9.2 Pagmamarka ng mga klase sa pag-aari
Ang mga simbolo na dapat gamitin sa mga marka ng lakas ng klase ay ipinapakita sa Talahanayan 14.
Talahanayan 14 - Mga simbolo na ginamit sa pagmamarka
|
Lakas ng klase |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
10.9 |
12.9 |
|
Simbolo ng pagmamarka a, b |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
10.9b |
12.9 |
|
a b Para sa lakas ng klase 10.9 kapag ginagamit ang mga mababang carbon martensitic steels, tingnan ang Talahanayan 2. |
Para sa mga bolt at turnilyo ng maliliit na sukat, o kapag ang mga simbolo ng pagmamarka na ipinahiwatig sa Talaan 14 ay hindi posible dahil sa hugis ng ulo, pinapayagan na gamitin ang mga simbolo ng pagmamarka na ibinigay sa Talahanayan 15 para sa sistema ng pagtukoy sa dial.
Talahanayan 15 - Sistema ng pag-dial para sa pagmamarka ng mga bolt at turnilyo
|
Lakas ng klase |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
|
Simbolo ng pagmamarka |
Wakas ng Talahanayan 15
|
Lakas ng klase |
6.8 |
8.8 |
9.8 |
10.9 |
10.9 |
12.9 |
|
Simbolo ng pagmamarka |
||||||
|
aAng posisyon na naaayon sa alas-dose (sangguniang marka) ay dapat markahan ng alinman sa trademark ng gumawa o isang bote. Ang klase ng lakas ng b ay minarkahan ng alinman sa isang dash, o isang dobleng dash, para sa lakas ng klase 12.9 na may isang tuldok. |
Katumpakan ng bolt
Ang isa pang mahalagang pag-aari ay ang kawastuhan. Gumagawa ang mga tagagawa ng mga produkto ng dalawang mga klase sa kawastuhan
Class A - nagpapahiwatig na ang pamalo ay umaangkop sa butas na may isang minimum na clearance. Ang diameter ng bore ay hindi maaaring 0.3 mm mas malaki kaysa sa kapal ng bolt. Ang katumpakan na ito ay medyo madali upang makamit sa isang pagawaan, ngunit halos imposible sa isang lugar ng konstruksiyon. Ang mga fastener ng klase B at C ay maaaring mai-install sa butas na butas 2 - 3 mm na mas malaki kaysa sa baras ng produkto.
Ang katumpakan ng naka-bolt na koneksyon ay may makabuluhang epekto sa lakas at paglaban nito. Sa partikular, mas tiyak ang paggawa, kung gaanong mas mababa ang epekto ng mga pag-load na nagmumula patayo sa axis ng pamalo.
Rating: / 5 -
ng mga boto
9.1 Mga Simbolo
Ang mga pagmamarka ay ipinapakita sa Mga Talahanayan 12 at 13.
Talahanayan 12 - Pagmarka ng mga pagtatalaga ng lakas ng klase ng mani ayon sa 3.1
|
Lakas ng klase |
4 |
5 |
6 |
|
|
Kahalili |
o simbolo ng pagtatalaga |
4 |
5 |
6 |
|
o simbolo ng code (dial system) |
Ang katapusanmga mesa
12
|
Klase |
8 |
9 |
10 |
121) |
|
|
Baguhin |
o ang simbolo ay |
8 |
9 |
10 |
12 |
|
o isang character na code (system ng |
|||||
|
1) Sa posisyon 12, ang marking point ay hindi maaaring mapalitan ng marka ng gumawa. |
Talahanayan 13 - Pagmamarka ng mga mani sa klase ng lakas alinsunod sa 3.2
|
Lakas ng klase |
04 |
05 |
|
Pagmamarka |
8.5 Patunay na pagsubok sa pag-load para sa buong sukat na mga bolt at turnilyo
Ang pagpapatunay ng pagsubok sa pag-load ay binubuo ng mga sumusunod na dalawang operasyon:
a) mga aplikasyon
ang itinatag na makunat na pag-load ng patunay (tingnan ang pigura);
b) pagsukat ng natitira
pagpahaba sanhi ng proof load.
Ang patunay na pagkarga na ibinigay sa mga talahanayan at dapat ilapat sa bolt na naka-install sa paglabag
pansubok na makina, sa aksidente. Dapat kumilos ang buong pag-load ng pagsubok
sa loob ng 15 s. Dapat ang haba ng seksyon ng libreng na-load na thread
katumbas ng isang diameter (1d).






Para sa mga bolt at turnilyo na may thread hanggang sa ulo, ang haba ng libre
ang na-load na seksyon ng thread ay dapat, kung maaari, ay tumutugma sa isa
diameter (1d).
Upang sukatin ang natitirang pagpahaba, ang mga dulo ng bolt o tornilyo ay dapat
maging handa nang naaangkop (tingnan ang larawan). Bago ilapat ang test load at pagkatapos alisin ang load
sukatin ang haba ng bolt o tornilyo na may sukat na aparato na may spherical
mga tip sa pagsukat. Upang i-minimize ang mga error sa pagsukat
guwantes o pincer dapat gamitin.
Maaaring isaalang-alang ang resulta ng patunay na pagsubok ng pag-load
kasiya-siya kung ang haba ng bolt, turnilyo o stud pagkatapos ng application
ang load ng pagsubok ay mananatiling pareho bago maglapat ng pagkarga na may pagpapaubaya
± 12.5 μm, isinasaalang-alang ang error sa pagsukat.
Bilis ng pagsubok, natutukoy ng bilis ng slide na may libre
stroke, hindi dapat lumagpas sa 3 mm / min.Ang mga mahigpit na pagkakahawak ng makina sa pagsubok ay dapat na
self-centering upang maiwasan ang baluktot ng piraso ng pagsubok.
Sa panahon ng paunang aplikasyon ng pag-load ng pagsubok dahil sa impluwensya
ilang mga random na kadahilanan, tulad ng paglihis mula sa kawastuhan,
paglihis mula sa pagkakahanay (kasama ang error sa pagsukat), permanenteng pagpahaba
maaaring higit sa pinapayagan. Sa ganitong mga kaso, mga fastener
dapat muling subukan sa isang karga na mas malaki kaysa sa paunang pag-load
3%; ang resulta ng pagsubok ay maaaring maituring na kasiya-siya kung
ang haba pagkatapos ng muling pagsubok ay magiging katulad ng bago ang pagsubok na ito (na may isang pagpapaubaya
12.5 μm para sa error sa pagsukat).
Buong sukat na bolt
Buong sukat ng tornilyo
Kinakailangan ang contact ng sphere-cone sa pagitan ng mga point ng pagsukat at drill
butas ng gitna sa dulo ng isang bolt o tornilyo
adh - gitnang hilera ayon sa GOST 11284 (tingnan.
mesa).
Larawan 2 - Pag-apply ng isang pagsubok na load sa buong sukat
bolts at turnilyo
8.9 Pagsubok sa decarburization: pagtatasa ng estado ng carbon sa ibabaw
Paggamit ng isang naaangkop na pamamaraan ng pagsukat (8.9.2.1 o 8.9.2.2)
sa paayon na seksyon ng seksyon ng thread, nasusuri kung ang taas ng di-decarburized zone (base metal E ) at ang lalim ng zone ng kumpletong decarburization ( G ) (tingnan ang Larawan 5).
Maximum na halaga G at mga formula na tumutukoy sa mga minimum na halaga E ay ibinigay sa Talahanayan 3.
1 — ganap nabulok sona ;
2 — bahagyang nabulok sona ;
3 — generatrix gitna diameter mga larawang inukit ; 4 — batayan metal ( hindi decarburized sona );
H 1 — taas palabas mga larawang inukit
Pagguhit 5
— Mga Zone pagkabulok
8.9.1 Pangunahing mga konsepto
8.9.1.1 Ang tigas ng base metal ay ang tigas ng lugar na pinakamalapit sa ibabaw (paglipat mula sa core hanggang sa panlabas na diameter), sinusukat kaagad bago ang simula ng pagtaas o pagbawas ng tigas, na nagpapahiwatig ng carburization o decarburization, ayon sa pagkakabanggit.
8.9.1.2 Ang decarburization ay karaniwang pagkawala ng nilalaman ng carbon sa pang-ibabaw na layer ng mga ferrous metal na gawa sa industriya.
8.9.1.3 Bahagyang decarburization - decarburization na may pagkawala ng carbon sa isang halagang sapat upang magaan ang tempered martensite at makabuluhang bawasan ang tigas kumpara sa tigas ng katabing base metal; sa parehong oras, ang mga ferrite butil ay hindi nakikita sa mga metallographic na pag-aaral.
8.9.1.4 Kumpletong decarburization - decarburization na may pagkawala ng carbon sa isang halagang sapat upang tuklasin ang malinaw na binibigkas na ferrite grains sa panahon ng metallographic na pag-aaral.
8.9.1.5 Carburization - isang pagtaas sa nilalaman ng carbon sa layer ng ibabaw sa isang halaga na lumalagpas sa nilalaman nito sa base metal.
8.9.2 Paraan mga sukat
8.9.2.1 Pamamaraan kasama si gamit mikroskopyo
Pinapayagan ka ng pamamaraang ito na matukoy ang mga parameter E at G .
Ang ispesimen ng pagsubok ay pinutol kasama ang axis ng thread sa layo na kalahati ng nominal diameter (1/2 d ) mula sa dulo ng heat-treated bolt, turnilyo o stud. Para sa paggiling at buli, ang sample ay naka-mount sa isang jig o, mas mabuti, natatakpan ng plastik.
Matapos mai-install ang sample, kinakailangan upang gilingin at i-polish ang ibabaw nito alinsunod sa mga kinakailangan ng pagsusuri sa metallographic.
Ang pag-ukit sa isang 3% na solusyon ng nital (puro nitric acid sa ethanol) ay karaniwang ginagamit upang makita ang mga pagbabago sa microstructure na sanhi ng decarburization.
Maliban kung napagkasunduan ng mga interesadong partido, isang daang beses na paglaki ang gagamitin upang pag-aralan ang microstructure.
Kung ang mikroskopyo ay may isang frosted na baso, kung gayon ang lalim ng decarburization ay maaaring masukat nang direkta sa sukatan. Kung ang isang eyepiece ay ginagamit sa mga sukat, dapat ito ay may naaangkop na uri, nilagyan ng paningin o sukatan.
8.9.2.2 Pamamaraan mga sukat tigas (pamamaraan ng arbitrasyon para sa bahagyang decarburization).
Ang pamamaraan ng pagsubok ng tigas ay maaari lamang magamit para sa mga thread na may isang pitch. R ≥ 1.25 mm
Ang mga sukat ng tigas ng Vickers ay isinasagawa sa tatlong puntos, ipinakita sa pigura 6. Halaga E ay ibinibigay sa talahanayan 13. Ang karga ay dapat na 300 g.

hv2 ≥ hv1—
30;
Si HV3 £ Si HV1+ 30;
1,2, 3 — mga puntos mga sukat ; 4 — generatrix gitna diameter mga larawang inukit
Pagguhit 6
— Pagsukat tigas v pagsusulit sa pagkabulok
Talahanayan 13 - Mga Halaga para sa H 1 at E
Sa millimeter
|
Pitch pitch Ra, mm |
H 1 mm |
E min b, |
||
|
8.8, 9.8 |
10.9 |
12.9 |
||
|
0,5 |
0,307 |
0,154 |
0,205 |
0,230 |
|
0,6 |
0,368 |
0,184 |
0,245 |
0,276 |
|
0,7 |
0,429 |
0,215 |
0,286 |
0,322 |
|
0,8 |
0,491 |
0,245 |
0,327 |
0,368 |
|
1 |
0,613 |
0,307 |
0,409 |
0,460 |
|
1,25 |
0,767 |
0,384 |
0,511 |
0,575 |
|
1,5 |
0,920 |
0,460 |
0,613 |
0,690 |
|
1,75 |
1,074 |
0,537 |
0,716 |
0,806 |
|
2 |
1,227 |
0,614 |
0,818 |
0,920 |
|
2,5 |
1,534 |
0,767 |
1,023 |
1,151 |
|
3 |
1,840 |
0,920 |
1,227 |
1,380 |
|
3,5 |
2,147 |
1,074 |
1,431 |
1,610 |
|
4 |
2,454 |
1,227 |
1,636 |
1,841 |
|
4,5 |
2,761 |
1,381 |
1,841 |
2,071 |
|
5 |
3,670 |
1,835 |
2,447 |
2,752 |
|
at para sa R £ 1 b Mga halagang kinakalkula batay sa mga kinakailangan |








Pagtukoy ng tigas sa isang punto 3 dapat isagawa sa generatrix ng average na diameter ng thread ng thread na katabi ng thread kung saan kinuha ang mga pagsukat sa mga puntos 1 at 2.
Ang halaga ng tigas ng Vickers sa isang punto 2 (HV 2 ) dapat na hindi bababa sa katumbas na halaga sa puntong 1 (HV 1 ) minus 30 unit ng Vickers. Sa kasong ito, ang taas ng non-decarburized zone E hindi bababa sa tumutugma sa halagang tinukoy sa talahanayan 13.
Ang halaga ng tigas ng Vickers sa isang punto 3 (HV 3 ) ay dapat na hindi hihigit sa katumbas na halaga sa puntong 1 (HN 1 ,), kasama ang 30 yunit ng Vickers.
Ang pamamaraang ito ng pagsukat ng tigas ay hindi pinapayagan ang pagtuklas ng isang zone ng kumpletong decarburization hanggang sa maximum na halaga na tinukoy sa talahanayan 3.
9.3 Pagkilala
9.3.1 Mga bolt at mga turnilyo kasama si hex at hugis bituin ulo
Ang mga hexagon at Torx head bolts at turnilyo (kasama ang mga flanged na produkto) ay dapat markahan ng trademark ng tagagawa at pagtatalaga ng klase ng lakas tulad ng ipinakita sa Talaan 14.
Ang pagmamarka na ito ay sapilitan para sa lahat ng mga klase sa pag-aari at inilapat sa tuktok ng ulo na may nakataas o recessed na mga character o sa gilid ng ulo na may mga recessed character (tingnan ang Larawan 7). Para sa mga bolt at turnilyo na may mga flange, ang mga marka ay dapat gawin sa flange kung sa panahon ng paggawa ay hindi posible na markahan ang tuktok ng ulo.
Ang pagmamarka ay sapilitan para sa hex at star head bolts at mga turnilyo na may mga diameter ng thread d ≥ 5 mm
a Kalakal tanda tagagawa .
b Klase lakas .
Pagguhit 7
— Mga halimbawa ng mga marka mga bolt at mga turnilyo kasama si hex at hugis bituin ulo
9.3.2 Mga tornilyo kasama si hex at hugis bituin lumalalim v ulo
Ang mga tornilyo na may isang hexagon socket at isang hugis ng bituin na socket sa ulo ng wrench ay dapat na markahan ng trademark ng gumawa at ang pagtatalaga ng klase ng lakas na ipinakita sa talahanayan 14.
Ang pagmamarka ay sapilitan para sa mga klase sa pag-aari na 8.8 at mas mataas. Inirerekumenda na maglapat ng mga simbolo ng pagmamarka sa gilid ng ulo na may mga recessed mark o sa tuktok ng ulo na may recessed o nakataas na marka (tingnan ang Larawan 8).
Ang pagmamarka ay sapilitan para sa hex at star socket head screws na may nominal na diameter ng thread d ≥ 5 mm
Pagguhit 8
— Mga halimbawa ng mga marka mga turnilyo kasama si hex socket v ulo
9.3.3 Mga bolt kasama si kalahating bilog ulo at parisukat headboard
Ang mga square head bolts na may mga klase ng lakas na 8.8 at mas mataas ay dapat markahan ng marka ng pagkakakilanlan ng tagagawa at ang pagtatalaga ng lakas ng klase na ibinigay sa talahanayan 14.
Para sa mga bolt na may nominal diameter d ≥ 5
Ang pagmamarka ng mm ay sapilitan. Dapat itong markahan sa ulo na may recessed o nakataas na marka (tingnan ang Larawan 9).
Pagguhit 9
— Halimbawa mga marka mga bolt kasama si kalahating bilog ulo at parisukat headboard
9.3.4 Mga hairpins
Mga Stud na may diameter ng nominal na thread d ≥ 5 mm ng mga klase ng lakas na 5.6, 8.8 at mas mataas ay dapat markahan ng mga recessed na palatandaan na may pagtatalaga ng lakas ng klase alinsunod sa Talaan 14 at trademark ng gumawa sa hindi nasukat na seksyon ng palahing kabayo (tingnan ang Larawan 10).
Kung hindi posible na markahan ang palahing kabayo sa hindi naka -read na lugar, ang klase lamang ng lakas ang maaaring markahan sa nut nut ng stud (tingnan ang Larawan 10). Para sa mga nakaayos na studs, gumamit ng mga marka sa nut end na may trademark lamang ng gumawa, kung maaari.
Pagguhit
10 — Pagmamarka studs
Pinapayagan na gamitin ang mga simbolo na ibinigay sa Talahanayan 16 bilang isang kahaliling pagmamarka ng mga klase sa pag-aari.
Talahanayan 16 - Mga kahaliling simbolo para sa pagmamarka ng studs
|
Lakas ng klase |
5.6 |
8.8 |
9.8 |
10.9 |
12.9 |
|
Simbolo ng pagmamarka |
9.3.5 Iba pa mga uri mga bolt at mga turnilyo
Para sa pagmamarka ng iba pang mga uri ng bolts at turnilyo, pati na rin mga espesyal na produkto, sa pamamagitan ng kasunduan sa pagitan ng mga interesadong partido, ang parehong pamamaraan ng pagmamarka ay maaaring magamit tulad ng inilarawan sa 9.3.1 hanggang 9.3.4.
8.6 Tensile washer test para sa buong sukat na bolts at turnilyo
Ang makinis na pagsubok sa nipple washer ay kumakalat sa mga turnilyo na may isang nakatagong ulo.
Ang makunat na pagsubok sa washer ay dapat isagawa sa mga kagamitan sa pagsubok na ibinigay para sa pagsubok ng mga metal sa pag-igting sa GOST 1497, gamit ang washer, tulad ng ipinakita sa Larawan 3.
Ang distansya mula sa thread ng bolt sa contact contact ng clamping device nut ay dapat na hindi bababa sa 1d... Ang isang hardened washer, na may dimensyon ayon sa Tables 10 at 11, ay naka-install sa ilalim ng ulo ng bolt o tornilyo. Isinasagawa ang makinis na pagsubok upang mabasag
bolt
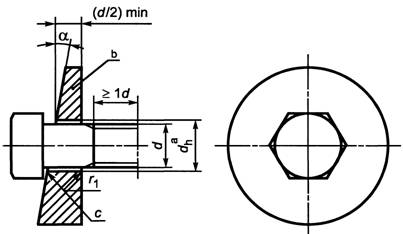
adh—averagehilerasaGOST 11284 (cm. mesa
10).
b—tigashindimas kaunti
45 HRC;
kasama si—radiusochamfer
45°
Pagguhit 3
—Pagsuboksapahiligpanghugasbuong lakimga bolt, mga turnilyo
Talahanayan 10 - Subukan ang mga diameter ng butas sa washer
Sa millimeter
|
Nominal diameter |
dha |
r1 |
Nominal diameter |
dha |
r1 |
|
3 |
3,4 |
0,7 |
20 |
22 |
1,3 |
|
3,5 |
3,9 |
0,7 |
22 |
24 |
1,6 |
|
4 |
4,5 |
0,7 |
24 |
26 |
1,6 |
|
5 |
5,5 |
0,7 |
27 |
30 |
1,6 |
|
6 |
6,6 |
0,7 |
30 |
33 |
1,6 |
|
7 |
7,6 |
0,8 |
33 |
36 |
1,6 |
|
8 |
9 |
0,8 |
36 |
39 |
1,6 |
|
10 |
11 |
0,8 |
39 |
42 |
1,6 |
|
12 |
13,5 |
0,8 |
42 |
45 |
1,6 |
|
14 |
15,5 |
1,3 |
45 |
48 |
1,6 |
|
16 |
17,5 |
1,3 |
48 |
52 |
1,6 |
|
18 |
20 |
1,3 |
|||
|
a |
Talahanayan 11 - Mga tagapaghugas ng anggulo
|
Nominal |
Mga klase ng lakas para sa |
|||
|
bolts na may isang seksyon ng isang makinis na tungkod ls> 2 d |
bolts at turnilyo |
|||
|
3.6, 4.6, 4.8, 5.6, 5.8, 8.8, 9.8, 10.9 |
6.8, 12.9 |
3.6, 4.6, 4.8, 5.6, 5.8, 8.8, 9.8, 10.9 |
6.8, 12.9 |
|
|
a±°30′ |
||||
|
d£ 20 |
10° |
6° |
6° |
4° |
|
20 d£ 48 |
6° |
4° |
4° |
4° |









Ang pagsubok ay itinuturing na kasiya-siya kung ang pagkalagot ay nangyayari sa core o sa libre
ang sinulid na bahagi ng bolt, hindi kung saan ang ulo ay konektado sa baras. Sa kasong ito, ang kinakailangang ipinataw sa aking minimum na lakas na makunat (o sa proseso
pagsasagawa ng mga pagsubok na makunat sa washer, o sa proseso ng pagsasagawa ng isang karagdagang pagsubok na makunat nang hindi ginagamit ang washer) alinsunod sa mga halagang ibinigay para sa kaukulang klase ng lakas.
Para sa mga bolt at turnilyo sa gilid ng ulo, ang pagsubok ay itinuturing na kasiya-siya kung ang bali ay nangyayari sa libreng seksyon ng thread, kahit na sa sandaling ito ng pagkalagot ay umaabot ito sa lugar ng adapter plate sa ilalim ng ulo o ang ulo.
Para sa bolts ng kawastuhan klase Radiusr1, dapat kalkulahin ng pormula
r1 = rmax + 0,2
kung saanr- ang radius ng transitional flue sa ilalim ng ulo,
kung saan
kung saanda-diameter ng flue ng paglipat;
ds- ang diameter ng makinis na bahagi ng bolt rod.
Para sa mga bolt at turnilyo na may mataas na lapad na ibabaw ng ulo na higit sa 1.7 d, hindi makatiis ng makunat na mga pagsubok sa isang washer, ang ulo ay maaaring ma-machin sa isang diameter na 1.7 dat pagkatapos ang mga produktong ito ay maaaring subukang muli para sa pagkawala ng lupa na tinukoy sa Talaan 11.
Bilang karagdagan, para sa mga bolt at turnilyo na may mataas na lapad na ibabaw ng ulo na higit sa 1.9 d, ang anggulo ng washer na katumbas ng 10 ° ay maaaring mabawasan sa 6 °.
Lakas ng bolt
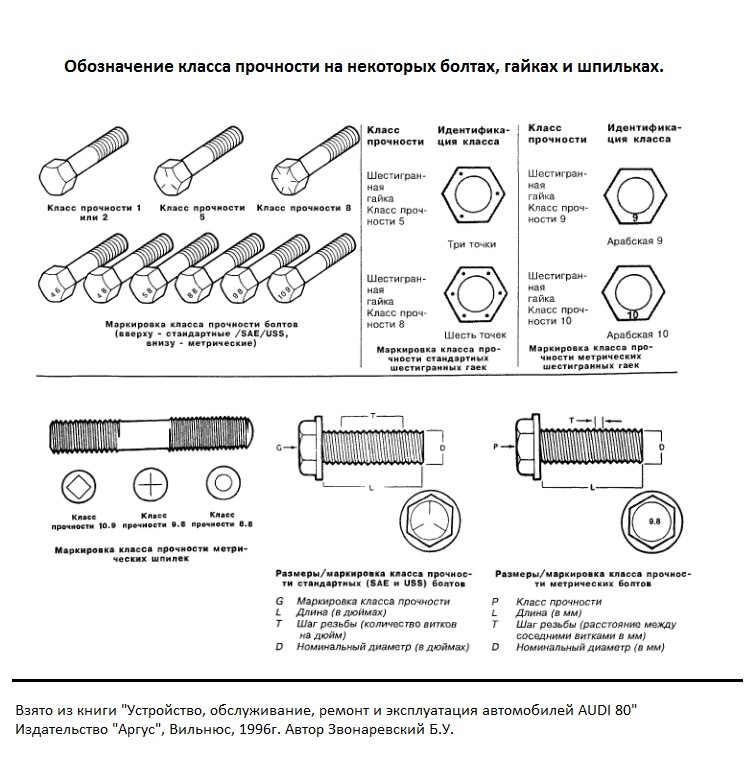
Lahat ng bolts na may mga thread na mas malaki sa M6 ay dapat markahan. Ang ulo ng bolt ay minarkahan ng lakas ng bolts alinsunod sa GOST o ISO, pati na rin ang kanilang disenyo. Kung ang thread ng isang bolt o tornilyo ay higit sa M6, at walang pagmamarka sa ulo, kung gayon ang paggamit ng tulad ng isang bolt ay dapat na itapon. Isaalang-alang kung ano ang ibig sabihin ng klase ng lakas ng bolt at kung paano ito ipinahiwatig nang direkta sa ulo.
Ipinapakita ng larawan ang tatlong uri ng pagmamarka. Bolt lakas 8.8 ang pinakakaraniwan. Ang bolt ay may isang klase ng lakas na 10.9 at samakatuwid ay mas malakas kaysa sa 8.8. Ang isang "X" sa ulo ng isang bolt ay nagpapahiwatig na ang bolt ay tumigas, kadalasan ito ang pagtatalaga sa mga bolt ng propeller. Mayroong mga klase ng lakas ng bolt 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9, 12.9. Ang panahon sa pagitan ng mga numero ay maaaring nawawala.
Ngayon pag-usapan natin kung ano ang ibig sabihin ng mga numerong ito. Ang unang digit ng pagmamarka ay katumbas ng 0.01 ang makunat na lakas ng bolt, upang maunawaan ang panghuli lakas, hinahati namin ang unang digit ng 0.01 at nakukuha namin ang lakas na makunat sa MPa. Ang pangalawang pigura ay 0.1 ng ratio ng lakas ng ani ng bolt sa lakas na makunat. Kung pinarami namin ang mga numero, at ang resulta ay pinarami ng 10, makukuha namin ang lakas ng ani sa MPa. Magbigay tayo ng isang halimbawa ng decryption. Ang lakas ng 12.9 bolt ay na-decipher bilang mga sumusunod:
12 / 0.01 = 1200 (MPa) - lakas ng makunat.
12x10x9 = 1080 (MPa) - point ng ani.
Ang mga bolts ng lakas ng klase hanggang sa 5.6 ay madalas na ginagamit sa paggawa ng kasangkapan, ang natitira ay ginagamit sa mechanical engineering at konstruksyon. Bukod dito, ang lakas ng klase na 10.9 at 12.9, dahil sa mataas na presyo, ay ginagamit sa pagpupulong ng mga partikular na kritikal na yunit.
Bilang karagdagan sa karaniwang hex head bolts, socket head screws, flange bolts, pan head square head bolts, at iba pa ay ginagamit din. Ang lokasyon ng mga marka para sa mga bolts na ito ay naiiba mula sa karaniwang mga bolt. Ang mga marka ay maaaring mailapat sa isang silindro na ibabaw o sa ilalim ng ulo ng isang bolt.
Ipinapakita ng larawan ang mga halimbawa ng pagmamarka sa isang bolt ng ulo ng ulo (kaliwa) at isang socket ng ulo ng bolt (kanan).
Mayroon ding mga bolts na inilaan para magamit sa ilang mga pagpupulong; maaaring mayroon silang mga karagdagang marka. Halimbawa, ang mga bolt para sa pagtatayo ng mga tulay ay maaaring minarkahan ng "ХЛ", na nangangahulugang ang pinahihintulutang paggamit ng bolt sa temperatura hanggang sa -65 0 Sometimes Minsan ang bakal na grado na ginamit sa paggawa ay ipinahiwatig sa mga bolt head.
Ang klase ng lakas ay ipinahiwatig din sa mga studs, inilalapat ito sa silindro na bahagi, kung saan walang thread, ngunit may dalawang makabuluhang pagkakaiba: 1) Sa mga bolts, ang pagmamarka ay nakausli sa itaas ng ibabaw, sa mga studs, sa laban , ang pagmamarka ay lalalim sa materyal. 2) Ang mga Stud ay minarkahan na nagsisimula sa lakas ng klase 5.6. Sa mga diametro ng stud na mas mababa sa M12, kung minsan ay hindi minarkahan ang mga numero, ngunit maginoo na mga palatandaan, na ang bawat isa ay tumutugma sa isang klase ng lakas.
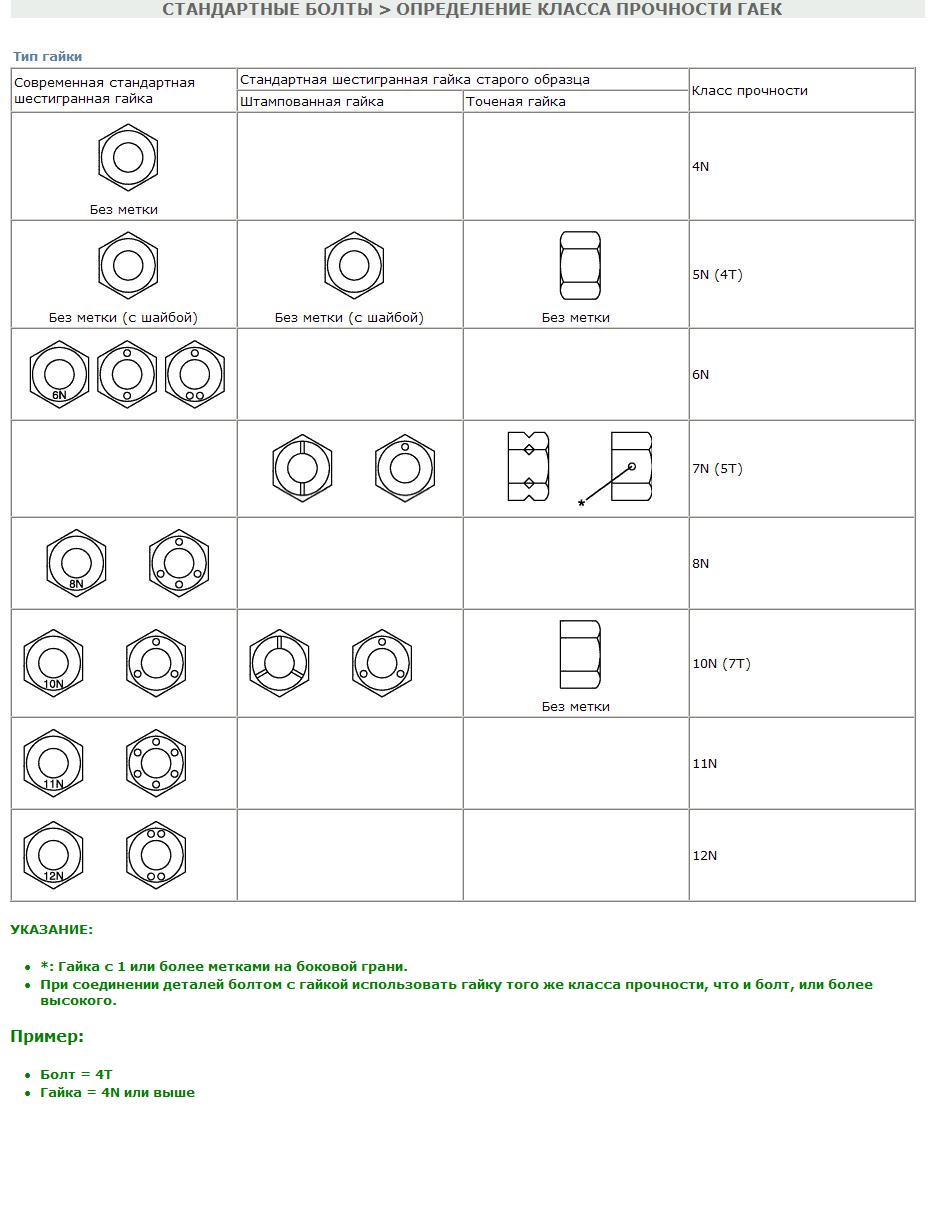
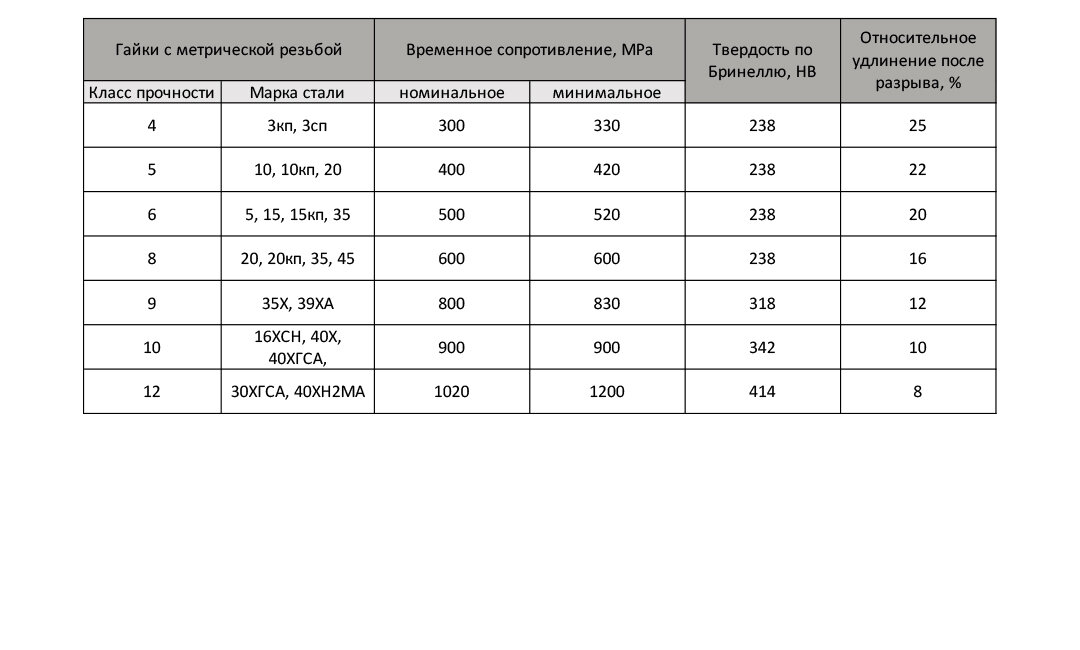
Ang mga mani ay minarkahan sa isang bahagyang naiibang paraan. Kapag nagmamarka ng isang kulay ng nuwes, isinasaalang-alang ang ratio ng taas nito sa diameter ng thread. Ayon sa ratio ng taas ng nut sa diameter, ang mga mani ay nahahati sa 5 mga uri: 1) Mababang N / d mas mababa sa 0.8 2) Normal na may isang ratio ng taas sa diameter ng thread na 0.8 3) Mataas na may isang ratio na 1.2 4) Dagdag na mataas na may ratio na 1, 5. 5) Ultra mababa, karaniwang hindi minarkahan.
Para sa mababang mga mani, mayroon lamang dalawang mga klase sa lakas - 04 at 05. Upang makalkula ang lakas na makunat, tiklop pabalik 0 at i-multiply ng 100. Nakukuha namin ang 400 at 500 MPa, ayon sa pagkakabanggit. Batay sa nakuha na halaga, tinitingnan namin kung anong klase ng lakas ng bolt na dapat gamitin ang nut.
Ang normal, mataas at labis na mataas na mani ay may 7 klase ng lakas - 4, 5, 6, 8, 9, 10, 12. Gayundin, magparami ng 100 at makuha ang halaga ng lakas na lakas. Samakatuwid, ang isang grade 8 nut ay pinakamahusay na ginagamit gamit ang isang 8.8 bolt. Sa ganitong mga kaso, ang pamamahagi ng pag-load sa thread ay magiging pare-pareho.
Minsan may iba pang mga marka ng bolt, ngunit kadalasan ito ay napakabihirang.Ang karamihan sa mga bolt ay minarkahan ayon sa prinsipyong ito.
Sa susunod na artikulo, ipapakita ko sa iyo kung paano makalkula ang isang bolt para sa pag-igting, paggugupit, at pagggupit.
Magtanong ng mga katanungan, mag-iwan ng mga komento, ibahagi ang iyong mga impression ng artikulo!
4.2. Mga koneksyon sa paggugupit
4.2.1. Sa ilalim ng aksyon ng paayon
puwersa na dumaan sa gitna ng gravity ng magkasanib, ang pamamahagi ng puwersang ito sa pagitan
ang mga bolt ay dapat na uniporme. Kapag kumikilos sa magkasanib na baluktot
sa sandaling ang pamamahagi ng mga puwersa sa pagitan ng mga bolts ay dapat na kunin proporsyonal
distansya mula sa gitna ng gravity ng koneksyon sa bolt na pinag-uusapan (sa
tatsulok na mga diagram ng pamamahagi ng mga puwersa sa pagitan ng mga bolts, Fig. 2).
Bigas 2
4.2.2. Mga pag-gunting ng bolt mula sa
sabay-sabay na aksyon ng paayon na puwersa at baluktot na sandali, kinakailangan
suriin ang resulta na pagsisikap.
4.2.3. Tinantya
ang puwersa (kN) na maaaring ma-hit ng isang bolt ay dapat na matukoy ng
mga pormula:
sa isang hiwa -
Nbs = 0,1·Rbs·..b1·A·nb,(4)
sa crush -
Nbp
= 0,1·Rbp·..b1..b2..(t)·ab,(5)
Mga pagtatalaga na ginamit sa mga formula (4, 5):
..b1 —
koepisyent ng mga kondisyon sa pagtatrabaho, isinasaalang-alang ang di-sabay na pagsasama ng mga bolts sa
trabaho, na dapat kunin alinsunod sa talahanayan. 4;
..b2 —
koepisyent ng kondisyon ng pagtatrabaho, isinasaalang-alang ang distansya kasama ang puwersa mula sa gilid
elemento sa gitna ang pinakamalapit na butas at sa pagitan ng mga sentro ng mga butas, kung saan
dapat kunin ayon sa mesa. 5;
A = nd2/4 - kinakalkula na lugar, cross-section ng bolt rod, cm2;
nb - numero
kinakalkula ang mga pagbawas ng isang bolt;
..(t) - koepisyent,
isinasaalang-alang ang kapal ng mga konektadong elemento, natutukoy
(6)
t - ang pinakamaliit na kabuuang kapal ng mga elemento na inalis sa
isang direksyon;
db —
nominal panlabas na diameter ng bolt shank, kita n'yo.
Talahanayan 4
|
katangian ng koneksyon |
Kalikasan kadahilanan |
|
Isang bolt sa mga pagkalkula ng paggugupit at |
1,0 |
|
Multi-bolt sa mga kalkulasyon ng paggugupit |
0,9 |
Talahanayan 5
|
katangian ng koneksyon |
Kalikasan kadahilanan |
|
Single-bolt at multi-bolt in |
|
|
sa 1.5d |
0,25 a/d+0,5 |
|
sa a ≥ |
1,25 |
Tandaan Distansya b dapat may higit pang distansya a sa
hindi bababa sa 0.5d... Kung hindi man
kaso a = b-0,5d.
Tinantyang pagsisikap na
maaaring matanggap sa isang bolt ng isang multi-bolt shear connection sa isang eroplano
hiwa, ay ibinigay sa.
Tinantyang pagsisikap na maaaring
kinuha ng isang M24 bolt ng isang multi-bolt na koneksyon para sa pagdurog (na may Rbp = 1,48·Run, a = 2d; b
= 2,5d), Ipinapakita sa .
4.2.4. Dami n bolts sa koneksyon sa ilalim ng pagkilos ng isang paayon na puwersa N (kN) ay dapat na tinutukoy ng pormula
(7)
kung saan Qb - ang mas mababa sa kinakalkula na pagsisikap para sa isang bolt Nbs at Nbpkinakalkula alinsunod sa mga kinakailangan ng mga rekomendasyong ito.
4.2.5. Mga koneksyon na nagmumula sa panahon ng operasyon
ang paggalaw ng pagdurog ng bawat elemento at mula sa pagkilos ng karaniwang mga pag-load ay dapat
tukuyin:
a) sa Nbp≤ Nbs - ayon sa mesa. 6.









|
Tinantya |
Mga paggalaw |
||||
|
1,0 |
1,1 |
1,2 |
1,3 |
1,4 |
|
|
0,94 Run |
1,0 |
0,8 |
0,75 |
0,7 |
0,65 |
|
1,17 Run |
1,75 |
1,4 |
1,1 |
0,9 |
0,75 |
|
1,48 Run |
3,0 |
2,4 |
2,0 |
1,6 |
1,35 |
|
1,58 Run |
3,5 |
2,8 |
2,3 |
1,9 |
1,6 |
Ang mga pagtatalaga na pinagtibay sa talahanayan.
6:
Qpag-areglo. —
ang puwersa na kumikilos sa koneksyon mula sa mga pag-load ng disenyo;
Qpamantayan... - pagkatapos
pareho sa mga karaniwang pag-load.
Tandaan Kapag tinutukoy ang mga paglipat
pagdurog ng bawat konektadong elemento para sa mga halagang tagitira K= Qpag-areglo/Qpamantayan
pinapayagan ang linear interpolation.
Pinapayagan na kumuha ng mga halaga
mga pag-aalis ng gunting ng bawat konektadong elemento ikaw, mula sa pagkilos ng mga normative load ay mas mababa kaysa sa ibinigay
sa mesa. 6, habang ang disenyo ng paglaban ng solong-bolted na mga kasukasuan sa pagdurog
dapat matukoy ng pormula
Rbp = K·f·Run,(8)
kung saan f
- Coefficient, ay katumbas ng
f = 1,08×ikaw - sa 0 u
≤ 0.8 mm, (9)
f = 0,57+0,4×ikaw-0,032×ikaw2 - sa 0.8 ikaw≤ 3.8 mm (10)
Coefficient f depende sa paggalaw ng pagbagsak ng bawat koneksyon ng elemento ikaw ibinigay sa;
b) sa NbsNbp- alinsunod sa mga pormula 9, 10 at ayon sa; pagpapalit sa pormula () Nbp
sa Nbs.
4.2.6. Ang lakas ng mga elemento ay humina
ang mga butas sa mga koneksyon ng pagggupit ay dapat suriin na isinasaalang-alang ang buong
pagpapahina ng mga cross-section na may mga butas.
Lakas ng bolt
Lahat ng bolts na may mga thread na mas malaki sa M6 ay dapat markahan. Ang ulo ng bolt ay minarkahan ng lakas ng bolts alinsunod sa GOST o ISO, pati na rin ang kanilang disenyo. Kung ang thread ng isang bolt o tornilyo ay higit sa M6, at walang pagmamarka sa ulo, kung gayon ang paggamit ng tulad ng isang bolt ay dapat na itapon. Isaalang-alang kung ano ang ibig sabihin ng klase ng lakas ng bolt at kung paano ito ipinahiwatig nang direkta sa ulo.

Ipinapakita ng larawan ang tatlong uri ng pagmamarka. Bolt lakas 8.8 ang pinakakaraniwan. Ang bolt ay may isang klase ng lakas na 10.9 at samakatuwid ay mas malakas kaysa sa 8.8. Ang isang "X" sa ulo ng bolt ay nagpapahiwatig na ang bolt ay tumigas, kadalasan ito ang pagtatalaga sa mga bolter ng propeller. Mayroong mga klase ng lakas ng bolt 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9, 12.9. Ang panahon sa pagitan ng mga numero ay maaaring nawawala.
Ngayon pag-usapan natin kung ano ang ibig sabihin ng mga numerong ito. Ang unang digit ng pagmamarka ay katumbas ng 0.01 ang makunat na lakas ng bolt, upang maunawaan ang panghuli lakas, hinahati namin ang unang digit ng 0.01 at nakukuha namin ang lakas na makunat sa MPa. Ang pangalawang pigura ay 0.1 ng ratio ng lakas ng ani ng bolt sa lakas na makunat. Kung pinarami namin ang mga numero, at ang resulta ay pinarami ng 10, makukuha namin ang lakas ng ani sa MPa. Magbigay tayo ng isang halimbawa ng decryption. Ang lakas ng 12.9 bolt ay na-decipher bilang mga sumusunod:
12 / 0.01 = 1200 (MPa) - lakas ng makunat.
12x10x9 = 1080 (MPa) - point ng ani.
Ang mga bolts ng lakas ng klase hanggang sa 5.6 ay madalas na ginagamit sa paggawa ng kasangkapan, ang natitira ay ginagamit sa mechanical engineering at konstruksyon. Bukod dito, ang lakas ng klase na 10.9 at 12.9, dahil sa mataas na presyo, ay ginagamit sa pagpupulong ng mga partikular na kritikal na yunit.
Bilang karagdagan sa karaniwang hex head bolts, socket head screws, flange bolts, pan head square head bolts, at iba pa ay ginagamit din. Ang lokasyon ng mga marka para sa mga bolts na ito ay naiiba mula sa karaniwang mga bolt. Ang mga marka ay maaaring mailapat sa isang silindro na ibabaw o sa ilalim ng ulo ng isang bolt.
Ipinapakita ng larawan ang mga halimbawa ng pagmamarka sa isang panhead bolt (kaliwa) at isang Allen bolt (kanan).
Mayroon ding mga bolts na inilaan para magamit sa ilang mga pagpupulong; maaaring mayroon silang mga karagdagang marka. Halimbawa, ang mga bolt para sa pagtatayo ng mga tulay ay maaaring minarkahan ng "ХЛ", na nangangahulugang ang pinahihintulutang paggamit ng bolt sa temperatura hanggang -65C. Minsan ang mga ulo ng bolt ay nagpapahiwatig ng antas ng bakal na ginamit sa paggawa.
Ang klase ng lakas ay ipinahiwatig din sa mga studs, inilalapat ito sa silindro na bahagi, kung saan walang thread, ngunit may dalawang makabuluhang pagkakaiba: 1) Sa mga bolts, ang pagmamarka ay nakausli sa itaas ng ibabaw, sa mga studs, sa laban - ang pagmamarka ay lalalim sa materyal. 2) Ang mga Stud ay minarkahan na nagsisimula sa lakas ng klase 5.6. Sa mga diametro ng stud na mas mababa sa M12, kung minsan ay hindi minarkahan ang mga numero, ngunit maginoo na mga palatandaan, na ang bawat isa ay tumutugma sa isang klase ng lakas.
Ang mga nut ay minarkahan sa isang bahagyang naiibang paraan. Kapag minamarkahan ang kulay ng nuwes, isinasaalang-alang ang ratio ng taas nito sa diameter ng thread. Ayon sa ratio ng taas ng nut sa diameter, ang mga mani ay nahahati sa 5 mga uri: 1) Mababang H / d mas mababa sa 0.8 2) Normal na may isang ratio ng taas sa diameter ng thread na 0.8 3) Mataas na may isang ratio na 1.2 4) Dagdag na mataas na may ratio na 1, 5. 5) Ultra mababa, karaniwang hindi minarkahan.
Para sa mababang mga mani, mayroon lamang dalawang mga klase sa lakas - 04 at 05. Upang makalkula ang lakas na makunat, tiklop namin pabalik ang 0 at i-multiply ng 100. Nakukuha namin ang 400 at 500 MPa, ayon sa pagkakabanggit. Batay sa nakuha na halaga, tinitingnan namin kung anong klase ng lakas ng bolt na dapat gamitin ang nut.
Ang normal, mataas at labis na mataas na mani ay may 7 klase ng lakas - 4, 5, 6, 8, 9, 10, 12. Gayundin, magparami ng 100 at makuha ang halaga ng lakas na lakas. Samakatuwid, ang isang grade 8 nut ay pinakamahusay na ginagamit gamit ang isang 8.8 bolt. Sa ganitong mga kaso, ang pamamahagi ng pag-load sa thread ay magiging pare-pareho.
Minsan may iba pang mga marka ng bolt, ngunit kadalasan ito ay napakabihirang.Ang karamihan sa mga bolt ay minarkahan ayon sa prinsipyong ito.
Sa susunod na artikulo, ipapakita ko sa iyo kung paano makalkula ang isang bolt para sa pag-igting, paggugupit, at pagggupit.
Magtanong ng mga katanungan, mag-iwan ng mga komento, ibahagi ang iyong mga impression ng artikulo!