Mga uri ng propesyonal na kagamitan
Ang pinakasimpleng uri ng propesyonal na kagamitan kung saan ginaganap ang wire bending ay mga single-arm machine. Samantala, ang mga nasabing aparato ay maaari lamang gumawa ng mga produkto ng simpleng geometrical na hugis, ang haba ng walis na kung saan ay hindi hihigit sa 1000 mm.
Ang mga mas kumplikadong produkto na may haba ng walis na higit sa 1000 mm ay ginagawang posible upang lumikha ng kagamitan na doble-cantilever, kung saan ang workpiece ay deformed nang sabay-sabay mula sa parehong mga dulo. Ang makina na ito ay maaaring gumawa ng mga produkto na may maraming mga kumplikadong baluktot.
Pinapayagan ka ng pinaka sopistikadong mga produkto ng kawad na lumikha ng mga 3D machine kung aling ang baluktot ay maaaring maisagawa nang sabay-sabay sa tatlong sukat. Ang nasabing natatanging mga pag-andar ng mga machine ng kategoryang ito ay pinagkalooban ng isang umiinog na braso, ang lahat ng mga paggalaw ay kinokontrol ng isang elektronikong awtomatikong sistema. Sa kabila ng lahat ng mga pakinabang ng pagproseso sa naturang kagamitan, ito ay medyo mahal, kaya ang mga machine na ito ay ginagamit sa mga pambihirang kaso.
3 Kagamitan sa pagguhit ng wire at video ng gawain nito
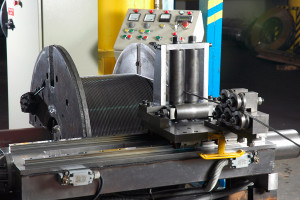
Ang lahat ng mga pagpapatakbo ng teknolohikal na pagguhit ay isinasagawa sa mga espesyal na galingan na nilagyan ng isang drag - "mata" kung saan hinuhugot ang kawad. Ang diameter ng huli ay palaging mas malaki kaysa sa diameter ng die. Nakasalalay sa disenyo ng mekanismo ng paghila, ang mga galingan na interes sa amin ay nahahati sa dalawang uri:
- mga yunit kung saan ang metal ay sugat sa isang drum;
- mga makina na may paggalaw ng metal sa isang tuwid na linya.
Ang ikalawang mga galingan ay dinisenyo para sa paggawa ng mga produkto na hindi kailangang tipunin sa mga coil (mga tubo, tungkod). Ngunit sa mga yunit ng drum ito ay tiyak na kawad at maliit na seksyon ng mga metal at tubo na tanso na ginawa. Bukod dito, ang mga naturang galingan na may drum ay may iba't ibang uri:
- maramihang (ilang pag-andar nang walang pag-slide, ang iba ay may slide);
- solong pagpasok;
- maramihang, gamit ang prinsipyo ng counter-tensioning ng mga workpiece.
Ang pinakasimpleng isang-beses na wire drawing machine ay nagsasangkot ng pagsasagawa ng isang teknolohikal na operasyon sa isang pass. Ngunit maraming mga mill ang gumagamit ng 2-3 pass, ang parehong pagguhit sa kanila ay isinasagawa sa isang tuluy-tuloy na pattern. Ang mga tindahan ng pagkakalibrate ng mga modernong malalaking negosyo, bilang panuntunan, ay may isa at kalahating hanggang dalawang dosenang mga yunit at galingan ng iba't ibang mga kakayahan para sa paggawa ng tanso at iba pang mga produktong wire.
Ang mga namatay para sa pagguhit ng kawad ng mga inilarawan na galingan ay karaniwang ginagawa ng teknolohiya ng cermet mula sa boron carbides, thermocorundum, molibdenum, titanium, microlite, tantalum, vanadium, tungsten. Ang mga haluang metal na ito ay nailalarawan sa pamamagitan ng mahusay na paglaban sa hadhad at nadagdagan ang tigas, pati na rin ang mababang tigas.
Ang mataas na pagiging maaasahan ng mamatay ay natiyak din ng katotohanan na inilalagay ito sa isang napakalakas at malapot na bakal na hawla, na hindi pinipiga ang mamatay, at binabawasan din ang mga pag-igting na stress sa oras ng pagguhit ng operasyon. Ito ay nagkakahalaga ng pagbanggit nang magkahiwalay na sa mga kaso kung saan ang manipis na wire rod ay gawa sa bakal (hanggang sa 0.2 millimeter), ang mga namatay ay gawa sa mga teknikal na brilyante.

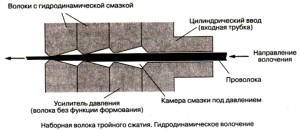
Kamakailan lamang, nagkaroon ng pagkahilig na gumamit ng prefabricated na dies namatay. Ginagawa nilang posible na gumawa ng kawad sa ilalim ng mga kondisyon ng mataas na alitan (hydrodynamic). Bukod dito, ang assemble die ay ginagarantiyahan ang pagbawas sa pagkonsumo ng elektrisidad na enerhiya para sa pagsasagawa ng mga teknolohikal na operasyon, habang pinapataas ang pagiging produktibo ng mga galing sa pagguhit ng 20-30 porsyento.
1 Pagguhit ng wire - ang kakanyahan at teknolohiya ng operasyon
Ang pagguhit ay nauunawaan bilang proseso, na binubuo sa ang katunayan na ang workpiece ay nakuha sa mga espesyal na kagamitan sa pamamagitan ng isang butas ng pag-tapering. Ang orihinal na workpiece ay maaaring tanso, bakal, aluminyo. Ang tool kung saan ginawa ang butas ay tinatawag na die, at ang butas mismo, sa pagsasaayos kung saan ang hugis ng profile na gagawin ay nakasalalay, ay tinatawag na die.
Ang diskarte sa pagguhit, sa paghahambing sa pagliligid, ay nagbibigay ng maraming beses na higit na kalinisan at kawastuhan ng ibabaw ng kawad, pati na rin ang iba't ibang mga profile, rods, tubo. Bilang karagdagan, ang iginuhit na metal ay nailalarawan sa pamamagitan ng isang pagbabago (para sa mas mahusay) sa mga mekanikal na parameter, na sanhi ng pagpapalakas (pag-aalis ng hardening ng trabaho) ng mga natapos na produkto. Ang pagguhit ay aktibong ginagamit sa paggawa ng mga hugis na tumpak na mga profile ng iba't ibang mga diameter ng mga tubo, wire na may isang seksyon ng cross mula 1-2 microns hanggang 10 (at kung minsan higit pa) millimeter.

Mahalagang tandaan ang katotohanan na ang modernong teknolohiya ng pagguhit ng wire ay ginagarantiyahan ang mahusay na pagganap ng kagamitan na ginamit para sa paggawa ng kawad. Gumagana ngayon ang namatay nang walang anumang pagkabigo sa napakalaking bilis ng operasyon (hanggang sa 60 metro bawat segundo) sa malaking halaga ng pagbawas ng pinagmulang materyal (halimbawa, tanso billet, bakal, at iba pa).
Kasama sa proseso ng pagguhit ang maraming mga yugto, na inilalarawan sa ibaba:
- ang pag-ukit ng feedstock sa isang solusyon ng sulpuriko acid na dinala sa isang temperatura ng halos 50 degree (kinakailangan ang operasyon upang madagdagan ang buhay ng matrix sa pamamagitan ng pag-aalis ng sukat mula sa mga workpiece);
- metal pagsusubo (paunang), ginanap upang madagdagan ang mga plastik na katangian ng metal at matiyak ang pinong-grained na istraktura;
- pag-neutralize ng agresibong solusyon sa pag-aatsara at paglilinis ng mga workpiece;
- ang paggamit ng martilyo o forging roll upang patalasin ang mga dulo ng orihinal na hilaw na materyales ng metal (aluminyo, tanso, mga billet na bakal);
- direkta ang proseso ng pagguhit;
- nagsasagawa ng pagsusubo.
Bilang karagdagan, ang natapos na kawad ay napailalim sa iba't ibang mga operasyon sa pagproseso (pagputol ng mga produkto sa mga seksyon na kinakailangan ng haba, straightening, pagtanggal ng mga dulo, atbp.).
Paano magtuwid nang walang isang makina?
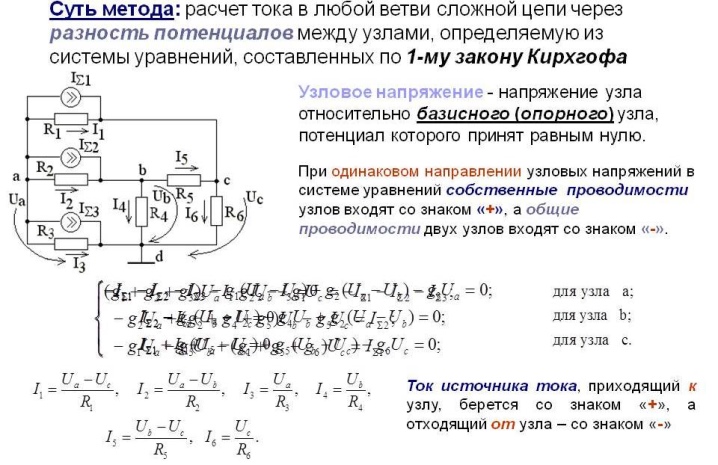
Sa bahay, ang kawad ay ituwid para sa saligan, proteksyon ng kidlat at ilang iba pang gawain. Malamang na sa pang-araw-araw na buhay maaari kang makahanap ng isang de-kalidad na roller machine na maaaring ihanay ang isang kawad na may isang cross-sectional diameter na higit sa 2 mm - ito ay mahal, at ang proseso mismo ay medyo masipag. Ang pagbili ng mga espesyal na kagamitan ay walang katuturan din kung ang pangangailangan na makapagpahinga ng bar ay isang isang beses na likas na katangian. Samakatuwid, upang maituwid ang metal wire mula sa isang coil o coil, maaari mong gamitin ang paraan ng boltahe ng nodal. Para sa hangaring ito, dapat isagawa ang isang tiyak na pagkakasunud-sunod ng mga aksyon.
Ang isang dulo ng bar ay matatag na naayos sa isang bagay na malaki, mabigat at solid. Halimbawa, nakabalot sila sa isang poste ng kuryente o isang malakas na puno, ang diameter ng puno ng kahoy na kung saan ay hindi bababa sa 25 cm.
Pagkatapos nito, ang kawad ay naka-unsound sa lupa sa pamamagitan ng kamay, lumalawak hangga't maaari habang ginagawa ito. Sa kabilang dulo ng kawad na nakabukas sa ganitong paraan, isang loop ay nabuo at naayos sa isang aparato na maaaring hilahin nang may labis na pagsisikap - iyon ay, ang aparatong ito ay dapat ilipat ang isang tiyak na distansya.


Upang ayusin ang nagresultang hugis ng rectilinear, ang kawad ay dapat na iwanang sa taut na estado na ito sa isang maikling panahon - mula 10 minuto hanggang kalahating oras.
Para sa naturang trabaho, maaari kang gumamit ng iba't ibang mga aparato - direkta itong nakasalalay sa mga parameter ng cross-section ng bar. Kaya, para sa isang produkto na may diameter na mas mababa sa 2 mm, magkakaroon ng higit sa sapat na scrap steel, pati na rin ang pinagsamang pisikal na pagsisikap ng isang pares ng mga malalakas na lalaki. At din sa kasong ito, maaari kang gumamit ng isang mechanical winch.Ngunit ang mga tungkod na may diameter na 5 mm at mas mataas ay mangangailangan ng higit na makabuluhang mga pagsisikap - para dito ginagamit nila ang lakas na lakas ng isang traktor, trak o isang hadlang ng isang pampasaherong kotse.

Inilapit namin ang iyong pansin sa katotohanan na ang pagtuwid ng isang kawad na may diameter na higit sa 5 mm, kung gawa sa haluang metal na bakal, kakailanganin hindi lamang ang pag-igting sa estado ng string, kundi pati na rin ng kasunod na pag-uunat. Dapat itong isagawa hanggang sa sumabog ang bar.
Karaniwan, ang isang pahinga ay nangyayari sa site ng pagkakabit sa isa sa mga dulo ng string - sa sandaling ito pinakamahusay na malayo mula sa nakaunat na kawad hangga't maaari.

Teknolohiya
Seksyon 33. Pag-aayos ng sheet metal at wire
Ang straightening ay ang pagpapatakbo ng pag-flat ng isang metal sheet o wire sa isang straightening plate sa pamamagitan ng pagpindot sa isang mallet (kahoy na martilyo) o isang malambot na di-ferrous na metal na martilyo, o paggamit ng isang bloke ng kahoy (fig. 122).
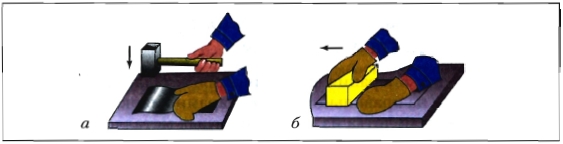
Bigas 122. Pag-edit ng isang sheet ng metal: a - na may isang mallet; b - isang kahoy na bloke
Ang sheet ay inilalagay sa kalan at hinawakan gamit ang kaliwang kamay sa isang mite, at sa kanang kamay ay nagwelga sila gamit ang martilyo o mallet.
Kung may mga lugar na matambok sa sheet, pagkatapos ay inilalagay ang mga ito ng isang umbok paitaas at pinindot ng martilyo mula sa gilid hanggang sa gitna ng umbok. Sa parehong oras, ang sheet ay nakabukas.
Manipis, malambot na mga sheet ay karaniwang itinuwid sa isang kahoy na mallet o ironed at pipi sa mga kahoy na bloke.
Ang isang malambot na manipis na kawad ay maaaring maituwid sa pamamagitan ng pag-uunat sa pagitan ng maraming mga kuko na hinihimok sa board o mga bar na naka-clamp sa isang bisyo, pati na rin sa paligid ng isang cylindrical mandrel (Larawan 123, a, 6, c).
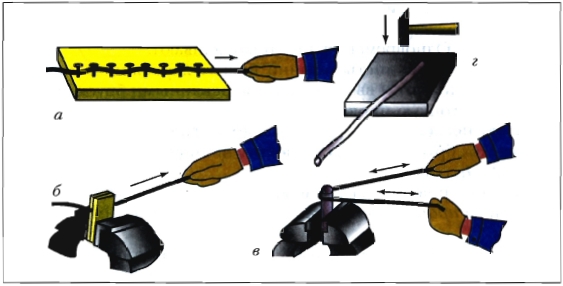
Bigas 123. Pagwawasto ng wire: a - sa pamamagitan ng paghila sa pagitan ng mga kuko na hinihimok sa pisara; b - lumalawak sa pagitan ng mga bar sa isang bisyo; c - sa pamamagitan ng paghila sa paligid ng silindro; d - na may martilyo sa isang patag (regular) na plato
Ang makapal na kawad ay naituwid sa pamamagitan ng pagpindot nito ng martilyo o mallet sa isang regular na plato (Larawan 123, d) o pagpisil sa mga pliers.
Ang kalidad ng straightening ay naka-check sa pamamagitan ng paglalapat ng gilid ng pinuno sa ibabaw ng sheet o wire, o sa tamang plate - ayon sa laki ng mga puwang S (puwang) (Larawan 124).
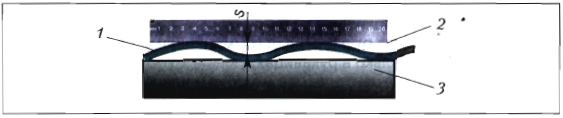
Bigas 124. Sinusuri ang kalidad ng straightening: 1 - sheet o wire; 2 - gilid ng pinuno; 3 - tamang plato; S - ang laki ng puwang (clearance)
Mga patakaran sa ligtas na trabaho
- Mag-ingat sa mga pagbawas ng kamay mula sa matalim na mga gilid ng mga sheet ng metal at wires.
- Protektahan ang iyong mga mata mula sa pinsala mula sa matalim na mga dulo ng kawad.
- Gumawa lamang ng guwantes.
- Protektahan ang iyong mga daliri mula sa pag-hit ng martilyo o mallet.
Praktikal na trabaho bilang 35
Pagtuwid ng sheet metal at wire
Utos ng trabaho
- Ihanda ang iyong lugar ng trabaho at mga tool para sa pagtuwid ng mga workpieces na gawa sa manipis na mga sheet ng metal at wires.
- Ituwid ang mga blangko ng metal sheet at wire.
- Suriin ang kalidad ng mga pag-edit.
Kontrolin ang mga katanungan
- Ano ang tinatawag na sheet at wire straightening? Ano ang mga metal na inayos mula sa mga workpiece?
- Anong mga tool at fixture ang ginagamit para sa pagbibihis?
- Maaari bang maituwid ang mga sheet sa pagitan ng mga rolyo?
- Ano ang teknolohiya para sa straightening manipis na malambot na sheet ng metal?
- Bakit tumatuwid ang kawad kapag hinila sa pagitan ng mga bar, kuko, o sa paligid ng isang mandrel?
Paano ihanay ang kawad sa iyong sariling mga kamay
Kung ang wire na pinagsama sa mga bay ay maaaring isaalang-alang na may kondisyon na patag, kung gayon upang ito ay maging tuwid, kailangan lamang nating alisin ang kurbada ng isang malaking radius. Ngunit kung paano ituwid ang kawad sa anyo ng mga nalulutong residu at hindi maayos na naimbak na basura? Kinakatawan nila hindi lamang ang mga pagliko, ngunit iba't ibang mga zigzag na matatagpuan sa iba't ibang direksyon mula sa axis. Sa kasong ito, ang pagtuwid ng kawad na may tamang diskarte sa estado ng isang perpektong tuwid na bar ay lubos na makakamit. Mayroong ilan sa mga pinaka-epektibong paraan upang ihanay ang kawad. Depende sa pagpipilian, magkakaroon sila ng bahagyang magkakaibang mga resulta sa mga tuntunin ng kalidad.
Kaya, mula sa simple hanggang sa kumplikado:
- Maaari mong alisin ang mga kink sa kawad sa pamamagitan ng pag-secure ng parehong mga dulo sa iyong mga kamay at magsimulang lumipat nang may pagsisikap sa pamamagitan ng isang tubo o doorknob.
-
Ang pagpapatuwid ng kawad ay naging mabuti kung ang mga ituwid na seksyon nito ay inilalagay sa isang patag na ibabaw ng workbench. Tinatakpan ito ng isang kahoy na bloke, simulang ilunsad ito dito upang malaya itong makagalaw habang ginagawa ito. Ilan lamang sa mga rolyo na ito ay nagbibigay ng magagandang resulta.
- Upang maituwid ang malambot na tanso na tanso, ayusin ito sa isang dulo sa taas. Mag-hang ng isang hindi masyadong mabibigat na pagkarga sa iba pa, tulad na hindi ito mapunit. Sa pamamagitan ng pag-ikot ng timbang pakanan at pabalik ng ilang mga rebolusyon sa paligid ng axis nito, maaaring makamit ang perpektong resulta.
- Ang wire ay ituwid sa isang katulad na pamamaraan. Kung ang isang dulo nito ay naayos sa isang bisyo, at ang isa pa ay naka-clamp sa chuck ng isang distornilyador o electric drill. Ang proseso ng straightening ay magaganap sa pamamagitan ng pag-ikot nang dahan-dahan habang hawak ang kawad sa ilalim ng malakas na pag-igting. Ang ilang mga liko ay magiging sapat para sa ganap na straightening.
- Gayundin, kakailanganin ng isang distornilyador o electric drill upang maituwid ang maliliit na piraso ng kawad hanggang sa 30 sentimetro. Upang magawa ito, sa isang kahoy na bloke gumawa kami ng isang butas na mamatay na may diameter na bahagyang mas malaki kaysa sa isang butas ng kawad at ipasa ito sa isang dulo ng bar. Inaayos namin ang dulo na ito sa chuck at nagsimulang paikutin nang dahan-dahan, hinila ang kawad sa butas.
- Upang ihanay ang isang kawad na hindi masyadong malaki ang lapad, maaari kang gumawa ng isang medyo simple at murang aparato gamit ang iyong sariling mga kamay.
Upang magawa ito, kailangan namin ng isang napakalaking kahoy na board na may sukat na 500 x 120 x 50 mm. Naghahatid kami ng 5-7 na mga kuko na may diameter na 3-5 mm papunta dito sa isang tuwid na linya na may isang indent sa pamamagitan ng diameter ng kawad. Ang distansya sa pagitan ng mga kuko nang direkta ay nakasalalay sa diameter ng kawad at ng pagkalastiko nito. Ang mas mataas na mga tagapagpahiwatig na ito, mas malaki ang mga puwang sa pagitan ng mga metal rod. Ang proseso ng pagtuwid ng kawad ay isasama sa simpleng paghila nito sa pagitan ng mga kuko kasama ang linya ng pagmamarka. Para sa kalinawan, makakatulong sa iyo ang isang eskematiko na larawan.
Kung alam mo ang iyong orihinal na paraan ng kung paano ihanay ang kawad gamit ang iyong sariling mga kamay, mangyaring ibahagi ito sa amin sa block ng komento.
Ang aming produksyon

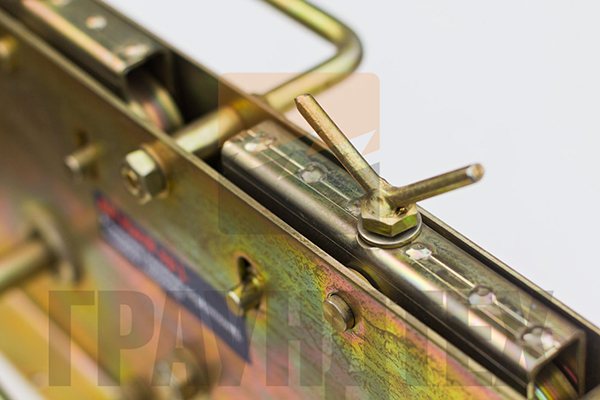
Ang isang aparato para sa pag-align ng steel wire na may diameter na 6-10 mm at isang strip ng 20x3 30-4 mm na may isang manu-manong drive. Naghahain para sa straightening galvanized steel wire na may diameter na 6-10 mm, pati na rin ang galvanized steel strip na may sukat na 20x3 mm, 30x4 mm. Ang mga bilog at patag na conductor ay ibinibigay sa mga coil ng 40-50 kg.

Upang maisakatuparan ang isang de-kalidad na pag-install ng isang air terminal na "mesh" na gawa sa bakal na wire sa isang patag na bubong, kinakailangan upang itabi ang kawad sa mga may hawak at ikonekta ang mga node gamit ang mga terminal. Ang kawad ay inilalagay sa mga cell na 6x6 m, 10x10, 12x12 m ang laki. Upang pantay na mailatag ang conductor ng "mesh", dapat itong ituwid mula sa baluktot na estado. Ang galvanized steel wire na 8 at 10 mm ay mahirap maituwid nang manu-mano, lalo na ang bakal na may diameter na 10 mm, at sa ituwid na estado ay magkakaroon ng mga iregularidad mula sa hindi pantay na pag-straight.
Para sa paglalagay ng mga conductor mula sa mga rod ng kidlat sa bubong, mga tsimenea at iba pang mga istraktura ng mga gusali at istraktura, pag-install ng mga conductor sa mga may hawak, kinakailangan na ilatag ito nang pantay-pantay hangga't maaari nang walang baluktot. Ang dahilan dito ay ang hitsura ng aesthetic, pati na rin ang mga iregularidad, bilang isang resulta kung saan, ang kawad ay maaaring maluwag mula sa mga may hawak o ang may hawak mismo ay maaaring mapinsala.

Para sa kadalian ng pag-install, nag-aalok ang aming kumpanya ng aparatong ito para sa straightening conductor mula sa siyam na roller, na magbibigay-daan sa iyo upang makatipid ng oras sa pag-install ng mga "lambat" ng proteksyon ng kidlat, pati na rin ang pag-mount down ng mga conductor sa lalong madaling panahon nang walang takot na maalis ang hindi pantay na mga seksyon ng kawad at hubarin.

Ang disenyo ng wire straightening machine ay nagbibigay-daan sa iyo upang mai-install ito sa taas na 0.5 m mula sa bubong o sahig sa anumang istraktura na gawa sa kahoy o metal, ayusin ang presyon ng mga roller sa conductor at makamit ang pantay ng kawad o bakal hubarin
Halimbawa:
- pag-install sa mga kahoy na palyet - 5 minuto;
- mga tornilyo sa kahoy - 2 minuto;
- pagtatakda ng mga roller ng presyon para sa konduktor mula 5 hanggang 15 minuto;
- pag-unwind ng isang karaniwang coil 115 m 5-7 minuto
- pagputol sa kinakailangang haba mula 5 hanggang 20 minuto

Sa kabuuan, sa average, hanggang sa 1 oras, maaari kang makapagpahinga at maghanda ng galvanized steel wire na may diameter na 8 mm para sa pag-install. Para sa isang gusali na may isang patag na bubong na may sukat na 50x20 m at taas na 10 m, maaaring kailanganin ng humigit-kumulang na 3 mga coil ng kawad, na nangangahulugang sa loob ng 3 oras maaari mong ihanda ang conductor para sa pagtula sa bubong at mga conductor, nang hindi gumagastos araw dito
Mga pamamaraan para sa baluktot na wire ng metal
Mayroong maraming pangunahing paraan upang bigyan ang isang metal wire ng kinakailangang hugis ng natapos na produkto, upang makilala ito: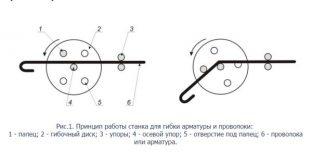
- manu-manong pamamaraan ng baluktot ng kawad gamit ang mga espesyal na tool at simpleng aparato. Ginagamit ito para sa kawad na may diameter na hanggang 3 mm sa paggawa ng mga simpleng produkto sa pantulong na produksyon o sambahayan. Bilang isang patakaran, hindi ito nangangailangan ng halos anumang pamumuhunan sa pananalapi at espesyal na kaalaman;
- manu-manong pamamaraan ng paggawa ng alahas mula sa kawad hanggang sa 2 mm ang lapad. Nangangailangan ng mga espesyal na tool at aparato, pati na rin ang ilang mga kaalaman at kasanayan para sa pagtatrabaho sa mga mahalagang riles;
- baluktot na kawad mula sa isang coil, batay sa isang espesyal na aparato na tinatawag na isang unwinder;
- baluktot ang isang kawad mula sa isang metal bar;
- baluktot sa pamamagitan ng wire rolling;
- baluktot ng isang metal wire sa pamamagitan ng pagtulak.
Mga machine ng baluktot na kawad
- Isang wire bending machine na direktang gumagawa ng mga bahagi mula sa likid. Ito ang pinaka-produktibo at matipid na pagpipilian para sa malawakang paggawa ng mga produktong wire. Nangyayari ito dahil sa ang katunayan na ang likid na may kawad ay naka-install sa isang espesyal na aparato - ang pag-iwas, kung saan ang metal na thread ay pumapasok sa tamang bloke. Doon ay nakalantad ito sa pagkilos ng isang mekanismo ng roller o eroplano, bilang isang resulta kung saan sa exit ay kumukuha ng form ng isang pantay at tuwid na tungkod. Pagkatapos nito, ang kawad ay pumapasok sa baluktot na bloke ng makina, kung saan, sa tulong ng mga aparatong mekanikal, binibigyan ito ng kinakailangang hugis ng natapos na produkto. Sa pagtatapos ng proseso, ang natapos na bahagi ay pinutol ng mga mechanical shears. Karaniwan, ang naturang wire bending machine ay maaaring makagawa ng isang uri ng tapos na produkto, na tinutukoy ng paunang naka-install na mga mechanical device at limitado ng pagmamanipula ng feeder. Samakatuwid, ang mga hugis ng mga produktong ginawa sa naturang mga machine ay hindi masyadong kumplikado sa pagsasaayos, dahil ang bilang ng mga baluktot na operasyon ay limitado sa lima.
- Ang isang wire bending machine para sa baluktot na kawad mula sa isang metal bar ay isang mas teknolohikal na advanced na pamamaraan, na may isang bilang ng mga kalamangan kumpara sa pagtatrabaho mula sa isang coil. Lalo na kinakailangan ito kapag ang natapos na produkto ay nangangailangan ng karagdagang pagproseso. Maaari itong i-tap o i-stamping, na magagawa lamang bago matapos ang produkto. Ang mga kawalan ng naturang makina ay ang pangangailangan nito para sa isang karagdagang kumplikadong mekanismo ng feed para sa mga workpiece at isang medyo mababang pangkalahatang produktibo.
- Ang wire bending machine ay pangunahing ginagamit upang makagawa ng iba't ibang mga bilog na hugis na bahagi at iba't ibang mga uri ng bilog na bukal. Halimbawa . Sa kasong ito, ang kawad ay napilipit kasama ang isang paunang natukoy na radius, na may isang baluktot na pin at lumiligid na mga roller. Dahil sa posisyon ng mga rolling roller na may kaugnayan sa gitnang baras, posible na itakda at kontrolin ang anggulong baluktot o spring pitch. Ang isang wire bending machine sa pamamagitan ng pagliligid, tulad ng iba pang katulad na mga mechanical device, ay may kakayahang makabuo lamang ng isang uri ng produkto bawat operasyon.Upang baguhin ang hanay ng mga produkto, kinakailangan ang kapalit ng mga baluktot na aparato at pag-commissioning.
- Wire bending machine para sa baluktot na wire ng metal sa pamamagitan ng pamamaraang itulak. Para sa ilang mga bahagi ng kawad, sa panahon ng kanilang paggawa, kinakailangan na bigyan sila ng mga kumplikadong hugis ng ilang mga geometric na hugis, tulad ng variable radii, irregular arcs, isang spiral na hitsura, at mga katulad nito. Hindi masyadong mahusay na gawin ito sa pamamagitan ng pagpapatakbo nito, at kung minsan imposible kahit na teknolohikal. Samakatuwid, ang tanging posibleng paraan ay ang paggamit ng paraan ng pagtulak ng wire. Ang prinsipyo ng pagpapatakbo ay binubuo sa paggalaw ng translational ng metal wire sa pamamagitan ng isang three-roll roll-forming unit o isang espesyal na spring-coiling device, kung saan, dahil sa posisyon ng mga rolling roll, ang tapos na produkto ay may hugis. Bilang isang resulta, maaari kang makakuha ng anumang naibigay na kurbada o isang maayos na pagbabago sa laki ng radius. Ang pangunahing pagkakaiba sa pagitan ng running-in at iba pang mga pamamaraan ng baluktot ay isang mas kumplikadong pag-aayos ng kagamitan na nangangailangan ng espesyal na kaalaman sa panahon ng pagsasaayos at pagpapanatili.
- Ang mga straightening machine ay ginagamit bilang isang karagdagang aparato sa mga teknolohikal na linya para sa paggawa ng iba't ibang mga metal wire meshes para sa straightening at paghuhubog ng wire. Dalawang teknolohiya ang ginagamit dito: ang umiikot na straightening na may isang frame at straightening na may dalawang-eroplanong straightening block. Ang bloke ng dalawang eroplano ay hindi magmaneho nang perpekto, ngunit hindi paikutin ang kawad nang sabay. Ngunit ang umiikot na regular na frame ay may isang mas kumplikadong disenyo, ngunit mas gusto pa rin ito ng maraming tagagawa ng tool ng machine sa klasikong regular na disenyo ng block.
2 Ang ilang mahahalagang tampok ng pamamaraan
Ang teknolohiya ng pagguhit, ayon sa mga eksperto, ay may isang makabuluhang sagabal lamang. Binubuo ito sa isang maliit na index ng pagpapapangit ng kawad. Ito ay dahil sa ang katunayan na ang antas ng pagpapapangit ay limitado ng lakas ng papalabas na dulo ng workpiece, kung saan inilapat ang kaukulang puwersa ng pagpapapangit.
Ang panimulang materyal para sa inilarawan na teknolohikal na proseso ay patuloy na itinapon, pinindot at pinagsama ang mga blangko mula sa mga di-ferrous na riles, naka-alloy at carbon steels. Tinitiyak ang de-kalidad na pagguhit kapag ang paunang hilaw na materyal ay may isang tiyak na microstructure (halimbawa, sorbitol, kung pinag-uusapan natin ang tungkol sa wire rod na gawa sa materyal na bakal).

Dati, ang wire na bakal ay karaniwang nai-patent. Ang operasyon na ito ay nagsasangkot muna ng pag-init ng metal sa austenitizing na temperatura, at pagkatapos ay inilantad ito sa isang asin o natutunaw na tingga (ang pagkakalantad na ito ay isinasagawa sa temperatura na halos 500 degree Celsius).

Ang teknolohiya ng paggawa ng mga produktong bakal at tanso ngayon ay hindi nagpapahiwatig ng pagpapatupad ng gayong mga kumplikadong pagkilos. Ang nais na istraktura ay garantisadong makuha kapag umaalis sa mga kagamitan sa pagulong. Kung nanonood ka ng isang video kung paano gumana ang isang modernong mataas na bilis na tuluy-tuloy na wire drawing machine, maaari mong makita na ito ay nilagyan ng isang komplikadong pinagsamang (air plus water) paglamig ng mga produkto. Ang sistemang ito ang ginagawang posible upang makuha ang kinakailangang microstructure ng wire rod.
Mga pamamaraang pang-industriya
Sa produksyon, para sa straightening halos lahat ng mga uri ng metal wire, ginamit ang dalubhasang dalubhasang mga cutting machine. Ang proseso ay batay sa dalawang pangunahing pamamaraan - ito ay:
- pagtuwid sa pamamagitan ng pagulong sa pamamagitan ng isang sistema ng 5-6 na pares ng mga roller, na nakaayos nang sunud-sunod sa iba't ibang mga eroplano upang ang bawat kasunod na pares ay patayo sa katabing isa;
- straightening sa pamamagitan ng pagguhit sa pamamagitan ng maraming mga espesyal na ginawa dies.
Bilang isang patakaran, ang mga naturang makina ay kinakailangang may isang espesyal na aparato para sa awtomatikong pag-alis ng kawad mula sa mga coil o spools.
Upang gumana sa nababanat na mga wire at nakaayos na mga tansong bakal, ang teknolohiya ng produksyon ay nagbibigay para sa pagpainit at pag-temper sa istraktura ng bakal ng mga workpiece gamit ang mga gas burner o high-frequency inductive heaters.
Paano gumagana ang isang pang-industriya na straightening-cutting machine na makikitang sa video:
Kapaki-pakinabang na video
Manood ng isang video kung saan ipinapakita ng isang tao kung paano magtipon ng isang simpleng nagpapatibay na istrakturang bender para sa mga baluktot na bar at isang parisukat:
Sa pangalawang video, isang pangkalahatang ideya ng mekanismo para sa baluktot na kawad at mga curling hook:
Konklusyon
Ang ginagamit para sa baluktot na kawad ay inilarawan nang detalyado sa artikulo. Upang gumana sa materyal na ito, maaari mong gamitin ang parehong mga simpleng tool at kumplikadong mga pag-install na nagbibigay-daan sa iyo upang maisagawa ang isang malaking bilang ng mga operasyon bawat minuto.
Sa isang limitadong badyet, maaari kang gumawa ng iyong sariling mechanical device na hindi mas mababa sa kalidad sa mga produktong pabrika.
Mga baluktot na machine para sa alok ng rebar, wire, sheet metal at mga tubo. Sa aming site, hindi lamang ang mga teknikal na pagtutukoy ang ipinakita, kundi pati na rin ang mga video ng mga bending machine at larawan ng mga natapos na produkto, na magpapahintulot sa iyo na mas maunawaan ang proseso ng produksyon. Kung hindi mo natagpuan ang kagamitan na kailangan mo sa site, ipadala ang panteknikal na detalye sa mail, pipiliin namin ang makina para sa iyong mga gawain.
Paano ihanay ang kawad nang walang isang makina

Samakatuwid, upang maiayos ang metal wire mula sa likid, sulit na gamitin ang pinakakaraniwang pamamaraan ng pag-uunat ng puwersa, para dito kinakailangan na gabayan ng sumusunod na pagkakasunud-sunod:
- Una, ang isang dulo ng kawad ay dapat na mahigpit na maayos sa isang bagay na napakalaking at solid. Upang magawa ito, maaari mong balutin ang dulo nito sa paligid ng base ng isang suportang linya ng kuryente o isang matibay na puno na may diameter ng puno ng kahoy na hindi bababa sa 25 sentimetro.
- Dagdag dito, manu-mano kaming nag-aalis ng baybayin sa lupa at, kung maaari, iunat ito hangga't maaari.
- Sa pangalawang dulo ng hindi nakabukas na kawad, gumawa kami ng isang loop at ayusin ito sa isang aparato na may kakayahang hilahin ito nang may pagsisikap, iyon ay, paglipat ng isang tiyak na distansya.
- Ang aktwal na proseso ng straightening ay binubuo sa dahan-dahan na pag-uunat ng metal wire na may labis na pagsisikap hanggang sa maging isang perpektong hugis na string. Upang ayusin ang hugis ng rectilinear, maaari mo itong iwan sa estadong ito sa loob ng maikling panahon, mga 5 hanggang 30 minuto.
Ang isang sapat na malawak na hanay ng mga aparato ay maaaring magamit bilang isang aparato na nakaka-igting, depende sa laki ng diameter ng metal wire. Kaya, para sa isang kawad na 2-3 mm ang lapad, ang bakal na scrap ay maaaring sapat sa pagsisikap ng dalawang malakas na kalalakihan o paggamit ng isang manu-manong winch ng makina. Ngunit ang pagtuwid ng kawad para sa isang diameter na 5 mm at higit pa ay mangangailangan ng labis na makabuluhang pagsisikap at para dito kakailanganin mong gamitin ang alinman sa sagabal ng isang personal na kotse, o ang lakas na lakas ng isang traktor o trak.