Mga aparatong propesyonal na hinang
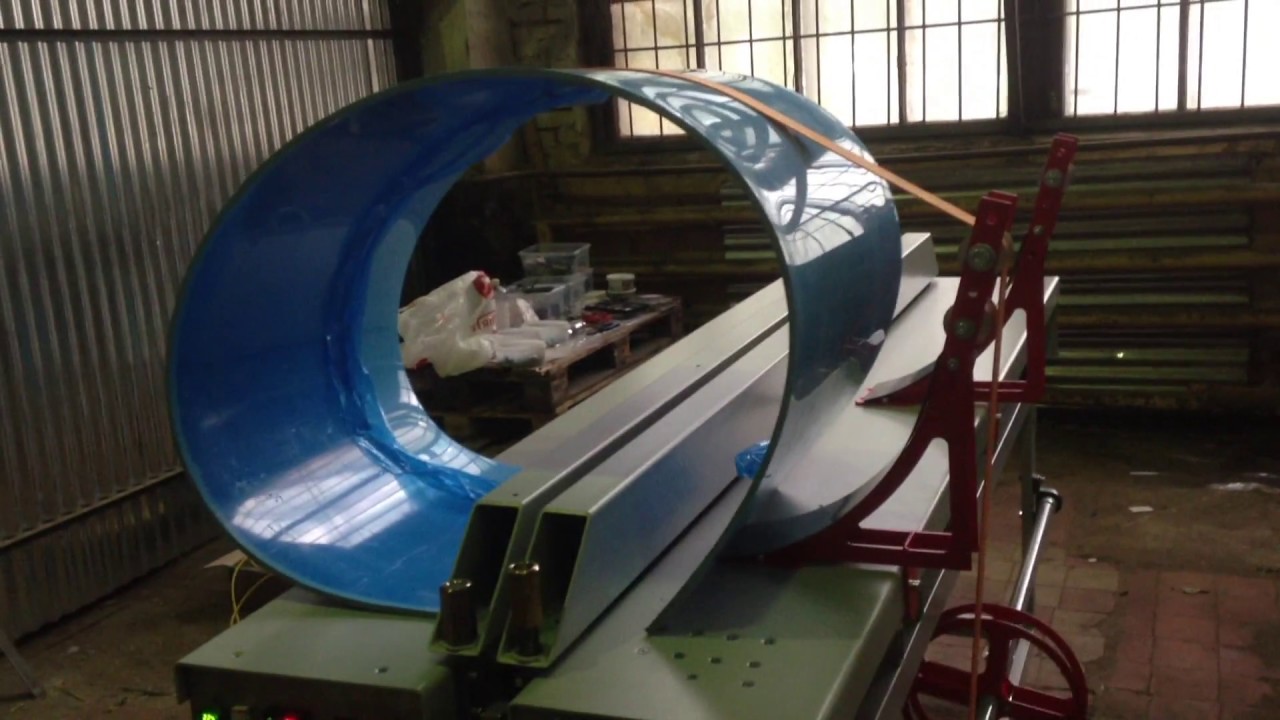
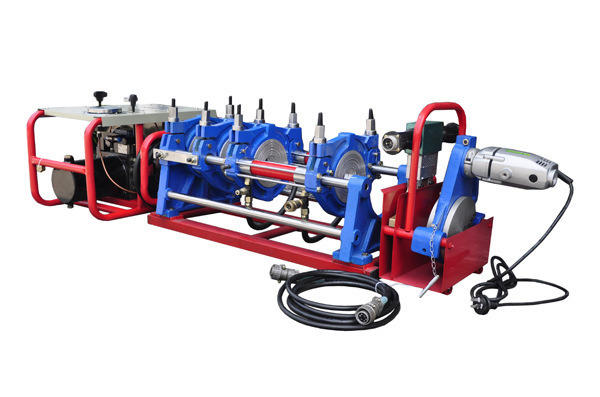
Para sa malakihang gawain (halimbawa, para sa paglikha ng mga takip para sa mga malalaking greenhouse o para sa mga komersyal na aktibidad), inirerekumenda na gumamit ng mga propesyonal na polyethylene welding device. Ang mga kalamangan ng mga aparatong ito ay pinapayagan nila ang kakayahang umangkop na pagsasaayos ng mga parameter ng presyon, temperatura, bilis ng paggalaw kasama ang tahi. Kung nagtatrabaho ka sa parehong pangkat ng polyethylene, pagkatapos na maitakda mo ang mga kinakailangang halaga, maaari mong isagawa ang proseso ng hinang sa mataas na bilis.
Ang mga aparato sa pag-sealing ay madalas na may mga drive ng pag-drive at pag-igting na nagpapahintulot sa pelikula na sumali na mahila sa parehong bilis, na may kapaki-pakinabang na epekto sa pangwakas na kalidad ng tahi.

Ang mga pang-industriya na aparato ay magagamit sa iba't ibang mga uri. Maaari silang maging alinman sa pakikipag-ugnay sa pag-init o pag-init ng mainit na hangin.
Ang mga operasyon na may malalaking lugar ng materyal ay epektibo sa pagpili ng isang pinagsamang pamamagitan ng hinang, dahil hindi na kailangan ng mga adhesive o scotch tape. Ang pagiging produktibo at kawastuhan ng trabaho ay makabuluhang nadagdagan. Ang mababang lebel ng pagkatunaw at kakayahang umabot ng materyal ay nagbibigay-daan sa koneksyon sa pamamagitan ng hinang sa bahay. Ang nagreresultang lakas ng magkasanib na pangunahin ay nakasalalay sa temperatura at kalinisan ng mga ibabaw na sasalihan.
Mga parameter ng hinang para sa mga produktong polyethylene at polypropylene
Material Melt Flow Index (MFR)
Welding ng high density polyethylene (PE-HD, HDPE)
Ang mga produktong gawa sa high density polyethylene ng natutunaw na pangkat na may index 005 (MFR 190/5: 0.4-0.7 g / 10 min.), Group 010 (MFR 190/5: 0.7-1.3 g / 10 min.) O mga pangkat 003 ( Ang MFR 190/5: 0.3 g / 10 min.) At 005 (MFR 190/5: 0.4-0.7 g / 10 min.) Ay angkop para sa magkasama na hinang. Kinumpirma ito ng DVS 2207 bahagi 1 (DVS - German Welding Association) at naitala ng DVGW (German Gas and Water Association).
Welding ng polypropylene: polypropylene homopolymer (PP type 1, PP-H) at polypropylene block copolymer (PP type 2, PP-C, PP-R)
Ang weldability ng polypropylene ay ipinahiwatig sa loob ng 006 melting index group (MFR 190/5: 0.4-0.8 g / 10 min.). Ito ay nakumpirma ng mga kaugalian na DVS 2207 bahagi 11.
Temperatura ng proseso ng hinang ng polypropylene at polyethylene
Mainit na hinang gas
| Hangin, l / min. | Temperatura sa nguso ng gripo ˚ С | Ang bilis ng gas cm / min | ||||
| Diameter ng nguso ng gripo, mm | High-speed diameter ng nguso ng gripo | |||||
| 3 | 4 | 3 | 4 | |||
| Welding polyethylene | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | tinatayang 10 tinatayang 10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Welding polypropylene | 60-7060-7060-70 | 280-320280-320280-320 | tinatayang 10 tinatayang 10 tinatayang 10 | 50-6050-6050-60 | 40-5040-5040-50 |
Welding gamit ang isang extruder ng kamay
| Sinusukat ang temperatura sa outlet ng nozel, º C | Sinusukat ang temperatura ng hangin sa mainit na air nozzle, ºC | Dami ng hangin, liters / min. | |
| PE solid PP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Impluwensiya ng kahalumigmigan
Ang mga produktong mai-weld (mga sheet, plate) at welding rod na gawa sa polyethylene at polypropylene ay maaaring sumipsip ng kahalumigmigan sa ilalim ng ilang mga kundisyon. Bilang resulta ng mga pag-aaral na isinagawa ng isang bilang ng mga tagagawa, isiniwalat na ang mga polyethylene at polypropylene welding rod na gawa sa polyethylene at polypropylene ay sumisipsip ng kahalumigmigan depende sa materyal at sa kapaligiran. Sa extrusion welding, ang kahalumigmigan ay maaaring magpakita sa anyo ng mga pits sa seam o magaspang na mga seam seam. Ang kababalaghang ito ay lumalakas sa pagtaas ng kapal ng seam.
Upang maiwasan ang mga hindi kanais-nais na kahihinatnan, ang mga sumusunod na rekomendasyon ay binuo:
- Pag-install ng mga pinaghihiwalay ng kahalumigmigan at langis sa sistema ng supply ng hangin,
- Pag-iwas sa makabuluhang pagkakaiba sa temperatura sa pagitan ng mga bahagi na hinang (nakakondensong kahalumigmigan),
- Ang pag-iimbak ng welding rod, kung maaari, sa isang tuyong lugar,
- Pinatuyo ang welding rod sa 80 ° C nang hindi bababa sa 12 oras,
- Welding malawak na seam (> 18mm) sa maraming mga pass.
Depende sa uri ng pag-init ng polypropylene at polyethylene, nakikilala ang mga sumusunod na uri ng hinang:
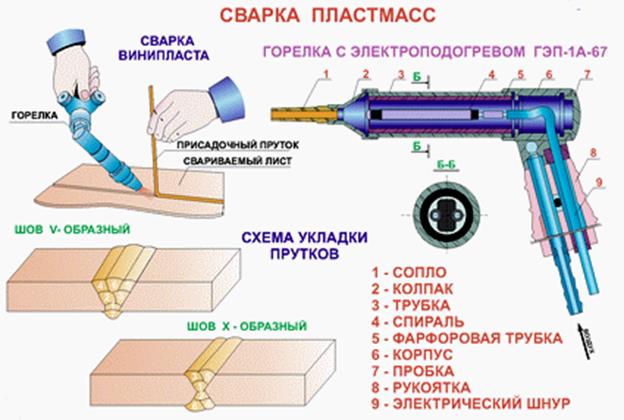
- Welding thermoplastics na may mainit na hangin (hairdryer)
- Welding thermoplastics na may isang extruder
- Welding thermoplastics na may elemento ng pag-init
- Mataas na dalas na hinang ng mga thermoplastics
- Laser hinang ng thermoplastics
Welding sa bar
Halimbawa, kapag naglalagay ng PVC linoleum, kinakailangan ang hinang gamit ang isang rod ng tagapuno. Ang linoleum ay paunang handa. Dapat itong magkasya nang mahigpit sa sahig.









Ang lahat ng mga kasukasuan ay dapat na nilagyan nang walang mga puwang o puwang. Ang isang kalidad na seam nang walang paggamit ng mga espesyal na kagamitan ay napakahirap. Ang isang ordinaryong hair dryer ay hindi magawa ito dahil sa makabuluhang kapal ng linoleum.
Nangangailangan ng mga espesyal na tool at kagamitan. Bago ang hinang sa isang bar, ang mga gilid ay dapat na handa, ang tinunaw na bar ay matiyak ang kanilang maaasahang koneksyon. Ang nabuo na mga nodule ay tinanggal gamit ang isang espesyal na kutsilyo.
Ang hinang na may isang bakal na bakal
Ang isang ordinaryong electric soldering iron ay angkop din para sa pangkabit ng pelikula sa isang domestic environment. Mahusay na ilagay sa tip ang isang mag-aaral o poster nib, na gawa sa metal, sa kanyang tungkod. Kung ang polimer ay nasunog, ang tip ay bahagyang inilipat mula sa dulo ng aparato - binabawasan nito ang lugar ng paglipat ng init.
Mas maaasahan ang paghihinang kung ikakabit mo ang mga espesyal na roller sa panghinang na bakal. Sa dulo, ang sting ay giling ng ihinto, ang isang uka ay pinutol sa gitna ng dulo, kung saan ginagamit ang isang hacksaw. Kakailanganin mo ang isang disc ng tanso na may diameter na 1 cm (ang mga seryosong nag-aalala tungkol sa pagtatayo ng naturang aparato ay maaaring ito mismo ang mag-ukit).
Mag-drill ng isang butas na may diameter na mga 5 mm para sa pangkabit axles, ipasok ang disc sa slot na ginawa at ligtas. Dapat itong paikutin nang malaya. Upang gawing pantay ang hinang, sundin ang tuwid na gilid. Ang patakaran ng pamahalaan ay dapat na humantong sa punto kung saan nagtatapos ang seam nang walang pansiwang, na may presyon. Mas madalas ang pamamaraang ito ay ginagamit para sa mga sealing bag. Upang makakuha ng magandang tahi, magsanay ng kaunti sa mga hindi kinakailangang piraso.
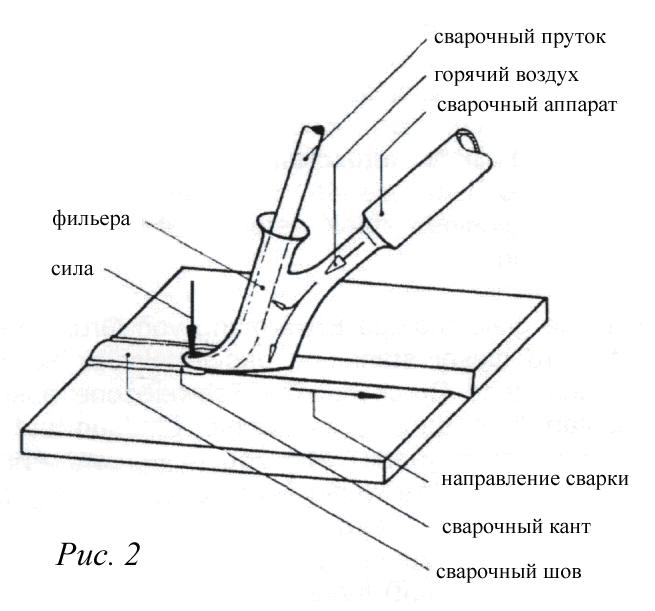
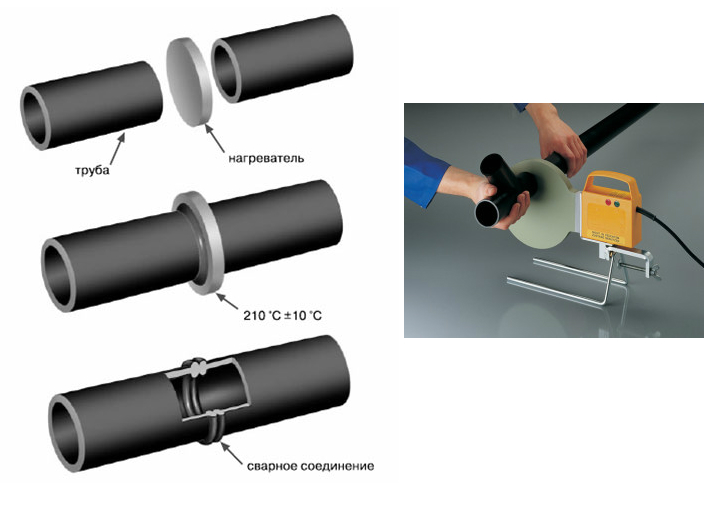
Welding ng polyethylene na may elemento ng pag-init (Butt Welding)
Ang welding ng polyethylene na may elemento ng pag-init (tinatawag din na welding welding) ay ginagamit upang magwelding ng mga plate, bloke at iba pang mga profile ng mga produktong semi-tapos na. Ang ganitong uri ng hinang ay lubhang malawak na ginagamit para sa hinang thermoplastic pipelines. Hindi tulad ng nakaraang dalawang paraan ng hinang, ang pamamaraang ito ay hindi nangangailangan ng paggamit ng materyal na tagapuno.
Para sa hinang na may isang elemento ng pag-init, ang tinatawag. puwit welding machine, ang prinsipyo ng pagpapatakbo ng kung saan (pagpainit na may isang elemento ng pag-init ng iba't ibang mga hugis) ay pareho, at magkakaiba sa bawat isa lamang sa uri ng drive (manu-manong, mekanikal, niyumatik, atbp.), na naglilipat ng gupit puwersa sa mga elemento na dapat na hinang. Bilang karagdagan, ang mga makina ng welding welding ay maaaring makilala sa pamamagitan ng isang kumpletong hanay ng mga espesyal na kagamitan at lahat ng uri ng mga pagpipilian - halimbawa, para sa mga sheet ng hinang sa isang anggulo, para sa mga natitiklop na sheet na dapat na ma-welding.
Ang ilang mga uri ng mga puwang ng welding machine, bilang karagdagan sa HDPE, pinapayagan din ang hinang ng HMPE at UHMWPE.
Kapag ang hinang na polyethylene na end-to-end, ang kinakailangang init ay direktang ibinibigay mula sa elemento ng pag-init hanggang sa welding zone ng mga ibabaw na isasama. Sa ganitong paraan, nakakamit ang isang mas kanais-nais na pamamahagi ng init, upang wala sa mga zone ng materyal ang higit na nai-load ang init kaysa sa isa pa. Bilang karagdagan, ang mga ibabaw ng isinangkot na elemento ng pag-init ay dapat na malinis at ganap na magkadugtong. Ang uri ng hinang na ito ay nagpapakita ng kaunting panloob na pagkapagod at maaaring mai-load sa halos katulad na paraan tulad ng orihinal na materyal.
Paglalapat ng isang soldering iron para sa welding film
Ang pagsali sa mga sheet ng polyethylene na gumagamit ng isang maginoo na bakal na panghinang (40-60 W) ay nagbibigay-daan sa iyo upang makakuha ng isang malakas na tahi, habang kinakailangan ng mga menor de edad na pagbabago ng tool. Ang paggamit ng isang panghinang na iron na walang mga espesyal na tip ay hindi magbibigay ng isang de-kalidad na resulta. Ang magkasanib ay magiging hindi pantay, ang pagbuo ng mga kumakalat na punto ng materyal ay posible.
Skema ng hinang ng pelikula.
Upang makakuha ng isang mahusay na resulta at hinangin ang mga kasukasuan ng makabuluhang haba, kinakailangan ng paggamit ng mga karagdagang aparato. Mayroong maraming mga pagpipilian para sa pagbabago ng soldering iron.
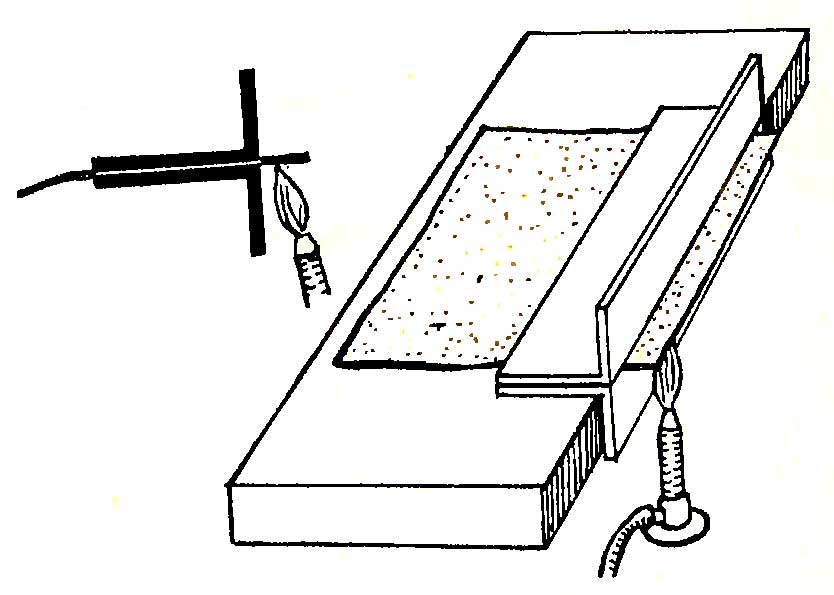





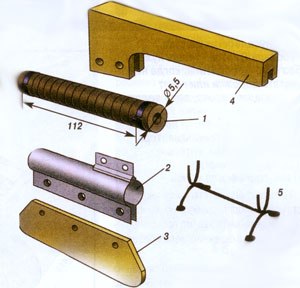
Ang isang ordinaryong bakal na panghinang ay kinukuha, pagkatapos ang dulo ng dulo ay tinanggal mula rito. Gamit ang isang hacksaw, isang cut ang nilikha. Pagkatapos nito, isang plato ng tanso o aluminyo ang ipinasok sa hiwa, na naayos sa isang rivet. Ang ibabaw ng plato ay naproseso, ang mga gilid nito ay bilugan gamit ang isang file. Isinasagawa ang hinang sa pamamagitan ng bahagyang pagpindot sa soldering iron sa isang anggulo ng 45 ° at pantay na paggalaw nito.
Ang temperatura at presyon ay napili empirically. Kapag lumilikha ng isang pinagsamang, inirerekumenda na maglagay ng isang patag na kahoy o textolite substrate sa ilalim ng ilalim na layer ng pelikula, at isentro ang soldering iron sa isang patag na bar. Sa ilang mga kaso, ang manipis na papel ay makagambala sa pagitan ng plato at ng pelikula. Ito ay totoo kung ang manipis na pelikula ay hinangin. Matapos likhain ang seam, maingat na pinaghiwalay ang papel.
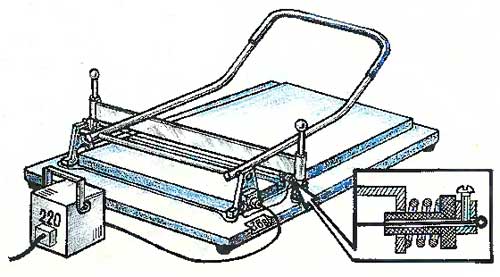
Ang isang tinatayang sample ng nguso ng gripo ay ipinapakita sa Larawan 1 (1 - plato; 2 - panghinang na bakal at ang pamalo nito).
Diagram ng hinang ng Ultrasonic.
Posibleng i-install ang disc sa isang hiwalay na tubo ng tip, at ito, sa turn, ay inilalagay sa dulo ng bakal na panghinang. Ang mga piraso ng pelikula ay hinang sa pamamagitan ng pagulong ng isang pinainitang bakal na panghinang sa kinakailangang distansya. Ang dami ng presyon ay kinokontrol depende sa seam welding. Pinapayagan ka ng pamamaraang ito na magsagawa ng isang makabuluhang halaga ng trabaho.
Do-it-yourself film soldering
Ang mga polyethylene pipelines ay naka-install sa dalawang paraan: gamit ang mga fittings at flanges o maraming uri ng hinang.
Ang koneksyon ay nangangailangan ng mga espesyal na kabit (mga pagkabit at sockets) at wala ang mga ito. Para sa mga tubo na may kapal na pader na mas mababa sa 4.5 (diameter 50-110 mm), ginagamit ang hinang gamit ang mga kabit, para sa mas malaking mga tubo na may mas makapal na pader, ang welding welding at extruder ay katanggap-tanggap.
Pagsasabog
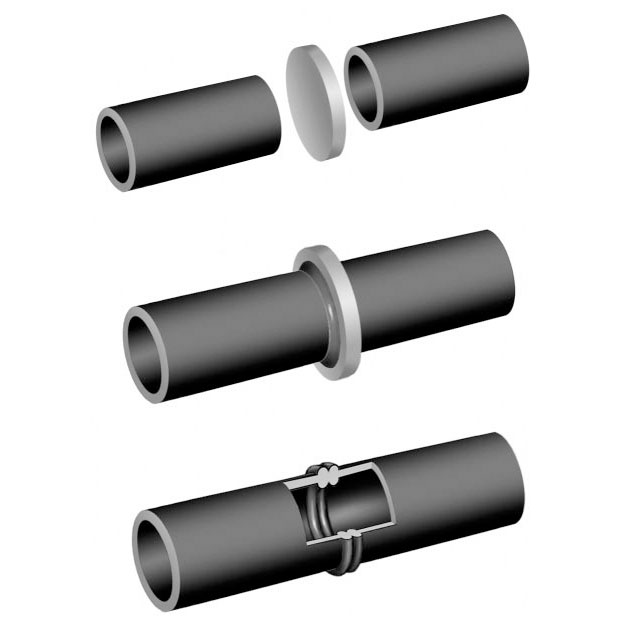
Ang pamamaraan ng pagsasabog ay binubuo sa pag-init ng mga dulo sa isang malapot na daloy ng estado. Ang mga nakahanda na dulo ng mga blangko ay sumali at bahagyang nai-compress. Sa ilalim ng impluwensya ng presyon, ang mga mobile polymer Molekyul ay lumipat sa mga bahagi na isasali, ihalo, kapag pinalamig, patatagin sa isang bagong posisyon, bumubuo ng mga bagong bono ng kemikal at matiyak ang maaasahang pagdirikit ng mga tubo sa bawat isa.
Paraan ng Bell
Hindi ang pinaka tipikal na paraan. Mayroong dalawang mga pagkakaiba-iba ng pagpapatupad: sa tulong ng mga socket pipa at pagkabit. Ang pamamaraan mismo ay kahawig ng hinang ng mga pipeline ng polypropylene: isang socket o mga pagkabit at mga workpiece ay pinainit gamit ang isang panghinang na bakal na may isang espesyal na nguso ng gripo.
Pagkatapos ang workpiece ay ipinasok sa socket ng isa pang tubo o manggas, naayos, pinindot at hinahawakan. Ang oras ng hinang ay 20 segundo. Kung ginagamit ang mga pagkabit, pagkatapos ang pangalawang tubo ay na-solder sa pagkabit sa parehong paraan. Ang gastos ng mga pagkabit ay mababa, ang mga produktong may socket ay bihirang matatagpuan sa mga tindahan.
Ang koneksyon ay maaasahan at matibay, ang mga maliliit na diametro ay maaaring welded.
Pag-welding ng butt
Bago isagawa ang trabaho, gupitin ang polyethylene pipe na mahigpit na patayo at maingat na linisin ang mga dulo. Pagkatapos ang tubo ay naayos sa welding machine at maingat na nakasentro.
Palamigin ang kasukasuan, pagkatapos alisin ang makina. Ang gawain ay may sariling mga subtleties, nangangailangan ito ng dalawang tao.









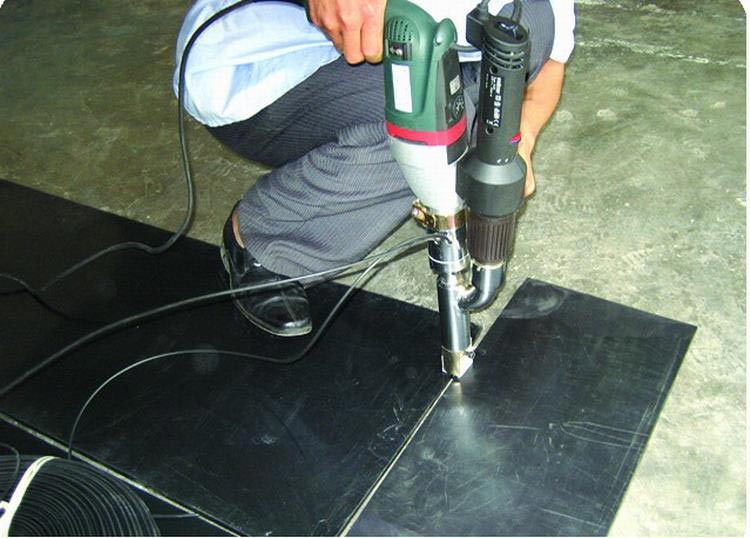
Extruder hinang
Extrusion - hinang gamit ang isang maliit na patakaran ng pamahalaan, kung saan ang tinunaw na polyethylene ay kinatas sa ilalim ng presyon. Ang mga hilaw na materyales sa anyo ng mga tungkod o pellet ay na-load sa extruder.
Ginagamit ang pagpilit sa mga linya ng presyon na may kapal na pader na higit sa 6 mm, ngunit maaari din itong magamit upang i-patch up ang mga pipeline na hindi presyon ng alkantarilya na may isang mas manipis na dingding. Ang kantong ay pinainit ng isang stream ng mainit na hangin.
Maipapayo na mag-chamfer ng mga dulo.
Mga instrumento at aparato
Paghihinang ng bakal
Ito ay isang medyo simpleng paraan upang ikonekta ang mga bahagi ng mga canvase, dahil may mga bakal sa bahay sa halos bawat bahay.
Upang ikonekta ang polyethylene sa ganitong paraan, kailangan mong maglagay ng isang kahoy na bloke sa mesa. Sa ganitong uri ng paninindigan, matatagpuan ang mga gilid ng mga konektadong canvases.
Dapat silang protrude mula sa mga gilid ng bar ng dalawampung millimeter. Mula sa itaas, ang polyethylene ay natatakpan ng isang sheet ng matigas na materyal (cellophane, fluoroplastic film).
Ang pagbuo ng seam ay maaaring mapabilis ng kasunod na paglamig. Upang gawin ito, pagkatapos ng pagkakalantad sa mataas na temperatura, ang pinagsamang ay ginagamot sa isang basang basahan.

Ang bakal ay nagtagilid ng limang degree kapag nag-swip sa kantong. Kailangan mong ilipat ito nang dahan-dahan, kasama ang kasukasuan. Kapag hindi ito sapat upang makabuo ng isang malakas na tahi, ang pamamaraan ay dapat na ulitin nang halos apat hanggang limang beses.
Gayundin, upang gumana sa bakal, ginagamit ang mga espesyal na tip ng paghihinang, na naayos sa tuktok ng aparato. Mayroon silang isang flat ribbed base.
Paghihinang gamit ang isang panghinang na bakal
Ang isang bakal na panghinang na may lakas na 40-60W ay ginagamit upang magwelding ng dalawang sheet ng pelikula. Gayunpaman, ang aparatong ito ay nangangailangan ng ilang pagpapabuti upang magawa ang trabahong ito.
Upang gumana sa materyal na polyethylene, ang dulo ng tip ay tinanggal mula sa panghinang na bakal. Pagkatapos nito, nilikha ang isang hiwa, kung saan ang isang plato ng aluminyo o tanso ay naipasok. Ang plato ay naayos na may isang rivet, naproseso at bilugan ng isang file.
Ang epekto sa magkasanib na mga canvases ay ginawa sa isang anggulo ng apatnapu't limang degree. Ang bakal na panghinang ay pinindot laban sa ibabaw, at pagkatapos nito ay dahan-dahang gumagalaw sa kasukasuan. Ang paggalaw ay dapat na pare-pareho, nang walang jerking o paghinto.
Ang gulong ay isang disc na may diameter na walo hanggang sampung millimeter. Ang materyal ng disc ay maaaring aluminyo o tanso.








Maaari mo itong gawin mismo. Ang gulong metal ay inilalagay sa hiwa, kung saan ito ay naayos na may isang ehe. Ang pamamaraan ng pagkonekta sa isang gulong ay batay sa pagpainit nito sa karagdagang pagulong sa kahabaan ng magkasanib.
Espesyal na aparato
Kapag pumipili ng kagamitan, kinakailangan ang foresight
Mahalagang isaalang-alang ang pagiging kumplikado ng trabaho. Upang makayanan ang malalaking dami ng mga pelikula, ginagamit ang kagamitan sa industriya.
Ginagamit ang mga espesyal na aparato upang ikonekta ang polyethylene. Iba ang gastos nila. Ito ay nagkakahalaga ng pagpuna sa modelo ng badyet na PP-40.
Pinapayagan kang makakuha ng pantay at malakas na tahi sa anumang tabas: tuwid o kumplikado. Ang PP-40 ay hugis tulad ng isang panghinang na bakal, ngunit may ibang tip.
Gumagamit din sila ng mga espesyal na nozel para sa mga bakal na pang-elektrisidad. Ang mga ito ay gawa sa sheet metal tulad ng aluminyo. Ang base ng mga nozzles ay ginawang patag at ribed. Ang nasabing isang ibabaw na mahigpit na inaayos ang magkasanib na pelikula habang hinang.
Ang mga gilid ng pelikula ay naayos na may tadyang. Pagkatapos nito, ilipat ang riles kasama ang seksyon upang ma-welding. Lumilikha ito ng isang dobleng tahi.
Ang mga malalaking trabaho ay nangangailangan ng mas seryosong mga tool. Upang lumikha ng isang pinagsamang isang malaking lugar ng pelikula, kailangan mo ng mga espesyal na kagamitan para sa hinang.
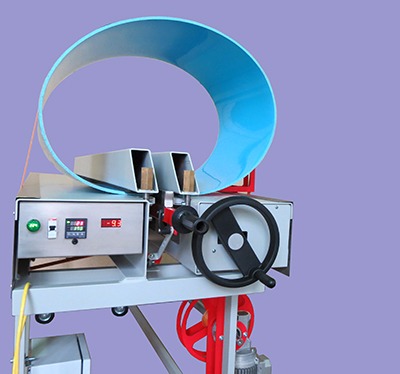
Ang nasabing kagamitan ay nilagyan ng mga setting para sa antas ng presyon, temperatura, bilis ng paggalaw ng pinainit na elemento sa ibabaw ng polyethylene. Sa mga pagpipilian sa sambahayan para sa pagbuo ng mga seams ng pelikula, walang ganoong mga pagpapaandar.
Bilang karagdagan sa mga knob ng pagsasaayos, ang mga machine na panghinang ay nilagyan ng mga mekanismo ng roller. Ito ang mga elemento ng pagmamaneho at pag-igting na nagpapatatag ng advance na bilis ng mga web web na naisasama.
Pinapabuti nito ang kalidad ng paghihinang ng polyethylene, pinapataas ang lakas ng pinagsamang.
Mayroong mga aparato na gumagamit ng iba't ibang mga pamamaraan ng pag-init: hangin at contact. Ang pagpainit ng hangin ay ginawa sa pamamagitan ng paglalantad ng materyal sa mainit na hangin. Sa isang contact, isang elemento ng pag-init na nakikipag-ugnay sa materyal ay kasangkot.






Paggamit ng iron bilang isang welding heater
Ang susunod na tanyag na pamamaraan ay upang matunaw ang pelikula at lumikha ng isang seam gamit ang isang bakal. Ang bentahe ng pamamaraang ito ay ang malalaking bahagi ng pelikula ay maaaring mai-selyo sa ganitong paraan, habang lumilikha ng nais na lapad ng seam. Dahil ang anumang bakal ay may isang thermal relay at ang kakayahang ayusin ang temperatura, hindi magiging mahirap piliin ang kinakailangang thermal mode para sa polyethylene ng iba't ibang mga kapal.
Ang proseso ng hinang ay pinakamahusay na ginagawa sa isang makinis na kahoy na ibabaw.Ang mga piraso (sheet) ng pelikula ay nag-o-overlap, ang lapad nito ay pinili nang paisa-isa, pagkatapos ang tuktok na layer ay natatakpan ng papel o fluoroplastic sheet, pagkatapos na ang bakal ay pinindot at hinawakan kasama ng linya ng hinang. Ang puwersa ng clamping, bilis at temperatura ay napili empirically.
Ang pagkakabit ay gawa sa tanso, tanso o aluminyo.
Konklusyon
Ang welding ng polyethylene film ay lubos na magagawa sa bahay. Ginagamit para dito ang mga simpleng gamit sa bahay tulad ng iron o isang soldering iron. Gayunpaman, ang bakal na panghinang ay mangangailangan ng ilang mga pagbabago.
Para sa mas malalaking trabaho, sulit ang paggamit ng mga espesyal na kagamitan. Mayroon itong listahan ng mga setting na nagpapabuti sa kalidad at bilis ng pagbuo ng seam.
Makakatulong ito sa mga damit na proteksiyon na hindi nag-iiwan ng nakalantad na balat, guwantes. Ang mga baso at isang maskara upang maprotektahan ang mukha at mga mata ay kanais-nais din.
Sa kawalan ng pag-unawa sa mga nuances ng mga teknolohiya at kaunting karanasan sa hinang polyethylene, kailangan mong makipag-ugnay sa mga propesyonal.