Pag-init ng kongkreto na may mga electrode: diagram ng koneksyon
Dapat itong maunawaan na ang pamamaraan ng pagkonekta ng pagpainit ng kuryente ay magkakaiba depende sa napiling uri ng elektrod. Kapag nagtatrabaho sa mga plate ng electrodes, ang isang bahagi ay pinakain sa unang elektrod, at ang pangalawa sa isang matatagpuan sa kabaligtaran. Bilang isang resulta, mayroon kaming dalawang mga electrode na parallel sa bawat isa, bawat isa ay may phase. Sa kaso ng pampalakas ng bar, ang una at huling mga electrode sa hilera ay konektado sa isang yugto. Ang natitira ay gumagana mula sa ika-2 at ika-3 na yugto.
Nais kong tandaan na hindi mo dapat pabayaan ang pag-install ng mga transformer. Sa ilang mga kaso hindi sila kinakailangan, ngunit sa karamihan ng mga sitwasyon makatuwiran na i-install ang mga ito. Kaya, ang temperatura ng kongkreto na pag-init ay magiging pinakamainam, iyon ay, hindi masyadong mataas, kung hindi man ay maaaring lumitaw ang isang hindi kanais-nais na epekto tulad ng sobrang pag-dry. Para sa simpleng kadahilanang ito, makatuwiran upang dalhin ang lahat ng mga electrode sa pamamagitan ng isang step-down transpormer.
Mga mapaghahambing na katangian ng bago at nakaraang modelo ng mga thermomats
|
PREVIOUS MODEL |
BAGONG MODELO |
|
|---|---|---|
|
ANG KONSTRUKSYON NG THERMOMAT |
Ang elemento ng pag-init ay malayang nakaposisyon sa pagitan ng awning at ng insulator ng init. Sa walang ingat na paggamit, humantong ito sa pagbasag at pagkabigo ng thermomat. |
Ang paglaban ng pagsusuot at lakas ng thermomat ay nadagdagan. Ang mga segment ng monolithic ay nagbubukod ng warpage ng layer ng pag-init. Ang resistive sa loob ay hindi masisira. Ang mga pampainit ay naging vandal na lumalaban sa pinsala. |
|
THERMAL INSULATION |
Ginamit ang materyal na pagkakabukod na may mas masahol na mga katangian ng thermal kaysa sa mga modernong insulator ng init. |
Nabawasan ang pagkawala ng init ng 25%. Ang materyal na pagkakabukod na may pinahusay na mga katangian ng pagkakabukod ng thermal ay ginagamit. |
|
KONVENIENSYA NG PAGGAMIT |
Kung maling nakatiklop, ang mga thermomats ay maaaring kunot, kunot. Na humantong sa pagkasira ng contact ng heater. |
Ang mga segment ng thermomat ay hindi masira. Pinapayagan ng bagong disenyo ang mga thermomat na nakatiklop sa anumang maginhawang paraan, at hindi lamang "akordyon", tulad ng dati na kinakailangan. |
|
PAGLABAN NG TUBIG |
Dahil sa pagkakaroon ng mga puwang ng hangin, na may kaunting pinsala sa shell, ang tubig ay nakuha sa loob ng pampainit. |
Ang paglaban ng tubig ng mga thermomats ay nadagdagan. Dahil sa pagiging solid at higpit ng bagong istraktura, walang mga walang bisa sa pagitan ng awning at ng layer ng pag-init. Ang tubig ay hindi tumagos sa loob ng pampainit. |
|
THERMAL RESISTANCE |
Ang isang pelikula na may hindi matatag na linear dependency ay ginamit. Kapag nag-init ng sobra, ang elemento ng pag-init ay umiwas. Humantong ito sa pagkabigo ng mga thermomats. |
Nadagdagang paglaban sa init. Ang pelikula para sa paggawa ng elemento ng resistive ay paunang natatag. Ang resistive element ay hindi lumiliit hanggang sa 1800C. |
|
EPEKTO NG PANSARILING PAG-REGULAY |
Hindi matatag ang pagganap ng thermal na may maliit na negatibong epekto sa pagsasaayos ng sarili. Sa pagtaas ng temperatura, nadagdagan ng pampainit ang lakas nito at naganap ang sobrang pag-init. |
Ang isang positibong epekto sa pagsasaayos ng sarili ay nakamit. Kapag may panganib na labis na pag-init, binabawasan ng pampainit ang lakas. Ang sobrang pag-init ay hindi nangyari. Ang buhay ng serbisyo ng aparato na thermoelectric ay nadagdagan. |








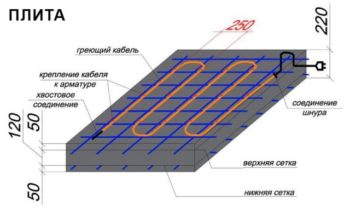
Pag-init sa isang espesyal na formwork
Ang mga espesyal na formworks ay mga thermoactive na istraktura, sa katawan kung saan naka-mount ang mga elemento ng pag-init. Para sa mga kadahilanang pangkaligtasan, ang mga elemento ng pag-init ay maaasahang nakahiwalay mula sa formwork na katawan. Ang formwork ay binuo mula sa mga indibidwal na panel, na ang bawat isa ay indibidwal na minarkahan. Ang mga kalasag ay naiiba sa mga de-koryenteng parameter (lakas, kasalukuyang at boltahe). Ang mga teknikal na katangian ng switchboard ay ipinahiwatig sa rating plate nito.
Upang mapanatili ang init, ang formwork ay paunang natatakpan ng slag o glass wool insulation.
Upang maiwasan ang pagkakabukod mula sa kahalumigmigan at pinsala sa makina, ang board ay nakumpleto sa isang takip ng playwud.
Ang formwork sa concreting facility ay pinagsama sa isang solong bloke mula sa magkakahiwalay na mga panel. Ang maliliit na kalasag ay pinagsama-sama ng kamay. Para sa pagpainit ng mga malalaking lugar, ginagamit ang mga pinalaki na panel, na kung saan ay binuo sa mga bloke ng mga nakakataas na mekanismo.
Upang ikonekta ang binuo formwork sa elektrikal na network, ginagamit ang mga espesyal na yunit ng kontrol. Binubuo ang mga ito ng mga step-down na transformer, isang sistema ng supply ng kuryente at isang control panel. Bilang karagdagan, ang pasilidad ay nagbibigay ng mga lugar para sa tungkulin elektrisista o operator.
Kung ang temperatura sa labas ng hangin ay mas mababa sa + 5 ° C, kung gayon ang pampalakas at naunang ibinuhos na kongkreto ay dapat na preheated bago ilagay ang kongkreto. Para sa mga ito, ang ibabaw ng concreting ay unang natatakpan ng isang scrappy kongkreto na materyal sa taglamig (tarpaulin, pelikula o greenhouse) at ang formwork ay nakabukas sa isang maikling panahon.
Mga kalamangan ng espesyal na formwork:
- pagiging simple ng disenyo at ang kakayahang mabilis na matanggal ang mga malfunction at palitan ang mga nasirang elemento ng pag-init;
- kagalingan sa maraming kaalaman, na nagbibigay-daan sa iyo upang magamit ang formwork sa iba't ibang mga bagay hangga't gusto mo, nang walang mga paghihigpit;
- kadalian ng paggamit;
- ay nagbibigay-daan sa iyo upang gumana sa kongkreto sa temperatura hanggang sa -25 ° C;
dahil sa tuluy-tuloy na pagkakakonkreto, ang panahon ng pagtatayo ay nabawasan; - ang kakayahang mapanatili ang oras ng isang naibigay na proseso ng teknolohikal, na tinitiyak ang pinakamainam na point ng pagbuhos ng kongkreto. Nakamit ito sa pamamagitan ng kontrol ng malalim na temperatura.
Kasama sa mga kawalan ay ang mataas na gastos ng istraktura at ang kahirapan sa mga lugar ng pag-init na may isang kumplikadong pagsasaayos.
Mga pagkakaiba-iba ng mga electrolyte para sa pagpainit ng kongkreto
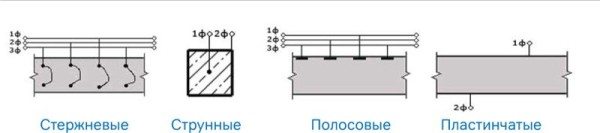
Nakasalalay sa uri at geometry ng istraktura, iba't ibang mga electrode ang ginagamit upang maiinit ang kongkreto. Para sa bawat isa sa kanila, ang sariling diagram ng koneksyon ay binuo:
- Mga kuwerdas
- Pamalo.
- Lamellar.
- May guhit

Diagram ng koneksyon sa elektrod
Mga kuwerdas Ang mga ito ay gawa sa pampalakas na may haba na 2-3 m at isang diameter na 10-15 mm. Ginamit para sa mga haligi at iba pang mga katulad na patayong istraktura. Kumonekta sa iba't ibang mga phase. Ang isang nagpapatibay na elemento ay maaaring magamit bilang isa sa mga electrode.

Pamalo. Ang mga ito ay mga piraso ng pampalakas na may kapal na 6-12 mm. Matatagpuan ang mga ito sa solusyon sa mga hilera na may isang kinakalkula na hakbang. Ang una at huling elektrod sa isang hilera ay konektado sa isang yugto, ang iba pa sa ika-2 at ika-3. Ginagamit ang mga ito para sa isang balangkas ng anumang kumplikadong geometry.

Rod electrodes para sa kongkreto
Lamellar. Nasuspinde sila sa kabaligtaran na mga gilid ng formwork nang hindi inilibing sa mortar at nakakonekta sa iba't ibang mga phase. Lumilikha ang mga electrode ng isang electric field na nagpapainit ng kongkreto.











Pag-aayos ng mga electrodes ng plate
May guhit Ginagawa ang mga ito sa anyo ng mga metal strips na 20-50 mm ang lapad. Ang mga ito ay inilalagay sa ibabaw ng solusyon sa isang gilid ng istraktura at konektado sa iba't ibang mga phase. Ginamit para sa mga slab ng sahig at iba pang mga elemento sa pahalang na eroplano.
Pinainit na formwork
Ang elektrisidad na pag-init ng kongkreto sa taglamig ay maaaring isagawa kaagad sa formwork. Ito ay isa sa mga mas bagong pamamaraan na napakabisa. Ang mga elemento ng pag-init ay naka-install sa mga formwork panel. Sa kaso ng kabiguan ng isa o higit pa sa mga ito, ang mga sira na kagamitan ay nawasak. Pinalitan ito ng bago.

Ang pagbibigay ng infrared heaters nang direkta sa form kung saan ang kongkreto ay nagpapatatag ay naging isa sa mga matagumpay na desisyon na kinuha ng mga tagapamahala ng mga kumpanya ng konstruksyon. Ang sistemang ito ay nakapagbibigay ng kinakailangang mga kundisyon para sa isang kongkretong produkto sa formwork, kahit na sa temperatura na -25 ºº.
Bilang karagdagan sa mataas na kahusayan, ang ipinakita na mga sistema ay may isang mataas na rate ng kahusayan. Ito ay tumatagal ng napakakaunting oras upang maghanda para sa pagpainit
Napakahalaga nito sa matinding mga kondisyon ng hamog na nagyelo.Ang kakayahang kumita ng formwork ng pag-init ay mas mataas kaysa sa maginoo na mga wired system
Maaari silang magamit ng maraming beses.
Gayunpaman, ang gastos ng ipinakita na uri ng pagpainit sa kuryente ay medyo mataas. Ito ay itinuturing na hindi kapaki-pakinabang kung kailangan mong magpainit ng isang gusali ng mga hindi karaniwang sukat.
Mga kondisyon ng pagbuhos ng kongkreto sa taglamig
- Ang transportasyon kung saan dinala ang solusyon ay dapat na insulated upang maiwasan ang pagkawala ng init. Iyon ay, dapat itong sarado.
- Ang kongkretong ilalagay at ang formwork ay dapat na maiinit, ang mortar ay inilatag at agad na siksik.
- Ang snow ay hindi dapat mahulog sa pampalakas at formwork na ilalagay. Upang maiinit ang formwork at mortar, huwag gumamit ng mainit na tubig.
- Huwag ibuhos sa nakapirming lupa o istraktura.
- Ang mga unang araw ang temperatura ng solusyon ay dapat na hindi bababa sa +10 degree, ang lahat ng mga silid na katabi ng gusali ay dapat na maiinit.
Sa isang mababang temperatura, ang solidification ng solusyon ay hihinto, bilang isang resulta, ang pangunahing istraktura ng istraktura ay nabalisa, na sa dakong huli ay hindi maibabalik. Matapos makumpleto ang kongkreto, ang istraktura ay natatakpan ng pagkakabukod, kung hindi man ay walang punto sa pag-init ng solusyon. Karaniwan, sa tulong ng mga electrode, ang mga layer ng hitsura ay pinainit upang walang pagkawala ng init na maganap. Bago simulan ang pangunahing gawain, kinakailangan upang gumawa ng tumpak na mga kalkulasyon at bumili ng mga kinakailangang materyal. Salamat sa pamamaraang ito, posible na maiinit ang mga istraktura ng iba't ibang mga kapal at pagsasaayos, ngunit ang pamamaraang ito ay hindi epektibo para sa pagtatayo ng mga slab. Ang uri ng mga electrode ay pinili depende sa mga kondisyon ng panahon at kalidad ng materyal na ginamit. Maaaring gamitin ang mga strip electrode upang maiinit ang mga slab ng sahig, at iba pang mga pahalang na elemento, pati na rin ang kongkreto na hinahawakan ang nagyeyelong lupa. Ginagamit ang mga rod electrode upang magpainit ng mga haligi, poste at iba pang mga kumplikadong istraktura. Ginagamit ang mga string electrode upang maiinit ang mga haligi, kung ang istraktura ay naglalaman ng mga sangkap ng metal, kung gayon ang pagkonsumo ng elektrisidad na enerhiya ay magiging mas mataas. Kapag ang kongkreto ay pinainit ng pamamaraang electrode, ang istraktura ay dapat na sakop, kung hindi man ay magkakaroon ng isang makabuluhang pagkawala ng init, at isang malaking pagkonsumo ng elektrisidad na enerhiya, ang nais na resulta ay hindi makakamit. Ang tamang koneksyon at supply ng boltahe ay nakasalalay din sa uri ng ginamit na mga electrode. Kung ang gawain ay nagawa nang tama, ang solusyon ay mabilis na tumitigas, nagbibigay ng kaunting pag-urong, ay hindi gumuho dahil sa frozen na tubig na bahagi ng pinaghalong. Kung mahirap gawin ang trabaho nang mag-isa, kailangan mong gumamit ng tulong sa mga dalubhasa.
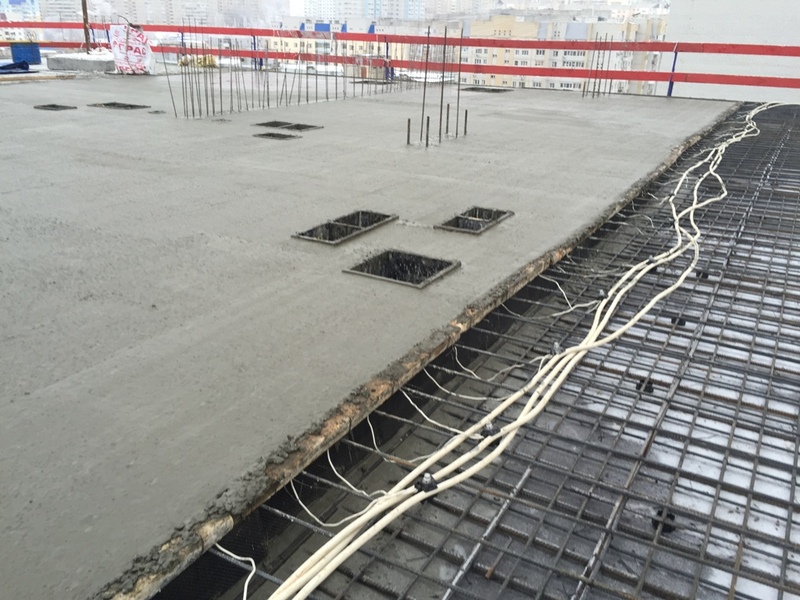
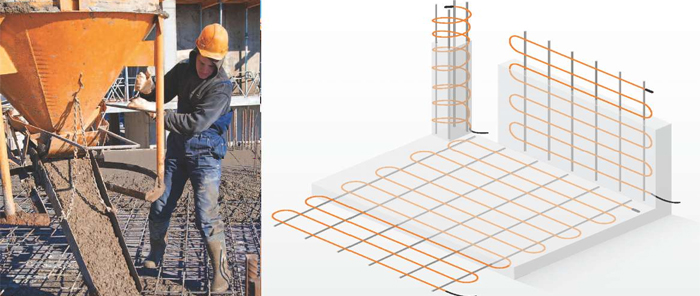
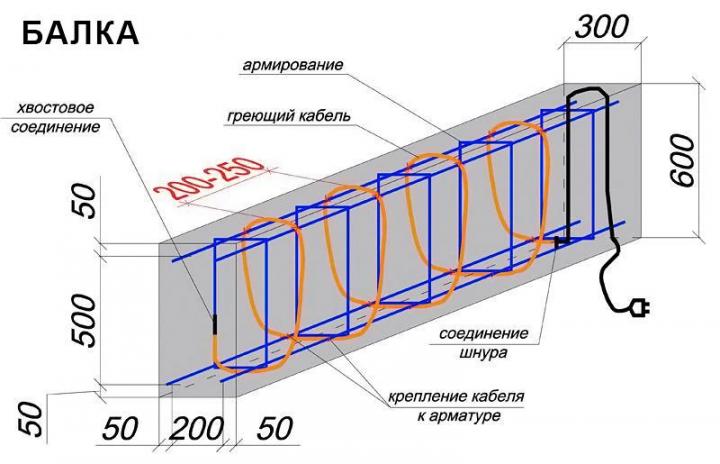
Pag-install ng sectional heating cable
Dahil ang mga naturang pampainit para sa kongkreto ay hindi ibinibigay sa mga coil, ngunit sa mga handa nang seksyon, ang isyu ng pruning ay tinanggal. Ang kailangan lamang upang tipunin ang pag-install para sa winter concreting ay upang makalkula ang kapasidad ng segment batay sa kung gaano karaming mga cube ng kongkreto ang nasa istraktura, at pagkatapos ay piliin ang cable ng naaangkop na haba.
Magsimula tayo sa isang mabilis na gabay sa pagkalkula at maliit na mga alituntunin sa pag-install:
Ang mga tagubilin para sa teknolohiya ng kongkreto ng TMT ay nagpapahiwatig na ang pag-init ng isang metro kubiko ng pinaghalong ay nangangailangan ng 500 hanggang 1500 W (depende sa temperatura ng hangin). Ang pagkonsumo ng enerhiya ay maaaring mabawasan nang malaki sa pamamagitan ng paglalapat ng ilang simpleng mga diskarte:
- Gumamit ng mga espesyal na additives para sa halo upang maibaba ang nagyeyelong solusyon ng solusyon.
- Insulate ang formwork.
- Kung ang isang sinag o sahig ay ibinubuhos, ang cable ng pag-init ay kinakalkula mula sa 4 na tumatakbo na metro bawat 1 m2 ng ibabaw na lugar. Kapag nagtatayo ng mga volumetric na elemento, tulad ng kongkretong I-beams, ang pagpainit ng kuryente ay inilalagay sa mga tier, na may distansya sa pagitan ng mga ito na hindi hihigit sa 40.0 cm.
- Pinapayagan ka ng proteksyon ng cable na itali ito sa armature.
- Ang distansya mula sa ibabaw ng istraktura sa electric heater na naka-install sa loob ay dapat na hindi bababa sa 20.0 cm.
- Upang ang kongkretong timpla ay magpainit nang pantay, ang mga heater ay dapat ilagay sa parehong distansya.
- Dapat mayroong hindi bababa sa 40.0 mm sa pagitan ng iba't ibang mga contour.
- Ipinagbabawal ang pagtawid sa mga conductor ng pag-init.
Mga tampok ng diskarte
Pangkalahatang pamamaraan ng trabaho
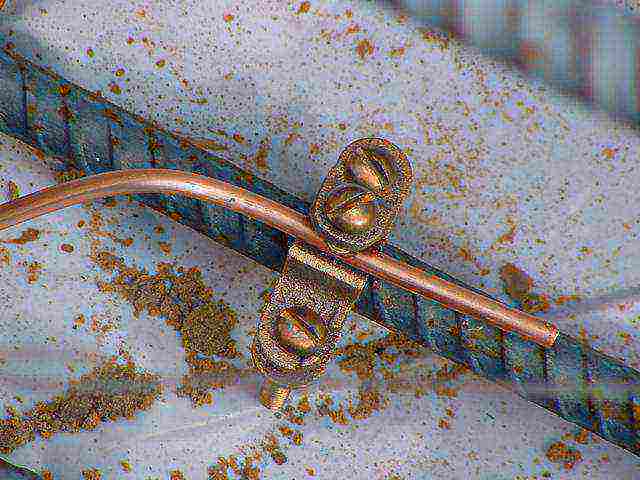
Ang mismong pamamaraan ng pag-init ng kongkretong masa gamit ang mga electrode ay medyo simple.
Ito ay ipinatupad alinsunod sa sumusunod na algorithm:
- Ang mga kondaktibong elemento na konektado sa suplay ng kuryente ay naka-mount sa loob ng formwork. Ang pagsasaayos ng pagkakalagay at uri ng mga electrode ay pinili nang magkahiwalay, depende sa mga tampok sa disenyo.
- Matapos mailagay ang mga electrode, ibubuhos ang mortar sa formwork. Ang pagiging nasa isang likidong estado, ito ay nagiging isa sa mga elemento ng de-koryenteng circuit, na kung saan ay mahusay na nagsasagawa ng kasalukuyang.
- Ang isang boltahe ay inilalapat sa mga electrode, dahil kung saan ang isang electric field ay nilikha sa kongkretong katawan. Unti-unting binibigyan nito ang lakas nito sa nakapalibot na sangkap, na pinainit.
- Sa pamamagitan ng pagbabago ng mga parameter ng kasalukuyang (lakas, boltahe), maaari mong ayusin ang antas ng pag-init gamit ang iyong sariling mga kamay.

Larawan ng mga nakakonektang electrode
Bilang isang resulta, ang pinakamainam na temperatura ay pinananatili sa semento habang ang semento ay nakakakuha ng lakas. Ang nasabing pagproseso ay sapat upang matiyak ang isang homogenous na istraktura ng pinatibay na materyal. Ang pagputol ng reinforced concrete na may mga gulong ng brilyante ay nagpapatunay nito - sa mga sample ng pagsubok, ang mga walang bisa at maluwag na lugar ay praktikal na hindi matatagpuan.
Ang oras ng pag-init ay nakasalalay sa maraming mga kadahilanan, bukod sa kung saan ang pinakamahalaga ay ang dami ng istraktura na maikokreto at ang temperatura sa labas. Sa ilang mga kaso, tumatagal ng hanggang 4-5 na linggo upang mapainit ang solusyon, ibig sabihin hanggang sa isang buong hanay ng lakas. Gayunpaman, mas madalas kaysa sa hindi, ang karagdagang init ay kinakailangan lamang sa mga paunang yugto.
Mga uri ng electrodes
Mga uri ng electrodes
Upang maipatupad ang pamamaraang ito, ginagamit ang mga kasalukuyang elemento ng pagdala ng iba't ibang mga pagsasaayos. Maaari mong pag-aralan ang kanilang mga tampok sa disenyo sa pamamagitan ng pag-aaral ng talahanayan na ibinigay dito:
| Uri ng elektrod | Katangian |
| Lamellar | Mayroon itong hugis ng isang pinahabang plato, madalas na gawa sa parehong metal tulad ng pampalakas mismo. Ito ay naka-mount sa formwork mula sa loob nang hindi lumalalim sa kapal ng mortar. |
| Guhit | Ito ay isang strip ng metal na may lapad na 40 hanggang 50 cm. Ang mga pares ng mga strip electrode ay inilalagay kasama ang mga gilid ng site upang ang kasalukuyang pumasa sa pagitan nila. |
| String | Ginagamit ito sa paggawa ng mga istraktura na pinahaba ang haba (mga haligi, haligi, piles ng puhunan, atbp.). Ang string ay inilalagay sa gitna ng formwork, at isang conductive strip ay naka-install sa kahabaan ng paligid. |
| pamalo | Ito ay isang scrap ng pampalakas na may kapal na 5 hanggang 12 mm. Ito ay naka-install nang paisa-isa o sa mga pangkat na may hakbang na hanggang 50 cm, habang lumulubog ito sa solusyon halos sa buong haba nito. Ang matinding mga elemento ay naka-mount sa isang paraan upang maibukod ang pakikipag-ugnay sa formwork. Ang mga rod-type electrode ay ginagamit para sa mga istraktura ng pag-init ng mga kumplikadong hugis. |

Mga bar mula sa pampalakas sa kapal ng pagpuno
Nakasalalay sa uri ng mga kasangkot na bahagi, nakikilala ang mga sumusunod na pamamaraan ng pagtaas ng temperatura:
- Paggamot sa ibabaw (paligid) - ang mga electrode ay inilalapat sa ibabaw ng solusyon nang walang paglulubog, madalas na gumagamit ng mga espesyal na conductive substrate. Matapos makumpleto ang trabaho, maaari silang mag-dismantle at magamit muli sa ibang pasilidad.
- Nailulubog (sa pamamagitan ng) de-kuryenteng pagpainit ng kongkreto - ang mga electrode ay nasa loob ng materyal, at pagkatapos na tumigas, hindi sila aalisin. Upang ang lakas ng istraktura ay hindi mabawasan, inilalagay namin ang mga elemento ng kondaktibo na hindi mas malapit sa 30 mm mula sa ibabaw.
Skema ng paglulubog
Paggamit ng mga welding machine
Ang mga artesano na sumusubok na ipatupad ang diskarteng ito sa kanilang sarili ay madalas na interesado sa kung paano magpainit ng kongkreto sa mga electrode gamit ang isang welding machine (tingnan din ang artikulong "Kung paano ang pag-init ng kongkreto sa isang welding machine").









Sa katunayan, posible na posible:
- Ang isang maginoo na welding machine ay may kasamang dalawang mga bloke - ang engine at ang tunay na generator ng hinang. Sa parehong oras, ang lakas ng huli ay sapat upang magbigay ng pag-init ng halos 50 m3 ng kongkretong mortar.
- Bago simulan ang trabaho, ibinaba namin ang mga electrode sa semento. Para sa karamihan ng mga gawain, isang hakbang na 20-30 cm ay sapat.
- Ikinonekta namin ang mga electrode sa serye, na bumubuo ng maraming mga parallel circuit.
- Upang masubaybayan ang boltahe sa pagitan ng mga circuit, inirerekumenda ng mga eksperto ang pag-install ng isang maliwanag na lampara.
- Ikonekta namin ang mga circuit sa aparato at naglalagay ng boltahe. Isinasagawa ang pagpigil sa pag-init sa mga espesyal na balon.

Ang nasabing aparato ay maaaring magamit nang maayos
Oras
Nagsisimula ang pagpainit ng kongkreto sa pagpili ng pinakamainam na pamamaraan, isinasaalang-alang ang mga kinakailangan ng site ng konstruksiyon, ang rehiyon (nangangailangan ang Moscow ng ilang mga hakbang, Sochi o Norilsk - ganap na magkakaiba), mga pagkakataon, atbp.
Ang mga pangunahing kadahilanan na isinasaalang-alang sa pagkalkula ng oras at temperatura:
- Ang average na taunang pagtataya ng panahon para sa taglamig sa rehiyon, na kinuha para sa nakaraang ilang taon, pati na rin ang tinatayang marka ng average na temperatura ng hangin sa panahon ng taglamig na ito.
- Pagkalkula ng module ng gumaganang pinainit na ibabaw, pagpapasiya ng termos na humahawak ng solusyon.
- Pagkalkula ng average na temperatura ng istraktura sa panahon ng paglamig nito.
- Ang accounting para sa impormasyon tungkol sa temperatura ng natapos na kongkretong timpla, ang mga isothermal na katangian (na ibinigay ng gumagawa ng solusyon).
- Pagtukoy ng mga pagkawala ng init sa proseso ng pagdadala ng pinaghalong, pagdiskarga.
- Ang pagtukoy ng temperatura ng halo mula sa simula ng pagtula (isinasaalang-alang ang paglipat ng init para sa pagpainit ng pampalakas, formwork).
- Pagkalkula ng oras ng paglamig ng solusyon (alinsunod sa karaniwang mga kinakailangan sa lakas).
Ang lahat ng mga data na ito ay ginagamit sa pagtataya, upang isaalang-alang ang pagkawala ng init sa proseso ng pagbuhos, radiation ng init mula sa ibabaw. Ngunit ang lahat ng ito ay medyo tinatayang, kaya't sa panahon ng proseso ng pag-init, kailangan mong maingat na kontrolin ang temperatura bawat kalahating oras o oras kapag nagpapainit at minsan bawat 12 na oras kapag nagpapalamig. Kung ang mode ay nilabag, kailangan mong dagdagan o i-off ang kasalukuyang sa pamamagitan ng pagsasaayos ng mga parameter.
Sa mapang teknolohikal, ang isang iskedyul ng pag-init ay dapat na minarkahan ng pahiwatig ng pinakamainam na mga halaga at lahat ng mahahalagang kalkulasyon na isinagawa alinsunod sa mga SNiP at patakaran.
Ang pagpainit ng kongkreto ay isang napakahalagang kaganapan kapag gumaganap ng pag-aayos at gawaing pagtatayo sa taglamig. Nang walang pagpapatupad ng mga pamamaraang ito, ang kongkreto ay hindi makakakuha ng karaniwang lakas, na nagdududa sa lakas, pagiging maaasahan at tibay ng buong istraktura.
Mga uri ng pag-init
Sa pamamagitan ng (panloob, submersible)
Ginagamit ito para sa mga istraktura na may malaking kapal o kumplikadong hugis. Mula sa pangalan ay malinaw na ang mga electrodes ay inilalagay sa loob ng ibinuhos na masa ng solusyon. Ang pangkalahatang patakaran ay ang mga electrodes ay naka-install sa layo na hindi bababa sa 3 cm mula sa elementong formwork.
Peripheral (ibabaw, natahi)
Ang isang lining ay naka-install sa ilalim ng mga guhitan. Sa pagsasagawa, para dito, ang mga piraso ng materyal na pang-atip ay madalas na kinuha, na nagpapahintulot sa mga naturang electrode na madaling matanggal at magamit muli.
Pangkalahatang tuntunin
Kung ang isang metal frame ay naka-install sa formwork, ipinagbabawal na gumamit ng boltahe na higit sa 127 V. Para sa mga hindi pinipilit na istraktura, maaari itong hindi hihigit sa 380 V.
Ano ang dapat isaalang-alang kapag nagpapainit ng kongkreto
- Habang tumitigas ang ibinuhos na masa, nagbabago ang resistensya ng elektrisidad nito, habang umaalis ang kahalumigmigan. Samakatuwid, kinakailangan upang sistematikong iwasto ang lakas ng kasalukuyang ibinibigay, samakatuwid, ang isang elemento ng pagsasaayos ay dapat na isama sa circuit (halimbawa, isang rheostat, isang transpormer na may maraming mga output).
- Ang ibabaw ng istrakturang maiinit ay dapat na sakop ng mga materyales na nagbabawas sa pagkawala ng init. Maaari itong sup, mga banig, polyethylene film, nararamdaman sa bubong at mga katulad nito. Kung hindi man, ang proseso ng pag-init mismo ay nawawala ang kahulugan nito.
- Sa pamamaraan ng pamalo, kinakailangan upang mapanatili ang parehong distansya sa pagitan ng mga electrode pareho sa isang hilera at sa mga katabi. Titiyakin nito ang pantay na paglo-load ng mga "linya" at aalisin ang kawalan ng timbang sa yugto.
- Ang nakakabawas ng pagkonsumo ng enerhiya ay maaaring makamit sa pamamagitan ng pagpapakilala ng mga espesyal na additives ng plasticizer sa solusyon, na nagpapabilis sa proseso ng kongkretong pagpapatigas.
- Hindi inirerekumenda ng mga eksperto ang paggamit ng pag-init ng elektrod para sa maliliit na istraktura. Mayroong iba pang mga diskarte para dito.
- Ang isang direktang kasalukuyang mapagkukunan ay hindi maaaring gamitin bilang isang "supply ng kuryente", dahil sa kasong ito ang electrolysis ng likido ay hindi maiiwasan.
- Para sa maliit na dami ng pagpuno, ang mga welding transformer ay maaaring magamit bilang isang mapagkukunan ng boltahe.
- Walang pinag-isang rekomendasyon para sa paglalagay ng mga electrode sa (c) pagpuno ng solusyon. Ang pamamaraan ay tinutukoy nang isa-isa at nakasalalay sa panlabas na kundisyon, mga parameter ng formwork, grade ng semento at maraming iba pang mga kadahilanan.
- Sa ilang mga agwat ng oras (depende sa mga pagtutukoy ng trabaho), sinusukat ang temperatura. Para dito, ginawa ang mga espesyal na "hukay."
- BAWAL. Kapag ginagamit ang mga tungkod ng nagpapatibay na hawla bilang mga electrode, gumana na may boltahe na higit sa 60 V. Sa mga pambihirang kaso (higit sa rating na ito) - kung ang mga karagdagang hakbangin ay gagawin at lokal (sa mga indibidwal na segment ng istraktura).
Upang makatanggap mula sa isang solusyon ng de-kalidad na artipisyal na bato inirerekumenda ang kumplikadong pagpainit ng masa, na pinagsasama ang maraming mga pamamaraan, kabilang ang "passive" ("thermos").
 Ang pag-init ng kongkreto sa tulong ng mga electrodes ay ginagawa sa taglamig o sa isang lugar na may temperatura ng hangin sa subzero.
Ang pag-init ng kongkreto sa tulong ng mga electrodes ay ginagawa sa taglamig o sa isang lugar na may temperatura ng hangin sa subzero.
Isinasagawa ang prosesong ito upang ang may tubig na solusyon na bahagi ng kongkreto ay hindi nagyeyelo sa lamig at hindi naging yelo. Sa isang likidong estado lamang ang tubig ay maaaring pumasok sa isang reaksyon ng kemikal na may semento mortar.
Dagdag pa, sa panahon ng pagyeyelo ng tubig sa kongkreto, ang lahat ng mga koneksyon ay nasira, at nagsisimula silang pumutok, ayon sa pagkakabanggit, walang katuturan na pag-usapan ang lakas ng istraktura.
Temperatura ng konstruksyon
Ang parameter na ito ay may malaking impluwensya sa pangwakas na lakas ng kongkreto. Dapat ding isaalang-alang na ang sariwang mortar ay maaaring mag-freeze sa kaso kung ang temperatura nito ay + 10 ° C sa loob ng 3 araw. Samakatuwid, kinakailangan ang pagpainit ng elektrod ng kongkreto sa taglamig. Alamin na kapag naglalagay ng kongkreto sa 5 ° C, ikaw kailangang maghintay ng 2 beses na mas mahaba para maabot nila ang lakas, na maihahambing sa temperatura na 20 ° C.
Kapag ang thermometer ay bumaba sa ibaba ng nagyeyelong punto, ang hydration ay maaaring tumigil lamang. Hindi rin natin dapat kalimutan ang mga sumusunod - ang walang tubig na tubig sa kongkretong solusyon ay magsisimulang tumaas sa dami ng nagyeyelong.
Kung ang mga proseso ng pagyeyelo at pagkatunaw ay paulit-ulit nang maraming beses, ito ay magiging sanhi ng:
- pag-loosening ng istraktura;
- pagbawas ng kahalumigmigan;
- may panahon na kongkreto;
- tataas ang presyo ng trabaho.
Ngunit, kapag ang halo ay nakakuha ng lakas na lumalagpas sa 5 N / mm2, lumalaban ito sa solong pagyeyelo. Sa kasong ito, dapat dagdagan ang panahon ng demoulding para sa panahon kung ang kongkreto ay mas mababa sa 0 ° C.
Pangkalahatang pamamaraan ng kongkretong pag-init sa taglamig na may mga electrode
Sa kasong ito, kinakailangan upang matiyak na mabilis itong nakakakuha ng lakas upang ang pagyeyelo ay hindi makagambala sa proseso.
Halimbawa:
- sa buwan, ang kongkreto ay dapat protektahan mula sa pag-ulan sa anyo ng niyebe at ulan;
- hindi ito dapat makipag-ugnay sa maluwag na anti-icing salt para sa unang taglamig.
Sariwang temperatura ng komposisyon na nauugnay sa DIN 1045 hindi dapat sa ibaba ay ang mga parameter na kinukuha depende sa temperatura ng paligid at ang uri at dami ng semento.
Sa unang kaso, hahantong ito sa mabilis na pagtigas at pagbawas sa plasticity ng materyal, na magpapahirap na gumana kasama nito.
Magdudulot din ito ng:
- malaking pag-urong;
- napaaga lakas makakuha;
- mababang panghuling lakas ng kongkretong materyal.
Upang maiwasan itong mangyari, sa bawat tukoy na kaso, halimbawa, isang teknolohikal na mapa ng kongkreto na pag-init na may mga electrode ay binuo.
Kung paano maprotektahan
Upang magawa ito, dapat mong gawin ang mga sumusunod na hakbang:
- init ng paghahalo ng tubig at pinagsama, huwag kailanman gumamit ng nakapirming sangkap;
- gumamit ng mga mataas na lakas na semento. Mas mabilis silang tumigas at bumubuo ng mas maraming init sa proseso kaysa sa mga semento ng mas mababang mga klase sa lakas;

Gamitin para sa kagamitan sa pagbabarena ng butas na may mga core ng core ng brilyante
- dagdagan ang nilalaman ng semento upang mapabilis ang hanay ng lakas;
- babaan ang ratio sa pagitan ng semento at tubig, papayagan nito ang mortar na tumigas at makakuha ng lakas nang mas mabilis, habang bumubuo ng isang mataas na antas ng init;
- idagdag sa iyong sariling mga kamay sa mga espesyal na kaso at pagkatapos ng pagsubok para sa pagsunod sa isang hardening accelerator. Huwag gumamit ng mga accelerator ng klorin na nagpapatigas sa konkretong may diin.
Ano ang kailangang gawin kapag dinadala ang mortar at ilalagay ito:
- protektahan ang mga sasakyan mula sa pagkawala ng init. Huwag gumamit ng bukas na mga tray at conveyor belt;
- ilagay ang mas maraming preheated kongkreto hangga't maaari sa preheated formwork at compact kaagad;
- panatilihin ang mga pampalakas at formwork na eroplano na walang snow, maaari mong gamitin ang pinainit na hangin o mga burner ng apoy upang magpainit. Huwag kailanman gumamit ng isang jet ng mainit na tubig;
- huwag maglagay ng kongkreto sa mga nakapirming istraktura o sa nakapirming lupa;
- panatilihin ang konkretong temperatura, kung maaari, sa loob ng unang 3 araw na hindi bababa sa + 10 ° C, at initin din ang magkakadugtong na silid.
Paggamit ng mga welding machine
Ang kongkreto na pag-init na may isang welding transpormer ay isang malawakang ginagamit na paraan na nagbibigay ng mahusay na pagganap ng pag-init ng istraktura na may karagdagang paggamit ng iba't ibang mga uri ng mga elemento ng pag-init.
Ang paggamit ng mga modernong machine ng welding ng transpormer ay isang ganap na ligtas na proseso na hindi nagdudulot ng isang panganib kung sinusunod ang mga pamantayan sa kaligtasan.
Karamihan sa mga modernong welding machine ay nilagyan ng mga karagdagang module:
- yelo ng yunit ng pagpainit ng lupa;
- harangan para sa pagpapatayo ng mga electrode;
- module ng undervoltage;
- generator ng kasalukuyang kuryente.
Bago mo painitin ang kongkreto gamit ang isang aparato ng hinang, dapat mong suriin ang mga karagdagang pagpipilian na lubos na nagpapadali sa proseso ng pag-init ng kongkretong istraktura sa taglamig.
Skema ng pag-init para sa kongkretong istraktura.
Ang pag-init ng pinaghalong semento-buhangin na gumagamit ng isang aparato ng hinang na uri ng transpormer ay binubuo ng mga sumusunod na hakbang:
- Ang pare-parehong pag-aayos ng mga seksyon ng pampalakas kasama ang ibinuhos na lugar.
- Ang koneksyon ng mga electrode sa dalawang parallel circuit.
- Pag-install ng isang ilaw na bombilya.
- Lead-in ng mga wires ng direkta at puna.
Kung ang tubig ay mabilis na sumingaw mula sa ibabaw ng istrakturang semento-buhangin, makatuwiran upang takpan ang site ng isang maliit na halaga ng sup.
Ang koneksyon ng sistema ng pag-init sa istraktura ng semento-buhangin ay isinasagawa sa maraming mga yugto:
- koneksyon ng mga kasalukuyang nagdadala ng mga cable ng aluminyo na may isang aparato ng hinang;
- pagsuri sa bawat loop na may isang kasalukuyang salansan;
- pagdaragdag ng lakas ng aparato hanggang sa 50% pagkatapos ng isang oras na operasyon at hanggang sa 100% pagkatapos ng dalawang oras pagkatapos i-on ang pag-init;
- kontrol ng kasalukuyang lakas sa loob ng 25 amperes.
Mga tipikal na pagkakamali
Pag-init ng elektrod ng kongkreto

Ang pagpainit ng electrode ng halo ay madalas na sinamahan ng mga sumusunod na error:
Pagkakamali # 1. Ang mga electrode ay may isang mababang lugar ng contact na may kongkreto, na kung saan ay dahil sa kanilang mga tampok sa disenyo. Bilang isang resulta, ang pagpainit ay nagiging mahinang kalidad. Ang mga bula ng hangin ay maaari ding lumitaw sa pagitan ng mga electrode at ang halo.Ginagawa nilang kumukulo ang tubig, hinaharangan ang pagkalat ng enerhiya ng init sa pamamagitan ng kongkreto. Nakatuon ito sa isang lugar, na bumubuo ng mga lukab.








Pagkakamali # 2. Mayroong isang pampalakas na metal na "balangkas" sa loob ng kongkreto. Kung mahawakan ito ng elektrod sa panahon ng paglulubog, agad itong humahantong sa isang maikling circuit. Sa gayon, nabigo ang mga mamahaling kagamitan, na maaaring hindi maayos. Kung walang iba pang maiinit, pagkatapos ay ang teknolohiya ng paghahalo ng hardening ay nagagambala.
Pagkakamali numero 3. Ang pagtaas ng kasalukuyang density sa agarang lugar ng contact sa pagitan ng kongkreto at electrodes. Ito ay puno ng pagbagal ng rate ng hydration, lokal na overheating at pagbuo ng isang porous na istraktura. Kapansin-pansin ito, ngunit sa panlabas imposibleng matukoy ang nagawang pagkakamali. Maaari mong malaman ang tungkol dito sa hinaharap, kapag ang istraktura ay nagsimulang gumuho nang maaga.
Pag-init ng kongkreto na may isang cable na pang-init

Nagaganap din ang mga pagkakamali kapag nagpapainit ng kongkreto na may isang cable sa pag-init:
Pagkakamali # 1
Ilang tagabuo ang nagbigay pansin sa diagram ng koneksyon ng mga elemento ng pag-init. Lalo na kung wala sa kanila ang mayroong edukasyon sa electrical engineering
Tulad ng para sa pagsuri sa integridad ng mga wire, halos hindi ito nangyari sa lahat. Ang mga ito ay simpleng inilatag sa ibabaw. Kung ang integridad ay nilabag, kung gayon ang cable ng pag-init ay hindi maaaring matupad ang tungkulin na nakatalaga dito. O ang pagpainit ay nangyayari lamang sa ilang mga lugar. Ang hindi pantay na pag-init ay humahantong sa mga bitak at sa mabilis na pagkasira ng panloob na istraktura ng kongkreto.
Pagkakamali # 2
Kapag naglalagay ng mga wire, bigyang pansin ang kanilang pagkakabukod at tamang pagpoposisyon. Maraming tao ang nakakalimutan ito.
Ang cable ay dapat magkaroon ng pinakamainam haba - wala na at hindi kukulangin sa itinakdang halaga. Kung hindi man, ang overrun ay isinasagawa, na hahantong sa isang pagtaas sa tagal ng gawaing konstruksyon.
Ang mga kawalan ng paggamit ng isang cable ng pag-init ay ang mga sumusunod:
- Ang mga malalaking kapasidad ay kinakailangan upang maiinit ang isang makabuluhang dami ng kongkreto. Kadalasan wala sila sa lugar ng trabaho.
- Maraming mga kalkulasyong elektrikal ang kakailanganin. Kailangan ng sobrang oras at pagsisikap.
- Ang isang napaka-limitadong bilang ng mga espesyalista ay maaaring maayos na mailatag ang cable. Hindi lahat ng mga kumpanya ay kayang magkaroon ng isa sa mga kawani.
Ang mga error na ito ay ang pinaka-karaniwan sa panahon ng concreting at pag-init ng mga nakalistang pamamaraan. Alam ang tungkol sa mga ito nang detalyado, pinakamahusay na subukan na iwasan ang mga ito. Pagkatapos ng lahat, mas mahusay na gawin ang lahat nang tama kaagad, kaysa gumastos ng pera sa pagtanggal sa luma at pag-install ng isang bagong istraktura sa hinaharap. Minsan nangangailangan ito ng kumpletong pagkasira ng isang gusali o object.
Pag-init sa mga electrode
Ang pinakatanyag na kongkretong pamamaraan ng pag-init ay ang paggamit ng mga electrode. Ang pamamaraang ito ay medyo mura, dahil hindi na kailangang bumili ng mamahaling kagamitan at aparato (halimbawa, uri ng wire na PNSV 1,2; 2; 3, atbp.). Ang teknolohiya para sa pagpapatupad nito ay hindi rin nagpapakita ng matitinding paghihirap.
Ang mga katangiang pisikal at tampok ng kasalukuyang kuryente ay kinuha bilang pangunahing prinsipyo ng ipinakita na teknolohiya. Kapag dumadaan sa kongkreto, naglalabas ito ng isang tiyak na dami ng thermal energy.

Kapag ginagamit ang teknolohiyang ito, huwag maglagay ng boltahe na mas mataas sa 127 V sa electrode system kung mayroong isang istrakturang metal (frame) sa loob ng produkto. Ang tagubilin para sa de-kuryenteng pagpainit ng kongkreto sa mga istrukturang monolithic ay nagbibigay-daan sa paggamit ng isang kasalukuyang 220 V o 380 V. Gayunpaman, hindi inirerekumenda na gumamit ng isang mas mataas na boltahe.
Isinasagawa ang proseso ng pag-init gamit ang alternating kasalukuyang. Kung ang isang direktang kasalukuyang ay kasangkot sa prosesong ito, dumadaan ito sa tubig sa solusyon at bumubuo ng electrolysis. Ang prosesong ito ng agnas ng kemikal ng tubig ay makagambala sa pagganap ng mga pag-andar nito, na mayroon ang sangkap sa panahon ng proseso ng hardening.