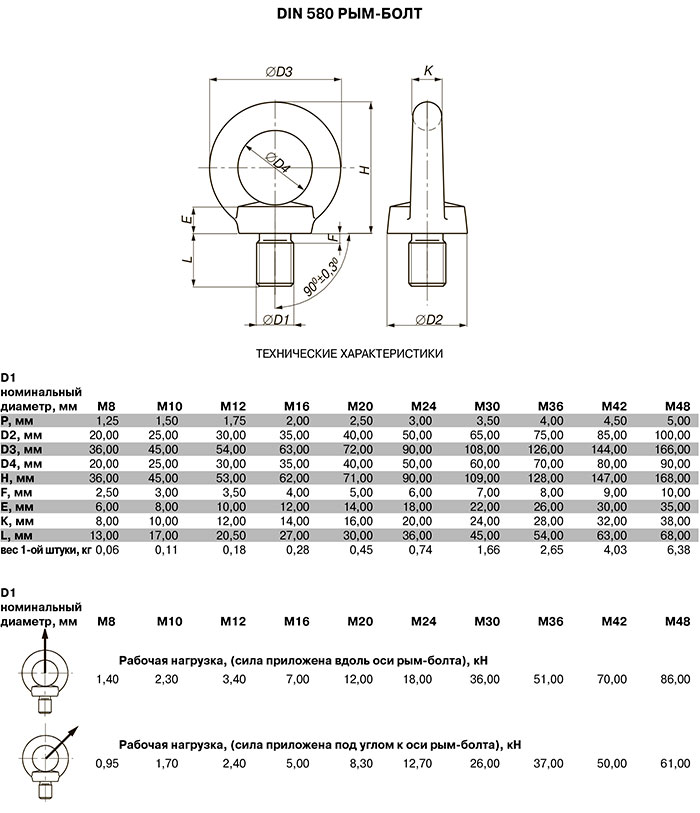
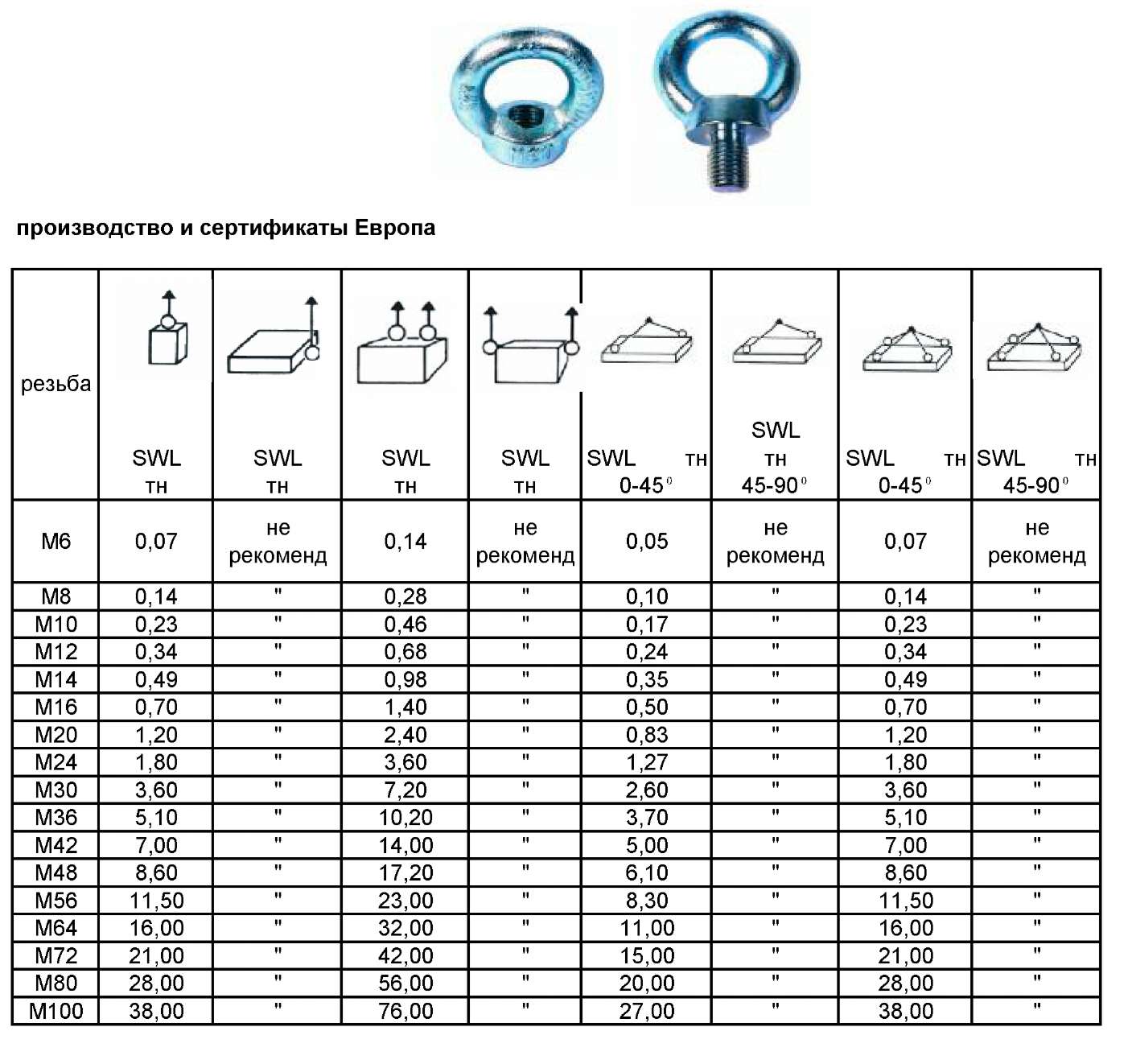
Maaaring ilipat ang sinulid na mata na may tindig ng bola para sa pag-angat sa lahat ng direksyon
• Steel class - 8 • Ang mga bisagra ng bisagra sa direksyon ng pagkarga • Paggamot sa ibabaw - pagpipinta • Kaligtasan factor 4: 1 • Marka ng EU • Sa mga hinge na hiniling na may pinalawig na thread • Hindi napapailalim sa paggamot sa init

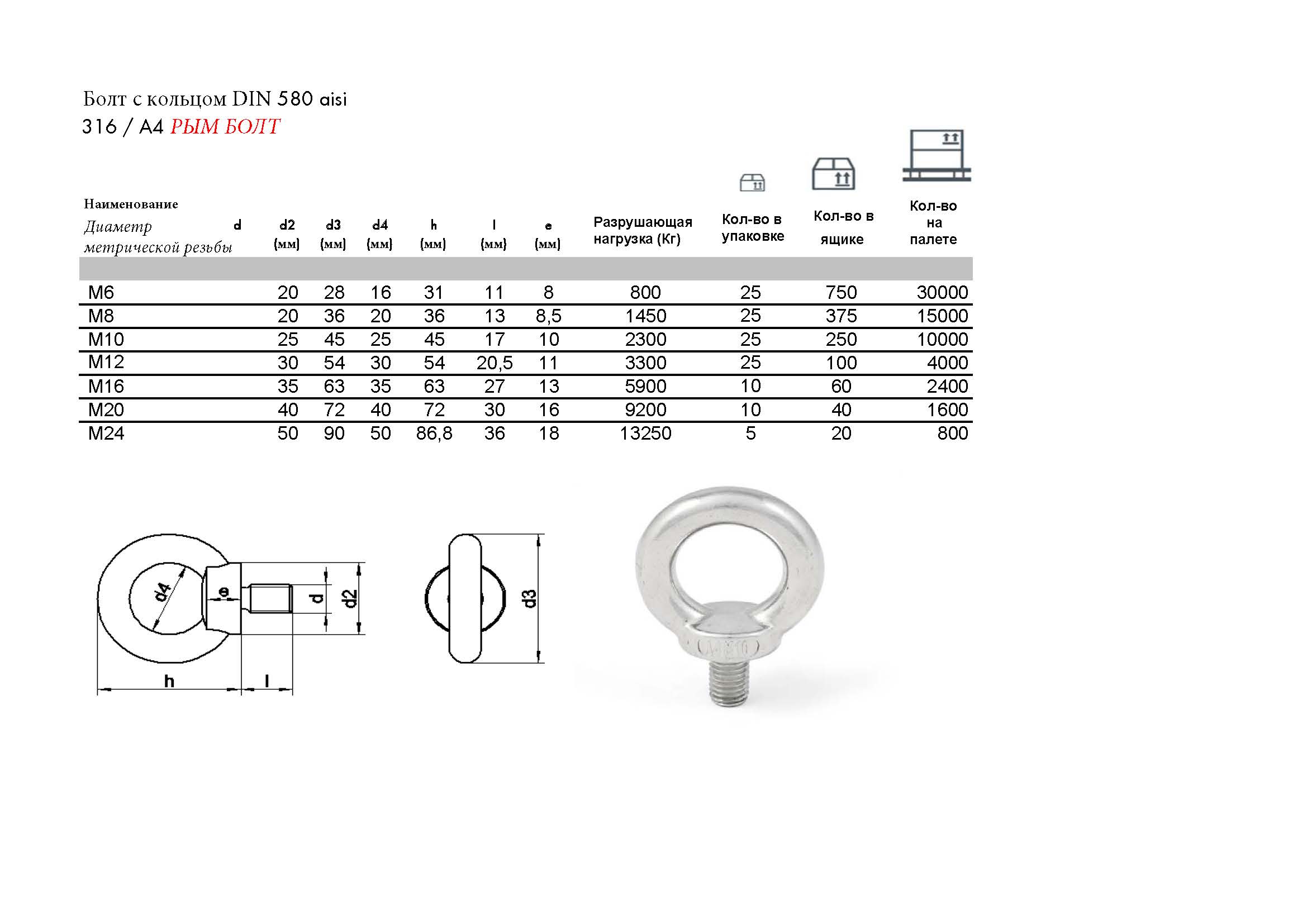
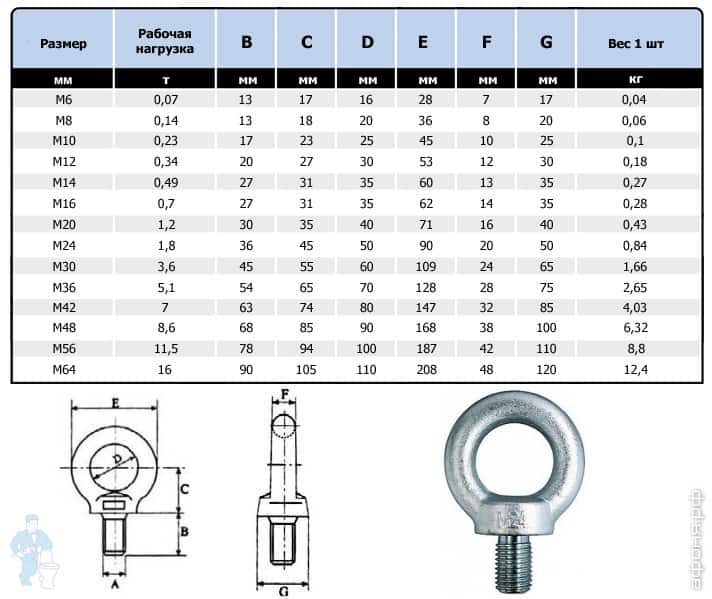
| Thread diameter, d | Paggawa ng pagkarga kasama ang bolt axis, tn | Paggawa ng pagkarga sa pag-aangat sa gilid, tn | b, mm | e, mm | g, mm | t, mm | Angat ng laki ng loop, mm | Timbang (kg | Pagtatalaga |
| M10 | 0,60 | 0,3 | 36 | 18 | 51 | 41 | 14x55x30 | 0,4 | NS8KL1003 |
| M12 | 1,00 | 0,5 | 36 | 18 | 51 | 41 | 14x55x30 | 0,4 | NS8KL1205 |
| M16 | 2,00 | 1,1 | 36 | 40 | 52 | 42 | 14x55x30 | 0,5 | NS8KL161 |
| M20 | 4,00 | 2,0 | 50 | 49 | 68 | 56 | 16x70x34 | 1,0 | NS8KL202 |
| M24 | 6,30 | 3,2 | 57 | 40 | 78 | 65,5 | 18x85x37 | 1,5 | NS8KL2432 |
| M30 | 10,6 | 5,3 | 66 | 35 | 97 | 80,5 | 20x85x37 | 2,2 | NS8KL3053 |
| M30 | 11,8 | 8,0 | 80 | 35 | 112 | 92 | 22x115x50 | 3,6 | NS8KL308 |
| M36 | 11,8 | 10,0 | 80 | 90 | 109 | 89,5 | 22x115x50 | 4,2 | NS8KL368 |
| M42 | 15,0 | 10,0 | 80 | 50 | 109 | 89,5 | 25x115x50 | 3,7 | NS8KL4210 |
| M45 | 15,0 | 10,0 | 80 | 60 | 109 | 89,5 | 25x115x50 | 4,2 | NS8KL4510 |
| M48 | 15,0 | 10,0 | 80 | 50 | 109 | 89,5 | 25x115x50 | 4,0 | NS8KL4810 |
| M56 | 25,0 | 15,0 | 117 | 84 | 310 | 280 | 32x152x70 | 11,6 | NS8KL5615 |
| M64 | 25,0 | 15,0 | 117 | 95 | 310 | 280 | 32x152x70 | 12,6 | NS8KL6415 |
| M72 | 35,0 | 25,0 | 160 | 108 | 211 | 165 | 40x173x68 | 29,0 | NS8KL72 |
| M80 | 35,0 | 30,0 | 170 | 120 | 211 | 165 | 40x173x68 | 29,0 | NS8KL80 |
| M90 | 35,0 | 35,0 | 170 | 135 | 211 | 165 | 40x173x68 | 29,0 | NS8KL90 |
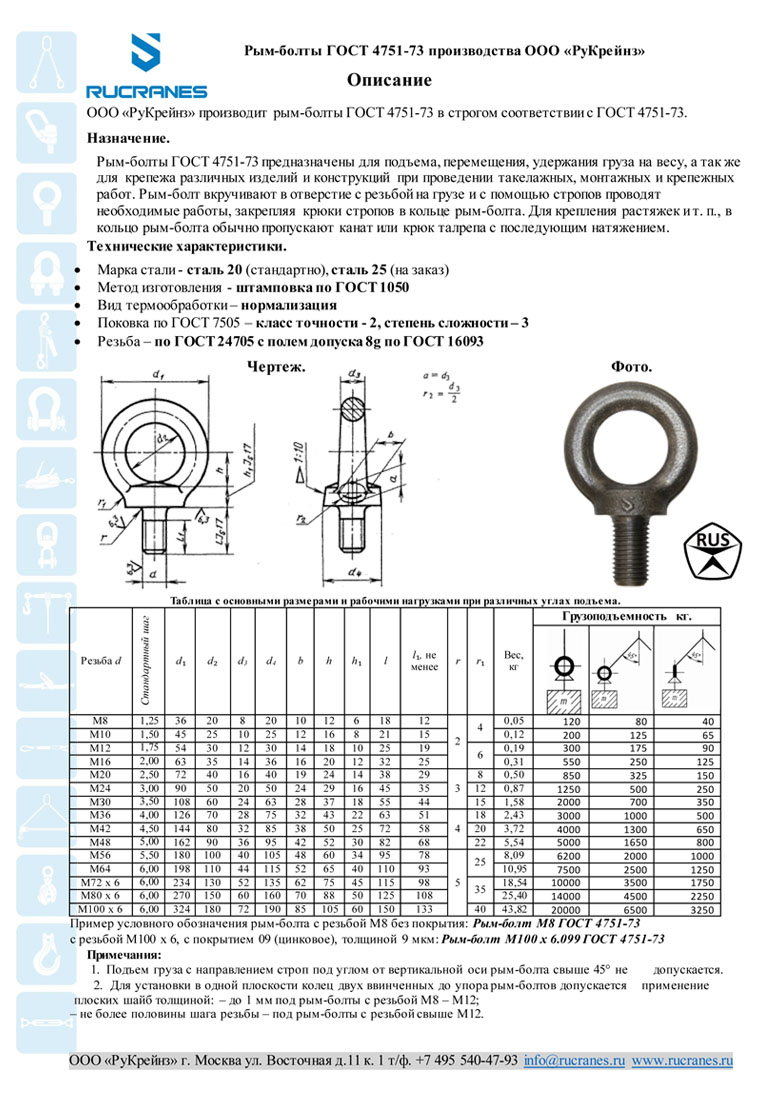
Appointment
Ang eye-nut ay inilaan para sa pag-angat ng iba't ibang mga pangkalahatang istraktura, may hawak na mga bagay sa timbang, gumagalaw na mga istraktura, para sa transportasyon ng kargamento o rigging.
At pati na rin ang hardware na ito ay may isang malawak na saklaw ng application. Ginamit ang mga ito:
- sa konstruksyon (madalas na gampanan nila ang isang espesyal na papel sa pagganap ng mataas na trabaho);
- sa paggawa ng barko;
- sa paggawa ng mga sasakyan (halimbawa, sa tulong ng mga naturang mga fastener, maaari kang maghatak ng isang idle car);
- sa industriya;
- sa bahay;
- sa agrikultura.
Sa panahon ng operasyon, ang mga fastener ay nakakulong sa sinulid na tungkod ng palahing kabayo o tornilyo, ang laki na dapat tumugma sa laki ng manggas ng kulay ng nuwes.
Ano ito
Sa teritoryo ng Russia Walang mga pamantayan ng GOST para sa eye nut, ginawa ito ayon sa DIN582. Ito ang pamantayan sa mundo.
Ang tradisyonal na kulay ng nuwes ay isang babaeng may sinulid na fastener. Ang koneksyon ay nilikha kasabay ng mga tornilyo na bolt o studs. Ang unlapi "mata" ay isinalin bilang "singsing". Iyon ay, ang isang eye nut ay isang singsing na konektado sa isang nut. Ang pangunahing tampok nito ay ang thread na matatagpuan sa isang anggulo ng 90 degree na may kaugnayan sa singsing nito. Ang mga thread ay maaaring sukatan o imperyal.
Narito ang pangunahing bentahe ng naturang mga fastener.
- Hindi na kailangan ng isang wrench upang higpitan ang hardware. Maaari itong magawa gamit ang anumang pingga na ipinasok sa singsing.
- Ang mga teknolohikal na katangian ayon sa pamantayang pang-internasyonal ay napakataas - ang bakal na bakal ay maaaring makatiis ng mabibigat na karga. At pati na rin ang mga produkto ay may isang nadagdagang kakayahan sa pagdadala - hanggang sa 21,600 kilo.
- Lumalaban sa kalawang sa mga kondisyon ng mataas na kahalumigmigan.
- Mababa ang presyo.
Ang hindi pangkaraniwang hugis ng hardware ay nagbibigay-daan sa iyo upang i-tornilyo ang eye nut nang mahigpit, hindi katulad ng karaniwang isa, kung saan kinakailangan na gumamit ng isang wrench.
Mga tip sa pagpapatakbo
Kinakailangan upang simulan ang pag-install ng eyebolt sa paghahanda ng butas. Isinasagawa ang proseso gamit ang isang drill, pagkatapos ay nagaganap na ang pag-install ng mga fastener. Alinsunod dito, para sa isang ligtas na pag-install, ang drill ay dapat na magkapareho sa diameter ng bolt.




Mga pagtutukoy sa pag-install:
- ang mga fastener ay dapat na mahigpit na higpitan;
- ang tornilyo ay dapat na screwed ng hindi bababa sa 90% sa ibabaw - ang parameter na ito ay maaaring ayusin gamit ang isang espesyal na washer o gasket;
- isang lubid, kadena, lubid at higit pa ang maaaring maiugnay sa isang bolt;
- bago ang pag-install, ang lahat ng mga elemento ng pakikipag-ugnay (bolt at hole) ay dapat na malinis ng alikabok at dumi;
- kapag nag-install ng mga fastener, kailangan mong tiyakin na ang bahagi ng tornilyo ay tama na umaangkop sa handa na butas;
- ang axis ng hardware ay dapat na nasa tamang mga anggulo sa axis ng butas.

Isaalang-alang nang hiwalay ang mga kundisyon ng pag-install para sa anchor eyebolt.
- Ang haba ng fastener ay pinili ayon sa kapal ng ibabaw. Ang anchor ay na-screwed sa kongkreto ng hindi bababa sa 5 sentimetro.
- Ang lugar kung saan mai-install ang mga fastener ay dapat na napili nang tama sa unang pagkakataon. Ang pag-aalis at muling pag-install ay napakahirap.
- Ang mounting hole ay dapat na katugma sa diameter ng bolt. Upang i-tornilyo ang hardware, dapat magsikap.
- Tulad ng sa maginoo na eyebolts, ang butas ng angkla ay nalinis ng dumi bago mai-install.
- Ang uri ng spacer ay hinihimok sa isang martilyo.

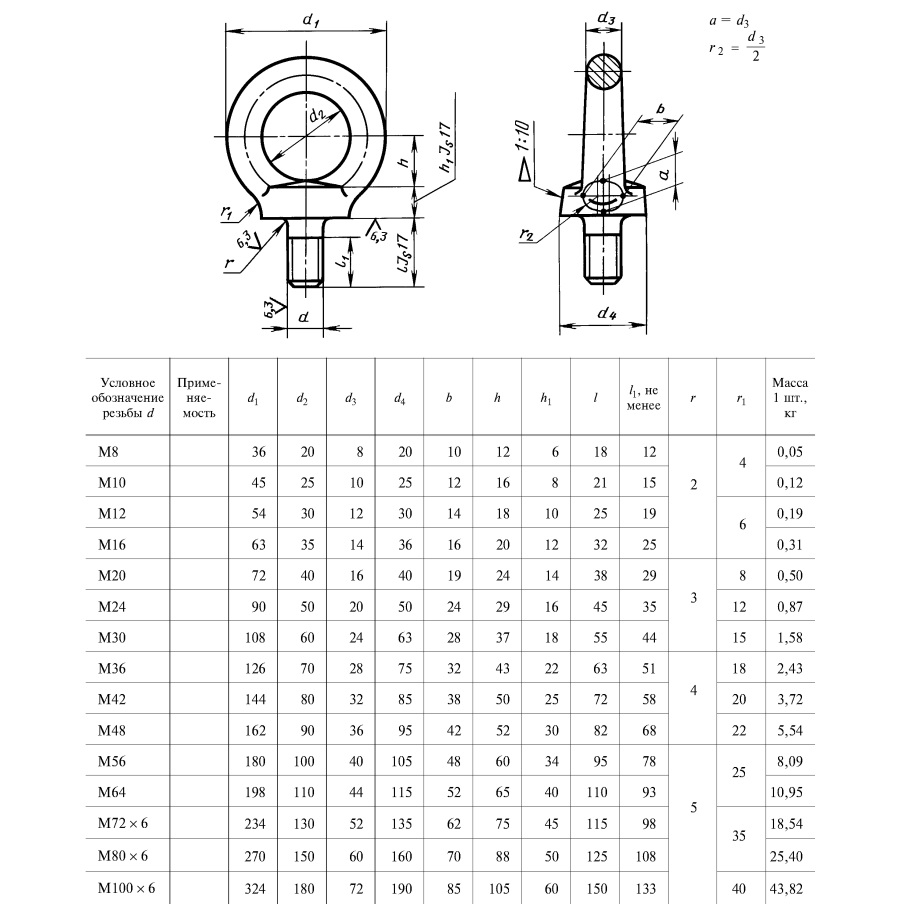
Sa susunod na video, maaari mong tingnan ang paggawa ng mga bolt ng mata ayon sa GOST 4751 73.
Pag-uuri
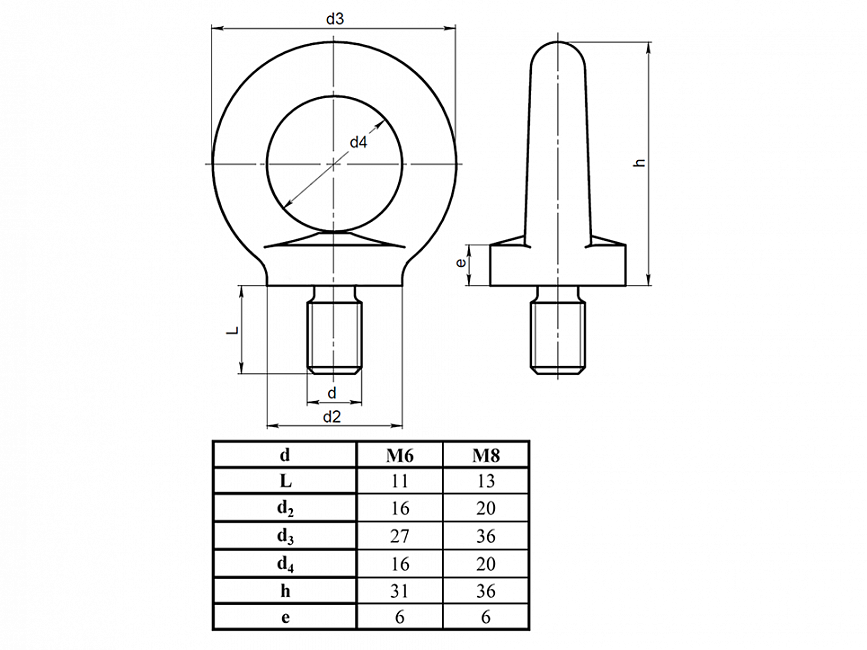
Ang mga sukat ng mga mani ay itinakda din alinsunod sa mga pamantayan ng DIN582.
Ang gilid ng singsing ng eye nut ay minarkahan ng impormasyon sa mga sukat, materyal at tagagawa.
Ang laki ng sinulid na ibabaw ay nag-iiba at maaaring maging M6, M8, M10, M12, M16, M18, M20, M24, M26, M30, M36, mula M42 hanggang M48. Gumagawa rin ang mga ito ng hardware na hindi karaniwang sukat, halimbawa, M4, M5, M7, M22, M27, M33, M39, M39x2, M100. Ayon sa DIN, ang mga naturang parameter ay hindi inirerekumenda na maipagawa, at mabibili lamang sila nang maayos. Ang pinaka-karaniwan ay ang hardware na may sukat na M8-M16.
At ang mga mani ay inuri din:
- sa pamamagitan ng uri ng singsing - bilog, hugis-itlog o sa anyo ng isang bilugan na rektanggulo;
- sa laki ng manggas - mababa o mataas (pinahaba);
- sa pamamagitan ng pag-load - hindi lakas at lakas;
- ayon sa uri ng thread - na may isang pinong thread ng panukat, iyon ay, kapag ang laki ay ipinahiwatig sa millimeter, o may isang pulgadang thread, ayon sa pagkakabanggit, narito ang laki ay nasa pulgada.
Ang sukat ng pulgada ay unang nagsimulang makakuha ng katanyagan sa Estados Unidos at Great Britain, habang ang sistema ng panukat ay karaniwan sa Europa at Asya. Alinsunod dito, mayroong isang problema sa pagiging tugma ng iba't ibang mga uri ng mga fastener. Sa hinaharap, pinagtibay ng Great Britain ang sukatan ng sukatan, na pinabayaan ang pulgada.









Sa hitsura, imposibleng makilala ang sistema ng pagsukat ng thread ng Amerikano mula sa sukatan, dahil magkatulad ang anggulo ng kanilang profile - 60 degree. Posibleng makilala sa pamamagitan ng pagmamarka: sa sistema ng panukat, ang klase ng lakas ay ipinahiwatig ng mga numero, sa inch system - sa pamamagitan ng mga linya. Ang mga fastener na may iba't ibang uri ng mga thread ay hindi maaaring palitan, dahil kapag ang pag-screw, isang puwang o puwang ang nabuo sa istraktura. Ang hirap lamang na lumitaw sa panahon ng pag-install ng eye nut ay ang tamang koneksyon ng dalawang elemento.
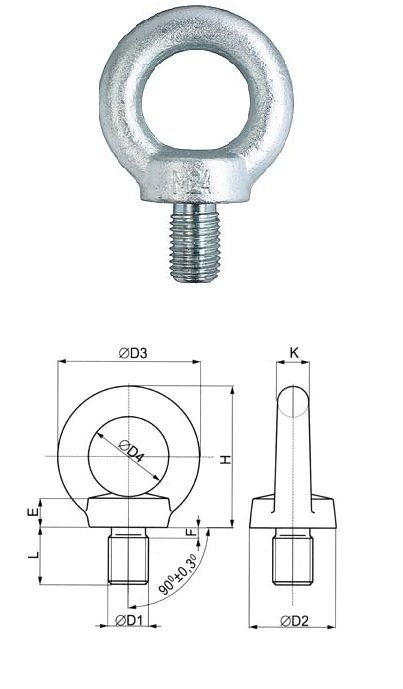
Sa pamamagitan ng uri ng eye-nut head, maaari itong maging ng tatlong mga pagbabago:
- A - magtungo sa anyo ng isang loop;
- B - pagpipiliang kuryente, pinalaki ang ulo;
- D - nabawasan ang ulo.
Sa laki ng diameter ng singsing, o sa kapal nito
Ang ilang mga fastener ay may isang pivot hinge na pivot sa direksyon ng pagkarga, at isang welding-on na bisagra sa mga bearings ng bola - dito paikutin ang 360 degree sa lahat ng direksyon. Ang mga ito ay gawa sa hindi kinakalawang na asero, pagkatapos ay sakop ng pintura.
Mahalaga! Ayon sa pamantayang pang-internasyonal, para sa mga nut ng mata, hindi ang panghuli, ngunit naitatag ang pagbawas ng pagkarga, iyon ay, kapag ang hindi maibabalik na mga pagbabago ay nagsisimulang maganap sa bahagi. Ito ay dalawang magkakaibang kahulugan, kaya't kapag napili, ang kapasidad ng pag-load ay nabawasan ng 60%
Kapag pumipili ng isang nut ng mata, kailangan mong isaalang-alang ang lugar kung saan ito gagamitin, at kung gaano katagal, kung gaano karaming timbang ang kargamento, kung anong mga panuntunang pangkaligtasan ang ibinibigay.
Maipapayo na bumili ng isang nut kasama ang isang turnilyo o palahing kabayo upang suriin ang laki at pitch ng sinulid - ang mga tamang napiling mga fastener ay gagawing maaasahan at matibay ang istraktura o mekanismo. Ang kanilang lakas ay dapat ding magkapareho, ngunit pinapayagan ang mas mataas na lakas ng nut, ngunit hindi kabaligtaran. Kung ang stud ay mas malakas habang hinihigpit, ang mga sinulid ng nut ng mata ay maaaring masira. Ito ay nagkakahalaga ng pag-alala na ang pinsala sa tungkod ay madaling makilala, dahil ang pagkalagot ay biglang nangyayari at mahirap makaligtaan. At sa kulay ng nuwes, totoo ang kabaligtaran - ang hinubad na thread ay halos imposibleng makita.
Ang fastener na ito ay napakapopular at laganap sa maraming mga lugar, samakatuwid, kapag pumipili at tumatakbo, kailangan mong tandaan ang ilang mga patakaran:
- walang mga pagpapapangit sa nut mismo at mga depekto sa singsing ay pinapayagan;
- ang ginamit na mga fastener ay dapat na solid, ang hinang ng iba't ibang mga pinsala ay hindi katanggap-tanggap;
- ang mga parameter ng laki ng sinulid na bahagi ay nakasalalay sa bigat ng istrakturang itataas;
- ang ibabaw ng hardware ay dapat na malinis ng dumi, shavings, scale;
- pag-aangat ng pagkarga, ang paggalaw nito ay dapat mangyari nang pantay-pantay at walang biglaang paggalaw;
- pagkatapos ng pag-unscrew ng nut, ang hitsura nito ay dapat manatiling hindi nagbabago, iyon ay, walang mga basag, putol, baluktot na bahagi at iba pang mga pagpapapangit;
- ang anggulo sa pagitan ng manggas ng pangkabit at ang lambanog ay hindi dapat lumagpas sa 45 degree;
- ang axis ng sling ay dapat na matatagpuan sa eroplano ng singsing;
- ang temperatura ng rehimen para sa mga nut ay napakalawak - posible ang operasyon kapwa sa -20 at +200 degrees Celsius;
- ang pagpili ng tagagawa ay gumaganap din ng isang mahalagang papel.
Maaari mong malaman kung ano ang isang eye bolt at isang eye nut mula sa video sa ibaba.
Mga tampok ng paggawa
Para sa paggawa ng mga bolts ng mata, ginagamit ang dalawang teknolohiya - paghahagis (forging) at panlililak. Ginagamit ang bakal alinman sa carbon o haluang metal. Ito ang mga uri ng metal na may mataas na lakas, ang mga pagkakaiba kung saan ay nasa direksyon ng aplikasyon, iyon ay, ang ilang mga bolts ng mata ay maaaring magamit para sa anumang layunin, iba - para sa mga kondisyon ng mataas na kahalumigmigan. Ang mga produktong low-carbon steel ay sumasailalim sa isang ipinag-uutos na proseso ng pag-galvanizing, salamat kung saan hindi sila mag-uurong. Ang hardware ng haluang metal na bakal ay hindi gaanong matibay, ngunit ang kanilang ibabaw ay maaaring kalawang sa paglipas ng panahon. Sa kabuuan, maraming mga paraan ng pag-galvanizing.






- Galvanic. Ang mga fastener ay inilalagay sa lalagyan kung saan matatagpuan ang mga natunaw na zinc asing-gamot. Pagkatapos ang koryente ay nadaanan - salamat sa aksyon na ito, ang mga particle ng sink ay mananatili sa mga bolt.
- Mainit Ang mga produkto ay inilalagay sa sink na pinainit sa temperatura na 465 ° C. Ang pamamaraang ito ay madalas na ginagamit dahil mas matipid at maaasahan ito. Ang hot-dip galvanizing ay nagdaragdag ng paglaban sa anti-kaagnasan ng mga bolt.
- Diffuse. Ang mga bahagi ay pinoproseso ng zinc powder sa temperatura na 290-450 ° C o may zinc vapor sa 800-900 ° C. Ang pamamaraang ito ay maaaring ihambing sa isang mainit, ang tanging sagabal ay ang hitsura ng tapos na produkto na "naghihirap".
- Malamig. Ang isang espesyal na solusyon na naglalaman ng zinc pulbos ay inilalapat sa natapos na mga bahagi. Dito, ang paglaban sa kalawangin ay mas mataas kaysa sa electroplating, ngunit mas mababa kaysa sa hot-dip galvanized.


Ang paggawa sa pamamagitan ng paghahagis ay kumplikado, ngunit ang mga fastener ay mas tumpak at mas malakas. Ang mga bolt ng mata na ginawa sa ganitong paraan ay maaaring magkakaiba sa laki (maraming millimeter), ngunit ang pagkakaiba na ito ay pinapayagan ng mga pamantayan ng GOST. Ang pamamaraan ng panlililak ay simple - dito magaganap ang gawain sa mga dalubhasang makina. Ang pinainit na metal ay ibinuhos sa mga hulma.
Para sa ilang mga fastener, mayroong isang karagdagang item - ito ang proseso ng paggamot sa init. Maaaring lumitaw ang Burrs sa ring ng bolt sa panahon ng paggawa gamit ang pamamaraang ito. Ito ay katanggap-tanggap dahil madali silang matanggal nang hindi nagdudulot ng pinsala sa kanilang mga fastener.


Ano sila
Isang bolt sa mata o isang bolt na may singsing - ito ang tinatawag na mga fastener sa payak na wika. Mayroong 2 mga pagpipilian para sa disenyo ng eyebolt:
- ang singsing ay nakakabit sa tungkod na mahigpit na patayo;
- ang singsing ay naka-install sa isang espesyal na uka, maaaring paikutin sa iba't ibang mga direksyon.

Bilang karagdagan sa hardware na ginawa alinsunod sa mga pamantayan, ang iba pang mga uri ay nakikilala.
Pinahaba. May mahabang baras na pamalo.

-
Anchor Ginamit kapag nagtatrabaho sa mga kongkretong istraktura o natural na bato. Ang produkto ay nakikilala sa pagkakaroon ng isang nut, washer at spacer. Maginhawa upang mag-install ng mga fastener na may isang anchor sa mga may problemang base. Mayroong 4 na uri ng mga anchor bolts.
- Wedge - mukhang isang manggas, sa loob kung saan may mga singsing.
- Hammered - isang espesyal na uri ng bolt, ang mga gilid nito ay gawa sa malambot na metal, na bumabaluktot kapag pinukpok. Kaya, isinasagawa ang angkla sa ibabaw.
- Ang mga napapalawak na fastener ay ang pinakatanyag at maraming nalalaman na mga fastener. Ginawa ito sa anyo ng isang pamalo na may mga puwang, salamat kung saan ang mga pader ay tila "magbubukas" kapag na-screw in.
- Spacer - Ang bolt na ito ay napakapopular din. Kadalasang ginagamit sa industriya ng konstruksyon. Mukha itong isang kono, ang baras na kung saan ay lumalawak pagkatapos ng pag-ikot. Naaangkop lamang para sa kongkreto at brick.





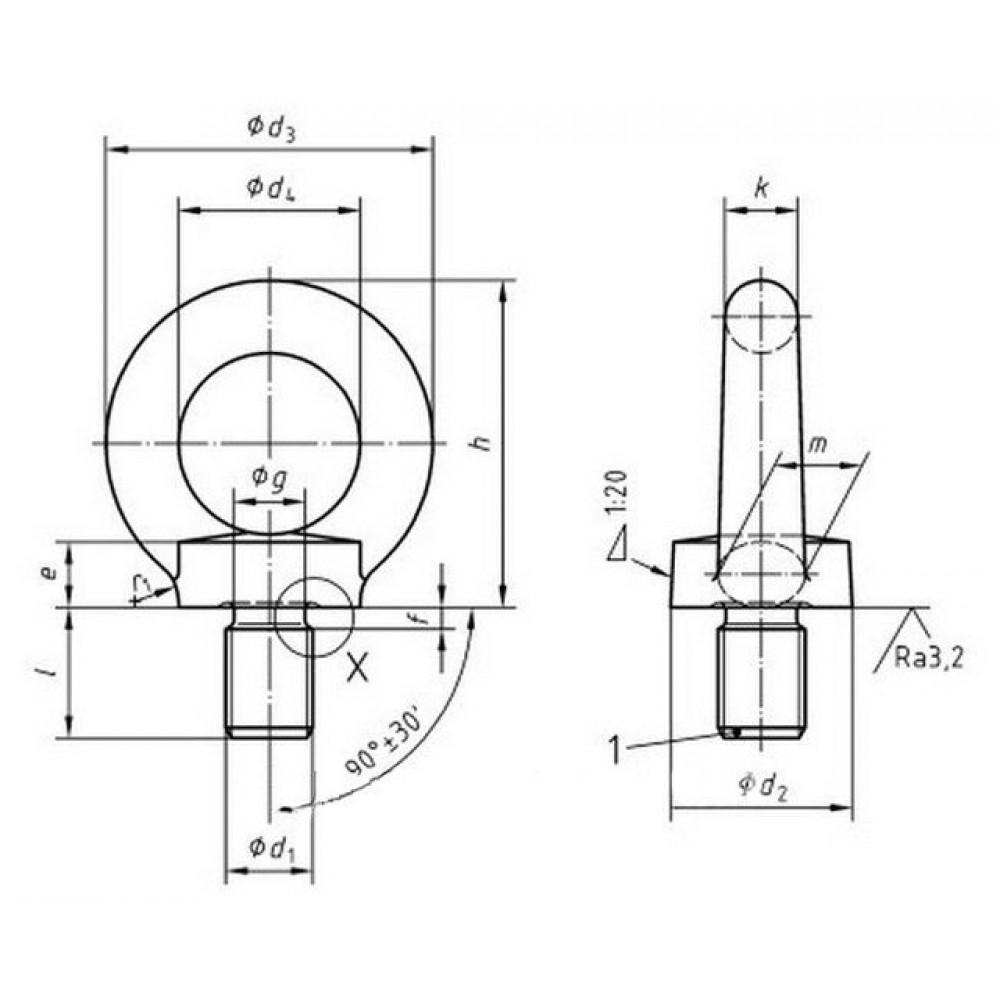
Ayon sa uri ng materyal, ang mga fastener ay galvanisado at may haluang metal o hindi kinakalawang. Ang magiging kapasidad ng pag-load ay nakasalalay sa antas ng pangkabit - ehe, sa isang anggulo ng 45 °, kung ang bolt ay naka-install sa gilid.Ayon sa mga pamantayan ng GOST at DIN, ang lapad ng balikat, iyon ay, ang protrusion ng bahagi ng tornilyo, ay nag-iiba mula 17 hanggang 120 millimeter. Ang bawat eyebolt ay may sariling mga pagtutukoy. Ang mga fastener ay naiiba sa laki ng diameter ng thread at sa diameter ng balikat, sa pitch ng turnilyo ng tornilyo, sa pagkarga mula sa diameter, sa panloob at panlabas na sukat ng singsing at ang kapal nito, sa haba ng sinulid bahagi, sa pinapayagan na makunat na pag-load sa isang anggulo ng 45 ° at kaugnay sa axis nito.

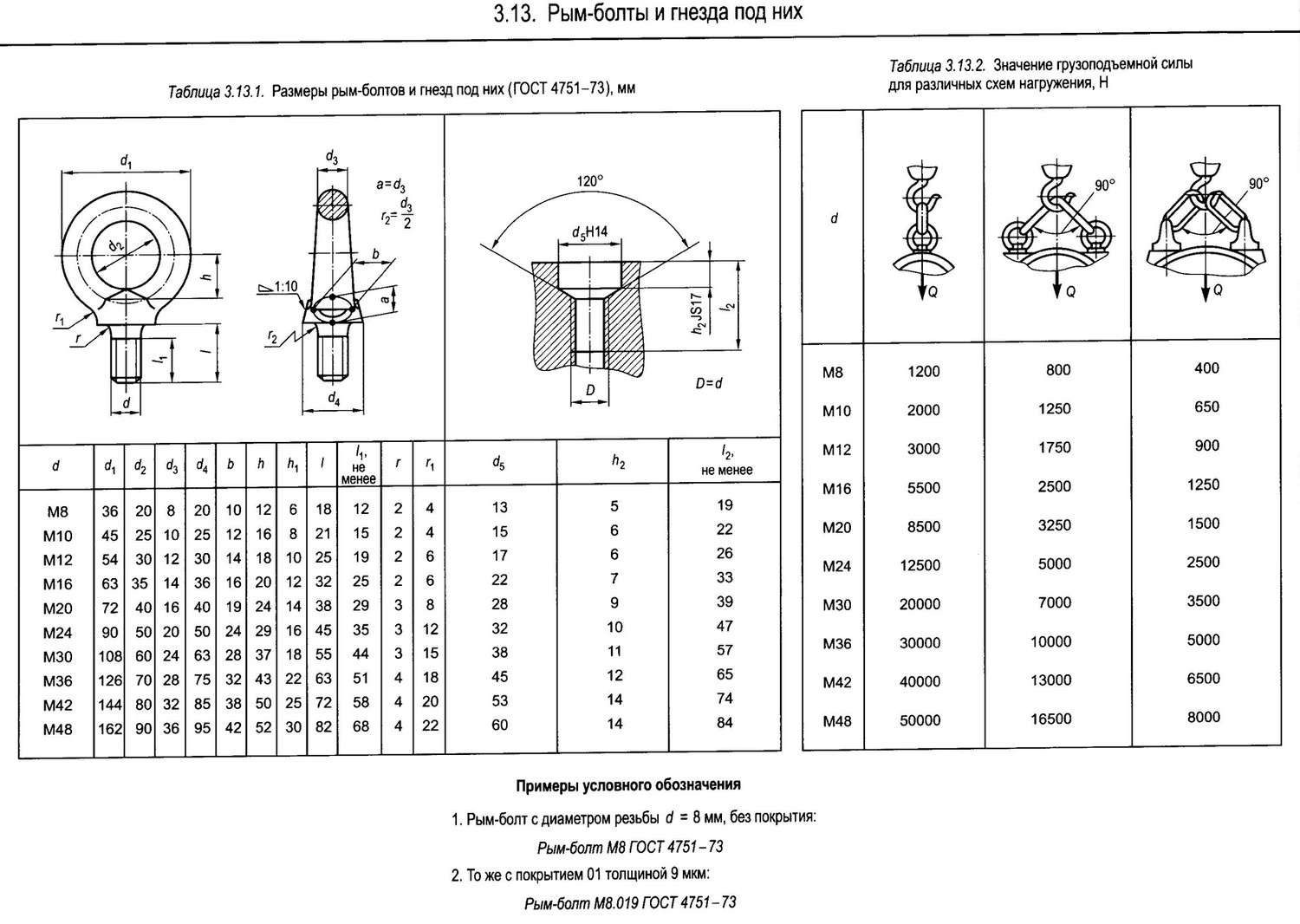




Itinalaga bilang M4, M5, M6, M8, M10, M12, M14, M16, M20, M24, M30, M36, M42, M48, M56, M64, M72, M80 at M100. Para sa lahat ng mga katangiang ito, ang kakayahan sa pagdala ay maaaring mag-iba mula 80 kilo hanggang 40 tonelada.


Saan sila gawa?
Ayon sa pamantayang pang-internasyonal, ang mga eye nut ay dapat gawin ng matibay na materyales:
- marka ng carbon steel C1030 at C1045;
- hindi kinakalawang o mataas na haluang metal na marka ng 304 (A2) at 316 (A4);
- kung ang mga ito ay hindi mga ferrous na haluang metal o metal, tanso, tanso ng silikon, titan at aluminyo ang angkop.
Ang mga fastener, na gawa sa mga bakal ng karaniwang mga marka, ay dapat na sakop ng isang patong na anti-kaagnasan. Maaari itong maging hot-dip galvanized, anodized para sa hardware ng aluminyo, o blued, kilala rin bilang blackening o oxidation.
Ang pagganap ng fastener ay nakasalalay sa kung paano ito ginawa - maaari itong maging casting / forging o stamping. Ang pamamaraan ng mainit na panlililak ay mas popular: ang isang hulma ay naka-install sa pindutin, kung saan matatagpuan ang workpiece. Ang materyal ay "pinisil" sa ilalim ng mataas na presyon. Upang mapabuti ang mga teknikal na katangian at dagdagan ang buhay ng serbisyo, ang bahagi ay pinahiran ng isang layer ng sink o lata. Matapos ang nut ay handa na, malinis ito ng dumi at sukatan. Ang pamamaraang pag-forging ay hindi kasikat dahil napakamahal at gumugugol ng oras.

