Mga tampok at pag-aari
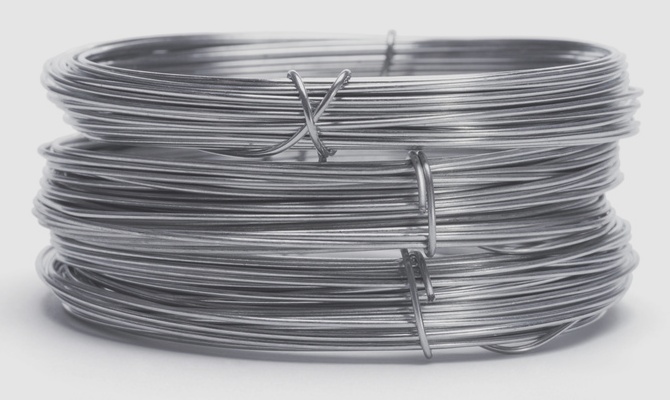
Sa pinaka-pangkalahatang anyo nito, ang isang kawad ay isang metal na may kakayahang umangkop na metal na pamalo, karaniwang isang hugis-silindro. Ginagamit ito upang mapaglabanan ang pagtaas ng stress ng mekanikal, pati na rin ang paghahatid ng mga signal ng TV at audio at elektrisidad. Ang wire ng bakal ay maaaring maging solid, maiiwan tayo, o tinirintas. Sa karamihan ng mga kaso, ginaganap ito sa isang bilugan na seksyon ng krus, medyo mas madalas na ito ay ginawa sa parisukat, hexagonal, hugis-parihaba at ilang iba pang mga hugis.
Ang wire ng bakal ay kabilang sa kategorya ng mga produktong pang-istruktura; malawak itong ginagamit sa paggawa ng mga produkto ng bakal na bakal, lubid na bakal, mga metal na lambat, bukal, pati na rin ng iba't ibang mga elemento ng pag-init ng mga electric furnace. Ang hardware (mga mani, bolts at rivet) ay gawa sa kawad - sa kasong ito, ang produksyon ay batay sa malamig na pamamaraan ng heading.

Ang pangunahing mga mamimili ng wire na bakal at kalakal na gawa dito ay tulad ng mga sphere ng metalworking at mechanical engineering, ang mga kalakal ay binili para sa mga pangangailangan ng konstruksyon, kemikal, petrochemical na industriya, ferrous at non-ferrous metallurgy. Ang pinakalaganap na kawad ay gawa sa mababang haluang metal na bakal, ito ay isang metal na mahabang produkto na may mababang nilalaman ng carbon. Salamat sa mga katangiang panteknikal na ito, ang produkto ay nakuha na may mas mataas na lakas na pinagsama sa mahusay na kalagkitan.


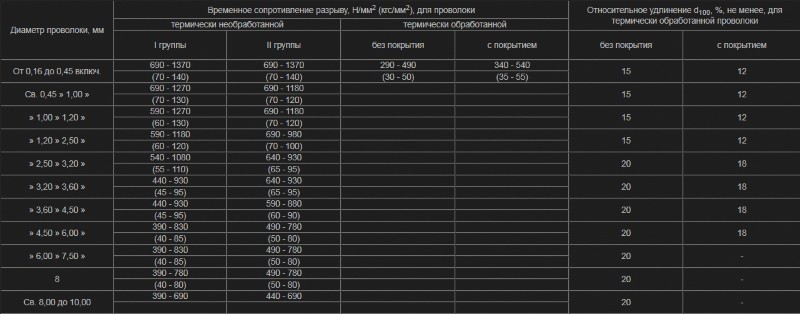
Kung ang isang layer ng sink ay karagdagan na inilapat sa isang pangkalahatang layunin na wire na bakal, pagkatapos ay nakakakuha ito ng paglaban sa kaagnasan. Iyon ang dahilan kung bakit ginagamit ang galvanized wire sa mga kondisyon ng mataas na kahalumigmigan, habang pinapanatili nito ang paunang pisikal at katangiang pagpapatakbo sa mahabang panahon. Alinsunod sa kasalukuyang GOST 3282–74, ang bakal na kawad na pinaputok ay nagiging mas malambot.
Ginawang posible ng tampok na ito na gamitin ito para sa pagsasakatuparan ng nagpapatibay na trabaho, pati na rin isama ang produkto sa teknolohikal na proseso para sa pagniniting ng pampalakas, pagbabalot ng mga posibleng kalakal at paggawa ng iba't ibang bahagi. Ang wire ng pinaka-pangkalahatang layunin ay higit na hinihiling sa lahat ng iba pang mga uri ng kawad.


2 Mga uri at teknikal na katangian ng PP alinsunod sa GOST 9389-75
Ayon sa Gosstandart na ito, ang spring wire ay maaaring mas mataas at normal na antas ng kawastuhan. Ayon sa mga tagapagpahiwatig ng mekanikal, nahahati ito sa apat na klase (3, 2A, 2 at 1) at tatlong mga marka (A, B, C). Ang mga produkto ng Class 2A ay palaging ginawa nang may pagtaas ng kawastuhan.
Pangunahing katangian ng PP:
- diameter - 0.14-8 mm (pinapayagan na mga paglihis - mula sa ± 0.01 hanggang ± 0.05);
- ovality - hindi hihigit sa kalahati ng ipinahiwatig na mga paglihis;
- lakas na makunat - mula 1030-1230 (spring wire ng klase 3 na may isang seksyon ng 8 mm) hanggang 2740-3090 (mga produkto ng ika-1 na klase na may isang seksyon na 0.14 mm) N / mm2;
- ang bilang ng mga twist na makatiis ang PP ay mula 4 hanggang 35 (ang tukoy na tagapagpahiwatig ay nakasalalay sa hilaw na materyal na kung saan ginawa ang kawad, pati na rin sa klase at uri ng natapos na produkto);
- timbang (itinakda ng mga kalkulasyon ng teoretikal) 1000 metro ng mga produkto ng kawad - 0.1208–394.6 kg.
 Mataas na kawastuhan na wire ng tagsibol
Mataas na kawastuhan na wire ng tagsibol
Kinakailangan ng GOST 9389-75 na ang carbon spring wire, na ginagamit para sa mga paikot-ikot na spring ayon sa malamig na pamamaraan nang hindi pinapatigas, ay ginawa mula sa mga marka ng carbon steel na tinukoy sa mga pamantayang 14959, 1050 at 1435. Sa kahilingan ng mamimili, maaaring magawa ang PP mula sa iba pang mga haluang metal na bakal, kung saan ang nilalaman ng posporus at asupre ay hindi hihigit sa 0.035 at 0.030%, ayon sa pagkakabanggit.
Hindi pinapayagan ng Gosstandart 9389-75 ang waviness, kalawang, hairline, pagkabihag, mga shell, paglubog ng araw, mga bitak sa ibabaw ng mga natapos na produkto, kalawang, ang kababalaghan ng decarburization (kumpleto) PP. Posible ang bahagyang decarburization, ngunit ang lalim nito ay hindi dapat lumagpas sa 1.5-3% ng seksyon ng produktong wire.
 Spring wire GOST 9389-75
Spring wire GOST 9389-75
Ang kawad ay ibinibigay sa mga spool pati na rin sa mga coil. Wind nila ito sa isang paraan na kapag ang pag-unwind ng materyal ay hindi mabaluktot hanggang walo. Sa mga coil at coil na may bigat na mas mababa sa 250 kg, ang PP ay sugat sa isang piraso, higit sa 250 kg - na may maximum na tatlong piraso. Bukod dito, tinutukoy ng GOST 9389-75 ang pangangailangan na maglatag ng mga espesyal na plugs sa mga lugar kung saan nahahati ang mga segment. Ang isang piraso ng kawad ay hindi maaaring mas mababa sa 0.3 kg para sa mga produkto na may diameter na hanggang 0.25 mm at mas mababa sa 30 kg para sa mga produkto na may diameter na higit sa 3 mm kilo.
Mga panuntunan sa pagtanggap
Ang mga kinakailangan ay naitatag para sa mga tinatanggap na mga produkto na nagbibigay-daan sa iyo upang subaybayan ang kanilang kalidad. Kasama sa listahan ng mga kinakailangang ito ang mga sumusunod na probisyon:
- ang kawad ay tinatanggap sa mga batch;
- ang bawat batch ay dapat magsama ng isang produkto ng parehong mga teknikal na parameter (klase, diameter, proseso ng pagproseso, uri ng patong);
- ang bawat batch ay naitala;
- kasama sa dokumento ang sumusunod na impormasyon: pangalan ng produkto, mga detalye ng gumawa, pagmamarka alinsunod sa GOST, mga resulta sa pagsubok;
- mga katangian ng timbang at laki.
Ayon sa itinatag na pamamaraan, ang kalidad ng patong sa ibabaw ay nasuri sa bawat rolyo o skein. Ang mga diameter at tolerance ay susuriing pili-pili para sa 5% ng natapos na produkto. Tatlong porsyento lamang ng buong batch ang nasubok para sa mga mekanikal na katangian.
Mga mekanikal na katangian ng kawad
Kung ang mga resulta ay hindi kasiya-siya, ulitin ang sampling, ang mga pagsubok ay ulitin muli.
Ang mga resulta sa pagtatapos ay itinuturing na katanggap-tanggap para sa buong lote.
1 Mga lugar ng aplikasyon ng wire na bakal
Sa loob ng maraming taon, ang low-carbon steel wire (GOST 3282-74), na ginagamit sa iba't ibang mga pang-industriya at pang-ekonomiyang lugar, ay nanatiling nangunguna sa mga mamimili. Kaya, madalas na ginagamit ito sa electrical engineering, kung kinakailangan na bumuo ng isang ground loop o sumusuporta para sa mga linya ng telephony o power transmission. Ang mga lubid para sa mga puwesto o barko ay gawa rin sa materyal na ito.
Para sa pangkabit ng anumang mga bahagi sa anumang produksyon o sambahayan, ang produktong ito ay ginagamit din mula sa galvanized steel (GOST 3282-74). Kadalasan, nahahanap ng materyal ang layunin nito sa panahon ng pagtatayo ng isang chain-link mesh, pati na rin para sa paggawa ng mga kuko, barbed wire, welded mesh.
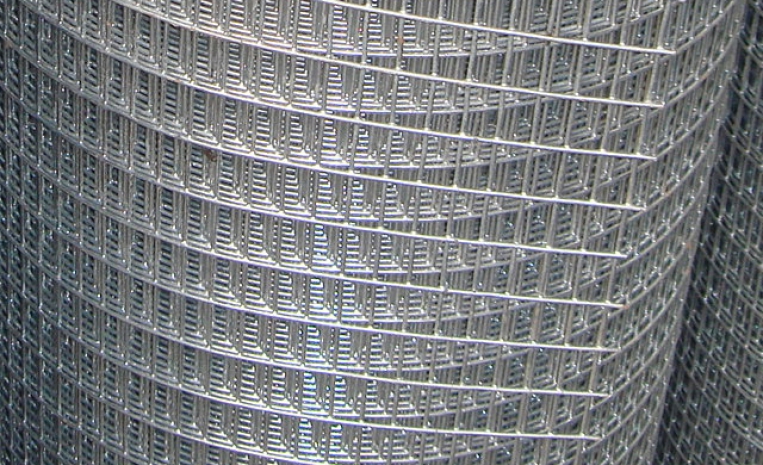
Welded wire mesh na gawa sa galvanized steel wire
Para sa tinali ng pampalakas, pag-log at iba pang mga item, natagpuan ng kawad ang layunin nito sa industriya ng konstruksyon. Gayundin, ang galvanized wire ay malawakang ginagamit sa agrikultura, gamot at iba pang mga industriya.
Imposibleng banggitin ang paggamit ng produktong galvanized steel sa paggawa ng hardware. Mapapansin na ang materyal ay pangkalahatang layunin at paggamit.
1.1 Mga pagkakaiba-iba at assortment ng wire na bakal
Mayroong maraming mga pagkakaiba-iba ng galvanized steel wire.
Ang pangunahing mga ay:
- hindi kinakalawang - gawa sa isang dalubhasang haluang lumalaban sa init na hindi sumasailalim sa mga kinakaing proseso, madalas itong ginagamit sa paggawa ng hardware;
- hinang - mayroong iba't ibang mga diameter ng 0.5-8 mm, madalas itong ginagamit sa panahon ng electric arc welding;
- pampalakas - ginagamit para sa karagdagang pagpapalakas ng iba't ibang mga uri ng mga pinalakas na kongkretong istraktura na nasa ilalim ng mataas na presyon o walang pag-igting. Dahil sa mga seksyon na nasa materyal na bakal, ang mahusay na pagdirikit sa kongkretong ibabaw ay nangyayari sa panahon ng pampalakas;
- tagsibol (malamig na iginuhit) - ang analogue na ito ay inilaan para sa paggawa ng mga spring, na ginawa ng malamig na paikot-ikot na pamamaraan, nang walang karagdagang paggamot sa init;
- cable car - para sa paggawa ng mga dagat at iba pang mga lubid, pinakamahusay sa lahat ang paghabi;
- cable - para sa disenyo ng mga nakabalot na sheath ng proteksiyon para sa mga kable at wire;
- ang pagniniting - gawa sa mababang carbon (GOST 3282-74) na bakal, may mataas na lakas at kalagkitan, ay madalas na ginagamit sa konstruksyon at agrikultura, halimbawa, para sa tinali na mga halamang habi, at isinasaalang-alang din na isang wire na pangkalahatang layunin.
Ang limitasyon ng panahon ng bisa ay naangat ayon sa protocol No. 4-93 ng Interstate Council para sa Standardisasyon, Metrolohiya at Certification (NUS 4-94)
6. EDISYON (Disyembre 2006) kasama ang Susog Blg. 1, 2, 3, 4, 5, na inaprubahan noong Mayo 1977, Nobyembre 1978, Disyembre 1983, Hunyo 1984, Setyembre 1988 (NUS 7-77, 1-79, 4-84 , 9-84, 1-89), na may Susog (NUS 2-99)
Editor M.I. Maksimova Teknikal na editor V.N. Prusakova Proofreader E.D. Dulneva Computer layout I.А. Naleykina
Nag-sign para sa pagpi-print noong Enero 15, 2007. I-format ang 60 x 84 * / 8- Offset na papel. Headset ng oras. Offset na pag-print. Uel. print sheet 1.40. Akademikong at Publishing House 1.10. Lipat ng 95 kopya. Zach. 30.S 3573.
FSUE "Standartinform", 123995 Moscow, Granatny bawat., 4.
Na-type sa Federal State Unitary Enterprise na "Standartinform" sa isang PC.
Naka-print sa sangay ng Federal State Unitary Enterprise na "Standartinform" - uri. "Printer ng Moscow", 105062 Moscow, Lyalin bawat., 6.
SANGGUNIAN REGULATORIYA AT DOKUMENTONG TEKNIKAL
|
Ang pagtatalaga ng NTD ay sumangguni |
Bilang |
Ang pagtatalaga ng NTD ay sumangguni |
Bilang |
|
GOST 1050-88 |
2.1 |
GOST 15150-69 |
5.10 |
|
GOST 1579-93 |
4.3 |
GOST 15171-78 |
5.3 |
|
GOST 3118-77 |
4.6.1 |
GOST 15846-2002 |
5.4 |
|
GOST 4165-78 |
4.6.3 |
GOST 16272-79 |
5.4 |
|
GOST 4204-77 |
4.6.1 |
GOST 16536-90 |
5.4 |
|
GOST 5530-2004 |
5.4 |
GOST 18617-83 |
5.4 |
|
GOST 6507-90 |
4.2 |
GOST 20435-75 |
5.8 |
|
GOST 8828-89 |
5.4 |
GOST 20799-88 |
5.3 |
|
GOST 9569-79 |
5.4 |
GOST 21650-76 |
5.5 |
|
GOST 10354-82 |
5.4 |
GOST 22225-76 |
5.8 |
|
GOST 10396-84 |
5.4 |
GOST 23639-79 |
5.3 |
|
GOST 10446-80 |
4.3 |
GOST 24597-81 |
5.5 |
|
GOST 10447-93 |
4.3 |
OST 14-43-80 |
5.4 |
|
GOST 10877-76 |
5.3 |
OST 14-15-193-86 |
2.1 |
|
GOST 14192-96 |
5.9 |
OST 38.01436-88 |
5.3 |
|
GOST 15102-75 |
5.8 |
Pagbalot, pag-label, transportasyon at pag-iimbak
Matapos ang paggawa ng steel wire, suriin ang kalidad nito, kinakailangan upang malutas ang mahahalagang problema - logistic. Maaari silang matagumpay na malutas sa mahigpit na pagsunod sa itinatag na mga pamantayan para sa pagpapakete, pag-label, pag-iimbak, at transportasyon.
Ang mga sumusunod na kinakailangan ay ipinataw sa packaging ng tulad ng isang tukoy na produktong bakal:
- ang mga tapos na produkto ay naka-pack sa mga spool, coil, coil;
- upang bigyan lakas, ang bawat skein ay nakatali sa parehong bakal na kawad (ang mga puntos ng attachment ay dapat na ipamahagi kasama ang haba);
- ang lahat ng mga yunit ng pagpapakete ay maayos na nasugatan, ang mga dulo ay inilabas sa paraang magagamit sila para sa pag-unwind;
- ang mga coil ng manipis na bakal na kawad (halimbawa, 0.8 mm at mas payat) ay nakatali sa bakal na kawad ng parehong diameter;
- sa spool, ang dulo ng kawad ay dapat na dalhin at magkaroon ng isang pangkabit na loop;
- kung ang isang buong pangkat ng mga skeins ng parehong pangalan ay inihahanda para sa pagpapadala, ang mga ito ay pinagsama at nakatali sa mga bay;
- ang pangangalaga ng mga produktong naipadala na bakal ay isinasagawa lamang sa kahilingan ng customer.

Pag-iimpake ng wire
Sa kahilingan ng pamantayan, ang mga tapos na produkto ay maaaring mai-pack at mapanatili tulad ng sumusunod:
- ang mga spool na handa na para sa transportasyon na may sugat na wire na 0.5 mm ay dapat na balot sa espesyal na papel at ilagay sa mga kahon;
- ang mga coil na may kawad ng isang mas malaking lapad, bilang karagdagan sa layer ng papel, ay balot ng isang polymer film;
- bilang karagdagan sa polymer film, pinapayagan ng pamantayan ang paggamit ng mga hindi pang-ulong materyales;
- ang mga coil ng makapal na kawad na may kabuuang timbang na 500kg hanggang 1.5t ay hindi naka-pack.
Batay sa mga itinakdang pamantayan, pinapayagan itong gamitin bilang materyal sa pagpapakete para sa kawad:
- makapal na papel na pinapagbinhi ng paraffin (sa isa o dalawang mga layer);
- iba't ibang uri ng pelikula;
- ilang mga uri ng mga hindi pinagtagpi na materyales (halimbawa, ang tinatawag na lalagyan na stitched na tela, sa maraming mga layer, pinapagbinhi ng isang espesyal na komposisyon);
- mga espesyal na uri ng tela: gawa sa mga fibers ng kemikal, gawa ng tao na tela, tela ng pagpapakete;
- para sa strap at pangkabit, pinapayagan na gumamit ng iba't ibang mga uri ng mga teknikal na teyp.

Paghahanda ng kawad para sa transportasyon
Ang natapos at nakabalot na wire na bakal ay maaaring ipadala sa consumer sa anumang uri ng transportasyon: riles, kalsada, tubig
Kapag nagpapadala ng isang natapos na order, ang espesyal na atensyon ay binabayaran sa haba ng transport arm at ang heyograpikong lokasyon ng customer.Kung ang transportasyon ay nagsasangkot ng paggalaw ng natapos na order sa loob ng ilang libong kilometro, sa mga lugar na may malamig at mahalumigmig na klima, kung gayon, ayon sa napagkasunduan ng kostumer, ang nagpadala ay maaari ring gumawa ng mga hakbang upang maprotektahan laban sa kaagnasan sa kalsada.
Ang pangunahing limitasyon sa transportasyon ng naturang karga ay ang limitasyon sa timbang ng isang solong batch. Hindi ito dapat lumagpas sa 1.5 tonelada. Maaaring bawasan ng mamimili ang rate na ito sa isang halagang angkop para sa kanya, halimbawa, 100 kg.
Kapag inililipat ang inorder na steel wire sa pamamagitan ng sakop na transportasyon, ang limitasyon sa timbang para sa package ay 1250 kg. Maaaring isagawa ang transportasyon sa pamamagitan ng riles: sa mga bagon, bukas na mga bagon, sa bukas na platform, espesyal at unibersal na mga lalagyan. Sa lahat ng mga kaso, mayroong isang pamamaraan at mga patakaran para sa pag-secure ng naturang karga sa transportasyon ng riles. Ang mga patakarang ito ay itinatag sa pamamagitan ng pagkakasunud-sunod ng Ministri ng Riles.
Ang natapos na mga elemento ay minarkahan bago ipadala. Tulad ng hinihiling ng pamantayan, dapat itong isama ang sumusunod na impormasyon:
- mga label ng impormasyon;
- mga marka ng transportasyon;
- mga espesyal na palatandaan ng pagmamanipula;
- maaaring mailapat ang karagdagang mga inskripsiyon kung kinakailangan.

Tapos na ang pagmamarka ng produkto
Ang impormasyong ito ay nakalimbag sa isang label at nakakabit sa bawat rolyo, anuman ang laki o timbang. Karaniwan ang label na ito ay ginawa sa isang typographic na paraan at may mga haligi para sa sumusunod na impormasyon: trademark o logo ng kumpanya, pagtatalaga ng produkto, pangunahing mga katangian. Mayroong isang selyo ng serbisyo sa teknikal na kontrol sa label. Kinukumpirma nito ang pagsunod ng mga naipadala na produkto na may mga pamantayan. Ang label na ito ay minarkahan ng mga palatandaan ng pagmamanipula. Ipinapahiwatig nila kung anong mga pagkilos ang pinapayagan na maisagawa sa kargadang ito.
Ang pag-iimbak ng mga naturang produkto na gawa sa mababang carbon steel ay hindi nangangailangan ng mga espesyal na kundisyon. Ang mga kundisyong ito ay natutukoy ng tagagawa at ng consumer mismo.
2 GOSTs para sa wire na bakal
Ayon sa GOST, ang mga pangkat ng mga materyales na bakal ay pareho sa inilarawan sa itaas. Anong uri ng GOST ng ito o ng galvanized steel assistant na ilalarawan namin sa ibaba.
Talaan ng mga katangian ng pagsunod sa mga produkto GOST 3282-74
Kaya:
- Mababang carbon carbon para sa pangkalahatang layunin GOST 3282-74.
- Steel welding wire GOST 2246-70.
- Low-carbon steel wire, malamig na iginuhit ng GOST 6727-80.
- Rope wire GOST 7372-79.
- Spring steel carbon GOST 9389-75.
- Galvanized barbed wire GOST 285-69.
Dapat pansinin na sa lahat ng mga pangkat na ito, ang pinakakaraniwan at hinihingi ay ang wire na bakal, na tumutugma sa GOST 3282-74. Ang mga kuko, welded mesh at iba pang mga katangian ay ginawa mula rito.
Dahil sa ang katunayan na ang materyal na GOST 3282-74 ay sumasailalim sa paggamot sa init, nagiging nababaluktot ito, walang mga katangian ng pagpapapangit at matibay.

Ang lahat ng mga uri ng mga bakod ay gawa sa bakal na bakal
2.1 Mga pangunahing tagagawa ng bakal na bakal
Ang sinumang tagagawa ng mga katangian ng bakal ay inaangkin na ang salik na nakakaapekto sa presyo ng isang produkto ay: ang uri at komposisyon ng bakal, haba, diameter, hugis ng seksyon, pati na rin mga tampok ng mga katangiang pisikal at kemikal.
Ito ay dahil sa ang katunayan na ang proseso ng produksyon ay mas matrabaho at nangangailangan ng mas maselan at filigree na trabaho, pati na rin ang isang mas malaking bilang ng mga proseso.

Gayundin, ang iba't ibang mga hardware ay gawa mula sa steel wire.
Ang isang tanyag na tagagawa ng wire GOST 3282-74 at iba pang mga pagkakaiba-iba sa Russia at mga bansa ng CIS ay:
- "BALTIJA-MKZ", Latvian-Russian JV, LLC, (Riga);
- TECRUBE SINAQ ZAVrod, (Baku);
- "Belarusian Metallurgical Plant", JSC, (Zhlobin);
- Volgograd Steel Wire Rope Plant, JSC, (Volgograd);
- Dneprometiz, JSC (Dnepropetrovsk);
- West Siberian Metallurgical Plant, OJSC, (Novokuznetsk);
- "Zaporozhye Steel Rolling Plant", JSC, (Zaporozhye);
- "Izhstal" JSC, (Izhevsk);
- "Industriya", JSC, (Chernivtsi);
- "Ang planta ng hardware ng Kiev ay pinangalanan pagkatapos Nakasulat ", JSC, (Fastov);
- "Artictrade Company", LLC, (Moscow);
- "Krasny Profinter", halaman ng Dnipropetrovsk, JSC (Dnepropetrovsk);
- "Lepsinsky hardware plant", pinagsamang estado ng stock company na "Zerger", (Lepsy).
Ang bawat tagagawa ay nag-aalok ng isang katulad na assortment, subalit ang ilan sa kanila ay may kani-kanilang mga katangian at espesyal na alok para sa mga mamimili.
Ang isa o ibang tagagawa ay maaaring magpakadalubhasa sa paggawa ng isang tiyak na uri, halimbawa, GOST 3282-74.
Dahil ang partikular na uri na ito, tulad ng nabanggit na sa itaas, ay ang pinaka hinihingi, at samakatuwid ay magdadala ng mas maraming mga benepisyo.
Upang makuha ang tamang uri ng kawad, kailangan mong malinaw na malaman para sa kung anong mga layunin ito gagamitin.
Sa ilang mga kaso, ang katulong na bakal na GOST 3282-74 ay maaaring hindi angkop
Iyon ang dahilan kung bakit napakahalagang isaalang-alang ang uri ng aktibidad at industriya kung saan gagamitin ang materyal na metal.

Cold Drawn Steel Wire Workshop
Kung hindi ka sigurado kung anong uri ang kakailanganin mo, mas makabubuting pumunta sa mga consultant ng produksyon.
Ito ang tagagawa na hindi lamang makapagbibigay sa iyo ng isang kalidad na produkto, ngunit pinapayuhan din kung aling uri ang bibilhin.
Bigyang pansin ang GOST, ang bawat tagagawa ay obligadong gumawa ng kanilang mga produkto alinsunod sa mga pamantayan at kinakailangan, madalas sa awtomatiko o semi-awtomatikong kagamitan. Ang bawat uri ng kawad ay maaaring magkaroon ng sariling mga sukat, na maaaring mag-iba sa loob ng isang tiyak na saklaw.
Kinakailangan na bago bumili ng kinakailangang kawad, dapat mong malaman ang tungkol sa kinakailangang lapad at ang dami ng materyal na gugugol.
2.2 Paano gumagana ang isang wire wire drawing mill? (video)
Rebar portal »Mesh» Wire »Mga pagkakaiba-iba at assortment ng low-carbon steel wire
Paggawa
Isinasagawa ang paglabas ng wire na bakal sa pamamagitan ng pagguhit ng wire rod sa mga dalubhasang kagamitan na may karagdagang pagpapaputok sa isang espesyal na pugon o wala ito.
Ang proseso ng broaching at pagguhit ay hindi partikular na mahirap mula sa isang teknikal na pananaw. Ang naka-compress na wire rod ay ginagamit bilang isang gumaganang hilaw na materyal, ang lahat ng mga manipulasyon ay ginaganap sa mga pagguhit na machine. Kung ikukumpara sa metal rolling, ang operasyon na ito ay may maraming mga pakinabang:
- awtomatikong pagpapatakbo ng mga tool sa makina ay nagbibigay ng mas mataas na pagiging produktibo;
- Pinapayagan ng pagguhit upang makakuha ng mga produkto ng perpektong regular na hugis na may malinis at na-level na ibabaw - dahil dito, ang antas ng kasunod na pagproseso ay lubos na nabawasan, at ang kawad mismo ay nakakakuha ng pinabuting mga mekanikal na katangian.
Sa pangkalahatan, ang paggawa ng twisted steel wire ay nagsasangkot ng maraming mga hakbang.
- Sa yugtong ito, ginaganap ang pag-ukit, ang pangunahing gawain ay alisin ang ibabaw na layer ng metal at sukat, na maaaring makagambala sa pagguhit. Ang paghahanda sa ibabaw ay ginaganap sa pamamagitan ng pag-degreasing, paggiling, buli at paggupit ng mekanikal ng mga tinanggihan na lugar. Dahil ang mga kumplikadong mga compound ng kemikal ay maaaring mayroon sa sukatan, ang wire rod ay ginagamot ng mga solusyon sa acid na pinainit hanggang 50 degree. Pagkatapos nito, ang workpiece ay hugasan at tuyo kapag pinainit sa 75-100 degree sa mga espesyal na drying chambers.
- Sa yugtong ito, nagaganap ang paggamot sa init, ang layunin nito ay upang gawing mas malambot ang workpiece ng metal, mapagaan ang panloob na mga stress. Para sa mga ito, ang materyal ay pinainit, itinatago nang ilang oras at pinalamig. Bilang isang resulta, ang mga katangian ng mga bakal ay nagbabago nang malaki at ang proseso ng pagguhit ng wire at pagpapaputok ay pinadali.
- Dagdag dito, sa tulong ng isang martilyo, ang mga bakal na billet ay na-flat at na-level. Sa ganitong paraan, maaari mong ayusin ang metal sa drum ng drawing machine upang maipasa ito sa die.
- Sa yugtong ito, ang pagguhit ay ginaganap nang direkta.Para sa mga ito, ang naproseso at patag na hilaw na materyales ay iginuhit sa makina sa pinakamataas na posibleng bilis sa pamamagitan ng isang tapering channel. Nakasalalay sa dami ng iginuhit na kawad, ang prosesong ito ay maaaring maging solong o multi-strand.
- Sa huling yugto, ang pagpapaputok ay ginanap - ang pangunahing gawain ng mga manipulasyong ito ay upang mabawasan ang stress pagkatapos ng pagguhit ng metal. Ang bakal ay nagiging nababanat, lumalaban sa lakas at matigas, kasabay nito ay mahinahon sa pagpahaba at pag-ikot, ang mga naturang parameter tulad ng resistivity at bigat ng 1 meter ay napabuti.
Mayroong dalawang uri ng paggamot sa init.
- Banayad na pagpapaputok - ginanap sa isang hurno na puno ng inert gas. Dahil dito, ang metal ay hindi sasailalim sa oksihenasyon, at ang sukat ay hindi nabubuo dito. Ang mga natapos na produkto ay nakakakuha ng isang ilaw na lilim at isang napaka-kahanga-hangang gastos.
- Itim na pagpapaputok - sa kasong ito, ginagamit ang pinakasimpleng kapaligiran, mga form ng sukat sa ibabaw ng mga natapos na produkto, samakatuwid nakakakuha ito ng isang madilim na kulay. Ang gastos ng naturang kawad ay mas mababa kaysa sa light wire.
Dahil sa ang haluang metal na bakal ay kabilang sa kategorya ng mga metal na mabilis na dumudulas, ang galvanizing ay madalas na kasama sa ikot ng produksyon. Ang pinakamahusay at pinakamataas na kalidad na kawad ay ginawa gamit ang hot-dip galvanizing technique, dahil tinitiyak nito ang maximum na pagdirikit ng zinc nang direkta sa kawad.
Ang mga natapos na produkto sa exit ay hindi natatakot sa kalawang at sa parehong oras ay may isang nadagdagan na antas ng proteksyon laban sa mga hindi kanais-nais na panlabas na kadahilanan tulad ng pagkilos ng mga ultraviolet ray, pagbabagu-bago ng hangin at temperatura. Bilang karagdagan, ang galvanized steel wire ay mas ductile kaysa sa hindi galvanized, at sa gayon ay mas matibay. Pagkatapos nito, ang mga produkto ay gupitin at minarkahan.
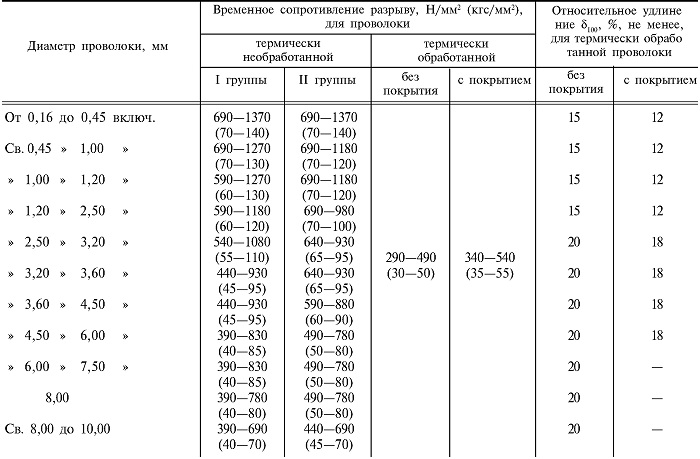
Alinsunod sa GOST 3282-74, ang bakal na bakal ay ginawa mula sa bakal alinsunod sa kasalukuyang pamantayan na No1050. Tapos na wire na may isang cross-section na 0.5 hanggang 6 mm, na hindi sumailalim sa paggamot sa init, sa exit ay dapat makatiis ng hindi bababa sa 4 na baluktot nang hindi lumalabag sa pangkalahatang integridad at pagkawasak ng istrakturang metal. Sa ibabaw ng isang produkto na hindi pinahiran ng sink, pinapayagan ng mga pamantayang pang-teknolohikal ang pagkakaroon ng maliliit na mga dent at gasgas - habang ang lalim nito ay hindi dapat higit sa 1/4 ng laki ng paglihis ng mga natapos na produkto sa diameter. Ngunit ang pagkakaroon ng lahat ng uri ng mga bitak, kaliskis at pelikula ng anumang laki ay mahigpit na hindi pinapayagan.
Ang galvanized wire ay maaaring magkaroon ng isang bahagyang whitish coating sa ibabaw, pati na rin ang glitter - ngunit kung hindi nila mapinsala ang pangkalahatang kalidad ng patong. Mahigpit na ipinagbabawal na ibenta at gamitin sa proseso ng produksyon na wire na bakal na may mga lugar na walang patong na metal at mga itim na spot.
Mga uri at pangunahing sukat
Ang wire ng bakal ay nahahati sa dalawang uri: pinahiran ng sink at hindi pinahiran na sink. Ang patong na ito ay sink. Gayundin, ang wire na bakal ay ginagamot sa init at hindi. Ang mga produkto pagkatapos ng paggamot sa init ay magaan at itim. Ang kapal ng tulad ng isang wire na bakal ay mula sa 0.16 mm hanggang 10 mm.
Ang saklaw ng laki ng mga produktong pinahiran ng sink na mula sa 0.2 mm hanggang 6 mm. Ang saklaw mismo ay nahahati sa dalawang klase: unang klase at pangalawang klase. Ang pagkakaiba sa pagitan ng isang klase at iba pa ay nakasalalay lamang sa kapal ng patong. Ang lahat ng mga produkto ng pangalawang klase ay may isang siksik na patong ng sink, at samakatuwid ay mas makapal. Ang mga produkto ng pangalawang klase ay mas matibay.
Mga pamamaraan sa pagsubok
Ang mga sumusunod na pamamaraan ay binuo para sa pagsuri sa pagsunod sa kalidad ng mga produktong gawa:
- bigat;
- volumetric gasometric;
- paglulubog.
Ang kanilang pagiging maaasahan ay batay sa pamamaraan ng pag-sample ng pangkalahatang teorya ng mga istatistika. Samakatuwid, tulad ng ipinapakita sa karanasan, sapat na upang mag-sample ng isang sample mula sa bawat naibigay na batch.
Ang unang pamamaraan ay nagsasangkot ng visual na inspeksyon at pagtimbang.Pinapayagan ka ng visual na inspeksyon na matukoy ang estado ng napiling sample, matukoy ang diameter at lalim ng mga napansin na mga depekto. Ang mga parameter na ito ay karaniwang sinusukat gamit ang naaangkop na mga instrumento sa pagsukat. Ang diameter at ovality ng steel wire ay sinusukat sa dalawang eroplano gamit ang isang micrometer. Pagkatapos ang nakuha na data ay na-verify sa GOST 6507-78. Ang isang paunang kinakailangan para sa naturang mga sukat para sa galvanized wire ay ang kawalan ng labis na sagging.

Pagkontrol sa kalidad ng wire
Batay sa pamamaraang ito, ang masa ng sink na matatagpuan sa ibabaw ng sample ay natutukoy sa pamamagitan ng pagkalkula ng pagkakaiba sa pagitan ng masa ng sample na may sink at ang masa ng sample na tinanggal ang patong. Dagdag dito, ayon sa kilalang pormula, kinakalkula ang ibig sabihin ng arithmetic. Ang error ng naturang mga pagtatantya, na may maingat na pagsubok, ay hindi hihigit sa 0.001 g.
Pagkatapos ay magpatuloy sa pagtatasa ng sample ayon sa mga sumusunod na tagapagpahiwatig: baluktot, kahabaan, pagkalagot. Kung ang diameter ng napiling sample ay hindi hihigit sa 0.5 mm, posible na palitan ang karaniwang pagsubok sa pamamagitan ng halaga ng rupture sa nabuo na buhol.
Pagkatapos nito, isinasagawa ang isang tseke para sa tinatawag na paikot-ikot. Ang bakal na bakal ay nasugatan sa isang pamalo ng parehong diameter tulad ng wire mismo. Kung ang diameter ay lumampas sa 6 mm, kung gayon ang diameter ng pamalo ay dapat na dalawang beses ang lapad ng sample. Pagkatapos ay sinusukat ang mga katangian ng timbang.
Ginagamit ito sa paglutas ng mga kontrobersyal na sitwasyon, para sa pagsasagawa ng mga pagsusuri sa arbitrasyon.
Pamamaraan ng volumetric gasometric.
Bilang paghahanda para sa pag-aaral, alisin ang buong patong ng sink ng sample sa ibabaw ng bakal. Para sa hangaring ito, ito ay nahuhulog sa isang espesyal na solusyon.
Ang huling resulta ay kinakalkula bilang ibig sabihin ng arithmetic ng maraming mga resulta sa pagsubok.

Wire na ginagamot sa init
Ang pagkakasunud-sunod kung saan ipinatupad ang pamamaraang ito ay natutukoy ng sumusunod na pagkakasunud-sunod ng mga pagpapatakbo:
- maraming mga piraso ng kawad ng parehong haba ay napili mula sa ipinakita na sample (ang pagkakaiba sa haba ay hindi dapat lumagpas sa 0.5 mm);
- ang bawat segment ay lubusang nabawasan (ang mga solusyon sa pagbawas ay maaaring: alkohol, gasolina o iba pang angkop na mga solusyon sa kemikal);
- pagkatapos, gamit ang mga kemikal na katangian ng sink, natutunaw nila ito (sinubukan nilang mahuli ang lahat ng inilabas na hydrogen);
- sa mga kondisyon sa laboratoryo, ang dami ng nakuha na hydrogen ay sinusukat;
- ang kilalang pormula kalkulahin ang density ng ibabaw ng zinc;
- sa sulfuric o hydrochloric acid, ang tinaguriang zinc etching ay ginaganap.
Pamamaraan ng paglulubog
Sa pamamaraang ito, ang isang napiling sample ay nahuhulog sa isang solusyon ng tanso sulpate. Ang density ng solusyon ay dapat na 1.116 g / cm3. Sa temperatura na 18 ° C.
Sa kasong ito, sinusundan ang sumusunod na order upang makuha ang mga resulta:
- Maghanda ng maraming mga test steel bar na pantay ang haba (karaniwang 150 mm);
- gumawa ng pagkabulok na may banlaw na may dalisay na tubig;
- ang bawat sample na bakal ay lubusang pinunasan mula sa mga bakas ng likido at pinatuyong;
- pagkatapos ay isawsaw sa handa na solusyon (naglalaman ito ng tanso sulpate);
- ang distansya mula sa posisyon ng mga bar sa ibabaw ng solusyon ay dapat na 100 mm, ang oras ng paglulubog - 60 sec;
- anim na sample ng bakal ang nasubok nang sabay-sabay;
Pagkatapos ng pagsubok na ito, suriin ang mga labi ng patong na tanso sa ibabaw ng mga bar. Kung sa ibabaw ng hindi bababa sa isang bakal na bar ay may mga lugar na may residues ng patong na tanso, ang sample ay hindi nakapasa sa pagsubok. Ang pagtatasa ay ginagawa nang biswal.