Mga Tampok sa Pagpapatakbo
Siya, tulad ng nabanggit na, ay ginagamit upang magwelding ng mga metal na may direktang polarity.
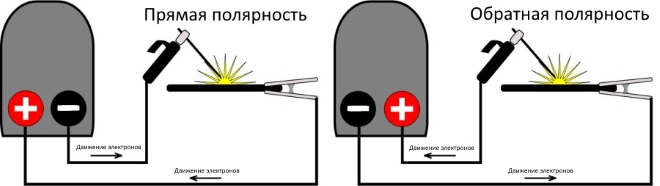
Ang direktang polarity ay nangangahulugang ang positibong contact ng welding machine ay konektado sa workpiece mismo na may ground cable, at ang negatibong contact sa electrode sa pamamagitan ng welding cable.
Sa mga setting ng welding machine, nakatakda ang minimum na rate ng feed at operating boltahe. Halimbawa, gamit ang isang diameter na 1.2 mm, ang pinakamainam na rate ng feed ay 2 metro bawat minuto at ang boltahe ay 14 V.
Karaniwan sa kanya na bumuo ng isang makapal na layer ng slag sa ginawang welding. Kung ang seam ay pinlano na maging multi-pass, kung gayon ang slag na ito ay dapat na maingat na alisin sa isang metal brush at isang martilyo.
 Sa pangkalahatan, ayon sa mga pagsusuri, ang tahi, halos palaging, ay medyo magaspang, may malalaking kaliskis at mga nodule. Sa kaso ng mga pabaya at mabilis na mga aksyon ng welder, posible ang kawalan ng pagpasok. Ito ay halos hindi maiiwasan kapag nagtatrabaho sa isang paulit-ulit na electric arc.
Sa pangkalahatan, ayon sa mga pagsusuri, ang tahi, halos palaging, ay medyo magaspang, may malalaking kaliskis at mga nodule. Sa kaso ng mga pabaya at mabilis na mga aksyon ng welder, posible ang kawalan ng pagpasok. Ito ay halos hindi maiiwasan kapag nagtatrabaho sa isang paulit-ulit na electric arc.
Mga Peculiarity
Ang hinang gamit ang isang semiautomatikong aparato na walang gas ay nagbibigay-daan sa iyo upang makamit ang kinakailangang antas ng pagkatunaw ng ibabaw ng metal, habang ang lapad ng kawad ay mula 0.8 hanggang 2 mm. Dahil sa espesyal na komposisyon ng pagkilos ng bagay, ginagawang posible ng semi-awtomatikong hinang na maisagawa ang isang de-kalidad at matibay na tahi kapag sumali sa mga workpiece ng metal ng anumang kapal, na nagpapahiwatig ng isang mataas na kahusayan ng pamamaraan ng hinang.

Ang proseso ng mga hinang na bahagi ng metal nang hindi ginagamit ang isang medium ng pangharang na gas ay may isang bilang ng mga kalamangan kaysa sa iba pang mga teknolohiya:
- hindi na kailangan ang pagbili at kasunod na muling pagpuno ng gasolina ng mga mamahaling silindro na may pinaghalong gas;
- hindi na kailangang ilipat ang mabibigat na mga gas na silindro habang nagtatrabaho;
- maaaring mapili ang welding flux alinsunod sa diameter at komposisyon ng pagpuno ng pulbos, na kung saan ay maginhawa para sa hinang ng iba't ibang uri ng metal;
- Sa panahon ng proseso ng hinang, posible na makontrol ang pagbuo ng isang puwit seam sa pamamagitan ng baso ng proteksiyon mask.


Ang isang kawad na may isang pagkilos ng bagay na inilagay sa loob nito ay isang maraming nalalaman at mahusay na gastos na kapalit ng kagamitan sa gas. Ayon sa istraktura nito, ang kawad ay binubuo ng isang guwang na tubo na gawa sa materyal na bakal, sa loob ng naturang tubo ay isang pagkilos ng bagay sa anyo ng isang pulbos. Sa panlabas, ang tulad ng isang pulbos ay mukhang isang patong na ginagamit sa paggawa ng isang maginoo elektrod na hinang. Sa panahon ng trabaho, ang semi-awtomatikong aparato ng hinang ay nagbibigay ng isang mataas na temperatura na kapaligiran kung saan natutunaw ang pagkilos ng bagay nang walang nalalabi. Sa nagresultang weld pool, isang likidong metal ang nabuo, protektado ng gas na nabuo sa panahon ng pagkasunog ng mga additives. Pinoprotektahan ng gas na ito ang magkasanib na seam mula sa pagkakalantad sa oxygen, na tinitiyak ang lakas at pagiging maaasahan ng pinagsamang.


Ang paggamit ng paraan ng hinang nang walang gas gamit ang isang semiautomatikong aparato, kumpara sa maginoo na uri ng hinang na isinagawa sa isang aktibo o hindi gumagalaw na daluyan ng gas, na ibinibigay sa panahon ng pagpapatakbo mula sa isang silindro, ay may mga kalamangan at kalamangan.
Kabilang sa mga kalamangan ay ang mga sumusunod:
- ang semiautomatic welding machine ay siksik sa laki at magaan ang timbang, hindi mo kailangang bumili ng mga hose at isang gas silindro na may isang reducer upang maisagawa ang hinang;
- ang pagiging siksik ng kagamitan ay pinapayagan itong magamit sa mga lugar na hindi maa-access - maaari kang magtrabaho kasama nito sa taas, pati na rin sa makitid na mga koridor o silid;
- makabuluhang makatipid ng oras para sa paghahanda ng kagamitan para sa pagpapatakbo;
- ang proseso ng hinang ay ginaganap nang mabilis at tumpak;
- ang hinang ay nabuo sa ilalim ng kontrol sa visual, na isinasagawa sa pamamagitan ng isang proteksiyon mask;
- ang temperatura at lakas ng electric arc ay maaaring mapili depende sa uri ng mga metal na hinangin;
- ang wire ay maaaring mapili na may iba't ibang mga uri ng tagapuno.
Ang mga kawalan ng semi-awtomatikong hinang ay kasama ang mga sumusunod na puntos:
- ang halaga ng kawad na may pagkilos ng bagay ay medyo mataas;
- ang welding wire ay may isang tiyak na antas ng brittleness, kaya't nangangailangan ito ng maingat na paghawak sa panahon ng operasyon;
- alinsunod sa komposisyon ng fluks ng pulbos sa semiautomatikong kagamitan sa hinang, kinakailangan upang piliin nang tama ang nais na operating mode, na nagiging sanhi ng mga paghihirap para sa mga nagsisimula;
- kapag gumagamit ng isang welding flux, ang slag ay nabuo sa panahon ng pagbuo ng seam, na kailangang malinis;
- ang semiautomatikong aparato ay may kakayahang baguhin ang polarity ng koneksyon, kung paano ito gamitin at para sa anong layunin - madalas na nagtataas ng pagdududa sa mga walang karanasan na mga welder.


Ang gastos ng naturang trabaho ay minimal, na kung saan ay lalong mahalaga kung kailangan mong magwelding isang maliit na lugar

Pangunahing uri ng kawad
Nakasalalay sa pamamaraan ng paggamit at ang paraan ng proteksyon laban sa panlabas na impluwensya, ang kawad para sa welding na may fluks na flux ay maaaring protektahan ng gas at protektahan ng sarili.
View ng proteksyon ng gas
Ginagamit ang wire na may kalasag sa gas kapag isinasagawa ang hinang gamit ang mga semi-awtomatiko at awtomatikong aparato para sa mga mababang haluang metal at carbon steels.
Ang proseso ay nagsasangkot ng carbon dioxide o ang halo nito sa argon. Ang gas ay nagmula sa labas. Maaaring mapili ang pulbos ng tagapuno upang mapabuti ang mga parameter ng hinang. Halimbawa, maaari mong taasan ang patayong bilis ng hinang o mahigpit na nagbubuklod ng mahirap na hinangin na bakal.
Ginagamit ang teknolohiyang ito kapag kinakailangan upang lumikha ng mga overlap, kapag nagtatrabaho sa mga kasukasuan at sa mga sulok ng istraktura, kapwa para sa isang awtomatikong makina at para sa isang semi-awtomatikong makina. Ang teknolohiyang ito ay nagbibigay ng pare-parehong spray, nabawasan ang spatter, at paglaban sa pore at slag form.
Ang materyal, na ginagamit sa proseso ng hinang, ay may mataas na rate ng pagtitiwalag, ay may mababang antas ng usok at pinapayagan ang de-kalidad na mga tahi.
Pagtatanggol sa sarili
Ang self-shielding flux-cored wire ay ginawa sa anyo ng isang espesyal na "inverted" na elektrod (na parang ito ay naka-labas). Ang paggamit ng ganitong uri ng hinang ay nagpapahintulot sa trabaho sa ilalim ng iba't ibang mga kondisyon ng temperatura (kahit na matinding), na may malakas na pag-agos ng hangin, at mga katulad nito.
Ang mga pangunahing bahagi ng core ay iba't ibang mga additives (dioxidizing, slag-bumubuo at proteksiyon), na nagpapahintulot sa hinang nang walang paggamit ng gas.
Ang self-shielded welding wire ay may bilang ng mga positibong tampok, bukod sa mga ito ay:
- ang kakayahang magsagawa ng gawaing hinang sa iba't ibang mga posisyon;
- dahil sa pagiging bukas ng arko, posible na maingat na ilipat ang hinang metal;
- isang espesyal na uri ng wire coating ay tinitiyak ang paglaban nito sa presyur na ibinibigay ng mga roller;
- dahil sa pagkontrol ng komposisyon ng kemikal, posible na makakuha ng isang napaka-tiyak na komposisyon ng slag.
Sa mga kundisyon ng pagpupulong, ang mekanisadong pulbos na hinang ay nagiging mas karaniwan. Bagaman maraming mga tao ang nagreklamo tungkol sa mataas na halaga ng mga natupok, ang kahusayan ng welding na may fluks na flux ay mas mataas nang mas mataas, kailangan mo lamang pumili ng tamang tatak ng kawad.
Mga tampok ng paggawa

Ang paggawa ng wire ay nagaganap sa maraming mga yugto sa isang pag-install.
- Nililinis ang strip mula sa dumi, langis, sukat at kahalumigmigan sa simula ng makina.
- Bahagyang paayon na pagpapapangit ng tubo upang mabuo ang isang kalahating bilog.
- Pagpuno ng strip ng pulbos.
- Koneksyon ng mga dulo, pagbuo ng isang tubo na may pagkilos ng bagay.
- Pagkakalibrate ng koneksyon at ang profile mismo. Paglikha ng tamang pabilog na cross-section.
Sa modernong paggawa ng hinang, ang pinakakaraniwang ginagamit na welding strip ay gawa sa mababang mga carbon steels.
Sa panahon ng pagmamanupaktura, ang kawad ay hindi naka-dock at pinagsama sa haba ng strip. Dapat mayroong isang solidong piraso sa spool.
Upang alisin ang kahalumigmigan at langis mula sa ibabaw ng PP at PS, ang likaw ay dapat ilagay sa oven bago i-install ito sa aparato. Panatilihin sa loob ng 2 oras sa temperatura na 230 - 250⁰.
Mga tampok ng paggamit
Ang paggamit ng isang semiautomatikong aparato sa panahon ng hinang ay nag-aambag sa mabilis na aplikasyon ng mga tahi, dahil ang uri ng pulbos ng mga produkto ay pinakain nang walang pagkagambala. Dahil ang gas hose ay maaaring hindi palaging magagamit para sa trabaho, pinapayagan ka ng pamamaraang ito na magwelding ng mga metal sa isang kapaligiran ng mga gas na proteksiyon
Halos lahat ay maaaring magluto nang tama nang walang gas, habang ang espesyal na pansin ay dapat bayaran sa pag-surf at setting. Kapag ang mekanisadong hinang, kinakailangan na isaalang-alang ang kasalukuyang mga parameter, polarity, pati na rin ang tamang diskarte sa pagpapatupad
Mayroong ilang mga nuances sa pagtatrabaho sa aparatong metal na ito, na hindi dapat kalimutan ng master. Upang matagumpay na mapamunuan ang arko at bumuo ng isang seam, sulit na maghanda ng isang patag na ibabaw. Kapag nagtatrabaho sa mga semiautomatikong aparato, maaaring makamit ito sa pamamagitan ng paglipat ng mga contact sa loob ng yunit.


Ang isang mahalagang punto sa trabaho ay ang pag-install ng mga roller na ganap na tumutugma sa diameter ng wire na ginamit. Sa gilid ng roller mayroong impormasyon tungkol sa saklaw ng diameter. Ang isang roller na may isang naiilipat na uri ay hindi dapat higpitan nang mahigpit, dahil ang kawad ay nailalarawan sa pamamagitan ng isang guwang na istraktura, at ang kaganapang ito ay maaaring humantong sa pagpapapangit nito o ang paglitaw ng isang pagbara sa cable channel.
Upang mahila ang kawad sa pamamagitan ng hindi hadlang, kakailanganin mong alisin ang tip na matatagpuan sa outlet ng elemento ng clamping. Isinasagawa ang paikot-ikot na ito matapos lumitaw ang natupok na elemento mula sa dulo ng channel na ito. Ang diameter ng tip ay dapat ding maitugma sa laki ng kawad, dahil ang isang malaking butas ay maaaring maging mahirap na makontrol ang arko. Walang gas na ginagamit sa pamamaraang ito, kaya't hindi kinakailangan na ilagay sa nguso ng gripo. Upang ang spray ay hindi dumikit sa tip, dapat itong spray na may isang espesyal na idinisenyong produkto.


Dahil ang katangiang pulbos ng hinang ay walang lakas na mekanikal at tigas, inirerekumenda ng mga eksperto ang paggamit ng isang espesyal na mekanismo, na tinitiyak ang pagpapatuloy ng awtomatikong pagpapakain ng elemento.
Sa proseso ng hinang, mayroong isang masinsinang pagbuo ng slag, dapat itong mabilis na matanggal sa isang metal brush. Kung hindi man, ang slag ay maaaring makapasok sa lugar ng pagtatrabaho, na hahantong sa pagbuo ng mga depekto at pagbawas sa lakas ng mekanikal.


Ang wire na may fluks na fluks ay maaaring ganap na gawa sa metal o mapuno ng pagkilos ng bagay, sa gayon matupad ang mga gawain ng isang gas. Ang paggamit ng katangiang hinang ito ay maaaring magresulta sa isang mas mababang kalidad na hinang kaysa sa dati, ngunit sa ilang mga kaso imposibleng gawin nang walang additive sa pulbos.
Ang transportasyon ng mga gas na silindro ay hindi laging naaangkop, kaya ang tekniko ay maaaring gumamit ng flx-cored wire, halimbawa, sa taas o sa isang hindi maginhawang lugar. Tulad ng ipinapakita na kasanayan, para sa paggamit sa bahay na may kaunting trabaho, ang pagpipiliang hinang na ito ay mahal. Ngunit sa produksyon, kapag gumagamit ng mga tubo ng pulbos, ang mabilis at de-kalidad na hinang ay maaaring isagawa kahit ng mga walang karanasan na mga dalubhasa. Napansin din na ang naturang hinang ay maaaring magbayad kapag naglalapat ng isang mahabang tahi, kung hindi man maraming basura ang nakuha.


Ang welding-cored wire welding ay inilarawan sa sumusunod na video.
Mga uri at pagmamarka ng kawad para sa hinang
Inilalarawan ng mga pamantayan ng RF ang tungkol sa 80 magkakaibang mga marka ng hinang wire. Gayunpaman, sa pagsasagawa, hindi hihigit sa isang dosenang ang malawakang ginagamit.
Pagmarka ng kawad na hinang
Ang natitirang mga tatak ay lubos na nagdadalubhasang mga materyales para sa mga espesyal at sa halip bihirang mga application, tulad ng:
- paggawa ng mga nuclear reactor, panloob at mga sangkap ng lakas ng nukleyar;
- industriya ng aerospace;
- mga espesyal na paggawa ng barko, kabilang ang mga ilalim ng dagat at mga reserbasyon;
- kagamitan para sa pagkuha, transportasyon at pagproseso ng langis at gas;
- mga shell at kagamitan para sa mga reaktor ng kemikal;
- iba pang mga industriya ng high-tech.
Ang pagtatalaga ng wire ay binubuo ng maraming mga pangkat ng mga numero at simbolo:
- diameter sa millimeter;
- patutunguhan:
- talagang para sa hinang "Sv";
- para sa pag-surf - "Np".
- nilalaman ng carbon sa mga sandaang porsyento;
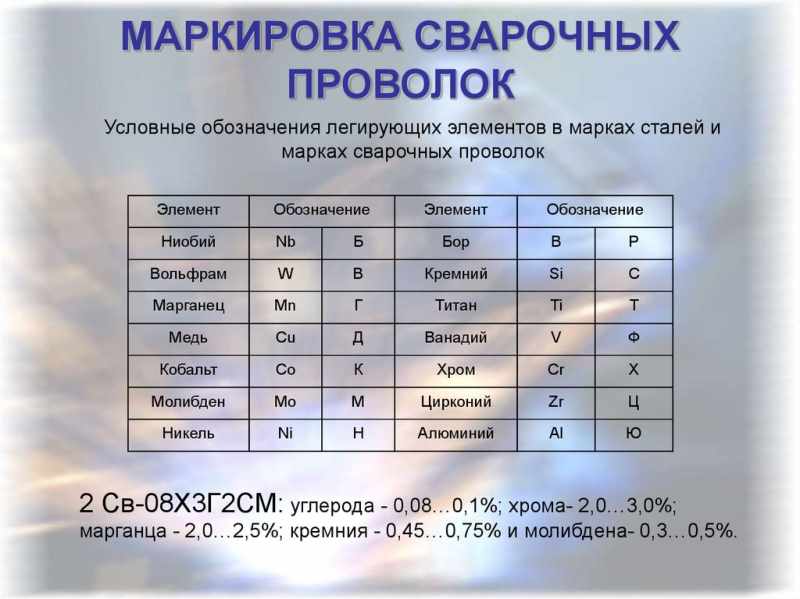
Mga simbolo ng mga elemento ng haluang metal
- ang nilalaman ng mga additive na alloying sa porsyento, kung ang nilalaman ay mas mababa sa 1%, kung gayon hindi ito ipinahiwatig:
X-chrome.
N-nickel.
- M ay molibdenum.
- C ay silikon.
- N - nickel.
- X ay chrome.
- C - zirconium.
- G - mangganeso.
- A ay nitrogen.
- B - tungsten.
- Ang T ay titan.
- Yu - aluminyo.
- F - vanadium.
- B - niobium.
- D - tanso.
- C ay silikon.
- Mga kinakailangan para sa kadalisayan ng materyal.
- A - pino.
- AA - mataas na kadalisayan.
- Pamamaraan ng pagtunaw.
- VI - vacuum induction.
- VD - vacuum arc.
- Para sa paggawa ng mga electrode - letrang E.
- Nakadikit ng tanso - titik O.
- Link sa GOST.
Kaya, halimbawa, mula sa pagtatalaga maaari mong malaman na ang tatak ng Sv-08G2S ay naglalaman ng 0.08% carbon, 2% manganese at silicon na mas mababa sa 1%. Ang wire ng tagapuno na ito ay angkop para sa hinang gas ng bakal na bakal.
Pagmamarka ng tatak Sv-08G2S
Ang nangungunang mga tagagawa ng hinang wire sa mundo na ESAB, Autrod at iba pa ay gumagamit ng kanilang sariling mga system ng pagtatalaga na sumusunod sa mga pamantayang Amerikano o Europa. Ang mga negosyante ng mga kumpanyang ito ay laging nasa handa na mga talahanayan ng pagsusulatan ng kanilang mga tatak sa mga tatak na itinakda ng GOST.
Ano ang kinakailangan para sa hinang
- Pinagmulan ng kuryente (semiautomatikong aparato);
- hinang wire;
- panangga sa gas.
Ang hinang wire ay dapat na magkapareho sa metal na dapat na hinang. Sa aming kaso, pumili ng isang hindi kinakalawang na asero para sa isang semiautomatikong aparato.
Welding wire na hindi kinakalawang na asero para sa semiautomatikong aparato

Mayroong mga wires ng mga tagagawa ng Russia at dayuhan sa merkado, na nahahati sa flx-cored at solid wires. Diameter mula 0.13 hanggang 6.0 mm. Sa bahay, ginagamit ang mga diameter na 0.6 at 0.8 mm, at higit sa 1.0 mm sa produksyon.
- Ginagamit ang solidong kawad para sa mga koneksyon na may kalasag sa gas at nakalubog-arko. Tinatanggal ng pamamaraang ito ang pagpasok ng hangin sa welding zone, at dahil doon ay pinapabuti ang kalidad ng hinang.
- Flux-cored stainless steel wire (self-Shielded) - isang manipis na pader na tubo na puno ng pagkilos ng bagay at gas. Pinapayagan ng pinaghalong mga sangkap ang mga produktong hinang nang walang mga gas na proteksiyon (carbon dioxide at argon).
Semi-automatic stainless steel wire, ginawa gamit ang paggamot sa init o malamig na iginuhit. At ito ay nahahati sa oxidized (T) at ilaw (puti, TC).
Magagamit ang hindi kinakalawang na kawad sa 2 mga klase sa kawastuhan:
- nadagdagan ang katumpakan (P);
- normal na katumpakan.
Ginagamit ang kawad na may mas mataas na kawastuhan upang mapabuti ang kalidad ng tahi.
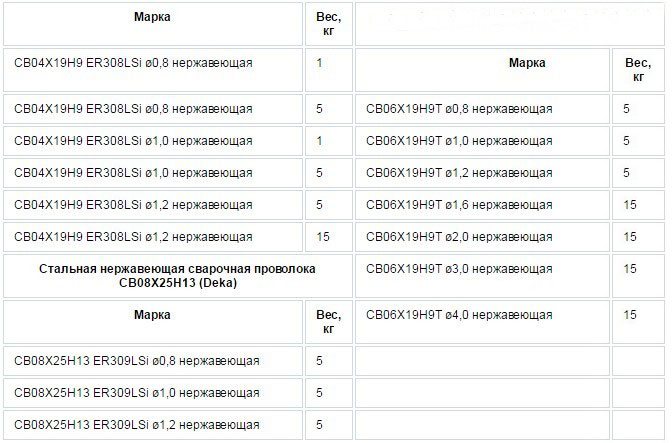
Ayon sa kanilang kemikal na komposisyon, ang mga stainless steel ay nahahati sa iba't ibang mga marka at ang kawad ay mayroon ding magkakaibang mga marka. Ang talahanayan (sa ibaba) ay makikilala sa iyo ng mga tatak, diameter at bigat ng hindi kinakalawang na mga wire:
Ang gastos ng hindi kinakalawang na kawad para sa isang semiautomatikong aparato
Nag-iiba ang presyo depende sa tagagawa at rehiyon ng tirahan ng mamimili.
Mga average na tagapagpahiwatig:
- ER 308 LSI 0.8mm 1kg - 825 rubles;
- ER 308 LSI 0.8mm 5kg - 4237 rubles.
Video:
Pagpili ng gas
Imposibleng magluto gamit ang isang semiautomatikong aparato na walang gas, maliban kung gumagamit ng mga wire na may flux-cored. Ang welding ng hindi kinakalawang na asero na may isang semiautomatikong aparato ay maaaring isagawa sa isang kapaligiran ng carbon dioxide o isang halo ng carbon dioxide at argon.

Ang Carbon dioxide ay isang abot-kayang at murang gas para sa pagsali sa mga stainless steel. Kapag malinis na ginamit, ang manghihinang ay nahaharap sa labis na spatter ng metal at isang gnarled weld bead.
Ang porsyento ng carbon dioxide sa argon ay maaaring iakma gamit ang dalawang magkakahiwalay na silindro.Ikonekta ang mga output mula sa dalawang mga gearbox gamit ang isang katangan na kinuha mula sa isang domestic-generated car na salamin ng kotse. Mga detalye ng isang katulad na disenyo sa video:
Iyon lang, kakailanganin mo lamang ikonekta ang napiling gas na pang-taming at kawad sa aparato. Magkaroon ng kamalayan: ang conductive tip ay dapat na parehong diameter tulad ng kawad.
Video: kung paano mag-set up ng isang semiautomatikong aparato para sa trabaho (para sa mga nagsisimula).
Paano magwelding ng hindi kinakalawang na asero sa carbon dioxide
Pagkatapos ng pag-chamfer, sumali sa mga bahagi sa tulong ng clamping pliers, na nag-iiwan ng isang puwang sa pagitan ng mga produkto (hindi bababa sa 1.5 mm).
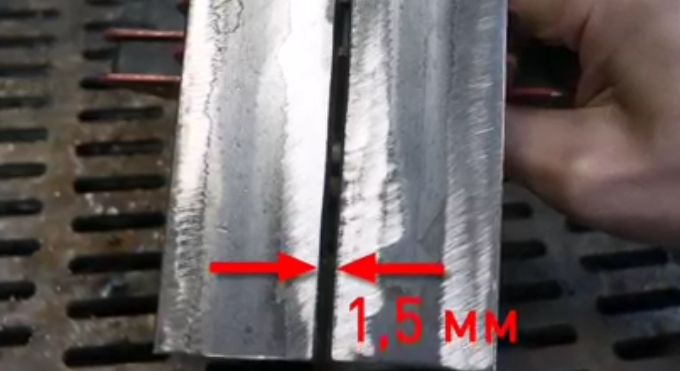
Ang puwang ay dapat na kasama ng buong haba ng workpiece, papayagan nitong pakuluan ang metal sa buong kapal nito. Ikonekta ang masa at itakda ang iyong mga setting sa semiautomatikong aparato, depende sa disenyo ng iyong aparato at ang kapal ng metal.
Ang mga simpleng semiautomatikong aparato sa front panel ay may 2 pagsasaayos:
- boltahe ng hinang;
- bilis ng feed ng wire.
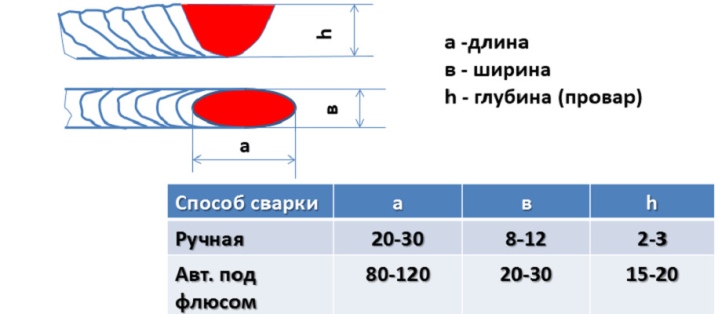
Binabago ng setting ng inductance ang katigasan ng arko, lalim ng pagtagos at hugis ng butil:
- Na may mababang inductance: malamig na arko - nakakakuha kami ng isang manipis na butil na may malalim na pagtagos;
- Na may mataas na inductance: mainit na arko - malawak na butil na may mababaw na pagtagos.
Hawak ang sulo gamit ang isang slope ng 20-60 degrees (distansya mula sa nguso ng gripo hanggang sa weld pool 10-20 mm), gumawa ng isang koneksyon na hindi kinakalawang na asero na may mga maiikli na tacks. Hinila namin ang gatilyo - pinakawalan ito, pinindot at pinakawalan, ganoon din, dahan-dahan, ang mga pinutol na gilid ay puno ng metal. Maaari mong lutuin ang parehong gamit ang isang anggulo pabalik (patungo sa iyong sarili) at may isang anggulo pasulong (malayo sa iyo).
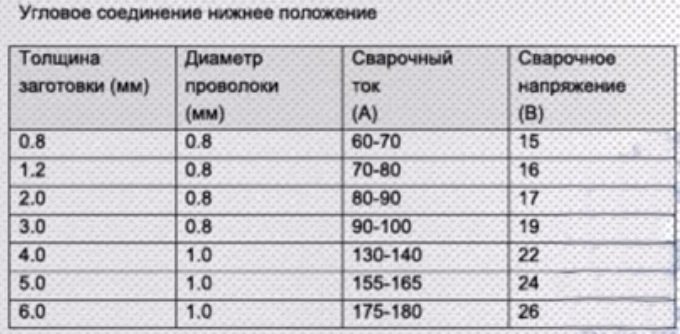
Ang mga talahanayan (sa ibaba) ay makakatulong sa iyo na matukoy ang mga setting ng semiautomatikong aparato:
Kapag hinang na may isang overlap, ang mga chamfer ay hindi kailangang i-cut, sapat na upang linisin ang ibabaw, superimpose ang mga bahagi sa tuktok ng bawat isa at gawin ang koneksyon.
Kapag hinang, kagatin ang weld bead sa dulo ng kawad bago gumawa ng isang bagong hinang.

Sa proseso ng pagsali sa hindi kinakalawang na asero na may isang semiautomatikong aparato sa isang kapaligiran ng carbon dioxide, baguhin ang bilis ng wire feed, sa mga naturang manipulasyon makakamtan mo ang isang de-kalidad na seam.
Video:
P.S. Matapos basahin ang artikulo, panonood ng mga talahanayan at video (para sa mga nagsisimula), mahuhusay mo ang awtomatikong teknolohiya ng pagsasama ng hindi kinakalawang na asero - nang mabilis. Good luck!
Ang hinang na may flux cored wire nang walang gas
Bago simulan ang proseso ng hinang, kailangan mong itakda ang inirekumendang kasalukuyang mga halaga sa machine. Susunod, kailangan mong suriin ang kondisyon ng manggas sa pagpapakain (para sa pagkasuot) at kawalan ng pag-aalis ng tagapagpakain. Kailangan ding mai-calibrate ang mga feeder ng feed - hindi sila dapat pipilitin nang labis upang maiwasan ang pagpapapangit at hindi pantay na feed.
 Ang mga bahagi na isasali ay dapat na malinis ng film na oksido at, na may kapal na higit sa 4-5 mm, dapat mabuo ang mga bevel. Matapos ang paglitaw ng isang electric arc, ito ay hahantong mula sa ilalim hanggang sa tuktok ng bahagi (kung ito ay matatagpuan nang patayo). Ang hawakan ng tanglaw ay dapat na gaganapin sa isang anggulo sa mga ibabaw upang ma-welding - pinapatatag nito ang welding pool, pinoprotektahan laban sa napaaga na pagkalat ng metal mula rito.
Ang mga bahagi na isasali ay dapat na malinis ng film na oksido at, na may kapal na higit sa 4-5 mm, dapat mabuo ang mga bevel. Matapos ang paglitaw ng isang electric arc, ito ay hahantong mula sa ilalim hanggang sa tuktok ng bahagi (kung ito ay matatagpuan nang patayo). Ang hawakan ng tanglaw ay dapat na gaganapin sa isang anggulo sa mga ibabaw upang ma-welding - pinapatatag nito ang welding pool, pinoprotektahan laban sa napaaga na pagkalat ng metal mula rito.
Inirerekumenda na panatilihin ang bilis ng pag-atat ng seam tungkol sa 15-20 mm bawat segundo. Kapag bumubuo ng isang seam sa maraming mga pass, kailangan mong maghintay para sa layer upang palamig at linisin ang ibabaw nito mula sa slag crust - kung hindi man ang pangalawa at kasunod na mga tahi ay magiging mababang kalidad dahil sa mga impurities.
Pinapagana ang kawad
Ang natupok na hinang na ito ay pareho sa komposisyon sa flx-cored wire, ngunit ang mga espesyal na additives ay naidagdag dito, na na-optimize ang mga parameter sa lugar ng weld pool at maiwasan ang pagkasira ng metal habang at pagkatapos ng hinang. Sa istruktura, ang naka-activate na wire ay may iba't ibang istraktura kaysa sa flx-cored wire. Ang porsyento ng mga additives ay makabuluhang mas mababa at hindi lalampas sa 6-8% ng kabuuang tumatakbo na timbang. Sa kasong ito, ang mga additives ay hindi ibinuhos sa mga lukab, ngunit naka-embed sa kawad na katawan sa anyo ng mga manipis na channel, at pinagsasama ng materyal ang mga pakinabang ng solidong kawad at wire na may flux-cored. Dahil sa maliit na proporsyon ng mga additives, ang hinang na may tulad na kawad ay maaari lamang isagawa sa isang inert gas na kapaligiran.
Ang mga additives ay madaling i-ionizable na mga compound ng light metal at mga sangkap na bumubuo ng slag na nagpapabuti sa sitwasyon sa katatagan ng mga gumaganang parameter ng weld pool. Dinagdagan nila ang katatagan ng arc.
Ang mga sumusunod na bentahe ng pinapagana na kawad ay maaaring formulate:
- Malawak na hanay ng mga katugmang kagamitan. Ang wire, hindi katulad ng flx-cored wire, ay nagbibigay-daan sa mga liko at hindi nangangailangan ng mga dalubhasang aparato sa pagpapakain.
- Mataas na kalidad ng tahi dahil sa mas mababang pag-igting sa ibabaw ng magkasanib na mga workpiece at mababang saturation ng hydrogen.
- Nabawasan ang kasalukuyang pagkonsumo sa pamamagitan ng pagprotekta sa lugar ng hinang mula sa labis na pagkawala ng init.
Welding wire
Ang pangunahing kawalan ng pinapagana na kawad ay ang pangangailangan na gumamit ng gas. Dagdagan nito ang pagiging kumplikado at gastos ng operasyon.
Teknolohiya
Sa pamamagitan ng isang semiautomatikong welding machine, maaari mong malaya na magwelding ng hindi kinakalawang na asero, mga di-ferrous na metal, bakal, aluminyo. Upang ikonekta ang mga blangko na hindi metal na metal, kailangan mong pumili ng tamang kawad para sa hinang. Halimbawa, ang isang pagkilos ng bagay na naglalaman ng magnesiyo, mangganeso at aluminyo ay maaaring magamit upang magwelding mga bahagi ng aluminyo. Ginagawang posible ng kawad na ito upang ikonekta ang manipis na metal o makapal na mga sheet
Para sa mga welder ng baguhan, mahalagang obserbahan ang lahat ng mga yugto ng paghahanda at teknolohiya ng proseso ng hinang


Magsuot ng proteksiyon na damit at isang welding helmet bago simulan ang hinang. Ang gawain ay maaaring isagawa sa kondisyon na walang mga nasusunog na bagay sa loob ng isang radius na 10 m. Ang mga hindi pinapahintulutang tao na walang proteksiyon na kagamitan ay hindi pinapayagan sa lugar na pinagtatrabahuhan.

Paghahanda
Ang paraan ng hinang na may isang semi-awtomatikong aparato na walang kagamitan sa gas ay naiiba mula sa karaniwang pamamaraan ng hinang na mayroon itong iba't ibang polarity: isang terminal na may isang tanda na "plus" ay nakakabit sa workpiece, habang ang isang "minus" ay konektado sa elektrod. Ang polarity na ito ay ipinaliwanag ng katotohanan na sa tulong nito posible na makamit ang pinakamataas na posibleng kondisyon ng temperatura, na kinakailangan para sa pagtunaw ng pulbos na pagkilos ng bagay.
Ang isa pang mahalagang yugto sa paghahanda na gawain ay isang masusing paunang paggamot ng mga ibabaw ng magkasanib na mga workpiece.


Upang i-set up ang semi-awtomatikong kagamitan sa hinang, kakailanganin mong gawin ang mga sumusunod:
- piliin ang tagapagpahiwatig ng kasalukuyang lakas na itinakda para sa trabaho, ayon sa kung gaano kakapal ang metal ay kailangang maiugnay;
- piliin ang pinakamainam na mode ng welding wire feed na bilis upang hindi ito mapinsala ng pag-igting sa panahon ng hinang;
- ilipat ang aparato sa direktang polarity ng kasalukuyang;
- i-scroll ang wire sa unahan, buksan ang flap sa funnel ng feed ng fluks, pindutin ang start button at buhayin ang elektrod;
- magsagawa ng isang pagsubok na hinang at, kung kinakailangan, iwasto ang mga parameter ng aparato.
Matapos makumpleto ang pag-aayos ng semiautomatikong aparato, ang wire ay malayang magpakain sa lugar ng hinang, at ang welding arc ay matatag, maaari mong simulan ang pagbuo ng seam ng pagkonekta.

Inirerekomenda ng mga may karanasan na eksperto ang pagtatakda ng mga roller ng presyon ng makina ayon sa kapal ng kawad. Kung natutugunan ang kondisyong ito, ang flux wire ay malayang makikilos sa pamamagitan ng pipeline nang walang panganib na makaalis sa feed channel o masira.

Proseso
Sa panahon ng pagpapatakbo ng semiautomatic welding machine nang walang paggamit ng lobo gas, ang pagkilos ng bagay ay lumilikha ng isang ulap ng gas na pang-protinga sa panahon ng pagkasunog. Ang nasabing mga singaw ay may posibilidad na tumaas paitaas, kaya't ang manghihinang ay dapat magbigay ng isang sistema ng maubos o magbigay ng mahusay na bentilasyon ng silid.
Matapos ang semiautomatikong welding machine ay dadalhin sa kahandaan sa pagpapatakbo, ang mga paggalaw ng elektrod ay dapat na isagawa kasama ang nabuo na tahi ng kumonekta. Kung ang mga makapal na sheet ng metal ay isasama, pagkatapos ang prosesong ito ay ginaganap sa maraming mga layer.Bukod dito, upang maiwasan ang hitsura ng mga bitak sa tahi, kailangan mong pakuluan ang unang layer sa isang mababang kasalukuyang kuryente. Ang isang seam ay nabuo sa pamamagitan ng pagpuno sa weld pool ng tinunaw na metal. Matapos ang lukab ng weld pool ay ganap na napunan, kinakailangan upang patayin ang wire feed, itigil ang welding machine at i-off ito mula sa network.
Upang ang gawain ay maaaring maisagawa nang maginhawa at mahusay hangga't maaari, inirerekumenda na simulan ang proseso ng hinang mula sa itaas na segment ng mga bahagi na sasali, unti-unting bumababa. Kapag nasunog ang pagkilos ng bagay, nabuo ang enerhiya ng init at, pagtaas, ginagawang posible na patuloy na mapanatili ang parehong antas ng temperatura na kinakailangan para sa pagtunaw ng metal. Inirerekumenda na ikiling ang hawakan ng may hawak ng elektrod nang bahagyang paitaas upang mapanatili ang isang pare-pareho na pagkatunaw ng metal at bumuo ng isang weld pool.
Ang sulo ng semi-awtomatikong welding machine ay dapat na mabilis at maayos na kumilos sa magkasanib na seam, habang sinusubukang pigilan ang hitsura ng paglubog ng tinunaw na metal. Para sa hangaring ito, ang wire ay dapat dumating sa nangungunang gilid ng welding pool.

Paano magluto gamit ang isang semiautomatikong aparato na walang gas, tingnan sa ibaba.