Paghahanda ng kahoy para sa paggawa ng playwud
Ginagamit ang de-kalidad na kahoy para sa paggawa ng playwud. Ang pagkakaroon ng mga makabuluhang depekto - knotty, cross-layering at lalo na ang pagkakaroon ng mga bitak ng iba't ibang mga pinagmulan ay lubos na binawasan ang kalidad ng pakitang-tao at ang ani. Ang mga troso na ginamit para sa paggawa ng playwud ay pinutol sa mga piraso na tinatawag na mga bloke. Ginagawa ang paggupit sa mga pabilog na lagari o manu-mano na may mga lagari sa kuryente. Tinatanggal ng lagari ang ilan sa mga sira na kahoy. Ang haba ng mga bloke ay katumbas ng haba ng veneer na makukuha. Ang bark at bast ay tinanggal mula sa churaks. Ang prosesong ito ay tinatawag na debarking.
Upang maibigay ang lambot ng kahoy, upang mabawasan ang pinsala sa pakitang-tao sa pagputol nito, ito ay ibinabad sa mga espesyal na palanggana na may mainit na tubig o pinainit sa mga autoclaves. Ang mga Production pool ay maaaring panloob at panlabas. Sa mga panlabas na pool, ang mga churak ay luto sa mga siklo. Sa mga sakop na lalagyan, patuloy na naproseso ang mga hilaw na materyales (through-type na pagproseso). Gayundin, para sa steaming kahoy, minsan ginagamit ang mga pits sa pagluluto, kung saan ibinibigay ang mainit na singaw.
Pamumuhunan sa negosyo ng playwud
Siyempre, magkakaiba ito sa bawat tukoy na sitwasyon. Gayunpaman, subukang kalkulahin ang tinatayang pamumuhunan.
Isaalang-alang ang pagpipilian ng pag-aayos ng paggawa ng FC playwud:
- Para sa paggawa ng mga metro kubiko. kailangan namin ng 1.5-1.8 metro kubiko ng naturang materyal. birch
- Ang gastos ng mga hilaw na materyales ay halos 2,000 rubles.
- Sa isang minimum na pangangalap ng mga tauhan at kagamitan, ang aming pagawaan ay gumawa ng 45-50 metro kubiko. playwud sa loob ng isang buwan.
- Sa kasong ito, ang buwanang pamumuhunan ay:
Kaya, napagmasdan namin nang detalyado ang paggawa ng playwud: mga yugto ng pagmamanupaktura, mga kinakailangan para sa mga hilaw na materyales at produkto, at pinagsama din ang isang tinatayang listahan ng presyo para sa gastos ng kagamitan.
Sa pangkalahatan, na may average na workload ng produksyon, ang payback ng naturang negosyo ay hindi bababa sa 1.5 taon.
... Huwag kalimutan na ang mga pondo upang simulan ang paggawa ng materyal ay maaaring makuha mula sa isang interesadong sponsor. Ang pangunahing bagay ay upang bigyan siya ng isang malinaw na plano sa pananalapi para sa pagpapaunlad ng negosyo, na nakalagay sa isang propesyonal na ekonomista.
Ano ang mga uri ng playwud doon?
Magpapasya ang negosyante kung anong uri ng materyal sa pagbuo ang gagawin niya:
| Konstruksyon | Ginagawa ito gamit ang mataas na water adhesives ng resistensya ng mga tatak na FSF at FK. Maaari itong maging sanded o hindi nakumpleto.
Ang konstruksiyon ng playwud ay ginawa pangunahin sa malalaking sheet na 2440 x 1220 mm ang laki, na may kapal na 8 hanggang 19 mm. Ito ay inilaan para sa pagtatayo ng prefabricated panel, frame at mga istrakturang pang-mobile, na ginagamit sa pagbuo ng karwahe at para sa pagtatayo ng mga kahoy na bahay. |
| Aviation | Ito ay gawa sa mataas na kalidad na manipis na birch veneer at ginagamit para sa paggawa ng magaan na sasakyang panghimpapawid, mga instrumentong pangmusika. |
| Bakelized | Ginawa ito ng mga gluing sheet ng peeled birch veneer na may magkatapat na direksyon ng mga hibla sa mga katabing layer ng phenol-formaldehyde resins.
Mayroong iba't ibang mga tatak, nakasalalay sa ginamit na pandikit at ang paraan ng aplikasyon nito: FSB, FBS1 (ang panlabas na mga layer ay pinapagbinhi ng isang natutunaw na alkohol na resin), FBV at FBV1 (ang panlabas na mga layer ay pinapagbinhi ng isang resolusyong nalulusaw sa tubig, at isang resol na nalulusaw sa alkohol ay inilalapat sa panloob na mga layer). Ginawa sa ilalim ng mataas na presyon, mataas na lakas. |
Mga application ng playwud

Ito ay isang maraming nalalaman na materyal na nakakahanap ng application kapwa sa mga propesyonal na kapaligiran at sa mga sambahayan. Marahil ang pinakamalaking dami ng playwud ay natupok sa konstruksyon at paggawa ng kasangkapan.Sa bahay, ang mga nasabing sheet ay maaaring magamit sa panloob na dekorasyon, panloob na dekorasyon at mga pangangailangan sa sambahayan. Ang pang-industriya na produksyon ng playwud na may pinahusay na mga teknikal at pisikal na katangian ay nagbibigay-daan sa amin upang mag-alok ng disenteng mga produkto para sa pagbuo ng sasakyan at riles ng tren. Muli, ang katanyagan ng materyal na ito ay dahil sa mababang gastos at disenteng mga pag-aari nito. Ang playwud ay hindi gaanong malakas kumpara sa metal at fiberglass, ngunit mas kaakit-akit ito laban sa background ng mga produktong nag-ahit ng kahoy. Ang tanging seryosong limitasyon sa paggamit ng mga naturang sheet ay ang pagkakaroon ng mga kemikal na hindi ligtas na mga mixture na adhesive sa istraktura. Iyon ay, hindi rin namin pinag-uusapan ang kalinisan sa kapaligiran.
Paggawa ng playwud

Ang playwud ay isang de-kalidad na materyal na gusali na maraming mga layer, tinatawag din ito sa ibang paraan - board na nakalamina sa kahoy.
Ang playwud ay gawa sa pakitang-tao, ang bilang ng mga layer na madalas ay hindi pantay, iyon ay, mula sa tatlo o higit pang mga layer.
Upang makalikha ng isang napaka-matibay na materyal, ang mga layer ng veneer ay superimposed sa bawat isa na mahigpit na patayo, upang ang mga layer ng kahoy ay sumunod sa bawat isa hangga't maaari.
Mga Aplikasyon:
- sa konstruksyon;
- para sa mga insulate na produkto sa electrical engineering;
- sa iba't ibang mga industriya ng paglipad;
- para sa paggawa ng mga kasangkapan sa bahay (chipboard);
- sa paggawa ng barko.
Kagamitan para sa paggawa ng playwud
Ang paggawa ng mga hilaw na materyales, tulad ng playwud mismo, ay isang high-tech na proseso. At ang kagamitan na ginamit sa naturang produksyon ay dapat na may napakataas na kalidad at high-tech. Dapat ding pansinin na ang mga dalubhasa at manggagawa ng isang masalimuot na produksyon ay dapat na may kwalipikadong mga dalubhasa.










Ang mga de-kalidad na kagamitan sa paggawa ng playwud ay maaaring magbigay ng kakayahan, gumawa at gumawa ng de-kalidad at matibay na mga produkto na nakakatugon sa pangangailangan ng mamimili sa merkado ng mga materyales sa gusali.
Mas tumpak na pagsasalita tungkol sa mga kinakailangang kagamitan para sa produksyon, mahalagang tandaan dito na ang dami ng kagamitan para sa produksyon ay napakalaki at iba-iba.
Kasama sa kinakailangang kagamitan ang:
- iba't ibang mga machine, kapwa para sa pagpoproseso ng pakitang-tao at para sa pangwakas na pagproseso ng mga sheet ng playwud;
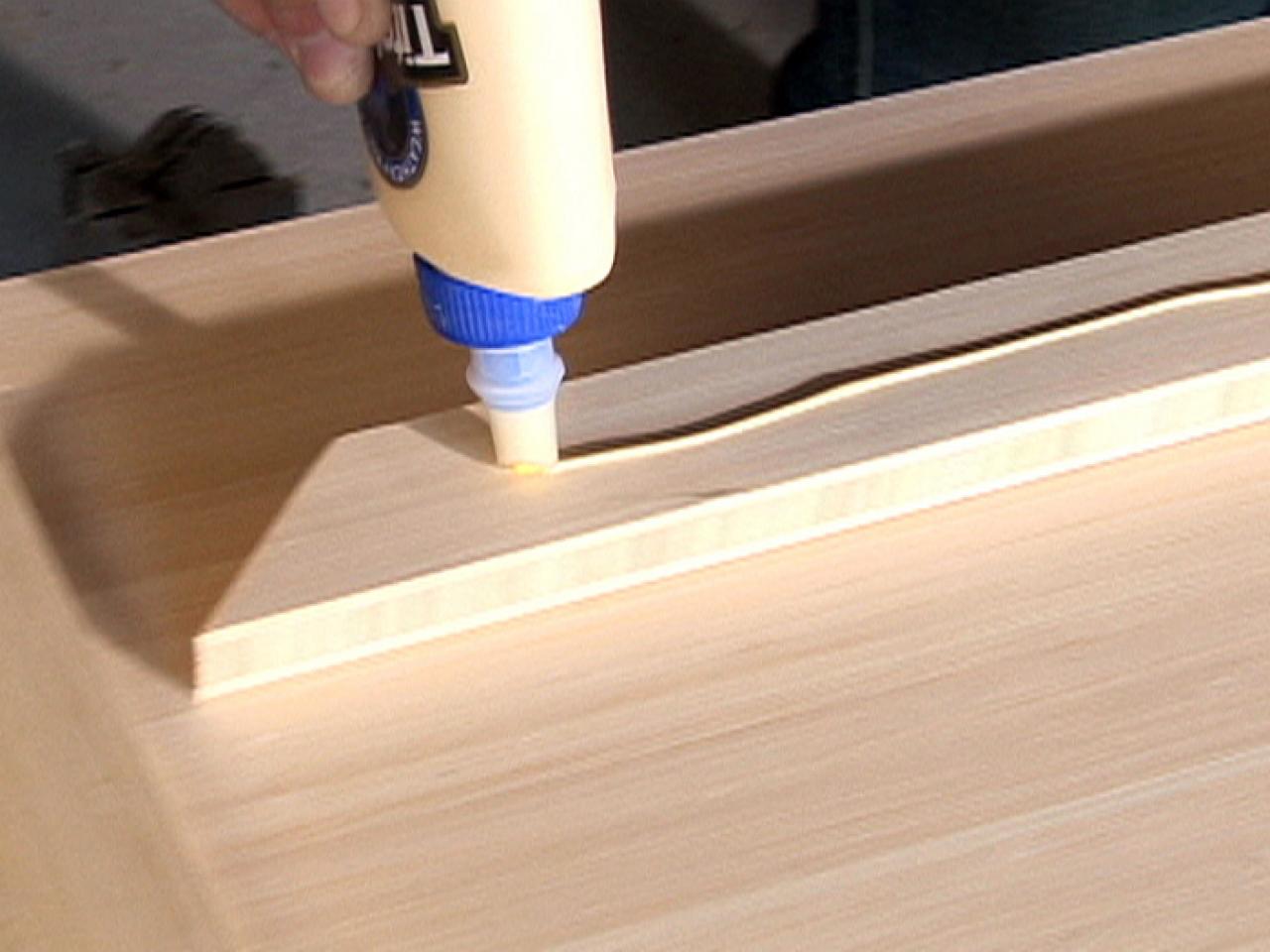
- kagamitan para sa paglalapat ng pandikit at pagdikit ng mga tapos na sheet ng pakitang-tao;
- kagamitan para sa paunang pagbula ng suspensyon ng malagkit;
- gluing machine;
- mekanismo para sa malinaw at tamang paglalagay ng mga sheet;
- isang mekanismo para sa pagpapakain ng mga sheet ng veneer at playwud sa linya ng pagproseso;
- mekanismo na malapit sa pindutin;
- paggiling machine;
- pagdurog machine;
- basurang makina.
Bilang isang resulta, dapat sabihin na kahit na ang paggawa ng kagamitang ito ay isang mahirap na proseso, at ang paggawa ng pakitang-tao at playwud ay mas lalo pa.
Teknolohiya ng produksyon ng playwud
Sa una, ang mga nakuha na troso ay nahahati sa mga bloke. Ang haba ng mga bloke ay karaniwang humigit-kumulang na katumbas ng haba ng hinaharap na pakitang-tao, mula sa kung saan ang mga sheet ng playwud ay nakatiklop.
Ang mga churaks ay pinuputol sa mga espesyal na makina, at pinapahiran sa mga espesyal na lalagyan na may mainit na tubig na nakolekta para dito, upang mabigyan ang churaks ng pagkalastiko at lambot.
Ginagamit ang maiinit na tubig upang maiwasan ang kahoy mula sa pagkakalahati at pagguho.
Upang makagawa ng de-kalidad na playwud, ang mga veneer ay ginagamit na may kahalumigmigan na nilalaman na hindi hihigit sa 6%. Upang makakuha ng isang pakitang-tao ng naturang kahalumigmigan, ito ay pinatuyong sa iba't ibang mga espesyal na aparato, at pagkatapos ay nahahati sa iba't ibang mga pagkakaiba-iba, ayon sa prinsipyo ng pagkakaroon ng mga buhol, mga proseso na hindi tinanggal sa panahon ng pagproseso at iba pang iba't ibang mga depekto.
Upang mapabuti ang kalidad ng ginawa at naprosesong pakitang-tao, kinakailangan ng normalisasyon ang laki ng pakitang-tao. Upang magawa ito, ang ilang mga sheet ng pakitang-tao ay manu-manong naproseso, iyon ay, pinuputol nila ang iba't ibang mga depekto, buhol, proseso, at tinatakan ng mga patap ng pakitang-tao na pinapantay ang sheet at pinapabuti ang kalidad at antas nito. Ang lahat ng ito ay ginagawa sa pamamagitan ng iba't ibang mga machine.
Matapos ang mga manipulasyong ito at kontrol sa kalidad, ang veneer ay nangangailangan ng pagproseso at pag-condition, at pagkatapos lamang ng lahat ng ito ay pumunta ito sa pagawaan, na nakadikit sa mga sheet, lumilikha ng playwud.
Pagkatapos ang natapos na playwud ay inilalagay sa mga packing bag at dinala.
Matapos maiproseso at idikit ang playwud sa mga makina, bago mai-pack, pinoproseso ito sa mga pabilog na lagari, na pinutol ang labis na mga bahagi ng natapos na mga sheet ng playwud sa isang kinakailangang sukat.
Ang pinakamagandang marka ay pinagsama at naproseso sa isang espesyal na gilingan o iba pang magagamit na kagamitan. Ang playwud na nagpahiram sa sarili sa paggiling ay may higit na lakas at resistensya sa pagsusuot, at hindi rin madaling kapitan ng iba't ibang pinsala sa makina at panteknikal. Ang nasabing tapos na playwud ay tinatawag na naka-calibrate.
Matapos ang lahat ng mga paggagamot at sanding na ito, nakabalot ang playwud at minarkahan para sa pagpapadala at paghahatid sa customer.
Ang paggawa ng playwud sa mga yugto
<? php if (! is_single (array (1040, 14160))) {??> <? php} ??> Unang hakbang
sa produksyon, ito ang pangunahing pagproseso ng kahoy (karaniwang mula sa mga puno ng koniperus), na dapat masukat at gupitin sa mga bar. Ang puno ay nahantad sa singaw o inilagay sa isang pool ng maligamgam na tubig (mga 40 degree Celsius). Ito ay nagdaragdag ng plasticity ng materyal.
Pangalawang yugto
- pagtanggal ng balat ng kahoy mula sa kahoy. Ang bark ay isang by-produkto ng proseso ng pagmamanupaktura, ngunit kadalasan ito ay ground at pinindot sa board ng maliit na butil.
Pangatlong hakbang
paggawa - paglalagari sa mga piraso mula sa 1.3 hanggang 1.6 m ang haba. Tinawag silang "churakami".










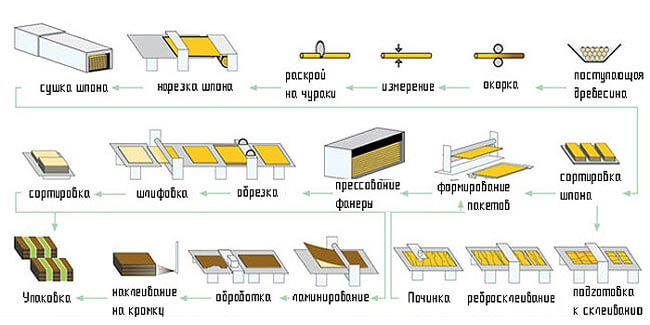
Pang-apat na yugto
produksyon - pabilog na paglalagari ng isang bloke ayon sa diameter. Bilang isang resulta, nakakakuha kami ng isang sheet ng kahoy, na may pangalang "veneer". Ang pakitang-tao ay pinutol sa kinakailangang sukat at pinatuyong sa mga stack sa ilalim ng impluwensya ng isang stream ng maligamgam na hangin.
Proseso ng pagbabalat ng birch veneer sa isang pabrika ng playwud.
Pang-limang yugto
sa paggawa ng materyal - pagsuri sa pagpapatayo ng pakitang-tao. Ito ay isang kinakailangang hakbang dahil ang hilaw na kahoy ay hindi maaaring magamit upang gumawa ng playwud. Ang mga hilaw na sheet ay itinapon o ipinadala para sa muling pagpapatayo ng maligamgam na hangin. Ang mga veneer ay pinindot, pinakintab at ipinadala sa susunod na yugto ng pagproseso.
Pang-anim na hakbang
- Ang mga piraso ng kahoy ay nakadikit sa mga sheet, na sa paglaon ay pinutol sa kinakailangang laki at nakalamina.
Pangwakas na gawa:
pag-uuri, pagpoproseso ng gilid at pagbabalot.
Listahan ng mga kinakailangan upang isaalang-alang kapag gumagawa ng isang materyal.
<?php if (! is_single (array(1040, 14160))) { ??><?php } ??>
| 1. | Para sa paggawa ng mga panlabas na layer ng playwud, ginagamit ang hardwood veneer: birch, alder, maple, elm, beech, aspen, poplar, linden. Para sa panloob na mga layer, bilang karagdagan sa mga nabanggit, ginagamit din ang coniferous veneer: pine, spruce, fir, larch at cedar. |
| 2. | Ang mga pagsingit ng Veneer ay dapat magkasya sa ibabaw, matatag na sumunod at tumutugma sa butil ng panlabas na layer ng playwud sa direksyon ng butil. Para sa grade II, ang mga pagsingit ay dapat na tumutugma sa kulay ng kahoy. |
| 3. | |
| 4. | Ang mga putty ay dapat na maitugma sa kulay ng kahoy ng ganitong uri, tiyakin ang pagdirikit ng mga nakaharap na materyales, huwag gumuho sa panahon ng pag-macho at baluktot ng playwud, at huwag mag-crack. |
| 5. | Ang playwud ay dapat na nabuo sa mga pakete na may timbang na hindi hihigit sa 1500 kg na magkahiwalay ng mga species, tatak, marka, klase ng emisyon, mga uri ng paggamot sa ibabaw at sukat. |
| 6. | Ang kalidad at sukat ng mga sheet ng playwud ay nasuri sa pamamagitan ng random na inspeksyon. Pinapayagan, sa kasunduan sa pagitan ng gumawa at ng consumer, na magsagawa ng isang kumpletong tseke. |
| 7. | Ang panghuli lakas paggugupit kasama ang malagkit layer, ang panghuli lakas sa static baluktot ng mga hibla ng mga panlabas na layer, ang panghuli makunat lakas kasama ang mga hibla ay sinusubaybayan para sa bawat grado, kapal at layer ng playwud ng hindi bababa sa isang beses sa isang buwan.
Pinapayagan ang kontrol para sa bawat pangkat sa pamamagitan ng kasunduan sa pagitan ng tagagawa at ng consumer. Upang magawa ito, piliin ang 0.1% ng mga sheet mula sa batch, ngunit hindi kukulangin sa isang sheet. |
| 8. | Ang haba at lapad ng playwud ay sinusukat sa dalawang puntos na parallel sa mga gilid sa layo na hindi bababa sa 100 mm na may sukat na metal tape alinsunod sa GOST 7502 na may error na 1 mm. Ang ibig sabihin ng arithmetic ng mga resulta ng dalawang sukat ay kinuha bilang aktwal na haba (lapad) ng sheet.
Ang kapal ay sinusukat sa layo na hindi bababa sa 25 mm mula sa mga gilid at sa gitna ng bawat panig ng sheet na may isang sukat ng kapal alinsunod sa GOST 11358 o isang micrometer alinsunod sa GOST 6507 na may halaga ng pagtatapos ng hindi hihigit sa 0.1 mm |
Ang paggawa ng mga materyales sa gusali ay kinokontrol ng GOST 3916.1-96
Tulong
Kung ang artikulo ay nabasa ng mga eksperto, kung gayon ang isang mas malalim na kaalaman sa paggawa ng playwud ay maaaring makuha mula sa akin kung humingi ka ng payo.
Bilang karagdagan, maaari kong ayusin ang supply ng kagamitan at ibenta ang iyong kagamitan.
Kadalasan, ang mga tagagawa ng playwud ay nagtatakda ng kanilang sariling paggawa ng pagluluto ng dagta sa kanilang produksyon. Pinapayagan kang mabawasan ang gastos ng dagta ng 3 - 6 rubles. Sinulat ko sa aking bagong libro kung paano ayusin ang lahat ng ito, nagbigay ng detalyadong impormasyon tungkol sa kung paano lutuin ang dagta at kung anong kagamitan ang kinakailangan para dito. Ang dagta ay angkop para sa parehong playwud at iba pang mga panel na batay sa kahoy at kahit na mga beam ng sup. Magbasa nang higit pa tungkol sa libro sa seksyong "BOOKS".
Good luck at magkita tayo sa lalong madaling panahon!
Teknolohiya ng paggawa ng playwud
Tulad ng malinaw na mula sa itaas, ang teknolohiya ng paggawa ng playwud sa halaman ay binubuo ng maraming yugto. Tingnan natin nang mabuti kung paano ginagawa ang playwud sa halaman.
- Paunang paghahanda ng mga troso. Napili ang mga hilaw na materyales para sa paggawa ng playwud. Ang mga pamantayan ng pagpili ay naayos sa GOST 9462-88. Ang mga troso na naihatid sa planta ng gawaing kahoy ay naka-debark, pinutol sa kinakailangang haba - depende sa tinukoy na lapad ng sheet, pagkatapos ay ibabad sa mainit na tubig sa loob ng ilang oras - at naproseso ng hydrothermally.
- Pagbabalat. Ang mga nakahanda na troso ay pinuputol sa manipis na mga sheet ng pakitang-tao na ginagamit ang isang peeling machine. Ang kapal ng veneer plate ay 1.5-1.8 mm. Ang prinsipyo ng pagpapatakbo ng peeling machine ay magkapareho sa isang pantasa ng lapis. Ang talim lamang sa pantasa ay naayos sa isang anggulo, at sa makina ng pagbabalat - tuwid. Ang talim ng makina ay nakatakda nang tangente sa mga singsing ng puno ng troso. Siyanga pala, ang ating kababayan ay ang imbentor din ng peeling machine. Inimbento ito ni Propesor Fisher noong 1819.
- Pagputol, pag-uuri, pag-aayos. Ang nagresultang pakitang-tao ay pinutol sa mga sheet ng isang tiyak na laki. Pagkatapos ang nagresultang pakitang-tao ay pinagsunod-sunod. Hindi lamang mga solidong sheet ng pakitang-tao ang nasasangkot. Ang mga plate na may lapad na hindi bababa sa 490 mm ay angkop para sa produksyon. Ang mga hindi integral na piraso ay nakadikit na magkasama "sa bigote" at gluing ng gilid. Ang mga sheet na naayos sa ganitong paraan ay ginagamit upang gawin ang panloob na mga layer ng sheet ng playwud.
- Pagpapatayo. Ang mga pinagsunod-sunod na sheet ay pinatuyo sa isang espesyal na silid.
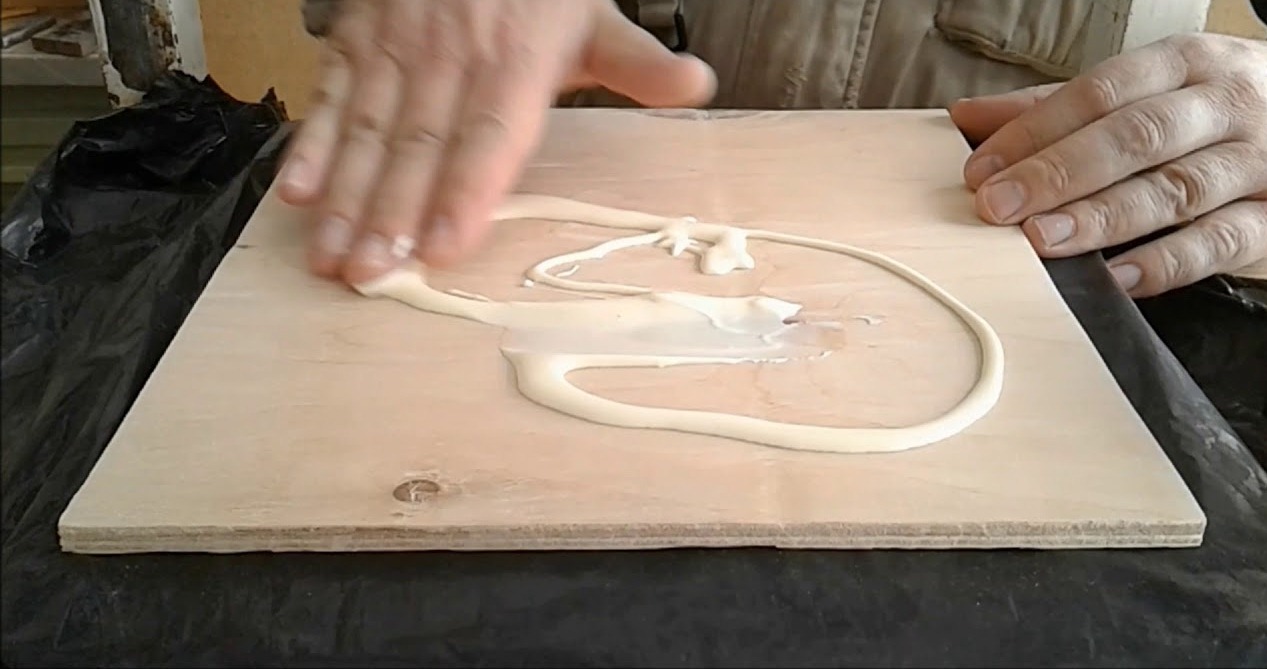
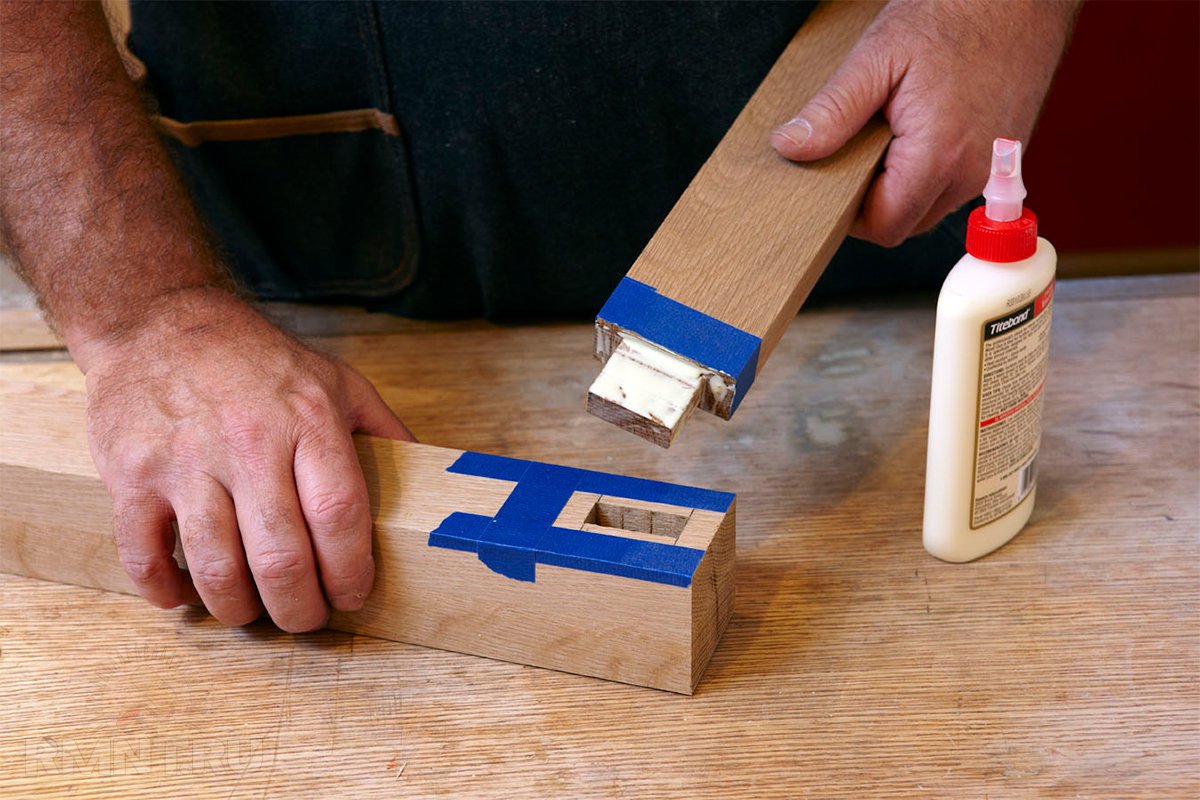
- Nakadikit. Ang mga natapos na sheet ay nakadikit, habang ang mga plato ng pakitang-tao ay nakaposisyon upang ang mga hibla ng kahoy sa susunod na layer ay patayo sa mga hibla ng kahoy ng naunang isa. Ang pamamaraang ito ay nagbibigay lakas sa sheet ng playwud. Ang bilang ng mga layer ay nakasalalay sa tinukoy na kapal ng sheet. Para sa pagdidikit, ginagamit ang isang malagkit na komposisyon, na ang recipe na kung saan ay itinatago ng bawat tagagawa. Ang mga sheet ng pakitang-tao na may inilapat na pandikit ay nakolekta sa mga pakete, pagkatapos maganap ang malamig na yugto ng pagpindot. Pagkatapos nito, ang mga sheet ay mainit pa ring pinindot.
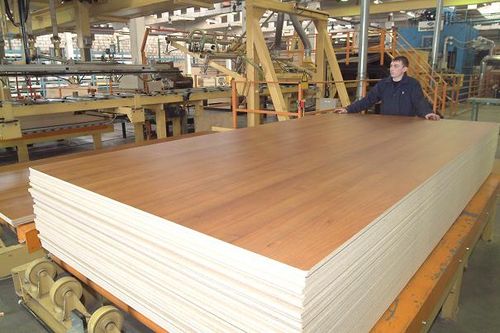
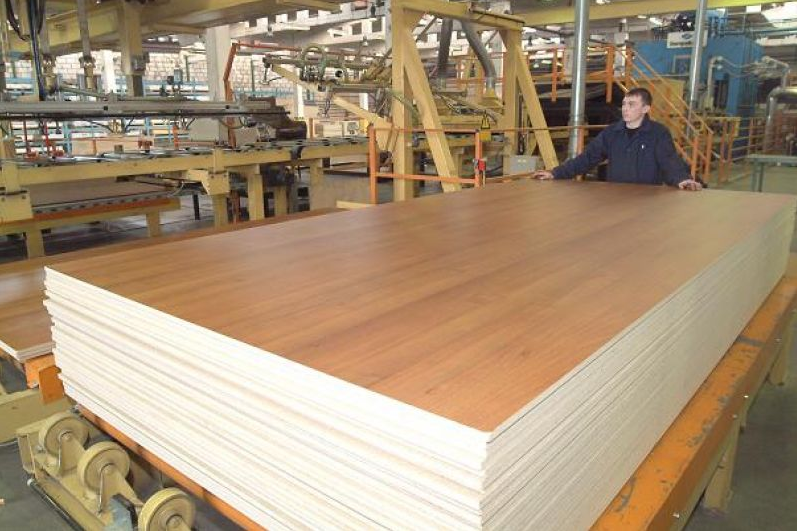
- Pag-crop at pagmamarka. Ang mga natapos na sheet ay pinutol sa laki, pinagsunod-sunod at minarkahan depende sa marka at tatak.

Mga marka at tatak ng playwud
Ang playwud ay gawa sa softwood at birch. Ang Birch playwud ay mas matibay ngunit mas mahal din. Samakatuwid, ang mga materyales para sa pangkalahatang pagkonsumo, halimbawa, sa pagtatayo, ay madalas na ginawa mula sa softwood.









Mayroong mga pamantayan para sa paggawa ng limang mga marka ng playwud. Ang grade E ay elite. Hindi pinapayagan ang pagkakaroon ng mga depekto sa harap na mga ibabaw. Ang natitirang mga marka - mula I hanggang IV - umaamin ng iba't ibang mga depekto ng ibabaw ng sheet: ang pagkakaroon ng mga buhol, kabilang ang mga nahulog, basag, wormhole, warpage, atbp.
Ganito, sa pangkalahatang mga termino, ang proseso ng paggawa ng playwud. Sa video, maaari mong malaman ang higit pa tungkol sa kung paano ginawa ang playwud mula sa birch o iba pang kahoy.
Pagpapatayo ng pakitang-tao
Para sa pamamaraang ito, ginagamit ang isang espesyal na conveyor, kung saan ang mga lamellas ay naliligo sa mainit na mga alon ng hangin. Sa tulong ng pagsukat ng mga aparato tulad ng isang metro ng kahalumigmigan, kinokontrol at pinagsunod-sunod ng operator ng linya ang veneer. Ayon sa teknolohiya, ang pinakamainam na koepisyent ng kahalumigmigan ng lamellas para sa produksyon ng playwud ay dapat na 6%. Ang sobrang basa na sheet pagkatapos ng paggamot sa init ay maaaring ipadala para sa pangwakas na pagpapatayo, o tinanggihan. Dahil ang mga lamellas ay may isang napaka-pinong pinong istraktura, ang mga mekanikal na depekto ay hindi bihira. Ngunit sa pagkakaroon ng menor de edad na pinsala, ang pakitang-tao ay hindi itinapon. Sa yugtong ito, posible na ayusin ang mga sheet ng playwud gamit ang mga artipisyal na pagsingit ng mga fragment ng bagong pakitang-tao, na napili alinsunod sa pagkakayari, nilalaman ng kahalumigmigan at laki. Ang mga lamellas na matagumpay na nakapasa sa yugtong ito ay nasuri ng isang scanner at ipinadala para sa pang-araw-araw na pag-iimbak.

Mula sa kailaliman ng kasaysayan
Tulad ng madalas na nangyayari sa kasaysayan, mula sa matagal na paggamit ay na-o-overtake ito, at ngayon hindi mo na makita ang mga detalye, at ang napaka-convex lang na mga katotohanan ang nakikita.
Ang pangalang "playwud" ay nagmula sa salitang Dutch na "fineer", na nangangahulugang isang manipis na sheet ng kahoy, pakitang-tao. Ngunit ang mga manipis na sheet ng kahoy, na nakadikit sa isang solong tatlo o higit pang layer sheet, ay tinawag na arborite.
Manipis na mga sheet ng kahoy - pakitang-tao, ay kilala sa napakatagal na panahon. Naniniwala ang mga siyentista na ang pinakalumang sinaunang produkto, na may isang patong na patong, ay isang kabaong na natagpuan sa isa sa mga libingan ng pharaoh. Ang dibdib ay gawa sa kahoy na cedar, at sa harap na bahagi ay natatakpan ng manipis na mga plato ng ebony. Ginawa ito, malamang, upang mabawasan ang gastos ng produkto - sa Egypt, ang mga kagubatan nito, upang ilagay ito nang mahina, hindi sapat, at ang troso ay na-import mula sa malayo.

Ang malawakang paggawa ng veneered furniture ay nagsimula sa Pransya noong ika-16 na siglo. Ang gayong paggaya ng mahalagang mga species ng kahoy sa paggawa ng kasangkapan ay ginawang posible upang gawing mas madaling ma-access ang mass consumer. Tiyak na mula sa teknolohiyang karpinterya ng veneering na ang slang na pangalan para sa paggamit ng plus phonograms ng ilang mga tagapalabas ay nagmula: "upang umawit sa playwud" - upang gayahin para sa mga mamimili ng masa ang isang mahalagang live na pagganap na may paunang naitala na phonogram.
Ngunit bumalik sa materyal na nakadikit mula sa maraming mga sheet ng playwud - arborite. Naimbento ni Ogneslav Stepanovich ang teknolohiyang ito noong 1881. Kostovich. Ang Kostovich ay bumuo ng isang bagong materyal para sa paggawa ng mga bahagi para sa Rossiya airship. Hindi lamang ang frame ng airship ay gawa sa arborite, kundi pati na rin ang mga bahagi ng engine, kabilang ang transmission shaft, na may haba na tatlumpung metro.

Gluing lamellas
Bilang isang pandikit, ginagamit ang mga espesyal na komposisyon, kung minsan ay may natatanging mga recipe. Nagsisikap ang bawat halaman na bumuo ng sarili nitong mga pamamaraan sa paggawa ng isang malagkit na timpla na magtatakda ng sheet ng playwud mula sa karamihan ng mga kakumpitensya. Halimbawa, ang ilang mga compound na nasa loob ng istraktura ay nagbibigay ng epekto ng paglalamina sa mga phenol-formaldehyde resins. Ngunit mas madalas ang paggawa ng laminated playwud na may application ng isang film-resin film ay isinasagawa, na ginagawang mas malakas at mas lumalaban sa materyal na pagsipsip ng kahalumigmigan.
Ang binder ay inilalapat sa mga espesyal na makina na gumagamit ng mga corrugated cylindrical drum. Ang mga lamellas na ginagamot ng pandikit ay ipinapadala sa isang hanay, kung saan nabuo ang mga pakete ng pakitang-tao. Dito, ang mga sheet ay malamig na pinindot, na kung saan ay isang yugto ng paghahanda bago ang huling pagdikit. Ang mga sheet ay patag na patayo sa bawat isa. Ang pangunahing pamamaraan ng pagdidikit ay gumagamit ng isang haydroliko na hot press, na ibinigay na may mechanical loading. Ang natapos na mga sheet ng playwud ay nasa edad na 24 na oras sa isang pagawaan.

Kagamitan para sa paggawa ng playwud
<? php if (! is_single (array (1040, 14160))) {??> <? php} ??> Ang kagamitan para sa paggawa ng playwud ay hindi mura.
Makakapaniwala ka dito sa pamamagitan ng pagsusuri sa talahanayan ng mga presyo para sa mga pangunahing bahagi ng linya ng produksyon:
| № | Pangalan ng Kagamitan | Larawan | Paglalarawan ng kagamitan | Tinatayang gastos, kuskusin. |
|---|---|---|---|---|
| Kabuuan: | 3,540,000 rubles | |||
| 1. | Makina ng pagbabalat | Ginagamit ang kagamitan upang alisin ang unang layer ng veneer.
Ang pagkakaroon ng isang debarker ay nagsisiguro ng isang mataas na kalidad ng paunang pagproseso ng bloke. Ang isang mahusay na pamutol ng paggiling ay nagbibigay sa workpiece ng tamang hugis. Ang nababaluktot na corrugated hose ay nagbibigay-daan para sa pagtatapon ng basura na walang pag-aalala sa panahon ng operasyon. |
Mula sa 170,000 | |
| 2. | Paghahati ng makina | Ang kagamitan na ito ay ginagamit upang hatiin ang veneer strip sa magkakahiwalay na mga tabla o sheet ng kinakailangang lapad. Ang lapad ng sheet ay itinakda gamit ang isang espesyal na elektronikong aparato.
Kinakailangan na gamitin ang kagamitang ito sa parehong linya sa veneer machine. Ang lapad ng naproseso na pakitang-tao ay maaaring hanggang sa 1600 millimeter. |
Mula sa 1 120 000 | |
| 3. | Makina ng Pagkakalibrate | Ang kagamitan ay gawa sa batayan ng mga overpass na uri ng machine. Ang pagkakaroon ng isang high-speed drive ay nagbibigay-daan sa iyo upang makontrol ang bilis ng makina.
Ang kaginhawaan kapag nagtatrabaho sa makina ay ibinibigay dahil sa posibilidad ng awtomatikong kontrol sa talahanayan. Salamat sa yunit na ito, ang ibabaw ng slab ay naka-calibrate. |
Mula sa 650,000 | |
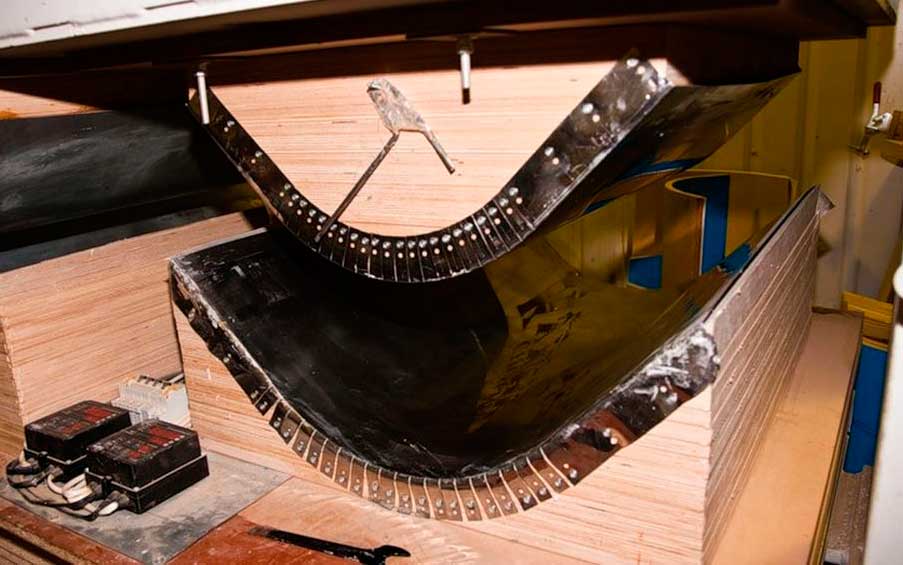
| 4. | Pindutin ang playwud | Ang base ng kagamitan ay gawa sa cast steel o welded mula sa mga beam ng kaukulang profile. Mula isa hanggang walong haydroliko na mga silindro na may diameter na 200-650 mm ay itinayo sa base sa iba't ibang mga pagpindot.
Ang mga plate ng pag-init ay ginawa na may kapal na 38-50 mm para sa paggawa ng playwud. |
Mula sa 1 600 000 |









Upang magtrabaho sa kagamitan, kailangan mong kumuha ng maraming mga handymen, pati na rin ang isang teknolohista na mangangasiwa sa proseso. Huwag kalimutan ang tungkol sa isang accountant - ito ay magiging lubhang mahirap upang mapanatili nang wala siya.
Teknolohiya ng produksyon ng playwud. Ano ang mga yugto ng proseso?
Mga kinakailangang kagamitan. Ang paggamit ng playwud.
Pangkalahatang teknolohiya ng pagmamanupaktura

Ang playwud ay isang uri ng di-pare-parehong materyal na kahoy. Ang manipis na sheet na pakitang-tao ay ginagamit lamang bilang isang batayan, na kung saan ay superimposed sa bawat isa sa ilalim ng mataas na presyon ng pindutin. Sa totoo lang, ang buong proseso ay maaaring nahahati sa tatlong pangunahing yugto - paghahanda ng kahoy, pagproseso at pagdikit. Gayundin, sa iba't ibang mga industriya, maaaring maisama ang mga karagdagang yugto na nagpapabuti o nagbabago ng ilang mga katangian ng mga blangko o tapos na mga produkto. Halimbawa, ang mga makabagong teknolohiya para sa paggawa ng playwud ay nagbibigay ng paulit-ulit na pagpapabinhi ng istraktura ng pakitang-tao upang maibigay dito ang mga kalidad na hindi lumalaban sa sunog at lumalaban sa hamog na nagyelo.
Lalo na mahalaga ito kung gagamitin ang playwud sa hinaharap para sa pagtatayo ng bubong. Matapos ang paggawa ng materyal na ito, maraming basura din ang nananatili (pangunahin pagkatapos ng pagbabalat), na maaaring matupok sa proseso ng pagmamanupaktura ng mga board ng maliit na butil.
Mga yugto ng produksyon at teknolohikal na proseso ng pagmamanupaktura ng playwud
Sa mga menor de edad na pag-upgrade na nauugnay sa kagamitan at gluing na mga bahagi, ang napaka teknolohikal at proseso ng produksyon at ang pamamaraan para sa pagkuha ng playwud bilang isang natapos na produkto ay nanatiling praktikal na hindi nagbabago mula pa noong ika-19 na siglo, nang ito ay binuo.

Mga yugto bago ang pagtanggap ng mga natapos na produkto:
- Pag-log (ang paunang pag-log ng mga kinakailangang parameter);
- Paunang paggamot - pag-aalis ng bark, mga paglaki at buhol, na nagbibigay sa log ng isang bilugan na hugis at paggamot sa singaw ng kahoy sa mainit na tubig upang mabawasan ang panloob na stress ng trunk;
- Pagbalat ng Veneer - pagkuha ng isang manipis (mula 0.5 hanggang 3 millimeter) at mahabang tape;
- Edging, pag-aayos at pagpapatayo ng pakitang-tao;
- Ang multi-layer veneer compilation na may application ng pandikit sa eroplano ng workpiece.Ang mga sheet ay inilalagay sa isang paraan na ang mga hibla ng bawat kasunod na sheet pagkatapos ng unang layer ay patayo sa ito;
- Ang proseso ng pagpindot, pagpapatayo sa mga silid at pangwakas na pagproseso ng mga blangko ng playwud - gilid.
Maaari mong makita ang paggawa ng film ng FSF na nakaharap sa playwud nang mas detalyado sa video:
Mga katangiang panteknikal at uri ng mga sheet ng playwud
Nag-aalok ang teknolohiya ng produksyon ng playwud ng maraming uri at marka ng mga natapos na produkto, naiiba sa uri ng pagproseso, paglaban ng kahalumigmigan at mga marka. Ayon sa mga katangian ng pagtanggi sa tubig, ito ang:
- FC - playwud, na may mababang paglaban sa kahalumigmigan at inirerekumenda para sa paggamit para sa panloob na gawain sa konstruksiyon at dekorasyon;
- FSF - playwud kung saan ang mga compound na batay sa phenol at formaldehyde ay ginamit para sa gluing veneer. Ito ay may pinakamahusay na paglaban ng kahalumigmigan sa paghahambing sa FC at maaaring magamit para sa panlabas na trabaho. Ngunit dahil sa mga kemikal na bahagi nito sa malagkit na komposisyon, hindi ito inilaan para sa mga silid na may patuloy na pagkakaroon ng mga tao sa kanila.
- FB - nagdadalubhasang playwud para sa mga klima at silid na may napakataas na nilalaman ng kahalumigmigan (tropikal na klima, mga swimming pool, paliguan, atbp.);
- FOF - isang sheet ng playwud na nakalamina mula sa 1 o 2 panig na may espesyal na papel o pelikula.
Sa pamamagitan ng kalidad ng ginagamot na ibabaw:
- lupa sa 1 gilid (w1).
- mula sa 2 panig (w2).
- playwud na walang mga sanded ibabaw (nsh).
Ang bilang ng mga marka ay tinukoy ng 4 na kategorya depende sa mga depekto sa sheet (buhol, mga depekto sa pagmamanupaktura).
Paggawa ng playwud
Nagsisimula ang teknolohiya ng produksyon ng playwud sa pagtanggap ng bilog na timber. Sa natanggap na site, sinusubaybayan ang kalidad ng mga papasok na hilaw na materyales, sinusubaybayan ang pagsunod sa mga volume na idineklara ng tagapagtustos, at sinusubaybayan ang wastong pag-iimbak at pag-iimbak ng kahoy.






Ang mga papasok na hilaw na materyales ay naka-debark at pinagsunod-sunod. Ang mas malambot na kahoy at mas kontaminado, mas matagal ang tool na tatakbo para sa parehong pag-debark at pagbabalat. Ang isang natatanging tampok ng mga hilaw na materyales para sa birch playwud ay unang GTO (hydrothermal treatment ng kahoy), at pagkatapos ay pag-debark, habang ang mga malambot na conifer ay na-debark nang walang paunang paghahanda. Ang bark na pinaghiwalay sa panahon ng proseso ng pag-debark ay maaaring magamit para sa mga pangangailangan sa produksyon, halimbawa, sa mga bahay ng boiler. Ang matalino na Hapon ay nakagawa ng kanilang sariling paraan ng pag-recycle ng bark, basahin ang higit pa dito.
Ang susunod na operasyon pagkatapos ng pag-uuri ay pinuputol ng mga bloke kung saan makukuha ang pakitang-tao. Sa proseso ng operasyong ito, ang mga kakulangan sa kahoy ay maaaring maputol mula sa latigo, halimbawa, isang maliit na kalahating metro na lugar ng pagkabulok o isang site kung saan mayroong isang malaking buhol.

Dagdag dito, pakitang-tao ay peeled mula sa mga bloke. Tulad ng nabanggit sa itaas, pinapayagan ang malambot na mga conifer para sa operasyong ito nang walang steaming, ang mga mas mahirap na kahoy ay dapat na steamed. Pagkatapos ng pagbabalat, ang pakitang-tao ay dapat na tuyo at pagkatapos ay pinagsunod-sunod.
Ang bahagi ng pakitang-tao ay napupunta sa pagbuo ng mga pakete ng playwud, bahagi para sa pag-aayos, kung saan ito ay nakadikit sa isang gilid, ang mga buhol ay pinutol mula sa pakitang-tao at ang mga patch ay inilapat - ang operasyong ito ay tinatawag na pagkumpuni.

Naging veneer kami!
Sa proseso ng peeling veneer, nabuo ang mga depekto, narito ang mga pangunahing:
- Hindi pantay na kapal ng pakitang-tao sa haba ng pakitang-tao.
- Hindi pantay na kapal sa lapad ng veneer.
- Buhok, ibabaw ng mossy veneer.
- Ang tigas ng pakitang-tao.
- Basag.
- Mahina, durog na pakitang-tao.
- Ibabaw ng corrugated veneer.
- Mga gasgas at peligro sa pakitang-tao.
- Curvilinearity ng mga gilid ng veneer tape.

Pagpapatayo, pag-uuri, paghahati at pag-aayos ng mga veneer ...
Matapos maayos ang pakitang-tao, ipinapadala din ito sa pagbuo ng mga pakete. Ang mga nabuong pakete ay pinindot. Ang pagpindot sa playwud, hindi katulad ng chipboard, ay maaaring isinaayos pareho sa urea-formaldehyde (higit pa tungkol sa dagta dito) at sa phenol-formaldehyde dagta. Ang temperatura ng pagpindot sa playwud ay mula 130 hanggang 170 degree Celsius.

Ang pinindot na playwud ay gupitin sa laki at pinadanan.Pagkatapos, depende sa mga pagpapaandar na gaganap ng playwud, maaari itong nakalamina.