Kung saan inilalapat
Sa ngayon, makakahanap ka ng mga kalan ng iba't ibang mga modelo, ngunit ang prinsipyo ng kanilang operasyon ay palaging pareho. Ang kanilang pangunahing pagkakaiba ay nakasalalay sa uri ng gasolina. Maaari silang tumakbo sa langis, karbon, gas at elektrisidad - mas modernong mga electric oven. Ginagamit ang mga hurno para sa:
- Nagpaputok na mga brick.
- Nagpaputok ng mga keramika.
- Paggawa ng tinapay at panaderya.
- Ang mga layunin ng industriya ng metalurhiko.
Karaniwan, ang mga hurno ay nagpapatakbo nang walang pagkaantala (sa paligid ng orasan), pinapayagan kang mabawasan ang gastos ng pag-init nito. Ang mga electric oven ay magastos, ngunit kapag nagtatrabaho sa maraming mga shift (madalas na tatlo), mabilis silang magbabayad. Ang mga mode ng pagpapaputok ay maaaring magkakaiba depende sa dalawang pangunahing kadahilanan:
- fired produkto (uri, hugis, laki);
- uri ng coolant.
Ang tindi ng pagpapaputok at ang kalidad nito ay direktang nauugnay sa uri ng pagkarga ng mga hilaw na brick sa mga trolley. Ang mga trolley ay gumagalaw kasama ang buong haba ng lagusan, at napapailalim sa suot dahil sa mga pagbabago sa temperatura, marahil ito lamang ang minus ng pugon. Ang mode ng pagpapaputok ay napili mula sa uri ng produkto, ang mekanisasyon ng proseso, ang laki ng channel at, syempre, ang gasolina. Hindi kapaki-pakinabang na mag-install ng isang lagusan ng lagusan sa bahay, tumatagal ng maraming puwang, na may bihirang paggamit na ito ay hindi matipid, at walang mekanisasyon ng mga indibidwal na yugto, ang kalidad ng pagpapaputok ay malayo sa perpekto.
Ang pag-apoy sa mga electric tunnel oven ay nagaganap sa temperatura hanggang sa 1400 degree. Isinasagawa ang proseso ng paglo-load sa mga tile, fireclay o ferrite. Upang maalis ang pagdirikit ng luad, ang mga tile ay ginagamot ng may pulbos na alumina. Sa ilang mga kaso, ang mga ferrite tile ay pinaputok, kinakailangan ito kapag naglalagay ng mataas na mga hilera. Ang bawat hilera ay natatakpan ng pulbos na alumina upang ang mga produkto ay hindi manatili o magkasama.
Pagpili ng isang tagagawa ng hurno ng brick
Ang merkado para sa ganitong uri ng mga materyales sa gusali ay labis na puspos ng mga produkto ng domestic at dayuhang kumpanya. Sa segment na ito, ang mga produktong gawa ng mga negosyo mula sa Russia, Belarus at ang mga republika ng Baltic ay malawak na kinakatawan.
Vitebsk brick shop shop №1.
Ang mga ceramic brick mula sa tagagawa na ito ay nakakatugon sa mga kinakailangan para sa materyal para sa mga hurno sa mga tuntunin ng antas ng density. Ang paglaban ng frost ng mga produkto ay labis na mababa. Density grade 180 - 200. Maaaring magamit ang brick para sa pagharap sa kalan at mga chimney duct, hindi ito angkop para sa iba pang mga elemento. Maaari nating sabihin na ito ay isa sa pinakakaraniwan, ngayon, mga materyales para sa pagtatayo ng isang pugon. Hindi ito maaaring gamitin para sa pagtula ng firebox at sa unang tsimenea ng kalan. Kinakailangan sa lining ng pugon at ang unang tsimenea na may matigas na brick na fireclay.
Sa patuloy na direktang pakikipag-ugnay sa apoy, mabilis na gumuho ang brick na ito. Dahil ang mga produkto ay may mababang paglaban ng hamog na nagyelo, ang paggamit ng brick na ito para sa pagtula sa mga panlabas na pader ng isang tubo ng kalye ng tsimenea ay naibukod din. Ang mga kalamangan ng materyal na ito ay isama ang katotohanan na ito ay isa sa mga pinaka-pagpipilian sa badyet at, binigyan ang lahat ng mga nuances, posible na gamitin ito para sa pagtula ng kalan. May 2 gumaganang ibabaw. Sa pangkalahatan, ang kalidad ng brick na ito ay maaaring inilarawan bilang kasiya-siya.
LODE.
Ang mga brick ng LODE ay ginawa sa Baltics. Ang ceramic brick ay may mataas na antas ng density - 500 at paglaban ng hamog na nagyelo. Ginagamit ang produkto para sa pag-clad sa panlabas na mga ibabaw ng kalan at tsimenea. Ang brick ng tatak na ito ay may iba't ibang mga hugis at madalas na ginagamit upang lumikha ng lahat ng mga uri ng pandekorasyon na elemento ng kalan. Ayon sa pangunahing layunin nito, ito ay isang nakaharap na brick.
Pabrika ng brick ng Borovichi.
Mga produkto ng Borovichi brick factory na matatagpuan sa rehiyon ng Novgorod. Ang malawakang paggawa ng mga produkto ay nagsimula noong 2011, sinuri ng mga eksperto ang kalidad nito bilang mabuti.Density grade ng ceramic brick M-250, mga tagapagpahiwatig ng paglaban ng hamog na nagyelo sa antas ng F25. Ang mga makabuluhang paglihis ng mga produkto mula sa mga laki na itinatag ng mga pamantayan ay nabanggit, hanggang sa 10 - 12 mm sa isang pangkat. Dapat itong isaalang-alang kapag inilalagay ang kalan at pinakamahusay na kumuha ng kaunti pang mga brick kaysa sa kinakailangan. Dagdag dito, ang lahat ay nakasalalay sa propesyonalismo ng gumagawa ng kalan at ang kanyang kakayahang pumili ng mga kinakailangang produkto. Ang brick ay may bilugan na tuktok at ilalim na mga gilid at 3 mga work ibabaw.
Refractory o fireclay brick ng paggawa ng Russia.
Ang kalidad ng mga produkto ay magkakaiba-iba, mula sa tuwirang pag-aasawa hanggang sa medyo disenteng mga produkto. Ang brick ng Fireclay ay may pantay na kulay ng cream at mataas ang density, ang hugis ay tama sa mga tamang anggulo. Tulad ng nalaman na natin nang mas maaga, kinakailangan ang brick na ito para sa aporo ng silid ng pagkasunog ng mga klasikong hurno, apuyan at mga fireplace. Ngunit mas mahirap i-solo ang ilang mga tagagawa dito.
Ang sagot sa tanong kung aling brick ang pinakamainam para sa pugon ay karaniwang napagpasyahan ng customer na sang-ayon sa master. Isinasaalang-alang nito ang maraming mga kadahilanan, bukod sa kung saan ang pangunahing mga ito ay ang pagsunod sa mga kinakailangan ng mga pamantayan at gastos. Ang mga katangian ng pagpapatakbo ng istraktura ay nakasalalay sa tamang pagpili ng mga matigas na brick, ang pag-save sa gastos ng kalidad ay mahal.
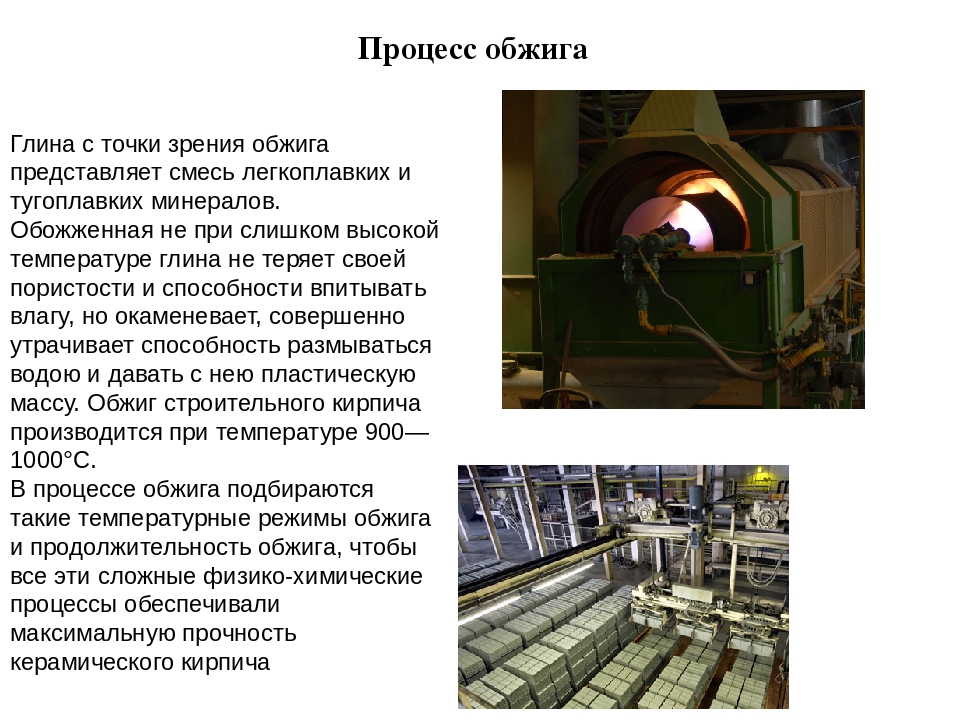
Mga tampok ng pagpapaputok ng mga brick
- Ano ang hitsura ng proseso ng paggawa ng brick?
- Praktikal na payo
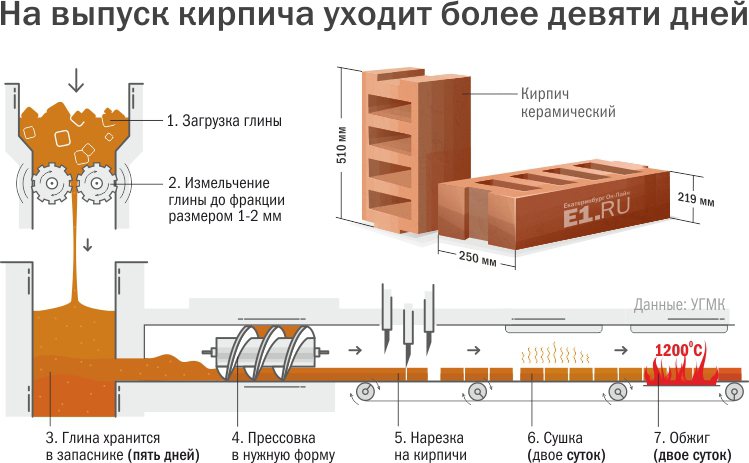
- Teknolohiya ng produksyon ng brick
- Paano matutukoy ang hindi pagiging angkop ng isang brick?
Bakit mo kailangan ng brick firing? Ang konstruksyon ay isa sa pinaka sinaunang mga sining. Mula pa noong sinaunang panahon, ang mga tao ay nagtayo ng kanilang sariling mga bahay. Sa una, ang mga sanga at dahon ay ginamit para dito, pagkatapos ay ginamit ang luwad. Sa pag-unlad ng sangkatauhan, ang mga materyales sa pagtatayo ay nagbago. Sikat na sikat ang brick ngayon.









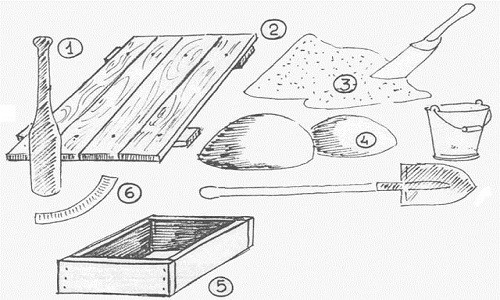
Mga materyales at tool para sa paggawa ng mga brick: 1 - pestle (tolkun); 2 - sahig; 3 - buhangin na may isang scoop; 4 - luwad na may pala; 5 - nilikha; 6 - bracket o scraper.
Ang nasabing materyal ay nauugnay sa mga residente ng mga lugar sa kanayunan, at nakikibahagi sila sa paggawa nito nang mag-isa. Ang pinakasimpleng teknolohiya para sa paggawa nito ay nangangailangan ng luad at mga karagdagang sangkap. Ang mga nagresultang form ay matuyo, at pagkatapos ay sumusunod ang proseso ng pagpapaputok ng brick. Dapat sabihin agad na ang gawaing ito ay nangangailangan ng pagkontrol sa temperatura sa huling pagpapaputok. Kung hindi man, ang luwad ay hindi lilikha ng isang de-kalidad na materyal.
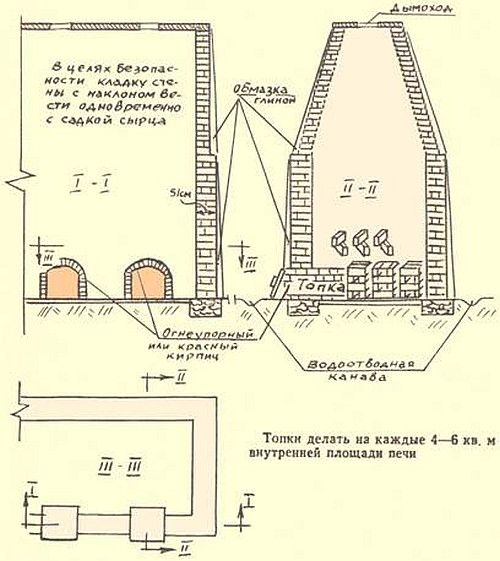
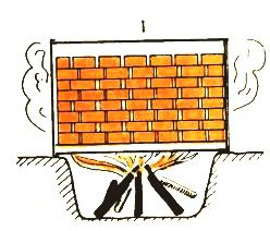
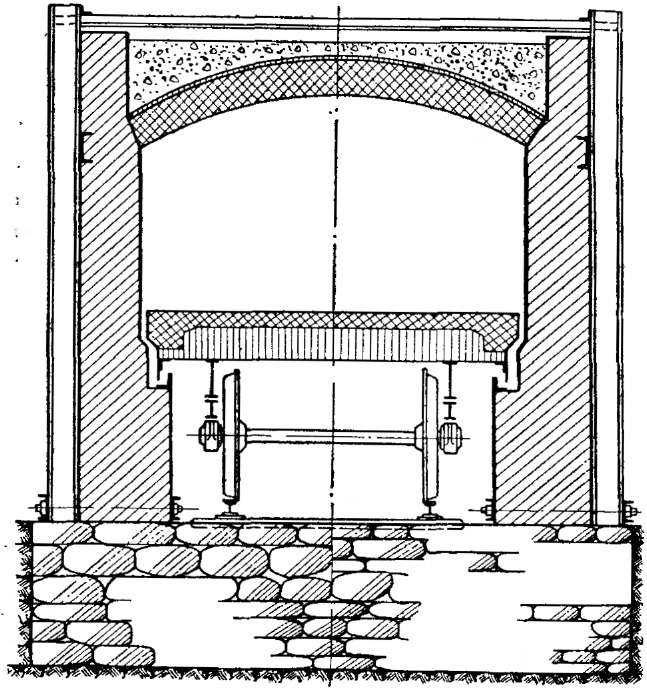
Aparato ng batch furnace
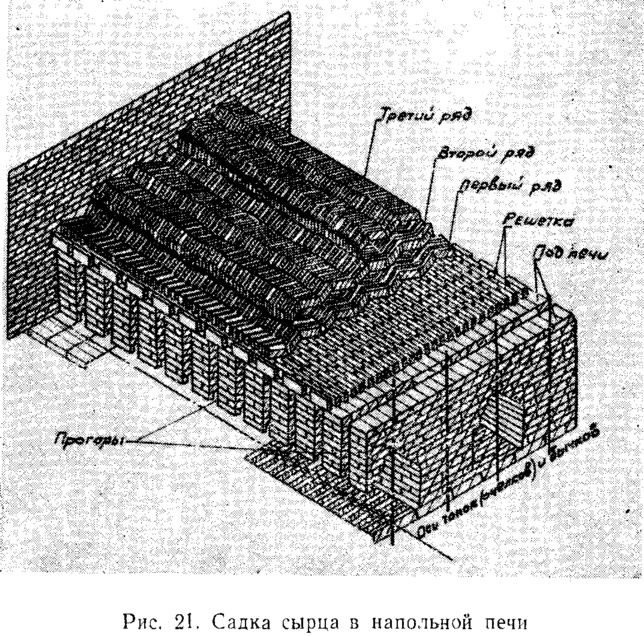
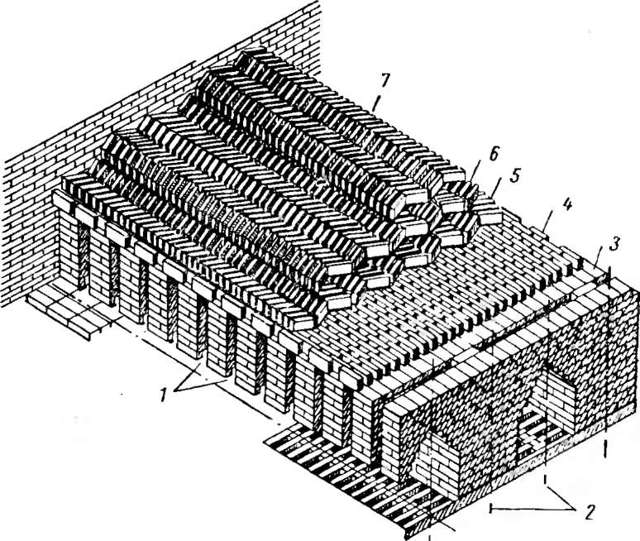
Ang lugar para sa pugon ay napili, kung maaari, sa isang mataas na lugar, hindi mapupuntahan sa sedimentary at ground water. Ito ay nalinis ng layer ng halaman, pagkatapos nito ay nakikibahagi sa pahalang na pagpaplano at pag-tamping. Ang pinakamaliit na pugon ay may kapasidad na 1500 pcs. tapos na mga produkto. Ang lapad nito - 1.6 m, haba - 2 m, taas ng stacking - mula 160 hanggang 185 cm. Ang mga dingding ng pugon ay itinayo mula sa mga hilaw na brick na may isang brick na makapal.
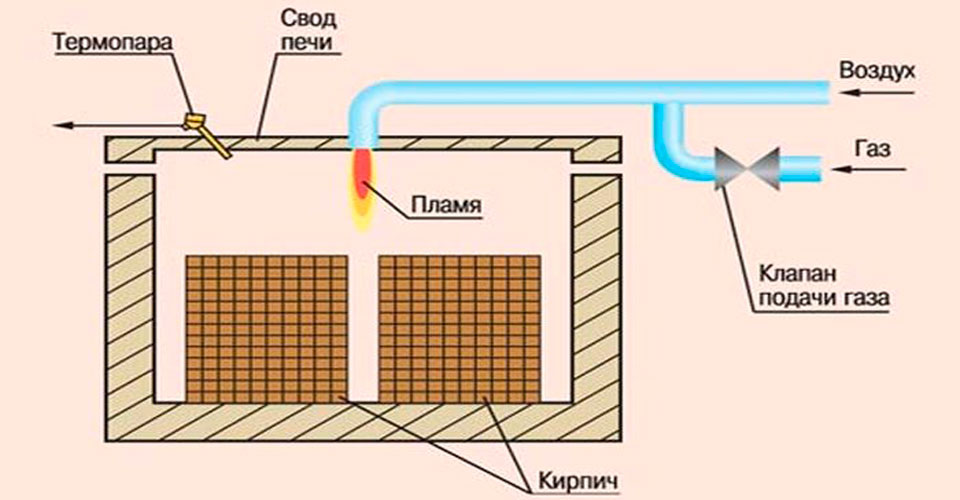
Ang overlap ay itinayo sa isang metal frame, kung ang bawat hilera ng mga brick ng vault ay nakasalalay sa dalawang piraso ng bakal o mga tungkod, na naka-mount sa pamamagitan ng hinang, na bumubuo ng isang frame. Sa itaas ng pagtula ng mga brick, ang arko sa gitna ay dapat may taas na hindi bababa sa 35 cm. Ang firebox o apuyan ay isang pamamagitan ng lapad na 50 cm ang lapad at 40 cm ang taas. Kasama sa buong haba nito, ang mga hakbang ay ginawa sa taas na 25 cm sa magkabilang dingding. Pagkatapos ang mga butil ay inilalagay doon na may gasolina ng karbon.
Kapag gumagamit ng kahoy na panggatong bilang gasolina, hindi kailangang i-install ang mga grates. Gayundin, isang maliit na parisukat na pintuan na 40 × 40 cm ang ibinigay sa firebox. Ang vault ay nilagyan ng mga channel ng usok na may isang seksyon ng 25 × 28 cm. Sa mababang fuel na calorie (pit, brown coal), butas 25 × 15 cm ay binibigyan ng mga takip na naghahain para sa supply ng gasolina. Ang brick chimney ay itinayo hanggang sa 5 m ang taas na may panloob na seksyon ng 40 × 40 cm.
Naka-install ito malapit sa kalan, sa likod nito, nakakonekta sa usok ng usok. Matatagpuan ito sa likurang pader. Sa gitna ng dingding, ang mga butas ay naiwan para sa pagtingin, sila ay kasunod na inilatag ng mga brick, natakpan ng luwad.Para sa pagtula sa mga dingding sa likuran at likuran, vault, tubo, sulok ng harap na dingding, gumamit ng tradisyunal na mortar na luwad-buhangin. Nang walang lusong, isang bahagi ng harap na pader ay inilalagay, na kung saan ay disassembled para sa pagputol ng hawla.
Naglo-load ng prinsipyo sa mga lagusan ng lagusan

pagkarga ng mga brick sa mga tunel ng lagusan
Upang lumikha ng mga oven ng gas para sa pagluluto ng brick, kailangan mo
kalkulahin ang isang tiyak na bilang ng mga produkto sa kinakailangang oras. Talaga sa mga naturang hurno mayroong isang malaking silid kung saan inilalagay ang mga hilaw na materyales. Ang mga kamara na ito ay tulad ng isang lagusan, at sa gitna ay may isang elemento para sa pagpainit sa kanila. Salamat sa mga aparatong ito, nagsisimulang gumana ang buong system. Ang bawat isa sa kanila ay nahahati sa mga seksyon, na may isang tiyak na temperatura sa panahon ng paggawa ng mga brick.
Ang pamamaraan ng mga hurno ng brick ay nag-iiba mula sa istraktura mismo, na may mga espesyal na pusher sa bawat seksyon. Sila rin, ay hindi maaaring gumana nang walang mga cart, at para sa kanilang paggalaw, dapat mailagay ang mga daang-bakal. Upang mapabilis ang proseso ng trabaho, kinakailangan upang i-automate ang lahat, ito ay makatipid nang malaki sa mga pamumuhunan sa pananalapi, at ito ay isang itinatangi na pagnanasa para sa bawat negosyante na nagpasyang simulan ang paggawa na ito.
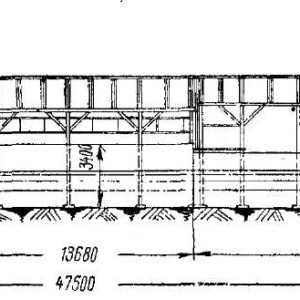
diagram ng lagusan ng lagusan
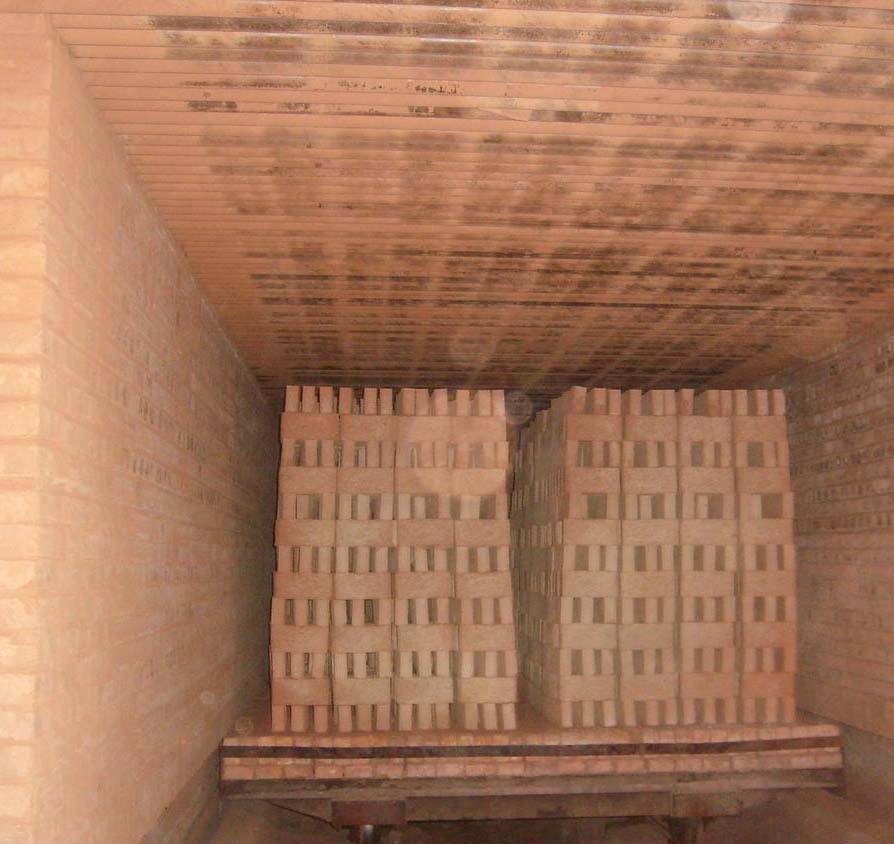
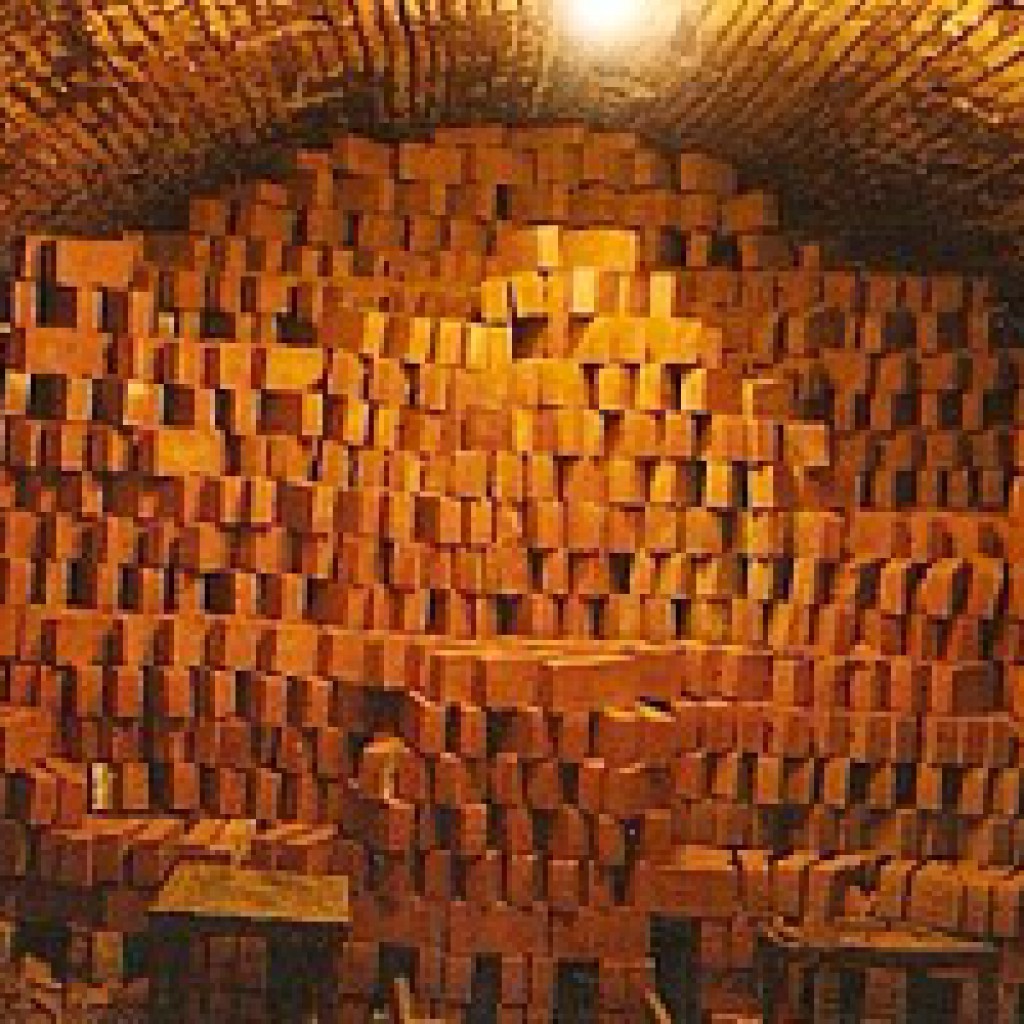
Upang mag-disenyo ng isang lagusan ng lagusan para sa pagpapaputok ng mga brick, kailangan mong makipag-ugnay sa isang dalubhasa para sa isang guhit, dahil maaari itong magkaroon ng iba't ibang mga hugis. Sa oras na na-load ang brick, kulay-abo ito, at kapag umalis ito, nagiging orange ito, na makikita sa pagbuo ng mga merkado at merkado. Sa proseso ng paggawa ng isang produkto, gumagana ang pugon ayon sa isang tiyak na alituntunin:
- Ang ika-1 cart, na mayroong isang papag, ay puno ng hilaw na brick sa isang pares ng mga hilera. Kapag naglo-load ito, dapat mong obserbahan ang taas. Dapat itong hindi hihigit sa 1 m, kung lumagpas ka sa threshold na ito, kung gayon ang brick ay magiging may depekto:
- Upang gumana ang tunnel brick tunnel, dapat na buksan ang mga awtomatikong aparato at pusher. Ang cart ay pinapagana na puno ng materyal. Sa sandaling magmaneho siya sa kalan, ang mga hilaw na brick ay nahuhulog sa unang silid. Ang isang hindi alam na tao ay maaaring magtanong ng tanong: "Paano mo mailalagay ang mga brick sa troli upang pagkatapos ng pamamaraan na makuha nila ang isang tiyak na hugis?":
- Ang susunod na hakbang sa maginoo na teknolohiya ay ang pansamantalang pagpapatayo ng hilaw na produkto. Ang layout ng isang brick oven sa bahay ay ganap na naiiba kaysa sa isang pasilidad sa produksyon.
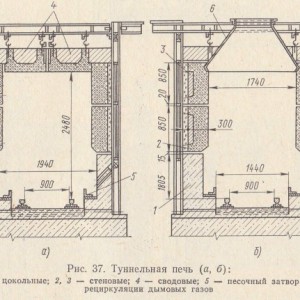
disenyo ng lagusan ng lagusan
Sa unti-unting pag-init ng pugon, lahat ng kahalumigmigan ay lumalabas sa brick, at kung ang materyal na ito ng gusali ay na-load sa isang mainit na pugon, pagkatapos ay sasabog lamang ito o magiging deformed ito. Samakatuwid, kinakailangan upang maging mas maasikaso sa dami ng pagtatrabaho.






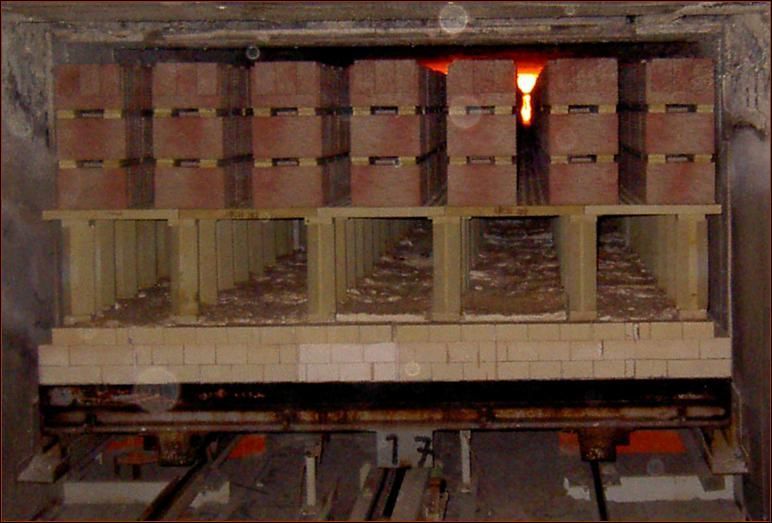
- Upang unti-unting ilipat ang hilaw na produkto, ginagamit ang mga oven ng kamara para sa pagpapaputok ng mga brick. Kapag papalapit ang brick sa silid, ang temperatura doon ay umabot na sa halos 900 degree Celsius, at marahil ay mas mataas pa. Ang bawat materyal ay nasa kagawaran na ito para sa isang tiyak na oras. Matapos ang pag-expire ng itinakdang panahon, dumating ang isa pang batch, at ang isang ito ay magpapatuloy sa susunod na yugto ng pagproseso. Kung ipinakilala namin ang gayong istraktura ng tunnel sa isang negosyo, kung gayon ang isang napakahusay na resulta ay maaaring makuha sa isang maikling panahon.
- Ang susunod na hakbang sa pagdidisenyo ng mga hurno ng brick ay nagsasangkot ng pagkonekta sa lahat ng mga maliit na butil ng produkto. Kapag ang kahalumigmigan na nasa pagitan ng mga kristal ay ganap na sumingaw, kung gayon ang hilaw na materyal ay medyo katulad ng mga keramika. Ang pinaka-kagiliw-giliw na bagay ay ang mga keramika ay ginawa nang eksakto sa parehong paraan.
- dito, sa pangkalahatan, natatapos ang pagpapaputok at ang hinaharap na materyal ng gusali ay papunta sa susunod na silid para sa paglamig. Ang prosesong ito ay dapat ding maging unti-unti, hindi bigla. Samantala, nagpapatuloy ang trabaho ng awtomatikong conveyor at ang halos tapos na materyal na gusali ay nagtatapos sa huling seksyon. Bago maipagbili, ang produkto ay nakaimbak sa isang mobile tunnel oven para sa pagpapaputok ng mga brick sa huling seksyon, na itinatago sa pinakamababang temperatura.
- Sa huling yugto, itulak ng mga pusher ang trolley, tulad nito, at ang brick ay sa wakas ay lumamig nang walang pisikal o mekanikal na interbensyon, pati na rin nang walang matalim na pagkakaiba sa temperatura. Matapos itong mag-cool down, ihatid ito sa warehouse.
Ang mini brick oven ay ang pinaka-mobile at automated na istraktura para sa paggawa ng produktong ito. Hindi ito maihahambing sa mga resulta ng isa sa lagusan, dahil ang lahat ng gawain ay itinayo sa pipelined na pamamaraan. Siyempre, sa tulad ng isang negosyo kailangan mong mamuhunan ng mga makabuluhang pondo, ngunit sa mga kagamitang tulad na maaaring makagawa ng isang malaking dami ng mga produkto, ang lahat ng mga gastos ay mabilis na magbabayad.
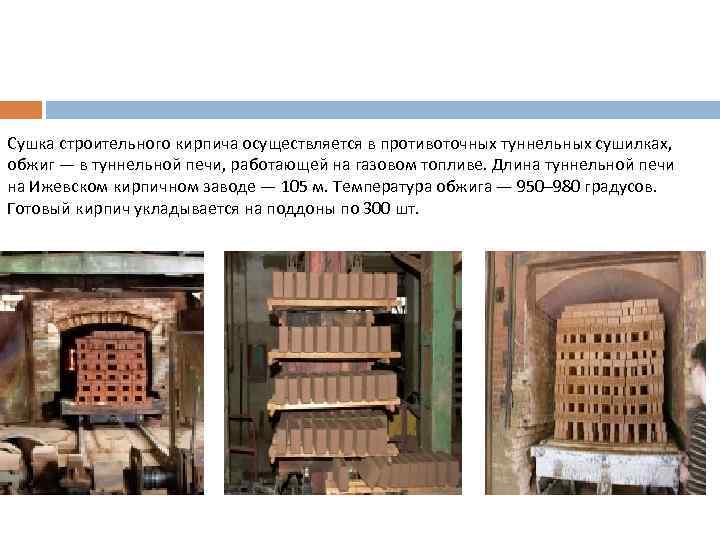
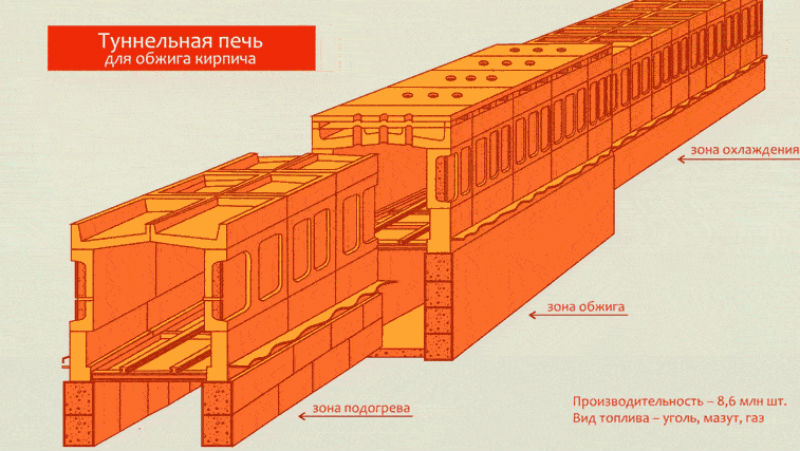
Tunnel oven
Karamihan sa mga pabrika ng brick na gumagawa ng solong solidong brick at ceramic bato ay nilagyan ng mga pugon ng ganitong uri. Kinakatawan nila ang isang lagusan kung saan gumagalaw ang mga trolley o isang conveyor belt na may hilaw na materyales. Ang kanilang puwang sa pagtatrabaho ay maaaring magkaroon ng isa o dalawang mga channel na matatagpuan sa isang tuwid na linya o pagkakaroon ng isang sarado, anular na hugis.

Prinsipyo ng pagpapatakbo
Sa kaibahan sa mga singsing na halaman, narito ang lahat nangyayari sa ibang paraan: ang materyal ay gumagalaw sa natitirang nakatigil, malinaw na naka-demarkang mga zone ng pag-init, pagsusubo at paglamig. Sunud-sunod ang paggalaw ng materyal mula sa zone patungo sa zone. Sa gayong pugon, mayroon lamang isang pasukan at isang lugar ng paglabas. Matatagpuan ang mga ito sa kabaligtaran na mga dulo ng lagusan at nilagyan ng mga mekanismo na hermetically tinatakan ang panloob na puwang ng pugon habang naglo-load at nag-aalis ng materyal. Awtomatikong nangyayari ang sealing, na maiwasan ang labis na pagkonsumo ng coolant. Ang puwang sa itaas ng sahig, sa ilalim ng conveyor o sa ilalim ng mga trolley ay hindi rin nagpapainit, dahil ito ay nabakuran ng isang pintuang buhangin.
Ginagamit ang natural gas bilang isang carrier ng init. Minsan binago ang mga ito upang tumakbo sa fuel oil, diesel fuel, pagpainit na langis, at enerhiya sa elektrisidad. Posible ang pagsasama-sama ng mga pagpipilian.
Gumagana ang oven sa paligid ng orasan. Ang mga gas burner ay nagdidirekta ng mga nasusunog na gas sa brick brick nang direkta (sa mga bukas na hurno) o sa pamamagitan ng mga proteksiyon na screen (sa mga muffle furnace). Ang mga tagahanga at mga naninigarilyo ng usok ay naka-install sa buong buong channel, na nagdidirekta ng kinakailangang halaga ng pinainit na hangin at mga gas na tambutso sa mga kinakailangang zone ng pugon sa pamamagitan ng mga espesyal na channel ng sirkulasyon. Ang mga aparatong ito ay gumagana nang nakapag-iisa sa bawat isa at malayuang kinokontrol ng operator. Ang pugon ay manu-manong na-load ng mga manggagawa, at ang pagdiskarga ay mekanisado.
Ang teknolohiya ng pagpapaputok ay awtomatiko hangga't maaari. Ang mga espesyal na programa sa computer sa tulong ng maraming mga sensor ay sumusubaybay sa teknolohikal na proseso at nagbibigay ng mga utos ng kontrol:
- temperatura ng rehimen sa lahat ng mga zone.
- presyon ng hangin
- ang bilis ng trolley.
Ang pagpili ng operating mode ng pugon ay awtomatikong isinasagawa at nakasalalay sa mga paunang parameter ng hilaw na brick (uri, hugis, laki, antas ng kahalumigmigan, uri ng hawla). Iniimbak ng tagontrol ang lahat ng posibleng mode sa memorya at pipiliin ang pinaka pinakamainam. Ang kontrol sa kalidad ng mga tapos na produkto ay awtomatiko din. Ang tagal ng teknolohiyang pag-ikot para sa mga solidong produkto ay mula 36 hanggang 40 oras, ang mga guwang na bato ay handa na sa isang araw.
Mga kalamangan at dehado
Ang pinakamahalagang bentahe ng mga pag-install ng tunnel ay ang kakayahang i-minimize ang manu-manong paggawa at i-automate ang proseso ng pagkontrol. Ang lahat ng mga manggagawa na naglo-load ng hurno at inaalis ang produkto ay inilalayo mula sa pinakamainit na lugar ng pagpapaputok. Nagtatrabaho sila sa mabuting kalagayan sa kalinisan at kalinisan (katanggap-tanggap na temperatura ng hangin, mahusay na ilaw). Pinapayagan ka ng awtomatikong sistema ng kontrol na ayusin ang yunit para sa paggawa ng mga pinakamataas na kalidad na mga produkto.
Mga hindi pakinabang ng mga oven ng tunel:
- higit na gumagana sa mga mamahaling carrier ng init.
- malaking pagkakaiba ng temperatura sa mga kalapit na zone, na nagbabanta sa hitsura ng mga materyal na depekto.
- kontaminasyon ng mga produktong may abo kapag gumagamit ng karbon sa mga open-type na hurno.
- mataas na gastos ng ilang kagamitan sa paggawa (mga manggas na proteksiyon, mga nagniningning na panel) at sistema ng awtomatiko.
- mabilis na pagkasira ng kanilang rolling stock.
Ang magagandang brick ay maaaring makuha sa alinman sa mga ganitong uri ng hurno. Sa mga singsing na halaman, tinitiyak ang mataas na kalidad ng produkto ng pagsusumikap at kasanayan ng mga burner, manu-manong nagpapakain ng gasolina at inaayos ang proseso ayon sa gusto nila. Sa mas modernong mga istraktura ng lagusan, madalas kahit na perpektong awtomatiko ay hindi maaaring maprotektahan ang mga kalakal mula sa mga pagpapapangit, bitak, at hindi pagsunod sa mga tinukoy na parameter. Kapag pumipili ng isang brick, hindi mo dapat bigyang pansin ang pamamaraan ng pagpaputok nito. Tingnan lamang nang mabuti ang materyal.
Teknikal na mga parameter ng mga brick
Laki at hugis ng brick
Ang isa sa hindi nagbabago na mga patakaran para sa pagtatayo ng mga hurno ay ang kawastuhan ng disenyo. Karamihan sa mga proyekto ay dinisenyo para sa mga tiyak na laki ng brick. Samakatuwid, mula sa kung aling brick ang mas mahusay na maglatag ng kalan, ang tanong ay napakahalaga.
Ang mga plano ng brick ay karaniwang nagpapahiwatig hindi lamang sa bilang ng mga yunit ng brick, kundi pati na rin sa mga sukat nito. Pinaniniwalaan na ang karaniwang mga sukat ng mga brick ay tumutugma sa mga sukat ng isang solong uri - haba 250 mm, lapad - 120 mm at taas 65 mm... Ito ay itinuturing na "pamantayang ginto". Totoo, napapansin na ito ang mga sukat na itinatag ng pamantayang Soviet. Ngayon, bilang karagdagan sa tradisyunal na laki na ito, may iba pang mga laki na ginagamit para sa pagtula ng mga kalan:
- "Pamantayang Euro" - na may parehong haba at taas tulad ng normal na pamantayan, ang lapad nito ay 85 mm (madalas itong tinukoy na 0.7 NF);
- Makapal na brick (KU) - naiiba mula sa karaniwang format sa taas, ito ay 88 mm (pagtatalaga ng 1.4 NF);
- Single modular brick (KM) - ang haba ay 288 mm, ang lapad ay 138 mm, ang taas ay 65 mm (designation 1.3 NF);
- Ang makapal na brick na may pahalang na voids (CUG) ay may sukat ng makapal na brick na 250x120x88 mm (itinalagang 1.4 NF).
Mayroong isa pang tukoy na brick para sa pagmamason ng mga kalan - ang module ng kalan, ang mga sukat nito ay 230mm x125mm x65mm. Sa kabila ng katotohanang ang pamantayang ito ay itinuturing na lipas na sa panahon, maraming mga matagumpay na disenyo ng pugon ang may mga scheme na partikular na idinisenyo para sa laki na ito. Ang katanyagan ng pamantayang hurno na ito ay tulad ng maraming mga tagagawa ng mga brick na hindi mapagpigil para sa mga indibidwal na hurno na gumagawa pa rin ng mga brick na may sukat para sa module ng hurno - 230x114x40 o 230x114x65 mm.
Mayroon ding isang tukoy na uri ng brick - hugis kalang o arched para sa pagtatayo ng mga vault ng mga hurno at arko ng cladding. Ang pagiging kakaiba nito ay nakasalalay sa katotohanan na ang mga sukat ay nagpapahiwatig ng parehong malawak na bahagi at ang makitid na isa, halimbawa, 230x114x65 / 45 mm.







Ang mga ceramic oven brick na ginamit para sa pandekorasyon na layunin ay maaaring magkaroon ng magkakaibang mga hugis. Halimbawa, may bilugan na mga sulok, matambok o malukong panig, at magkaroon ng isang makintab na ibabaw. Ang paggamit ng ganitong uri ng materyal ay dapat ipahiwatig sa ordinaryong pamamaraan ng masonry ng oven.
Lakas ng brick
Ang pangalawang punto na kailangan mong bigyang pansin kapag pumipili ng isang brick para sa pagtula ng mga oven ay ang lakas ng tatak. Ipinapakita ng katangiang ito kung anong uri ng pagkarga ang makatiis ng brick na hindi nagpapakita ng mga palatandaan ng pagpapapangit. Ang pagmamarka ay karaniwang ipinahiwatig ng titik na pagtatalaga ng "M" at isang bilang na tumutugma sa panghuli na karga na ipinahayag sa kilo / square centimeter
Pinapayagan ang pagmamarka ng M150 para sa pagtatayo ng karamihan sa mga disenyo ng pugon. Ang M 200 ay angkop para sa pagtatayo ng isang kalan para sa pagpainit ng dalawang palapag. Ngunit ang mga mas mataas na marka, halimbawa M-300 o M-500, ay karaniwang hindi ginagamit para sa pagtatayo ng mga hurno. Ang katotohanan ay ang mga espesyal na additives ng kemikal ay ginagamit upang bumuo ng isang materyal na ito density, samakatuwid, kapag pinainit, tulad ng isang materyal na bahagyang nawala ang mga katangian nito, na negatibong nakakaapekto sa estado ng istraktura.
Paglaban ng frost, thermal conductivity at hygroscopicity
Ang paglaban ng frost ng mga brick ay lalong mahalaga para sa pagtatayo ng mga kalan sa mga bahay kung saan hindi planado ang permanenteng paninirahan sa malamig na panahon.Kadalasan ito ay tinukoy ng letrang F, sa tabi nito ay ipinahiwatig ang minimum na bilang ng mga freeze-thaw cycle na walang pagkawala ng lakas at ang simula ng proseso ng pagkasira ng mekanikal
Ang tagapagpahiwatig na ito ay mahalaga para sa mga naturang elemento ng istruktura tulad ng base at ulo ng tsimenea.
Kapag pumipili ng isang brick para sa pagmamason, sulit na bigyang pansin ang naturang tagapagpahiwatig bilang thermal conductivity - ang kakayahan ng isang materyal na mapanatili ang init
Ito ay lalong mahalaga para sa pagtula ng mga dingding ng firebox at tsimenea. Para sa mga layuning ito, ang materyal ay kinuha na may mga tagapagpahiwatig ng hindi bababa sa 0.61 W / m × ° С
Para sa mga layuning ito, ang materyal ay kinuha na may mga tagapagpahiwatig na hindi bababa sa 0.61 W / m × ° C.
Ngunit tungkol sa hygroscopicity, ang materyal ay dapat mapili na may pinakamababang tagapagpahiwatig. Kung mas mababa ang koepisyent, mas mababa ang brick na makaganyak ng kahalumigmigan. Para sa base at tsimenea, ito ay isang napakahalagang tagapagpahiwatig ng kalidad ng brick, dahil ang mga bahaging ito ng istraktura na madaling kapitan ng kahalumigmigan.
Nasusunog
Ang kalan ay pinainit ng dayami, brushwood at pagkatapos ay kahoy.
Ang unang yugto ay ang pagpapatayo. Ito ang pinaka kritikal na yugto.
Ang pagpainit ay dapat gawin nang basta-basta, gamit ang mababang calorie fuel (basurang kahoy), hanggang sa mapupuksa ng brick ang panloob na kahalumigmigan. Ang pagkakaroon ng kahalumigmigan sa brick ay natutukoy ng pagkakaroon ng paghalay sa itaas na mga hilera.





Ang pagpapatayo ay maaaring isaalang-alang na kumpleto kung ang iron pin na ibinaba sa oven sa loob ng ilang minuto ay hindi umaambot. Sa ilang karanasan, ang pagkakaroon ng kahalumigmigan ay maaaring matukoy sa kamay sa pamamagitan ng paglalagay ng palad ng kamay sa mga makatakas na gas.
Ang proseso ng pagpapatayo ay karaniwang tumatagal ng hanggang sa 12 oras.
Matapos maitaguyod na ang natitirang kahalumigmigan ay tinanggal, ang apoy ay unti-unting tumindi, na dinadala ang brick sa isang madilim na pulang kulay (pagmamasid sa vault). Ang pag-init ay tumatagal ng hanggang 9 na oras, pagkatapos ay lumipat sa mataas na init hanggang sa lumabas ang apoy.
 Ang pagtaas ng init ay nagagawa lamang sa pamamagitan ng pagtaas ng suplay ng gasolina. Kung, sa anumang kadahilanan, ang apoy ay nagsisimulang kumatok sa anumang lugar, ang lugar na ito ay agad na natatakpan ng lupa.
Ang pagtaas ng init ay nagagawa lamang sa pamamagitan ng pagtaas ng suplay ng gasolina. Kung, sa anumang kadahilanan, ang apoy ay nagsisimulang kumatok sa anumang lugar, ang lugar na ito ay agad na natatakpan ng lupa.
Kapag ang isang apoy ay lilitaw sa itaas na bahagi ng kalan (900-950 ° C) - ang mga itaas na hilera ay mapula ang pula, at ang mga mas mababa ay dilaw, ang kalan ay "inilalagay upang palamig". Upang gawin ito, ang butas ng pugon ay inilalagay ng isang brick at pinahiran ng luad, at ang tuyong lupa, alikabok ng brick o tuyong buhangin ay ibinuhos sa tuktok ng pugon na may isang layer na 10-15 cm.
Ang rehimen ng temperatura ng pagpapaputok ay nailalarawan sa pamamagitan ng apat na yugto:
- Pagpatuyo: temperatura 20-90 ° С, oras 10-13 na oras.
- Pag-init: temperatura 90-600 ° С; oras 8-10 na oras.
- Pagpaputok: temperatura 600-1000 ° C; oras 10-12 na oras.
- Paglamig: temperatura 1000-50 ° C; oras 7-10 na oras.
Ang kontrol ng temperatura ng pagpapaputok sa pugon ay isinasagawa nang biswal ayon sa kulay ng vault:
- Madilim na pula, nakikita sa madilim - 450-500 ° C.
- Madilim na pula - 600-650 ° C.
- Cherry pula - 700 ° C.
- Banayad na pula - 850 ° C.
- Dilaw - 950-1000 ° C.
- Puti - 1200 ° C - BURNING!
Dati, upang makakuha ng de-kalidad na mga brick, ang pugon ay pinananatiling sarado hanggang sa isang linggo at pagkatapos lamang magsimulang lumamig. Nagbigay ito ng mahusay na mga resulta dahil ang paginhawa ng thermal stress ay napakabagal.
Sa pagsasagawa, sapat na upang makatiis ng 7-10 na oras.
Ang paglamig ng pugon ay nagsisimula sa pamamagitan ng pagsuntok ng isang maliit na butas sa firebox - ang laki ng isang itlog ng manok, pagkatapos ng isang oras ang butas ay dinoble, pagkatapos ng isa pang oras - na apat na beses. Kaya, pagkatapos ng 6 na oras, maaari mong buksan ang pintuan ng pugon at hintaying lumamig ang pugon.
Pagkatapos ng paglamig, ang harap na dingding ng pugon ay disassembled at ang singil ay pinutol, simula sa itaas na mga hilera. Matapos ang disassembling, pag-uuri at pagtanggi, ang mga de-kalidad na brick ay mahigpit na nakasalansan sa bawat isa.
Ang hindi nag-apoy ay nakatiklop nang magkahiwalay at sa hinaharap ay ginagamit sa mga hindi kritikal na istraktura para sa mga pagkahati o sa itaas na hanay ng pagmamason.
Ang pagpapasiya ng visual ng kalidad ng brick. Mga dahilan para sa kasal.
Ang wastong fired brick ay may isang pare-parehong kulay kahel-pulang kulay. Mayroon itong regular na hugis na may tuwid na mga gilid at makinis na mga ibabaw. Gumagawa ng isang malinaw na tunog kapag sinaktan ng metal martilyo.
Walang apoy - may mas magaan na kulay, hindi pare-pareho sa bali. Sa epekto, nagpapalabas ito ng isang mapurol na tunog (ang dahilan ay hindi sapat na temperatura o oras ng pagpapaputok).
Burnt - may maitim na kulay-abo o asul-itim na kulay, madalas na may mga bakas ng pagkatunaw sa ibabaw. Gumagawa ng isang matunog na tunog kapag tinamaan. Nabuo sa sobrang temperatura ng pagpapaputok.
Ang pinsala sa mga sulok at gilid ng produkto ay resulta ng hindi pag-iingat na paghawak, transportasyon o walang ingat na paglalagay ng mga produkto sa oven. Deformation ng produkto - underdriedness bago ilagay sa oven
Deformation ng produkto - underdriedness bago ilagay sa oven.
Bumubuo ang maliliit na bitak kapag ang oven ay uminit o lumamig nang masyadong mabilis.
Basahin ang tungkol sa kung paano matukoy ang kalidad ng luad para sa paggawa ng hilaw na materyal dito.
Ang mga malalaking bitak at sa pamamagitan ng pag-crack ng produkto ay resulta ng isang maling proporsyon ng luad at buhangin, hindi magandang kalidad ng luwad, paglabag sa rehimen ng pagpapatayo at pagpapaputok.
Ang itim na brick ay nakuha dahil sa kakulangan ng hangin o dahil sa mahinang sirkulasyon sa oven.
Ang mga puting spot sa natapos na produkto ay ang resulta ng hindi tamang pagpapatayo (overdrying).