Mga kalamangan at kakayahang magamit

Nang unang lumitaw ang drill na ito, eksklusibo itong ginamit para sa paggawa ng bulag na butas sa malambot at matitigas na kakahuyan. Ngayon ay matagumpay din itong ginamit kapag nagtatrabaho sa mga kagamitang tulad ng chipboard, fiberboard, MDF, atbp.
Ang pinakamatagumpay at malakihang aplikasyon ay naitala sa paggawa ng kasangkapan, halimbawa:
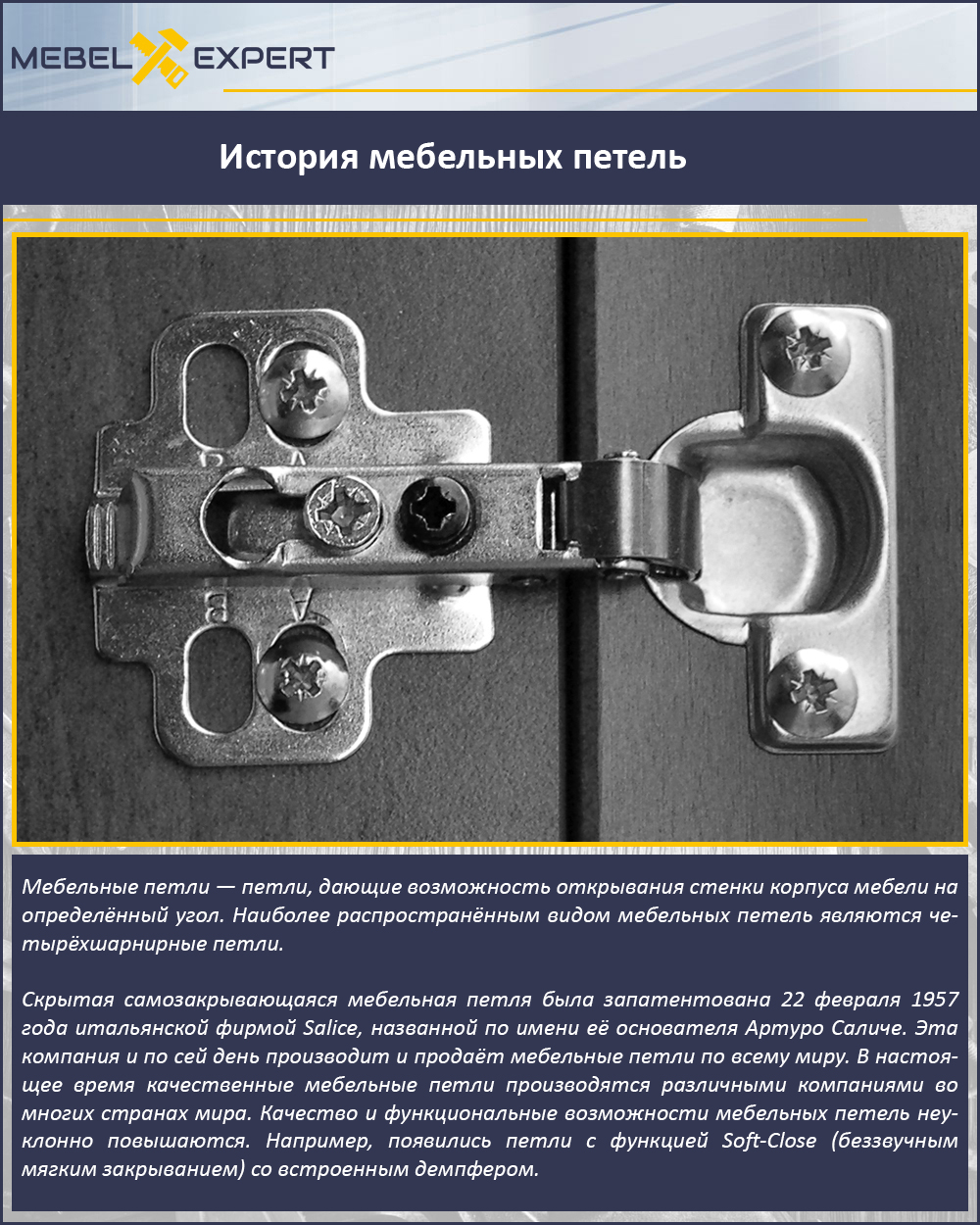
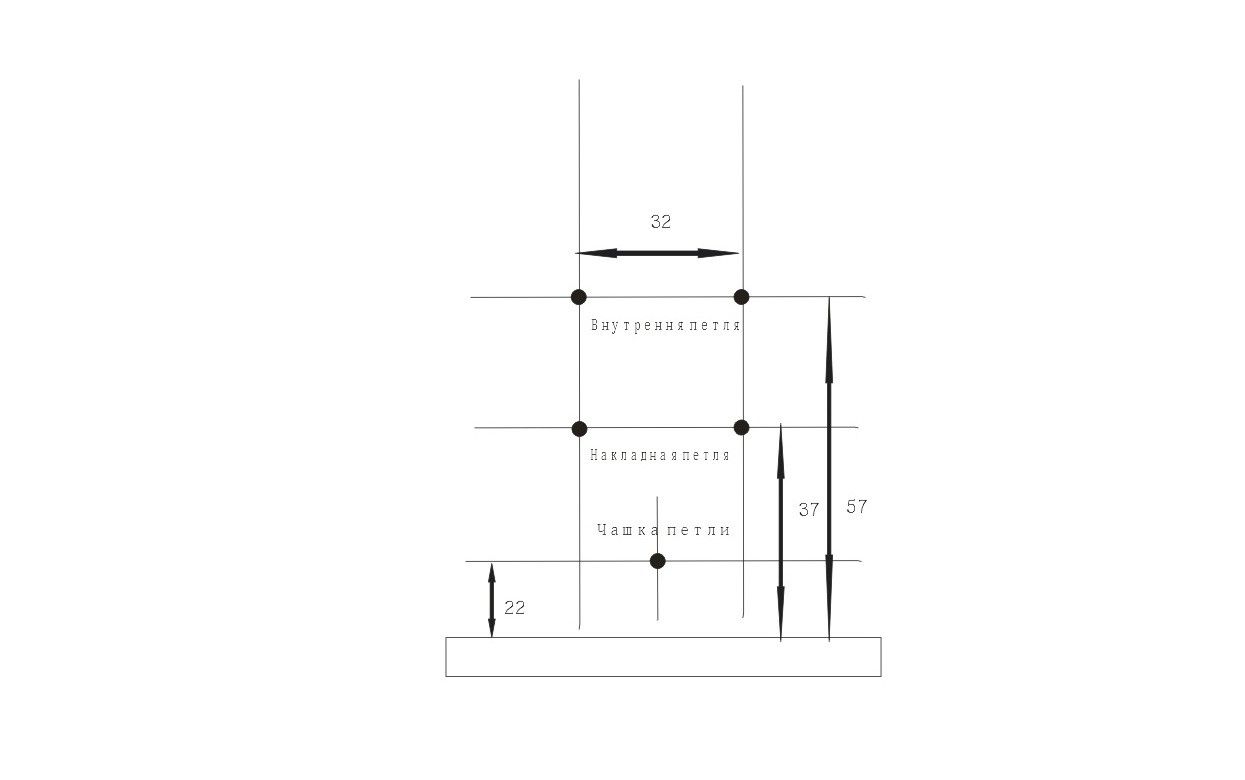
- Para sa pagsuntok ng mga butas para sa mga bisagra ng pinto, panloob na mga kandado at sira-sira na mga brace.
- Ginagamit din ito kung kinakailangan upang makakuha ng de-kalidad na malalim na mga butas na may ganap na pantay na mga gilid kapag binarena.
Hindi gaanong matagumpay ang paggamit ng kahoy na drill ng Forstner sa iba pang mga gawa, halimbawa, kapag nag-install ng mga socket, switch, pag-install ng mortise locks at window openings.
Tulad ng para sa mga layunin ng benepisyo, kasama dito ang:
- Superior na pagganap.
- Dahil sa sentro ng ulo, ang fineness ng proseso at ang bilis ng mga butas sa pagbabarena ay makabuluhang nadagdagan.
- Ang Forstner drill ay may isang malaking bilang ng mga pagbabago sa mga tuntunin ng mga parameter, upang ang mga butas ay maaaring drill na may iba't ibang mga diameter.
- Sa wakas, ito lamang ang drill na drills na may maximum na katumpakan sa mga tinukoy na sukat at may ganap na katumpakan.
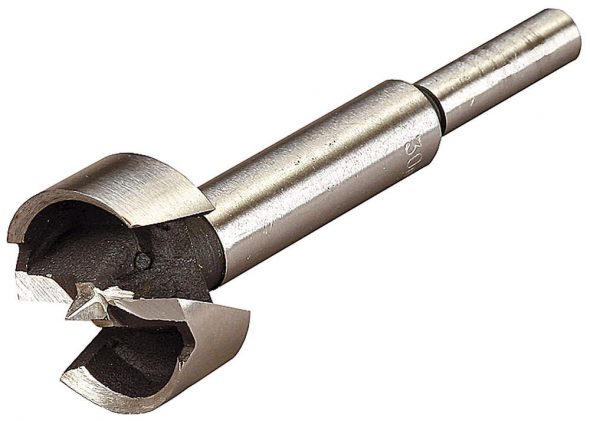
Pangkalahatang impormasyon tungkol sa aparato ng Forstner
Ang drill ng Forstner para sa mga hinge ng kasangkapan ay isang kumplikadong aparato sa pagsasaayos na mayroong maraming mga pagkakaiba-iba. Ngunit sa gitna ng lahat ng mga ito ay may isang gitnang punto, isang nakahalang incisor at dalawa na matatagpuan sa gilid.
Mayroong tatlong pangunahing uri ng mga drill na ibinebenta para sa pag-install ng mga bisagra ng muwebles:
- Orihinal na disenyo, giniling at natapos ng kamay
- Ulo ng ulo, inangkop para sa buong paggawa ng makina
- Cast-in na may mga welded-in HSS cutter
Sa mga tuntunin ng gastos, ang tatlong uri na ito ay magkakaiba rin sa pagkakaiba-iba - ang pinakamahal ay mga kinatawan ng unang uri, at ang pinaka-badyet ang pangatlo. Ang kalidad ay maaaring parehong pare-pareho mataas (para sa Forstner drills na ginawa ayon sa unang uri), at sa halip ay walang kabuluhan. sa anumang kaso, ang aparato na ito ay hindi masyadong mura at kapag binibili ito, kailangan mong magsagawa ng masusing visual na inspeksyon para sa kalidad ng pagkakagawa (walang mga depekto sa ibabaw, chips, pantay at simetriko na hasa, tumpak na hinang at hardening).
Pangunahing standard na laki at mga nagtatrabaho diameter ng aparato
Ang lahat ng mga variant ng aparato ay may isang medyo malawak na hanay ng mga diameter. Ang drill ng bisagra ng muwebles na may diameter na 35 mm ay labis na hinihiling. Dalawang iba pang bahagyang hindi gaanong tanyag na mga diametro ay 26 at 40 mm. Ang haba ng shank ay maaaring magkakaiba depende sa tagagawa, ngunit ito, madalas, ay isang pamantayang 10-12 cm hexagon para sa mga modernong drill at distornilyador.







Ang shank ay maaaring nakaukit sa kemikal hindi lamang sa logo ng gumawa at pagmamarka ng laki ng drill, kundi pati na rin ng isang espesyal na sukat ng lalim ng paglulubog. Minsan maaaring maisama ang isang naaalis na limiter sa paglulubog. Ito ay isang metal disc na may diameter na 4-6 mm na mas malaki kaysa sa panlabas na diameter ng drill. Ang paghinto ay nakakabit sa shank gamit ang isang tornilyo na screwed sa manggas nito.
Ang proseso ng pagtatrabaho sa aparato ng Forstner
Sa pamamagitan ng isang Forstner drill, ang proseso ng paggupit ng isang butas ay lubos na pinadali. Posible ang dalawang pagpipilian dito:
- Nang walang malalim na sukat. Kung wala ito sa aparato, kailangan mong magpatuloy tulad ng sumusunod - i-pin ang isang butas sa gitna gamit ang isang tap, ilagay ang isang gitnang punto dito. Susunod, simulan ang pagbabarena sa katamtamang bilis. Pagkuha ng mga madalas na pahinga upang makontrol ang lalim.Kinakailangan sa oras na ito na ilapat ang loop cup at tingnan kung umaangkop ito. Bilang karagdagan, pipigilan ng mga break ang drill mula sa sobrang pag-init at pag-apoy sa kahoy.
- Sa isang limiter. Sa kasong ito, pinasimple ang trabaho. Ang pangunahing bagay ay upang itakda nang tama ang lalim ng paglulubog ng aparato. Makakatulong ang pagmamarka sa shank o paggamit ng isang vernier caliper.
Kapag itinatakda ang lalim para sa pagbagay ng Forstner, ang laki ng gitnang punto ay dapat isaalang-alang. Kadalasan ito ay 2 hanggang 4 mm ang haba. Kung nakalimutan mo ang tungkol dito, pagkatapos ay maaari mong sirain ang harap na ibabaw ng bahagi - ang harapan ng kasangkapan.
Sa pangkalahatan, bago simulan ang trabaho sa mga totoong piraso ng kasangkapan, nagkakahalaga ng pagsasanay ng maraming beses sa mga hindi kinakailangang mga piraso ng materyal ng parehong kapal at komposisyon. Ito ay lubos na magpapadali sa trabaho.
Kapag nagtatrabaho sa aparato, subukang obserbahan ang pagkakapareho ng pag-ikot nito at panatilihin ang patayo nitong posisyon na may kaugnayan sa ibabaw ng bahagi. Upang maiwasan ang mga chip dito, maaari mo munang idikit ang isang piraso ng masking tape sa drilling site. Kapag ang recess ay nagawa, madali itong alisin at ang mga gilid ay malaya sa mga burr.
Pangkalahatang-ideya ng mga species
Ang iba't ibang mga bersyon ng drill ng Forstner ay ginawa ngayon ng parehong mga tagagawa sa domestic at European - isang malawak na hanay ng kanilang mga produkto ang ipinakita sa merkado ng Russia. Maraming mga kumpanya ang sumusubok na pagbutihin ang disenyo ng drill para sa madaling paggamit, kaya sa pagbebenta maaari kang makahanap ng mga modelo na may isang lalim na paghinto ng drill, na maaaring maayos o naaayos. Bilang karagdagan, ang mga modelo na maaaring patalin ng makina ay napakapopular. Sa tulad ng isang drill, ang gilid ng paggupit ng rim sa likod ng mga cutter ay may isang espesyal na hiwa.
Ang mga piraso ng drill ng Forstner ay napapailalim din sa mga pagbabago, depende sa kanilang uri ng modelo, nahahati sila sa dalawang pangunahing mga grupo.
Sa mga cutter ng karbid
Ang tampok na disenyo ng naturang tool ay ang ilang mga pagbabago na may mga cutter kung saan ang mga pinahigpit na elemento na gawa sa mataas na tigas ng carbon alloys na bakal ay na-solder. Ang nasabing mga gilid ng paggupit ay makabuluhang taasan ang gastos ng tool, ngunit ang mga gastos na ito ay nabigyang-katwiran ng kahusayan ng trabaho at ang mahabang buhay ng serbisyo ng drill.












Na may mga ngipin na rims
Ang disenyo ng drill sa mga cutter ay may isang pagkakagulo na matatagpuan kasama ang buong annular cutting rim. Ang bentahe ng naturang tool ay habang sa pagpapatakbo, ang drill mismo at ang ibabaw ng workpiece na iproseso ay hindi gaanong nakalantad sa sobrang pag-init. Bilang karagdagan, ang lahat ng mga modernong Forstner drills na may diameter na higit sa 25 mm ay magagamit na may mga ngipin.


Mga katangian ng instrumento
Mga materyales para sa paggawa
Ang kasalukuyan, na patentado noong siglo bago magtagal, ang drill ay gawa sa carbon steel. Ang iba pa, hindi orihinal na uri ng mga cutter ng Forstner, ay gawa sa high-speed (haluang metal) na bakal HSS, na may mahusay na pagganap sa mataas na bilis ng paggupit at mababang gastos.
Ang normal na bakal ay magiging mas malambot kapag nag-init ng sobra at ang mga incisors ay nawala ang kanilang talas. Ang mataas na bilis ng bakal ay lubos na lumalaban sa overheating. Ang ilang mga tagagawa ay naglalagay ng isang espesyal na patong batay sa titanium nitride upang mabawasan ang sobrang pag-init na nauugnay sa aktibong gawain sa pagputol na bahagi ng drill. Ang pamamaraang proteksyon na ito ay lubos na mabisa.
Bilis ng pag-ikot
Mayroong maraming mahahalagang rekomendasyon para sa pagsasagawa ng trabaho sa Forstner drills:
- Kapag nagtatrabaho, ang mga drill ng malalaking mga diametro ay mabilis na nag-overheat, at samakatuwid ang bilis ng pag-ikot ay dapat itakda na mas mababa.
- Ang pagsasagawa ng trabaho sa mababang bilis ay hindi nakakaapekto sa kalidad sa anumang paraan, binabawasan lamang nito ang pagiging produktibo, ngunit sa parehong oras, tiniyak ang mabuting kaligtasan ng tool.
- Sa packaging ng lahat ng mga modelo ng mga cutter na ito, ang maximum na pinapayagan na bilis ay palaging ipinahiwatig, na hindi dapat lumagpas.
Pagpapahigpit ng mga tampok
Sa panahon ng pagpapatakbo ng mga cutter, ang talas ng kanilang mga cutter ay unti-unting bumababa at pana-panahong kinakailangan upang patalasin, na ginaganap ayon sa ilang mga patakaran:
- Ang panlabas na gilid ay maaari lamang patalasin mula sa loob upang mapanatili ang laki ng bezel. Ang gilid ng anular ay pinatalas ng isang bilog na file, ang gilid na may ngipin ay tatsulok.
- Upang patalasin ang panloob na mga incisors, isang file o isang belt-type na hasa na may pinong mga notch ay ginagamit, pati na rin ang isang hasa ng bato (pinong-grained). Ang mga gilid sa harap lamang ng mga incisors ay maaaring patalasin, at ang mga lungga ay maaaring alisin mula sa likuran gamit ang isang pinong-grained na bato.
- Ginamit ang pinong-grained whetstone upang pinuhin ang mga gilid ng incisors at ang gitnang punto.
Pagkumpirma
Ang pinakakaraniwang uri ng pangkabit ay ang kumpirmasyon. Ito rin ang pinakamadaling gamitin. Sa tulong nito, mas madali at mas mabilis na mag-ipon ng muwebles kaysa sa paggamit ng iba pang mga uri ng screed ng kasangkapan. Lalo na kung sa panahon ng pagpupulong kailangan mong mag-drill ng mga butas para sa iyong mga fastener. Sa tulong ng isang kumpirmasyon, ang dalawang bahagi ay konektado sa isang anggulo ng 90 degree.
Dagdagan
Larawan 1.










Upang mahugot ang dalawang bahagi, kailangan mong mag-drill ng dalawang butas. Ang isa ay nasa isang bahagi, na may diameter na katumbas ng diameter ng ulo ng kumpirmasyon, ang isa pa, sa dulo ng pangalawang bahagi, ng isang mas maliit na lapad na katumbas ng diameter ng sinulid na bahagi.
Bilang isang patakaran, ang mga drills na may diameter na 6 at 5 mm ay ginagamit para dito, ayon sa pagkakabanggit. Gayunpaman, mayroong isang combo drill na magagamit para sa sabay na pagbabarena ng mga butas. Napakadali. Hindi na kailangang patuloy na ayusin ulit ang mga drill o gumamit ng dalawang drills nang sabay.
Dagdagan
Larawan 2.
Kumpirmahin ang isang pangkalahatang pangkabit, ngunit mayroon itong ilang mga drawbacks at tampok sa application.
Ang kumpirmasyon ay dapat na ilapat nang sabay-sabay sa paggamit ng mga dowel. Ang isang dowel ay isang kahoy na tungkod na may diameter na 6-8 mm at isang haba ng 20-30 mm (nakalarawan sa ibaba, sa tabi ng kumpirmasyon). Ang dowel ay gumaganap bilang isang gabay at hindi pinapayagan ang mga bahagi na gumalaw habang hinihigpit.
Dagdagan
Larawan 3.
Sa kabila ng katotohanang ang mga kasangkapan sa bahay na binuo gamit ang Confiramate ay maaaring tipunin o i-disassemble, ang mga kasangkapan sa bahay na gawa sa laminated chipboard ay hindi pinahihintulutan ito ng mabuti. Bilang isang patakaran, pagkatapos ng isang disassemble, ang screed ng kasangkapan ay hindi na nahawak nang maayos.
Balot ng mabuti ang kumpirmasyon. Ang pinakamahusay na pagpipilian sa pamamagitan ng kamay o may isang distornilyador sa mababang bilis
Kung hindi man, ang thread ng kumpirmasyon ay nagiging isang drill, na sinisira ang butas.
Dagdagan
Larawan 4.









Upang malunod ang sumbrero sa katawan ng piraso ng kasangkapan, dapat mong gamitin ang isang susi at gawin itong maingat, kung hindi man ay may posibilidad na masira ang thread. Minsan kinakailangan upang paunang gumawa ng isang cication
Ang kumpirmasyon ay tumutukoy sa "nakikita" na mga fastener. Yung. hindi tulad ng iba pang mga uri ng mga fastener, nananatili itong nakikita, kaya kinakailangang gumamit ng mga espesyal na plug o sticker upang itago ang mga fastener.
Dagdagan
Larawan 5.
Dagdagan
 Larawan 6.
Larawan 6.