarena, ang pangalawang sheet ng metal ay hindi nasira, pinapayagan nitong magamit ang tinanggal na bahagi sa hinaharap para sa pangunahing layunin nito.
Ang isang malaking bilang ng mga iba't ibang mga produkto, aparato, mga bahagi ng kotse, atbp. ay konektado sa bawat isa sa pamamagitan ng mga di-natanggal na pamamaraan (bolts, nut, turnilyo, atbp.), lalo sa pamamagitan ng spot welding. Alinsunod dito, medyo may problema upang alisin ito nang hindi sinisira ito gamit ang iba't ibang mga pamamaraan. Sa tulong ng isang welding drill, ang pamamaraang ito ay kasing dali ng pag-shell ng mga peras. Napapansin na, sa kabila ng medyo makitid na pagdadalubhasa ng drill, ganap na anumang drill ay angkop para sa paggamit nito. Gayunpaman, pinakamahusay na gumamit ng kagamitan na nagbibigay-daan sa iyo upang ayusin ang lakas ng pagpapatakbo. Siyempre, hindi magagawa ng produkto ang lahat ng gawain para sa master, kaya kung ang bahagi ay kasunod na ginamit muli, kung gayon ang gawain ay nangangailangan ng tumaas na kawastuhan.

Paano ihanda ang lugar para sa pagbabarena?
Upang magtrabaho kasama ang katawan ng kotse nang mas madali hangga't maaari, dapat mong alisin ang sealing compound, pintura, at lahat ng mga karagdagang patong mula sa ibabaw nito - pinapayagan kang maingat na maobserbahan ang mga puntos kung saan naisagawa ang gawaing welded. Napapansin na ang mga propesyonal na manggagawa sa mga pagawaan na nakikipag-usap sa mga katawan ng sasakyan ay hindi palaging aalisin ang pintura mismo. Sapat na para sa kanila na malinis na linisin ang mga lugar na hinangin na lugar na may sanding paper o isang anggulo na gilingan - sapat na ito upang makakuha ng magandang pagtingin sa lugar na hinang.
Proseso ng pagbabarena
Ang paghiwalay sa isang bahagi ng katawan ay binubuo ng maraming mga lohikal na hakbang:
- Paghahanda Ito ay nagkakahalaga ng pag-alis ng lahat ng nababanat na mga banda, paghulma, linings. Ang buong gilid ng magkasanib ay dapat na nakikita. Nililinis namin ang gilid gamit ang papel de liha - kaya't ang lahat ng mga puntos ay makikita. Kung kinakailangan, gumamit ng isang makitid na matalim na pait upang alisin ang sealant, masilya o build-up ng pintura.
- Mga puntong point. Gumamit ng isang matalim na core upang markahan ang gitna ng pagbabarena na may maayos na mga stroke. Ang mga punched point ay makakatulong na mapanatili ang sentro sa lugar at maiwasang masira ang drill sa simula.
- Pagbabarena. Sa isang matalim na ilong, ang drill ay nakatakda sa gitna ng point ng hinang sa inilaan na pahingahan. Kinakailangan upang mag-drill ng spot welding sa mababang bilis, hawakan nang mahigpit ang drill gamit ang parehong mga kamay - ang mga bahagi ay hindi pantay, at ang mga gilid ng tool ay palaging subukan na hawakan ang mga protrusyong metal.
- Paghiwalay ng mga ibabaw. Bilang isang patakaran, ang mga bahagi pagkatapos ng pagbabarena ay patuloy na sumunod sa pintura, sealant, o mga hindi drill na lugar.Ang pag-prry gamit ang isang patag na manipis na pait ay makakatulong upang maalis, pinuputol din nito ang mga hindi na-drill na lugar.










Paano maghanda ng isang site para sa pagbabarena
Kapag isinasaalang-alang ang naturang teknolohiya, dapat tandaan na ang pangwakas na resulta ay higit na nakasalalay sa kalidad ng paghahanda sa ibabaw. Ang mga tampok ng teknolohiyang ito ay nagsasama ng mga sumusunod na puntos:
- Inirerekumenda na i-core ang butas upang mai-drill. Maaari kang gumamit ng isang distornilyador para dito.
- Sa pamamagitan ng paglilinis sa ibabaw mula sa iba't ibang mga kontaminante, maaari mong pagbutihin nang malaki ang kalidad ng gawaing ginagawa.
Kung hindi mo isinasagawa ang paunang paghahanda sa ibabaw, pagkatapos ay may posibilidad na lumabas ang pamalo. Kapag binago ang anggulo ng pag-load, maaaring masira ang bar. Bilang karagdagan, na may isang medyo malaking lugar ng contact, ang tool na ginamit ay maaaring mag-overheat.
Kinalabasan
Dapat pansinin na ngayon ang pagputol ng plasma ay ginagamit para sa drill hole. Maaari itong magamit upang masunog sa anumang kapal ng isang istrukturang bahagi na gawa sa iron.
Ito ay isang medyo mahal na serbisyo, kung bakit ito ginagamit sa mga bihirang at lubhang kinakailangang sitwasyon. Maraming mga artesano na nagtatrabaho sa mga katawan ay gumagamit pa rin ng spot welding.
Salamat sa mga naaangkop na drills, ang trabaho ay naging madali, hindi magastos sa mga tuntunin ng pananalapi, oras at pagsisikap, nagbabayad dahil sa mga pag-aari at pag-andar nito. Bilang karagdagan, kinakailangan upang bigyang-diin na ang mga naturang drills ay nangangailangan ng regular na hasa gamit ang isang espesyal na disenyo.