1 Mga umiiral na uri ng rivet - mga uri at layunin
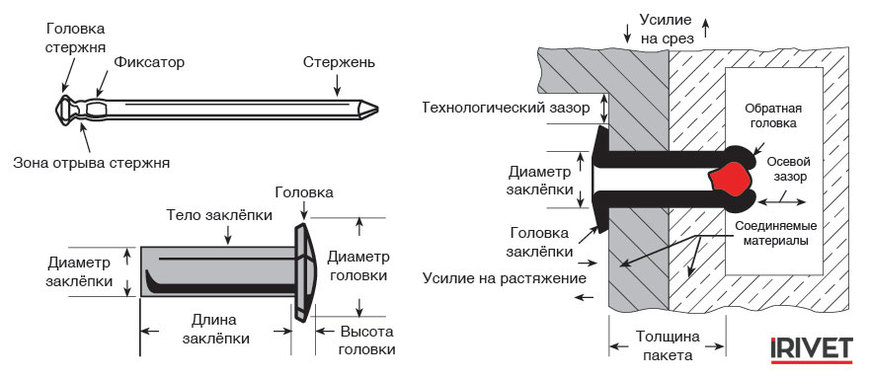
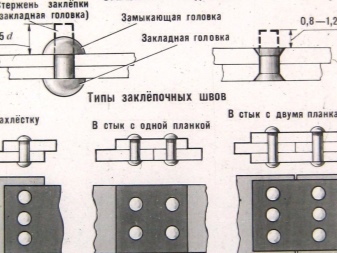
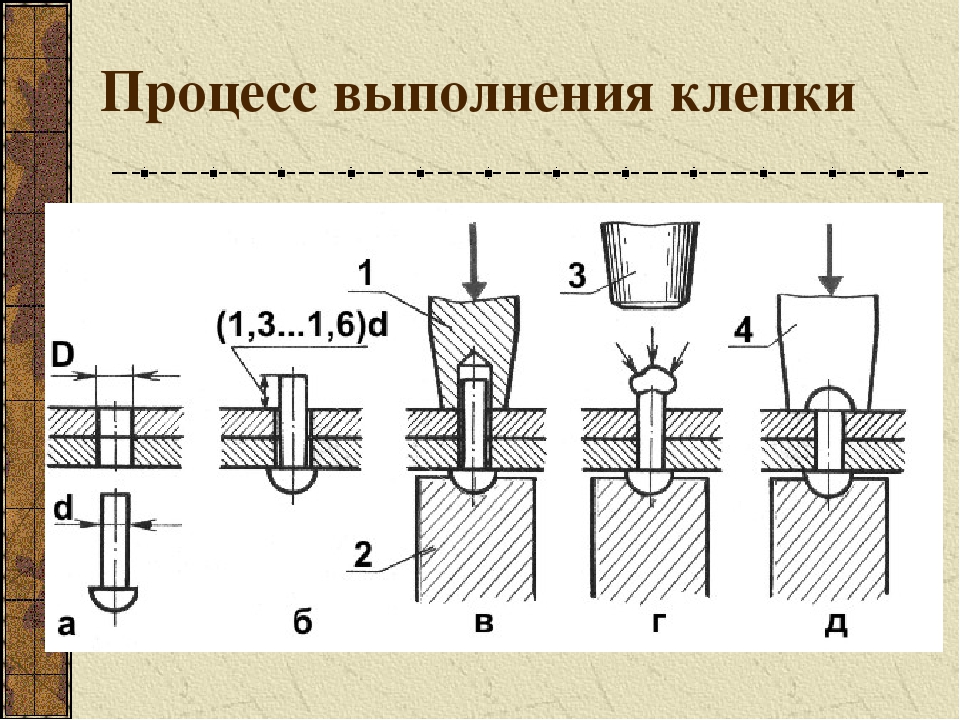
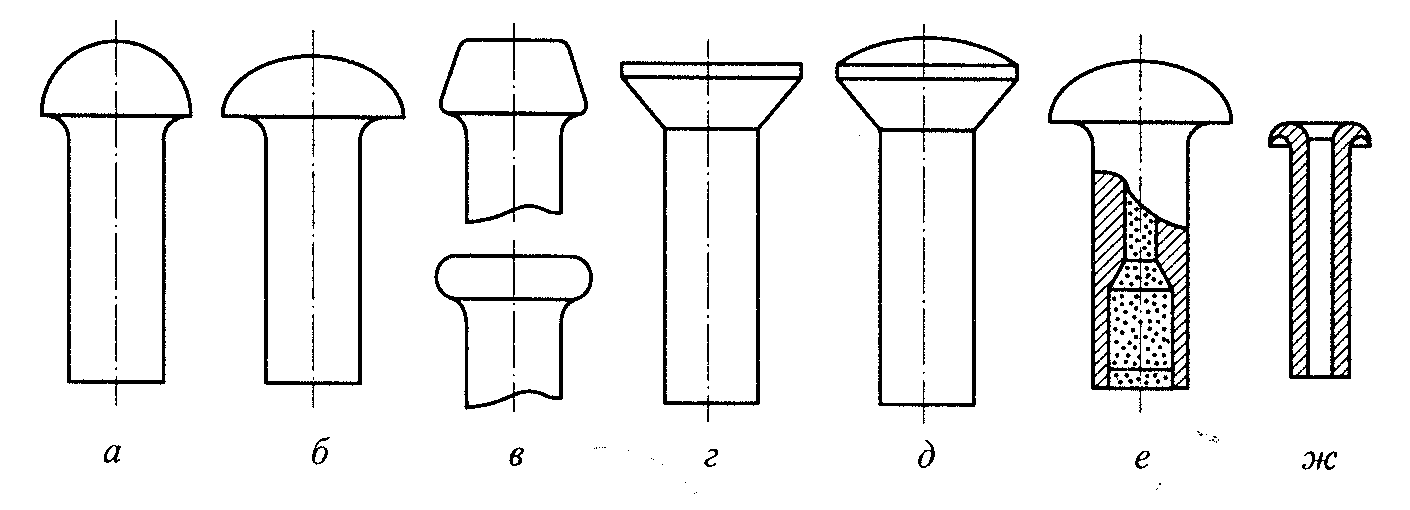
Ano ang fastener na ito? Una, ayon sa kasaysayan, ito ay isang metal rod, mas madalas sa isang plato. Palaging may isang ulo ng hawla sa isang gilid (isang takip na pumipigil sa paggalaw ng isang elemento sa butas) at isang sumasara na ulo sa kabilang dulo. Ito ay unang ginamit para sa paggawa ng nakasuot, tulad ng armor at chain mail, pati na rin para sa pagkonekta ng ilang mga elemento ng malamig at maagang mga baril. Kung ang insert head ay naroroon nang una, pagkatapos ay ang pagsasara ng ulo ay nagmumula bilang isang resulta ng proseso ng pag-aayos (riveting) o sa tulong ng isang espesyal na tool dahil sa pagpapapangit ng pull rod. Lohikal na ang sediment ay inilalapat upang mag-cast o mag-stamp, ang lahat ng mga elemento ng metal, at pagpapapangit ng isang pamalo ay posible lamang kapag gumagamit ng guwang (tubular) blind rivets. Mayroon ding mga paputok at split na pagpipilian.
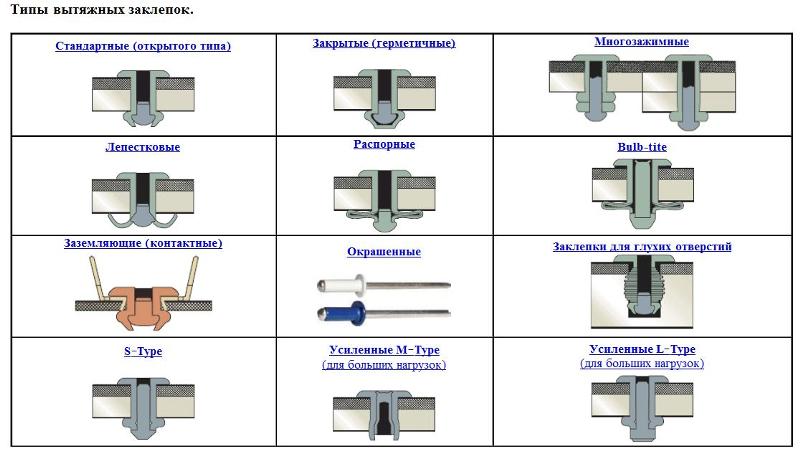
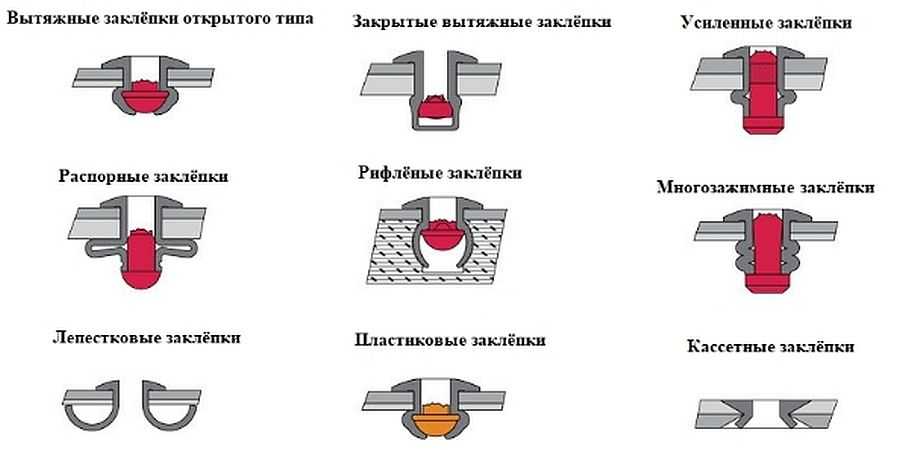
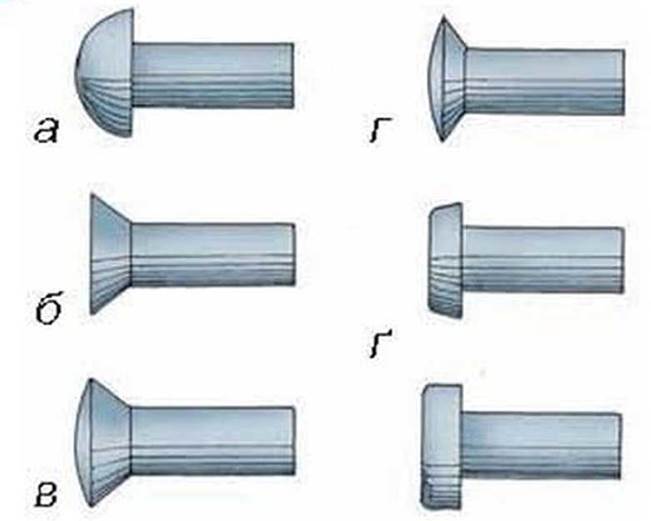
 Iba't ibang uri ng mga rivet
Iba't ibang uri ng mga rivet
Kaya, alam natin na ang mga fastener na isinasaalang-alang namin ay isang piraso, na madalas na nagbibigay ng mataas na pagiging maaasahan. Ngunit ang lakas ng koneksyon ay pangunahing nakasalalay sa materyal, kaya isasaalang-alang muna namin ang mga uri ng mga rivet para sa napaka-katangian na ito. Ang pinaka-karaniwan ay ang mga fastener ng aluminyo, tanso at tanso na tungkod ay ginagamit sa maraming proseso ng pagmamanupaktura pati na rin sa isang bilang ng mga sining. Ang lahat ng mga materyal na ito ay walang mataas na antas ng pagiging maaasahan at angkop lamang kung saan walang mabibigat na naglo-load, para sa pangkabit na pandekorasyon na mga bahagi. Kabilang sa iba pang mga bagay, may mga rivet na bakal, kabilang ang mga hindi kinakalawang, nagbibigay sila ng sapat na malakas na koneksyon at angkop pa para sa pagpupulong ng mga istraktura ng pagdadala ng load at mechanical engineering.
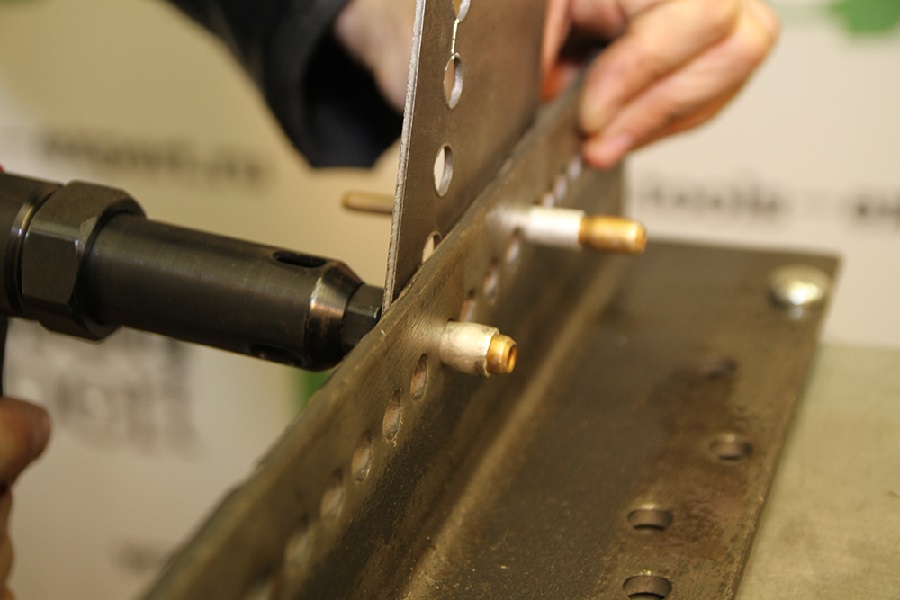
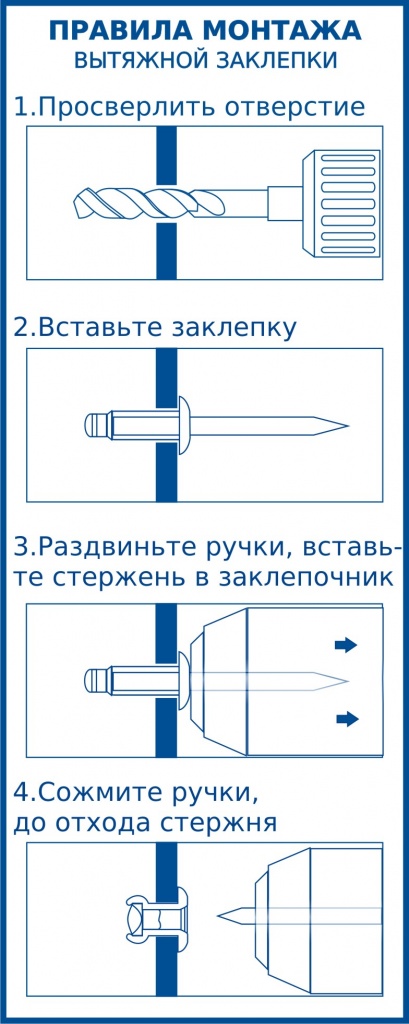
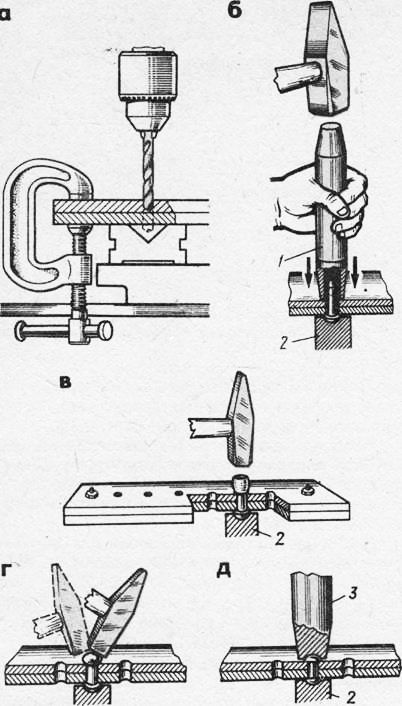
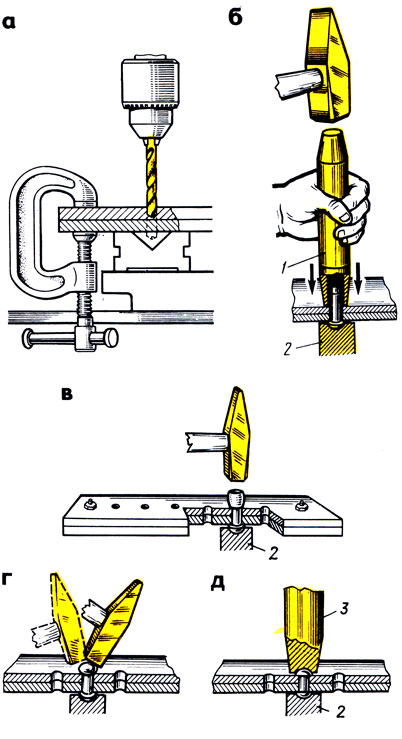
Upang mai-install ang mga kabit, kailangan mo munang "suntukin" ang isang butas
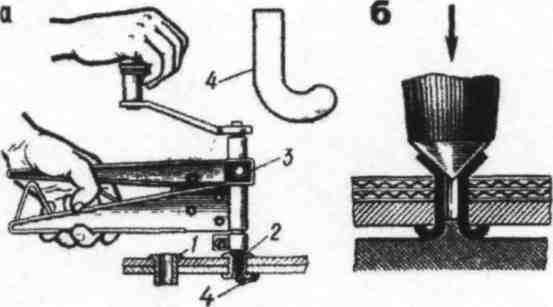
Sa aming kasanayan, sa mga kondisyon ng atelier, para sa pag-install ng mga accessories, gumagamit kami ng isang pindutin at maraming mga kalakip na angkop para sa isang uri o iba pa ng mga pindutan, mga bloke. Sa tulong ng naturang mga kalakip, ang mga gilid ng isang pindutan o isang bloke ay maayos na sumiklab, nakakakuha ng hitsura ng "pabrika". Ngunit dahil hindi makatuwiran na bumili ng isang press na may mga kalakip at iba pang mga karagdagang tool para sa paggamit sa bahay, iminumungkahi namin na gumamit ka ng mga madaling gamiting tool. Sa iyong arsenal, dapat kang magkaroon ng isang maliit na martilyo at anvil (maaari kang gumamit ng isa pang martilyo), isang awl at ilang karagdagang mga tool na bibilhin mo sa isang tindahan ng pananahi. Ang isa sa mga tool na ito ay dapat na isang suntok.
Kinakailangan na gamitin ang suntok upang ang butas ay perpektong pantay at ang mga gilid ng tela ay hindi gumuho. Ang suntok ay maaaring magkaroon lamang ng isa, ang pinakamaliit na sukat, sa matinding mga kaso, dalawa (ang pangalawa ay bahagyang mas malaki). Ngunit pinakamahusay na bumili ng isang hanay ng mga butas ng suntok na may mga naaalis na nozel. Hindi kanais-nais na i-cut ang isang butas na may gunting, dahil mula sa oras ng pag-block o ang pindutan ay tiyak na "mahuhulog" mula dito. Ang butas para sa bloke o pindutan ay dapat na minimal, ipinapayong kahit bahagyang hilahin ang tela sa ibabaw ng block leg, dahil mas mahigpit ang tela na pinindot laban sa binti, mas ligtas itong maaayos.
Kailangan mong suntukin ang isang butas sa tela o katad sa isang anvil, hindi metal, ngunit kahoy. Ang puno ay dapat na napaka siksik (hindi maluwag), halimbawa, ang lugar kung saan naroon ang maliit na sanga. Maaari mo ring gamitin ang iba pang mga materyal na siksik, ngunit hindi makapinsala sa punch point.Putro: Ang mga lugar kung saan ang mga butas ay susuntok sa mga niniting na tela at iba pang mga maramihang materyales ay maaaring nakadikit sa isang malagkit na tela.
Pangalan ng site!
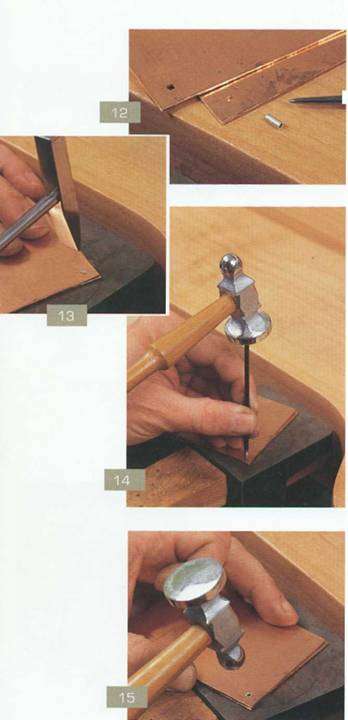
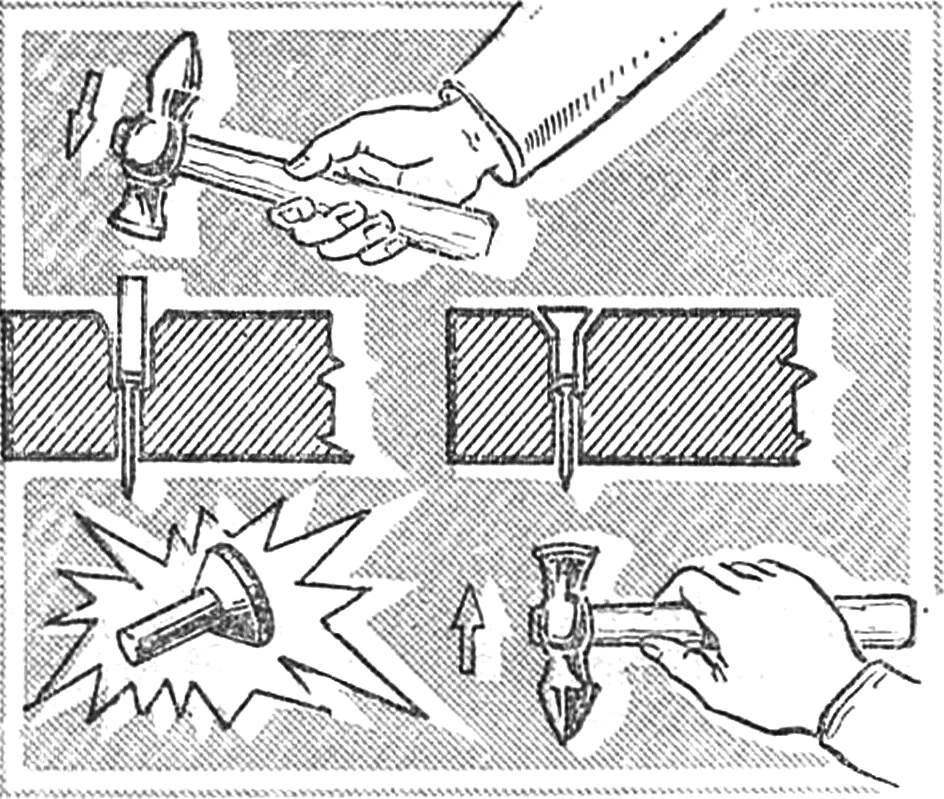
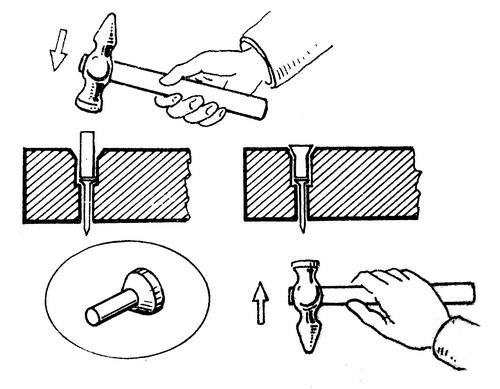
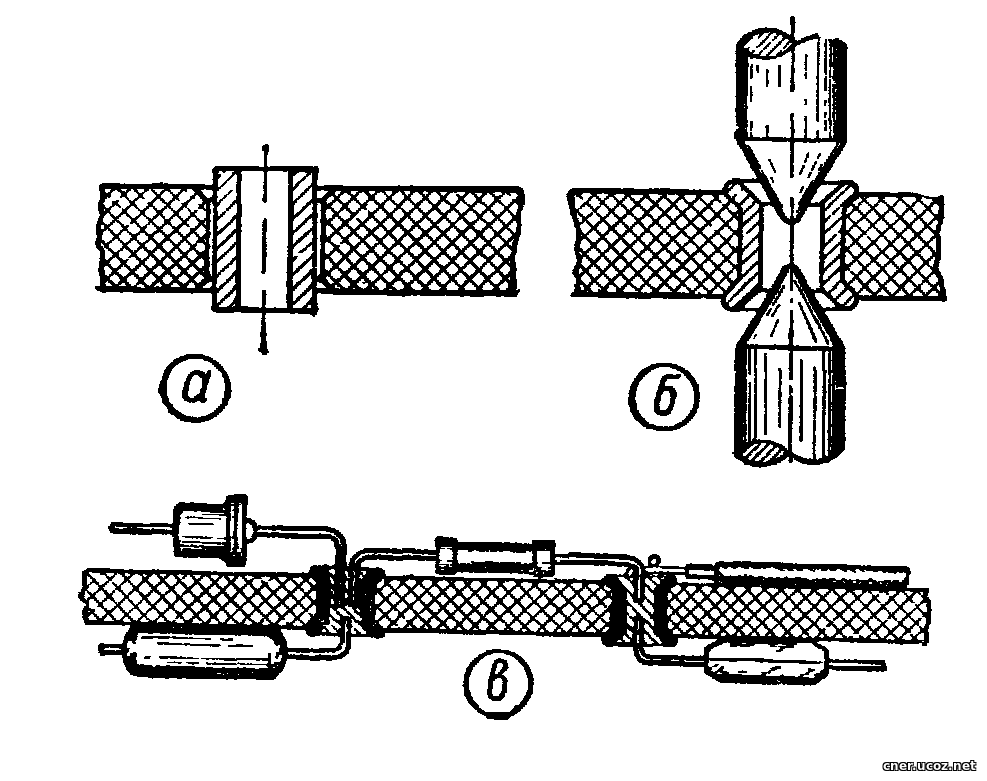
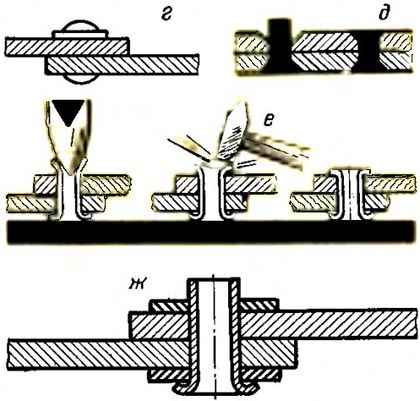
Para sa tube riveting: Ipasok ang expander sa isang dulo ng tubo.Gumamit ng isang habol na martilyo upang gaanong maabot ang expander. Baligtarin ang mga naka-fasten na bahagi, ipasok ang expander sa kabilang dulo ng tubo, at gaanong hinampas ulit ito ng martilyo. Ulitin ang buong pagkakasunud-sunod ng mga hakbang para sa wire riveting hanggang sa makita mo na ang tubo ay hindi na matatanggal mula sa mga butas
Pagkatapos, dahan-dahang hampasin ang tubo nang diretso sa paikot na welgista ng embossing martilyo. Handa na ang rivet!
Ang mga nag-uugnay na singsing na gawa sa kawad ay magkakasama sa mga indibidwal na piraso ng alahas. Sa parehong oras, sila ay naging bahagi ng disenyo, tulad ng, halimbawa, sa Play of Colors bracelet. Sa kuwintas ng Bells, ang makintab na tanso na nagkakabit ng mga singsing, bilang karagdagan sa kanilang papel na ginagampanan, ay nagbibigay ng isang kagiliw-giliw na kaibahan ng materyal at kulay.
Maaari kang makahanap ng mga handa nang pagkonekta na singsing na ipinagbibili, ngunit madali mo silang makakagawa mula sa kawad ng anumang kapal. Ang mga nasabing singsing ay maaaring buksan at isara muli sa mga pliers, na nagpapahintulot sa kanila na magamit bilang mga elemento ng pagkonekta.
Rings Mga palatandaan ng katapatan. 2002.
Mga pambalot na tsokolateng kendi at kahon. Ang bawat 5.4 x 4.4 x 4.4 cm
Brooch Antica. 2005
Papel, pilak, paghahagis. 3 x 2.7 x 1.5 cm
Kwintas ni Lily. 2003
Papel, pilak, amatista, perlas. 5.5x45x2.5 cm
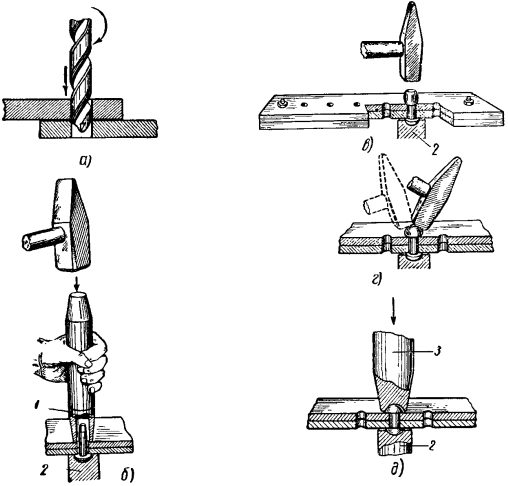
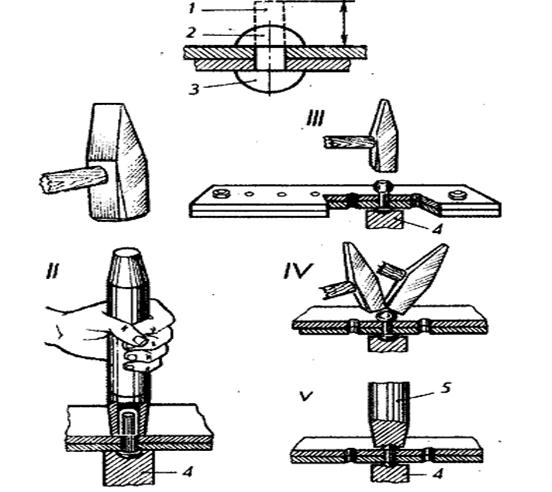
Mga homemade rivet
| Bigas 2, Isang aparato para sa paggawa ng mga rivet (a.) At isang pamamaraan para sa pagbuo ng isang recess sa isang crimp (b): 1 ≈ crimp: 2 ≈ isang rivet na blangko; 3 ≈ plate; 4 plate plate ng talahanayan; 5, bola ng bakal. |
Paggawa
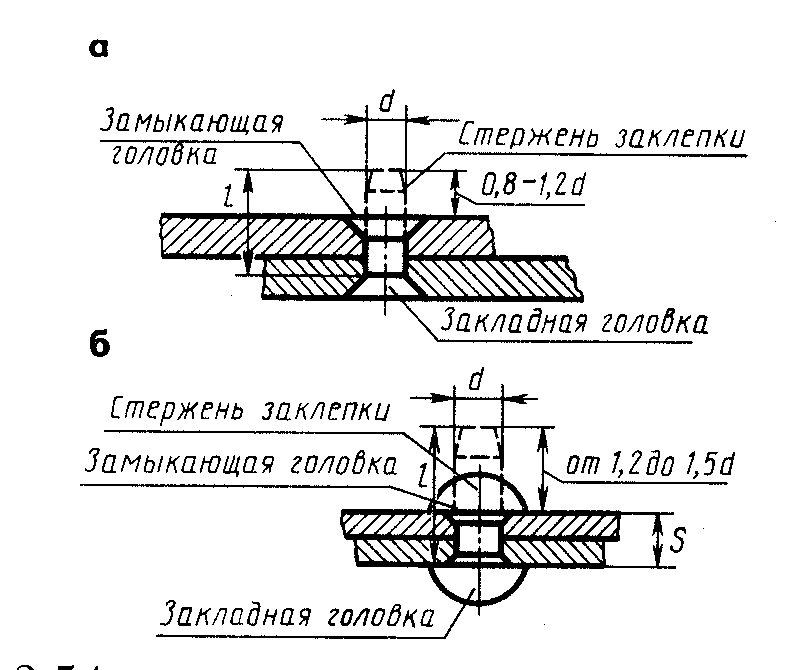
Ang paghahanda ng mga blangko ay dapat na magsimula pagkatapos malaman ang totoong mga sukat na kinakailangan para sa isang de-kalidad na resulta ng kasunod na trabaho sa riveting. Dapat mong malaman ang eksaktong kapal ng koneksyon ng mga bahagi na kailangang ma-rivet upang makalkula ang tamang haba ng workpiece, isinasaalang-alang ang pagpoproseso nito sa ilalim ng mortgage head at lock.



Ayon sa diagram, magiging malinaw kung gaano karaming mga blangko ang kinakailangan para sa bawat haba. Pagkatapos, gamit ang isang pait at martilyo, gupitin ang mga workpiece mula sa kawad na may isang margin ng dami.

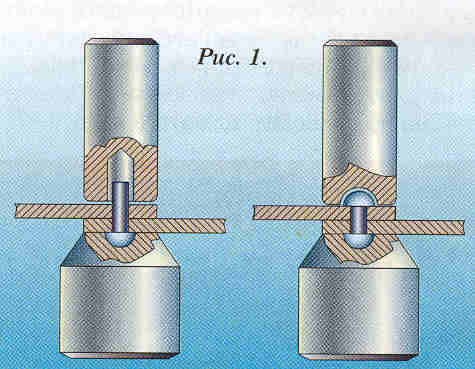
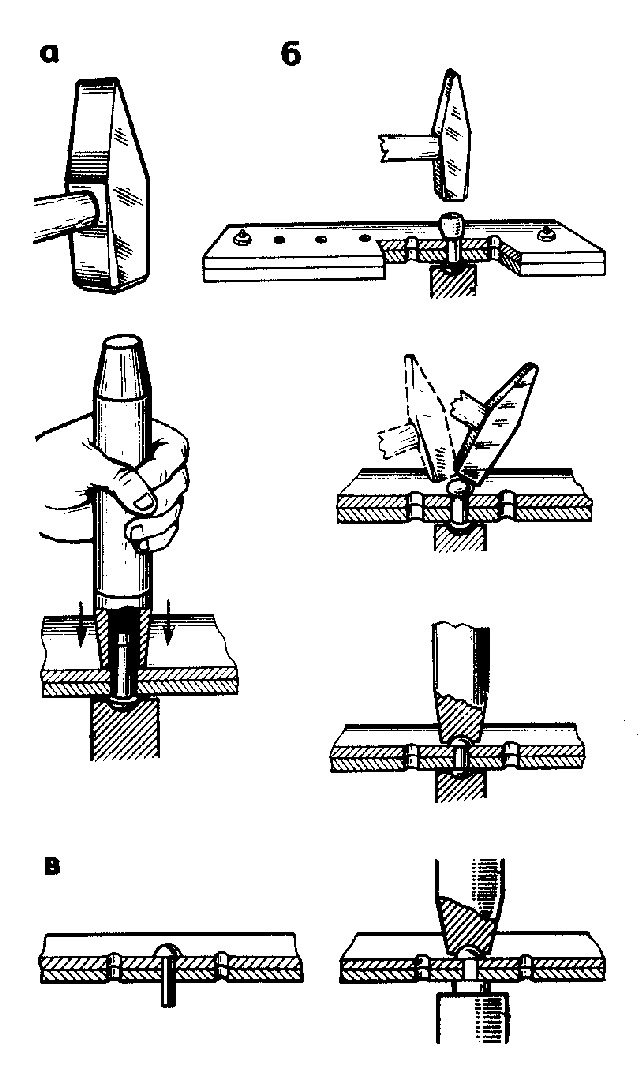
Ang paggawa ng mga rivet ay binubuo ng isang bilang ng mga operasyon. Una - tungkol sa kung paano gumawa ng isang rivet mula sa isang kawad na may isang makina.
- Pinili namin sa makina ang isang butas na angkop sa diameter at haba para sa workpiece na kailangan namin. Ang workpiece ay dapat magkaroon ng sapat na haba ng nakausli na bahagi, kung saan bubuo ang insert head.
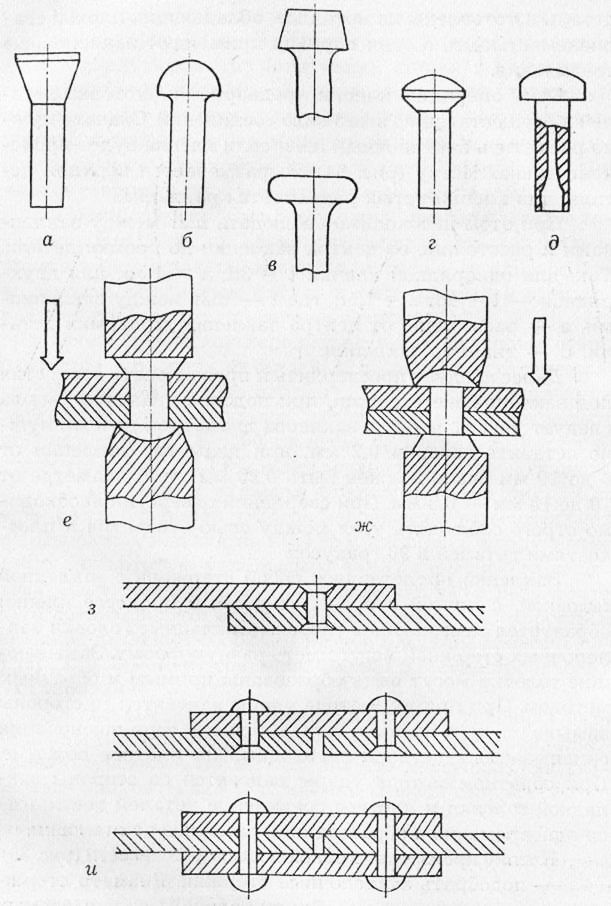
- Sa pamamagitan ng pag-tap sa isang martilyo sa nakausli na bahagi ng kawad, bumubuo kami ng isang ulo. Una, patagin ang dulo ng kawad na may mga suntok mula sa itaas upang ang isang ulo ay nabuo, tulad ng isang kuko, at pagkatapos ay iproseso namin ang ulo na ito sa pamamagitan ng pag-tap sa mga gilid, bigyan ito ng isang spherical na hitsura.
- Matapos ang pagbuo ng ulo, itatama namin ang resulta sa isang file, kung mahalaga para sa pagsasama ng istraktura na sumali.
- Inaalis namin ang workpiece mula sa butas at pinoproseso ang dulo sa tapat ng ulo (nakahanay sa isang file o isang pantasa).


Kapag gumagawa ng isang rivet nang walang isang makina, eksakto ang parehong mga pagkilos ay ginaganap tulad nito, ang workpiece lamang ang naka-clamp sa anumang iba pang aparato, halimbawa, sa isang bisyo. Ang lahat ng iba pang mga operasyon ay ginaganap sa parehong pagkakasunud-sunod tulad ng sa makina.

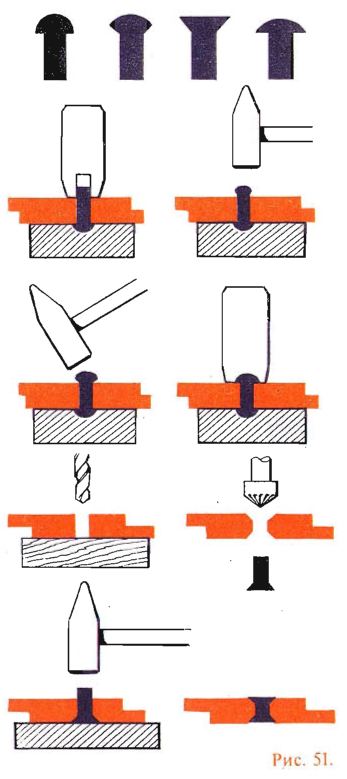
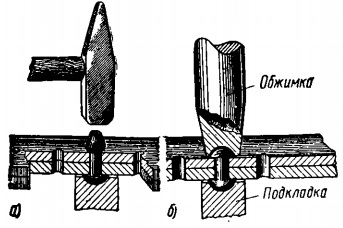
Upang gawin ito, kailangan mong mag-drill ng maraming mga butas sa bar tulad ng kinakailangan - ang mga ito ay mas malalim kaysa sa haba ng mga bulag na rivet. Ang mga butas na ito ay dapat na pinalawak mula sa itaas sa ilalim ng kono na may isang drill na may diameter na bahagyang mas malaki kaysa sa mga butas mismo (sa ilalim ng ulo).
Nasa mga bagong nakahandang butas na ito na naipasok ang mga workpiece, na ang haba nito ay naitugma sa lalim ng butas kasama ang isang maliit na protrusion sa ulo. Nananatili lamang ito upang kumatok sa dulo ng kawad gamit ang isang martilyo, pinupunan ang nakahandang kama para sa ulo na may pagyupi upang hindi ito nakausli sa itaas ng ibabaw ng makina.

Ang mga rivet na may patag na ulo ay maaaring gawin gamit ang parehong teknolohiya tulad ng nakaraang bersyon, ngunit ang kama lamang para sa pagbuo ng bahaging ito ng produkto ay drilled cylindrical, hindi conical.
Ito ay maginhawa upang makagawa ng isang lutong bahay na rivet ng isang maliit na diameter, na binubuo ng dalawang bahagi - isang mortgage at isang lock - mula sa isang pares ng mga kuko.Upang gawin ito, ang isa sa mga kuko ay kinuha na may isang mas malaking lapad - isang butas ay drilled sa tungkod na 0.1 mm mas mababa kaysa sa diameter ng pangalawang kuko.

Ang pangalawang kuko, ang tungkod na kung saan ay dapat magkaroon ng isang mas maikling haba kaysa sa lalim ng butas ng lock, ay pinahigpit sa dulo sa ilalim ng kono. Ang mga ulo ng kuko ay handa nang ulo, ikaw lamang ang kakailanganin na gumiling ng kaunti para sa hitsura. Ang butas sa magkasanib na kung saan inihanda ang gayong isang rivet ay drill sa laki ng diameter ng locking bahagi ng fastener.

Mga gamit sa kamay
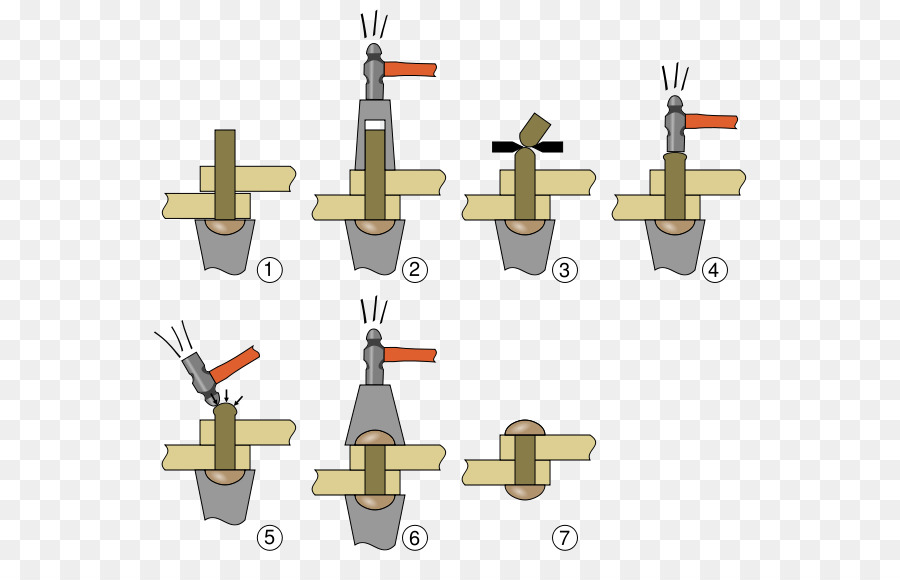
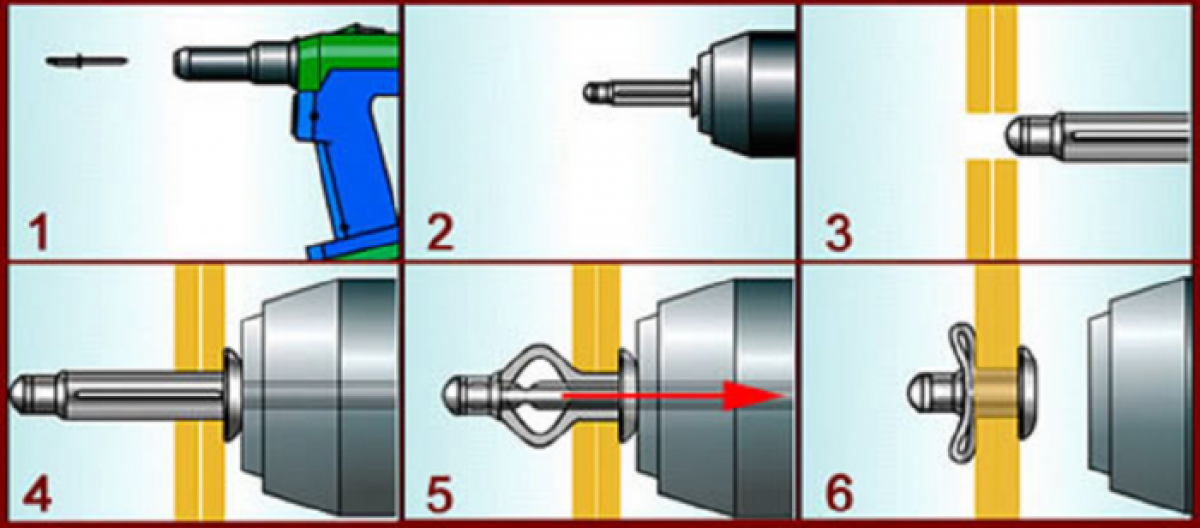
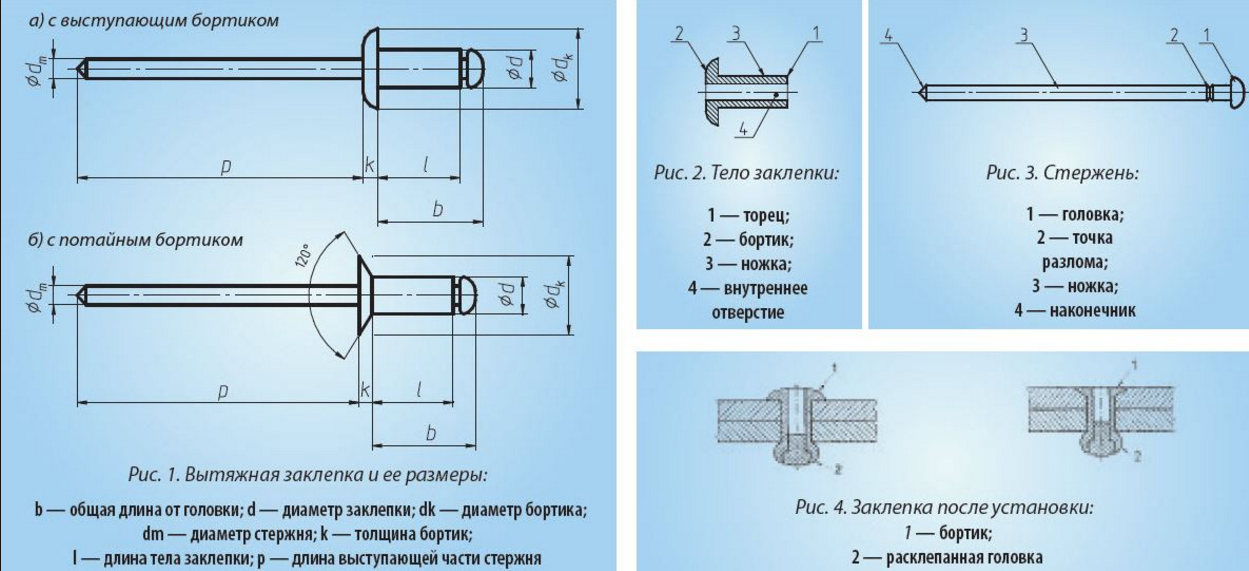
Bago riveting ng tama ang isang rivet, kailangan mong maunawaan ang buong hanay ng mga produkto na inaalok. Kadalasan, mayroong dalawang uri ng mga riveter sa mga istante: manu-manong at mag-pull-out. Ang kanilang prinsipyo ng pagpapatakbo ay hindi pareho:
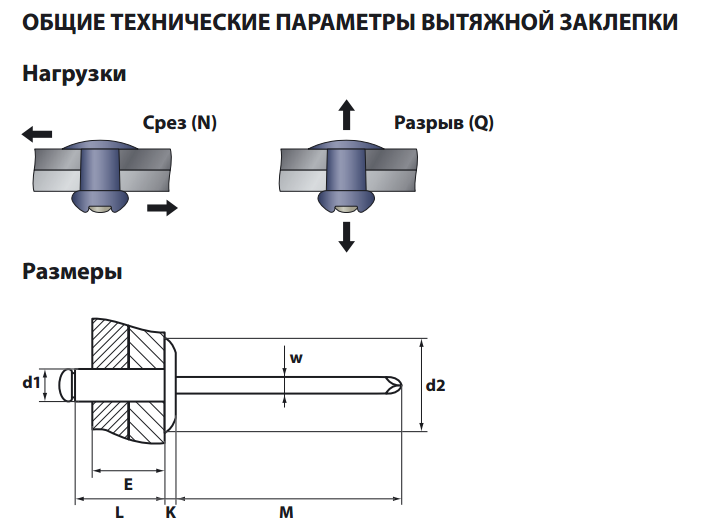
- Pagod. Ang batayan ay traksyon, dahil sa kung aling pag-aayos ang nangyayari. Para sa mga ito, ang elemento ay nasa aparato, na may simpleng unclamping at clamping riveting na nangyayari. Ang fastener mismo ay may isang espesyal na bola na pipi. Kung wala ito, ang pag-aayos ay hindi magaganap kahit na may manu-manong pagkilos.
- Ano ang ibinibigay ng ugnayan? Ang prinsipyo ng pagpapatakbo ay simple, kaya't ang manwal na yunit na ito ay may mababang presyo. Ang proseso ay katulad, ngunit ang bola ay naayos sa tubo kapag gumagalaw ang hawakan. Madalas itong ginagamit (para sa mga bagay na masyadong banayad). Ang pagpipilian ay ginawa ng mamimili, tinatasa ang pagiging kumplikado ng trabaho, ang aktibidad ng paggamit.
Mga guhit sa RF patent 2107574
Ang pag-imbento ay nauugnay sa pagproseso ng mga metal sa pamamagitan ng presyon at maaaring magamit sa paggawa ng mga semi-guwang na rivet at iba pang mga katulad na bahagi sa mga malamig na heading machine.
Ang isang kilalang pamamaraan ng paggawa ng isang pangunahing pagkakaroon ng isang stepped na hugis na may isang bulag na lukab, kabilang ang isang piraso ng workpiece, pagkagulo ng workpiece na may pagkakahanay ng mga dulo, pagpilit ng isang maliit na hakbang sa diameter, pagpilit ng isang bulag na lukab, huling pagkabulabog ng ulo na may disenyo ng mga chamfer.
Ang kawalan ng pamamaraang ito ay ang mababang tibay ng suntok para sa extruding ng lukab sa pangatlong posisyon dahil sa pagpapalakas ng metal kapag pinapalabas ang isang maliit na hakbang na diameter sa pangalawang posisyon. Ang paggamit ng pamamaraang ito ay limitado ng ang katunayan na ang lalim ng extruded na lukab ay dapat na hindi hihigit sa 2.5 ng diameter nito.
Bilang karagdagan, hindi pinapayagan ng pamamaraang ito upang matiyak ang tibay ng tool kapag pinapalabas ang mga bulag na lukab na may kamag-anak sa kapal ng bahagi ng S / D det> 0.2, kung saan ang S, D det ay ang kapal ng pader at ang panlabas na diameter ng bahagi sa panahon ng pagpilit, ayon sa pagkakabanggit. Ang ratio na S / D det> 0.2 sa mga tuntunin ng pagpapapangit ay tumutugma sa antas ng pagpapapangit kapag pinapalabas ang lukab det> 0.2 at lalim h det / d det> 2.5. Bilang karagdagan, ang tibay ng extrusion punch ay mababa dahil sa kawalan ng isang gumaganang sinturon dito.
Ang pamamaraang ito ay nangangailangan ng isang awtomatikong makina ng isang espesyal na disenyo.
Ang pinakamalapit sa iminungkahing pamamaraan ay isang pamamaraan ng pagmamanupaktura ng semi-guwang at guwang na mga rivet mula sa kawad, kung saan ang isang pamalo na blangko ng sinusukat na haba ay pinuputol at nababaluktot sa maraming mga pagbabago na may pagbuo ng isang ulo sa isang dulo at isang bulag na axial cavity sa Yung isa.
Ang pamamaraang ito ay hindi nagbibigay ng isang pare-parehong kapal ng mga dingding ng bulag na lukab kasama ang haba nito. Ang kawalan ay ang pagiging kumplikado ng pag-set up ng makina na may maraming bilang ng mga tool, at para sa pagpapatupad ng pamamaraan ay nangangailangan ng isang espesyal na makina.
Nalulutas ng imbensyon ang problema ng pagdaragdag ng buhay ng tool sa paggawa ng mga semi-guwang na rivet, kung saan ang kamag-anak na kapal ng pader ay mas malaki sa 0.2, at pinapayagan kang makakuha ng mga bahagi na may kamag-anak na lalim ng lukab h det / d / det> 2.5.
Ang problemang ito ay nalutas ng katotohanang sa pamamaraan ng paggawa ng mga semi-guwang na rivet, ang isang workpiece ng pamalo na sinusukat ang haba ay pinuputol at ang pagpapapangit nito ay ginaganap sa maraming mga pagbabago sa pagbuo ng isang ulo sa isang dulo ng pamalo at isang bulag axial lukab sa kabilang banda, habang nasa proseso ng pagpapapangit ng workpiece ito ay sunud-sunod na na-calibrate ng extrusion basting, direktang pagpilit upang makakuha ng isang bulag na lukab sa isang dulo ng tungkod ng workpiece,pagbawas sa isang matrix na may isang korteng deforming na bahagi upang makakuha ng isang stepped semi-tapos na produkto na may isang korteng kono paglipat sa pagitan ng mga degree at isang bulag na lukab na matatagpuan sa dulo ng mas maliit na hakbang, ang diameter, lalim at kapal ng pader kung saan ay katumbas ng ang kaukulang mga parameter ng natapos na bahagi, at ang pangwakas na disenyo ng ulo ng rivet.
Ang kamag-anak na antas ng pagpapapangit sa panahon ng pagpilit ng lukab ay inireseta sa saklaw na 0.36 - 0.51.
Kapag ang isang semi-guwang na pamalo ay nabawasan, ang panloob na lapad ay bumababa at ang lalim ng lukab ay tumataas, na maaaring lumagpas sa 2.5 ng diameter nito.
Ipinapakita ng pagguhit ang isang pamamaraan ng pagmamanupaktura ng isang semi-guwang na rivet na may kamag-anak na kapal ng pader na 0.24.
Isinasagawa ang pamamaraan tulad ng sumusunod.
Mula sa isang tungkod o likid ng bakal na 10 na may isang makunat na lakas na 400 MPa, ang isang sinusukat na workpiece ay pinutol, isang workpiece na may isang panlabas na diameter na 6.8 mm ay nababagabag, pinapantay ang mga dulo at, bumubuo ng isang paga, pisilin ang isang lukab na may isang panloob na lapad na 4.8 mm, isang lalim ng 4.7 mm na may antas ng pagpapapangit = 0.5, pagkatapos ay ang pagbabawas ay isinasagawa sa isang pampalapot ng dingding ng semi-guwang na pamalo, pagkatapos ang workpiece ay naka-calibrate ng sabay-sabay na disenyo ng ulo at mga chamfer.
Anong materyal ang dapat maging ng rivet
Karaniwang kinuha ang mga rivet mula sa parehong materyal tulad ng mga bahagi na sasali - iniiwasan nito ang kaagnasan ng electrochemical
Bigyang pansin ang mga katangian ng lakas. Ngunit, bilang panuntunan, kapag kumokonekta sa mga bahagi ng aluminyo, sapat ang lakas ng hardware ng aluminyo
Sa pangkalahatan, ang mga rivet ay ginawa mula sa mga sumusunod na metal:
bakal:
- ordinaryong - marka St2, St3, St10;
- lumalaban sa kaagnasan Х18Н9Т;
- galvanisado;
Basahin din: Wrench para sa pag-loosening ng mga nut ng gulong

Kapag kumokonekta sa mga bahagi ng tanso, pinapayagan ang pag-install ng tanso at tanso. Ang aluminyo ay pinagbuklod ng mga haluang metal na aluminyo. Mga sheet ng bakal - kaukulang mga marka ng mga rivet ng bakal. Mayroon ding halo-halong hardware - mula sa dalawang magkakaibang mga metal (chemically non-contradict). Ang pinakakaraniwan ay aluminyo-bakal.
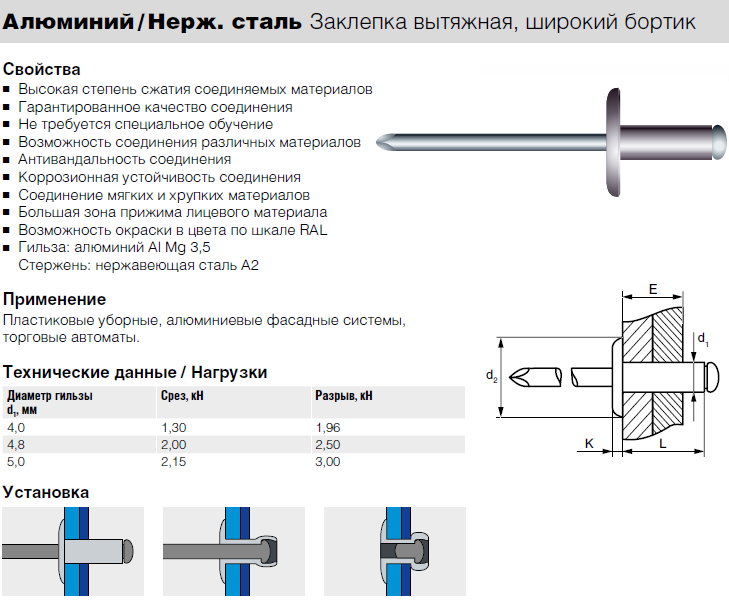
Para sa pag-install ng mga elemento ng harapan, mga slope, ebbs, metal tile at profiled sheet, karaniwang ginagamit ang mga bulag na rivet na gawa sa galvanisadong pininturang bakal. Pangkulay - sa tono na may mga detalye.
Blind rivet steel
na may karaniwang kwelyo ST / ST - bakal / bakal. Mga laki ng steel blind rivets mula 3.0 x 6 hanggang 6.4 x 45 mm. Ginagamit ang mga ito upang lumikha ng permanenteng mga kasukasuan ng mga manipis na sheet na materyales. Gamit ang isang riveter, posible ang riveting kapag isang panig lamang ng materyal ang na-access.Mga katangian at sukat ng steel blind rivets na may karaniwang balikat ST / ST
| Laki ng rivet | d | dk | K | R max | d1 | L1 | Nakasisira na puwersa N | Puwersa ng paggugupit N |
| 3.0 | 3.0 +0.08 -0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0.2 | 1.90 | 27 | 1125 | 915 |
| 3.2 | 3.2 +0.08 -0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0.2 | 2.00 | 27 | 1285 | 1060 |
| 4.0 | 4.0 +0.08 -0.15 | 8.0 -1.0 | 1.0 ±0.3 | 0.3 | 2.50 | 27 | 1990 | 1550 |
| 4.8 | 4.8 +0.08 -0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 2920 | 2300 |
| 5.0 | 5.0 +0.08 -0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 3255 | 2575 |
| 6.0 | 6.0 +0.08 -0.15 | 12.0 -1.5 | 1.5 ±0.4 | 0.4 | 3.40 | 27 | 5000 | 4000 |
| 6.4 | 6.4 +0.08 -0.15 | 13 -1.5 | 1.8 ±0.4 | 0.5 | 3.85 | 27 | 5400 | 4350 |
Ang kapal ng mga materyales na isasama at ang laki ng butas ng rivet sa mm
| Laki ng rivet | Kapal ng mga materyales na isasali | Diameter ng gilid | Diameter ng butas |
| 3.0 x 6 | 1.5 — 3.5 | 6.5 | 3.1 — 3.2 |
| 3.0 x 8 | 3.5 — 5.5 | ||
| 3.0 x 10 | 5.5 — 7.0 | ||
| 3.0 x 12 | 7.0 — 9.0 | ||
| 3.0 x 14 | 9.0 — 11.0 | ||
| 3.0 x 16 | 11.0 — 13.0 | ||
| 3.0 x 18 | 13.0 — 15.0 | ||
| 3.0 x 20 | 15.0 — 17.0 | ||
| 3.2 x 6 | 1.5 — 3.5 | 6.5 | 3.3 — 3.4 |
| 3.2 x 8 | 3.5 — 5.0 | ||
| 3.2 x 10 | 5.0 — 7.0 | ||
| 3.2 x 12 | 7.0 — 9.0 | ||
| 3.2 x 14 | 9.0 — 11.0 | ||
| 3.2 x 16 | 11.0 — 13.0 | ||
| 3.2 x 18 | 13.0 — 15.0 | ||
| 3.2 x 20 | 15.0 — 17.0 | ||
| 3.2 x 25 | 20.0 — 22.0 | ||
| 4.0 x 6 | 1.5 — 3.0 | 8.0 | 4.1 — 4.2 |
| 4.0 x 8 | 3.0 — 5.0 | ||
| 4.0 x 10 | 5.0 — 6.5 | ||
| 4.0 x 12 | 6.5 — 8.5 | ||
| 4.0 x 14 | 8.5 — 10.5 | ||
| 4.0 x 16 | 10.5 — 12.5 | ||
| 4.0 x 18 | 12.5 — 14.5 | ||
| 4.0 x 20 | 14.5 — 16.5 | ||
| 4.0 x 22 | 16.5 — 18.0 | ||
| 4.0 x 25 | 18.0 — 21.5 | ||
| 4.0 x 26 | 18.5 — 22.5 | ||
| 4.0 x 28 | 21.5 — 24.0 | ||
| 4.0 x 30 | 21.5 — 26.0 | ||
| 4.8 x 6 | 1.0 — 3.0 | 9.5 | 4.9 — 5.0 |
| 4.8 x 8 | 3.0 — 4.5 | ||
| 4.8 x 10 | 4.5 — 6.0 | ||
| 4.8 x 12 | 6.0 — 8.0 | ||
| 4.8 x 14 | 8.0 — 10.0 | ||
| 4.8 x 16 | 10.0 — 12.0 | ||
| 4.8 x 18 | 12.0 — 14.0 | ||
| 4.8 x 20 | 14.0 — 16.0 | ||
| 4.8 x 22 | 16.0 — 18.0 | ||
| 4.8 x 23 | 16.5 — 19.0 | ||
| 4.8 x 24 | 17.0 — 20.0 | ||
| 4.8 x 25 | 18.0 — 21.0 | ||
| 4.8 x 28 | 21.0 — 23.5 | ||
| 4.8 x 30 | 23.0 — 25.0 | ||
| 4.8 x 32 | 25.0 — 27.0 | ||
| 4.8 x 35 | 25.0 — 30.0 | ||
| 4.8 x 40 | 30,0 — 35.0 | ||
| 4.8 x 50 | 40,0 — 45.0 | ||
| 5.0 x 6 | 0.5 — 2.5 | 9.5 | 5.1 — 5.2 |
| 5.0 x 8 | 2.5 — 4.5 | ||
| 5.0 x 10 | 4.5 — 6.0 | ||
| 5.0 x 12 | 6.0 — 8.0 | ||
| 5.0 x 14 | 8.0 — 10.0 | ||
| 5.0 x 16 | 10.0 — 12.0 | ||
| 5.0 x 18 | 12.0 — 14.0 | ||
| 5.0 x 21 | 14.0 — 17.0 | ||
| 5.0 x 25 | 17.0 — 20.0 | ||
| 5.0 x 27 | 20.0 — 23.0 | ||
| 5.0 x 30 | 23.0 — 25.0 | ||
| 6.0 x 8 | 2.0 — 4.0 | 12.0 | 6.1 — 6.2 |
| 6.0 x 10 | 4.0 — 6.0 | ||
| 6.0 x 12 | 6.0 — 8.0 | ||
| 6.0 x 14 | 7.0 — 9.0 | ||
| 6.0 x 16 | 9.0 — 11.0 | ||
| 6.0 x 18 | 11.0 — 13.0 | ||
| 6.0 x 22 | 13.0 — 17.0 | ||
| 6.0 x 26 | 17.0 — 20.0 | ||
| 6.0 x 30 | 20.0 — 24.0 | ||
| 6.4 x 8 | 2.0 — 4.0 | 13.0 | 6.5 — 6.6 |
| 6.4 x 10 | 2.0 — 5.0 | ||
| 6.4 x 12 | 4.0 — 6.0 | ||
| 6.4 x 14 | 6.0 — 8.0 | ||
| 6.4 x 16 | 8.0 — 11.0 | ||
| 6.4 x 18 | 9.0 — 13.0 | ||
| 6.4 x 20 | 11.0 — 15.0 | ||
| 6.4 x 22 | 13.0 — 16.0 | ||
| 6.4 x 25 | 15.0 — 19.0 | ||
| 6.4 x 26 | 16.0 — 20.0 | ||
| 6.4 x 28 | 17.0 — 22.0 | ||
| 6.4 x 30 | 18.0 — 24.0 | ||
| 6.4 x 32 | 22.0 — 26.0 | ||
| 6.4 x 35 | 24.0 — 30.0 | ||
| 6.4 x 40 | 30.0 — 35.0 | ||
| 6.4 x 45 | 35.0 — 40.0 |
Maaari kang mag-order at bumili ng steel blind rivets ng anumang laki sa pakyawan na presyo.
192007, St. Petersburg, st. Kurskaya, 27
Nagbebenta ang Trading House Neva ng maramihang DIN at GOST fastener, galvanized hardware at mataas na lakas na mga fastener. Ang mga fastener ng konstruksyon ay ibinibigay sa lahat ng mga rehiyon ng Russia.
Sa industriya, ang isa sa mga pangunahing operasyon ay ang koneksyon ng mga elemento at bahagi ng istruktura.
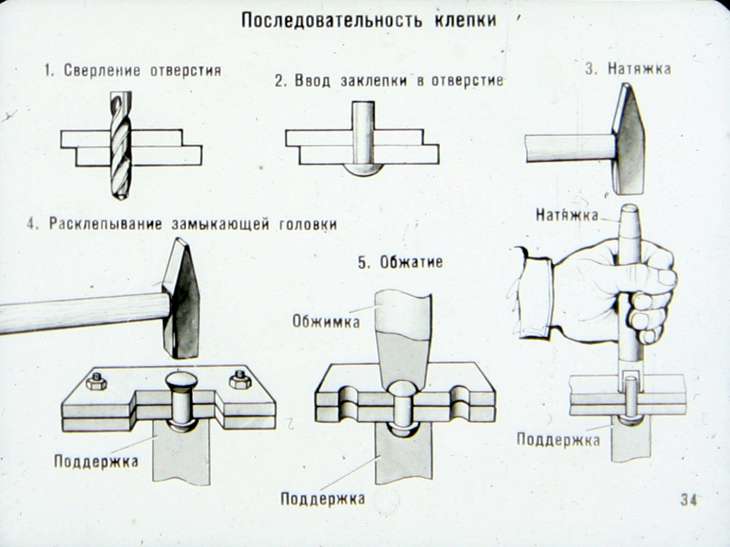
Ang isang paraan ay ang pagsali sa mga rivet. Ginagamit ito kapag hindi posible na magwelding ng mga elemento ng istruktura, at maraming pakinabang dito. Upang maisagawa ang teknolohiyang ito, mayroong isang espesyal na tool sa riveting.
Ano ang riveting
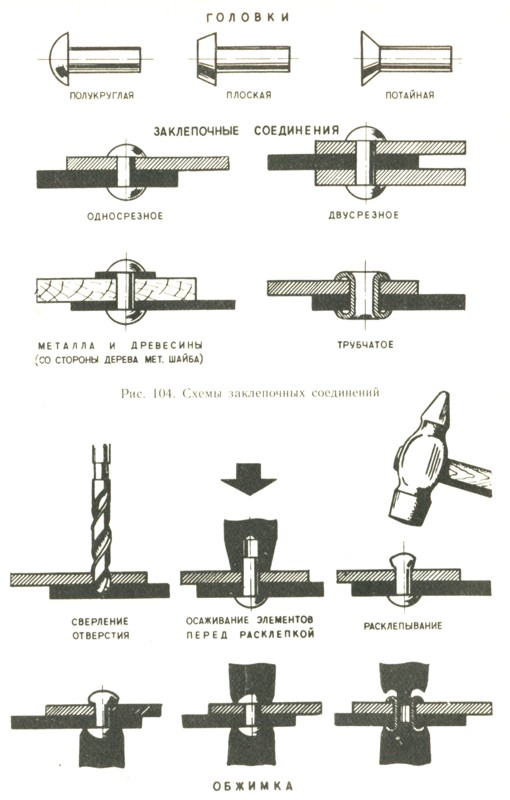
Ang koneksyon sa mekanikal ng mga bahagi na gumagamit ng isang serye ng mga rivet ay tinatawag na isang riveting, at ang koneksyon mismo ay isang riveted seam. Ginagamit ito kung saan hindi maginhawa upang magwelding ng mga bahagi o kung saan nakakonekta ang mga hindi nalalagay na materyales. Hindi lamang ang mga metal ang nakakalat, sa gayon ay kumokonekta ang mga bahagi sa mga damit, accessories, atbp. Ngunit may higit pa sa isang pagtatapos kaysa sa isang na-load na koneksyon. Kaya't sa karagdagang paguusapan natin ang tungkol sa riveting sa konstruksyon o pagpapabuti ng bahay. Sa prinsipyo, sa halip na riveting, maaari kang gumamit ng isang koneksyon sa tornilyo, ngunit ang mga bolt at nut ay mas mahal, at mas matagal ang kanilang pag-install.

Ito ang hitsura ng isang riveted joint
Kung pinag-uusapan natin ang tungkol sa pag-install ng mga bakod na gawa sa profiled sheet, ang mga rivet ay mas maaasahan, dahil maaari lamang silang alisin sa pamamagitan ng muling pagpapalit ng mga fastener. Kapag nag-i-install ng mga turnilyo o mga tornilyo na self-tapping, maaari silang mai-unscrew at madala parehong metal at hardware. Sa ilang mga kaso, ang riveting ay mas maginhawa kapag nag-install ng isang bubong mula sa corrugated board o metal. Sa bubong, ang pag-install ng mga koneksyon ng tornilyo ay may problema at matagal. At sa mga rivet, at sa isang mahusay na tool, magagawa mo ito sa isang oras o mas kaunti pa.

Ang pinakakaraniwang gamit sa personal na sambahayan
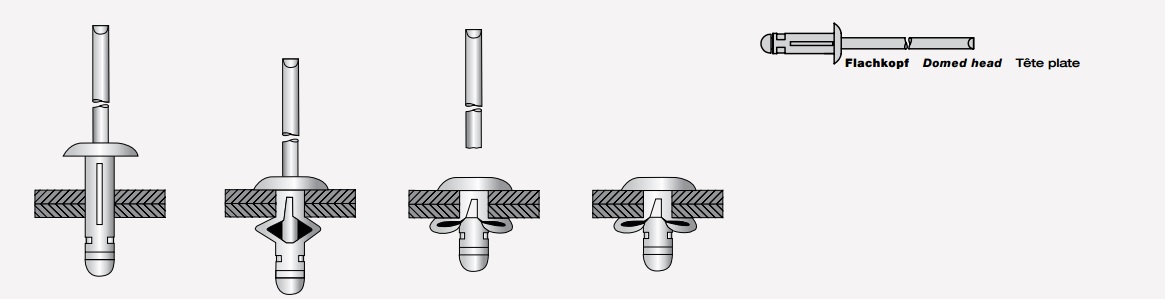
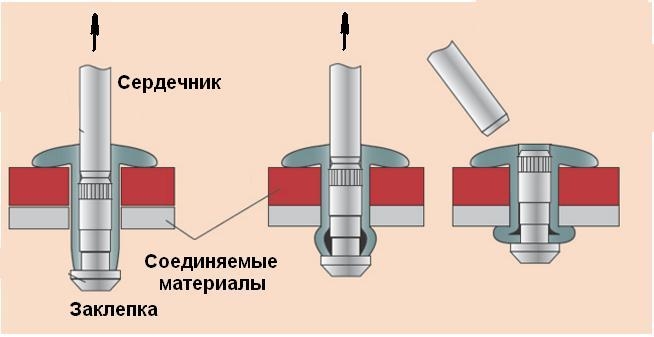
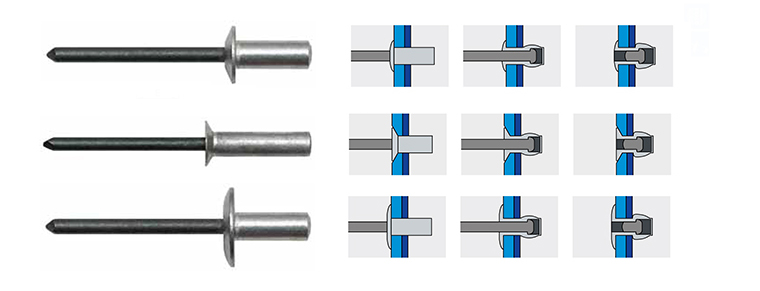
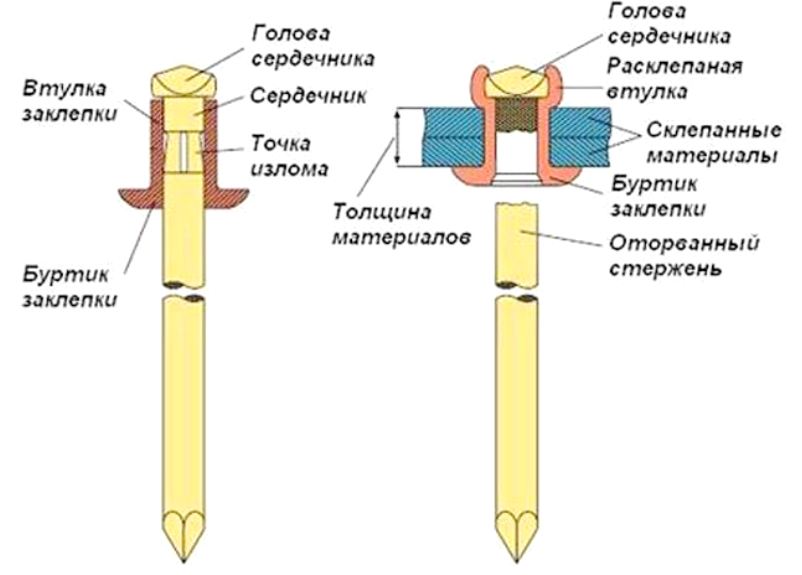
Paano nakakonekta ang mga bahagi sa mga rivet? Ang rivet ay naka-install sa handa sa pamamagitan ng butas. Mayroon itong ulo na nakasalalay laban sa materyal at ng tungkod. Sa panahon ng proseso ng riveting, ang dulo ng tungkod ay pipi, binabago ang hugis sa ilalim ng impluwensya ng puwersa. Samakatuwid, ginagamit ang mga plastik na metal para sa hardware na ito.
Mga problemang maaaring lumitaw sa rivet
Matapos ang bahagi ng pagkuha ay tinanggal kasama ng tool, dapat itong malagas sa butas. Gayunpaman, pagkatapos ng ilang oras ng patuloy na paggamit, maaari mong makita na ang maubos na bahagi ay ma-stuck sa loob ng tool.
Kung nagaganap ang pag-block, malamang na ang mga panga sa loob ng instrumento ay hindi nakahanay. Kailangan mong ganap na i-disassemble ang tool at itakda ang mga panga sa tamang posisyon. Matapos ang pamamaraang ito, ang pagganap ng kagamitan ay ganap na maibabalik.
Sa video, malinaw na ipinakita ng manggagawa sa bahay kung paano mabilis at madaling ayusin ang problema sa "pagkagat" ng bahagi ng pagguhit ng rivet:
Alam nating lahat kung ano ang isang mahusay na sinulid na mga rivet.
Sa ilang mga kaso, walang kahalili sa kanila. Hanggang sa isang tiyak na oras, kahit papaano namamahala ako nang wala sila. Ngunit isang magandang araw dumating sa akin ang isang kahanga-hangang kotse, kung saan kinakailangan upang mag-install ng proteksyon sa window. Narito ang isa:

Pagkatapos ay nagsimula akong magtrabaho sa mga sama na bukid, at sa huli ay nakabukas, kahit na hindi kaaya-aya sa hitsura, ito ay madaling ibagay, ngunit napaka-functional, at sa tulong nito ay naglagay ako ng higit sa isang dosenang mga rivet. Ang base ay isang M6 bolt, lakas 8.8
Ito ang hitsura ng assemble, na may naka-install na mga rivet
Pangunahing mga bahagi: Bolt M6. Isang piraso ng M12 bolt. Mas tiyak, walang bolt, studs. Ang isang kulay ng nuwes ay welded sa isang gilid, ginagawang isang bolt. Ang hairpin ay drill sa pamamagitan ng D = 6.5mm. Pagkatapos ay nagmula ang nut mula sa steplay ng UAZ. Malakas. Dagdag dito - ang pagdadala ng tulak, ang mga sukat ay hindi kritikal. Dagdag dito - isang washer na may angkop mula sa preno ng preno. Hindi rin mahalaga. Ano iyon, pagkatapos ay inilagay niya ito.
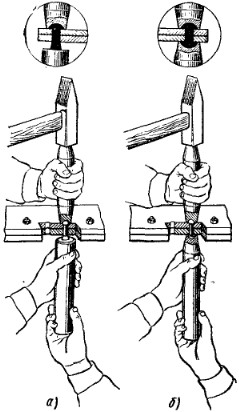
Sa palagay ko malinaw ang prinsipyo ng pagpapatakbo. Nag-drill kami ng isang butas, sa ilalim ng M6 riveting ay tila 9mm. Inilagay namin ang adapt. Hawak namin ang nut 1 na may isang wrench, habang ang unscrewing nut 2 na may pangalawang wrench.
Bilang ng pagsisikap ay nadagdagan, nangangahulugan ito na ang riveting ay tapos na. Inikot namin ang lahat hanggang sa maluwag, i-unscrew ang M6 bolt, at ilagay ang susunod.
Ang isang praktikal at madaling gamiting semi-awtomatikong manwal na riveter para sa pagtatrabaho sa mga bulag na rivet, kung ninanais, magagawa mo ito sa iyong sarili. Bukod dito, ang karamihan sa mga bahagi para dito ay madaling makita sa isang pagawaan o sa isang garahe.
Ang isang natatanging tampok ng disenyo na ito ay wala itong isang power lever, tulad ng sa mga modelo ng pabrika - narito ang isang distornilyador bilang isang drive. Ang isang electric drill ay angkop din.
Upang makagawa ng isang homemade riveter, kakailanganin mo ng isang bushing sa trabaho kasama ang mga collet cam, isang taper bushing at isang spring, na maaaring hiram mula sa isang lumang rivet gun. Kakailanganin mo rin ng isang ulo kung saan ipinasok ang rivet shank.
Paano mo magagawa ang mga rivet ng bakal sa iyong sarili?
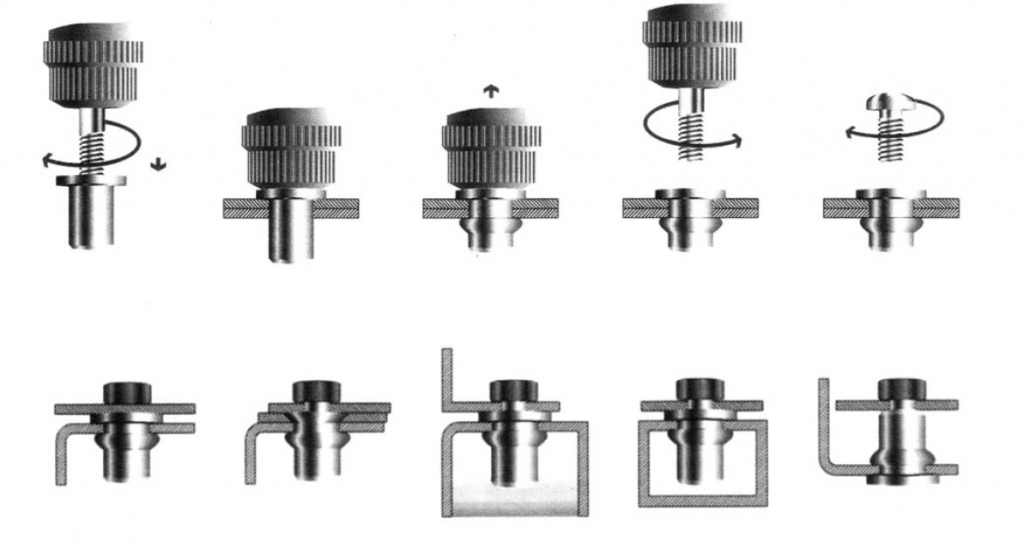
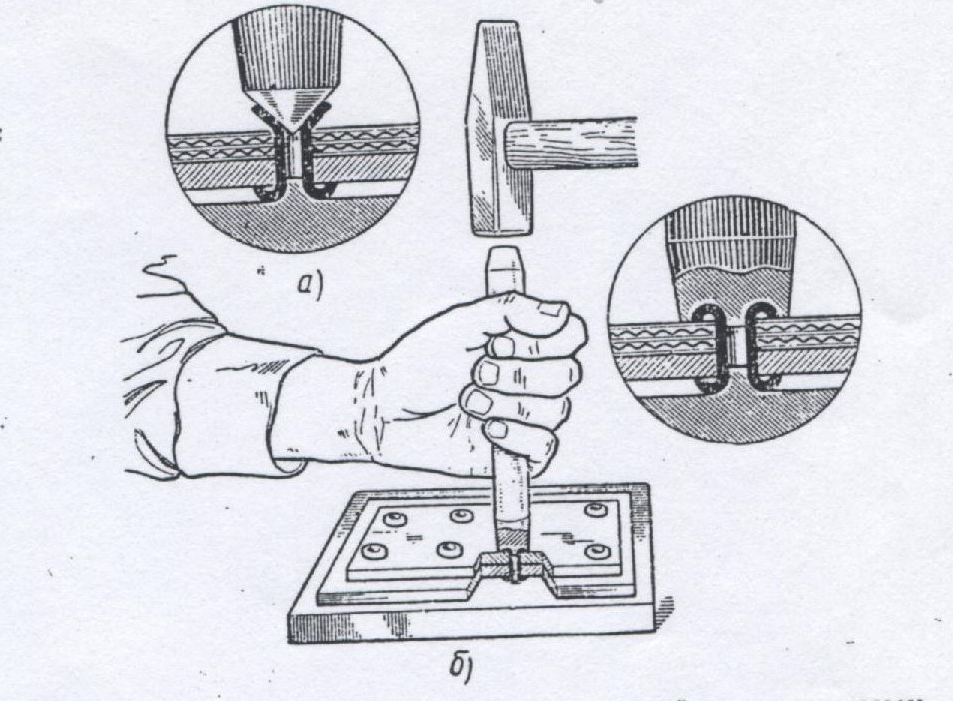
Ngunit una, alamin natin kung paano ilagay ang pinakasimpleng pindutan ng denim. Maglagay ng butas sa baywang ng iyong maong na may isang awl at ipasok ang binti dito. Ilagay ang pindutan sa anvil (mas mabuti sa isang ibabaw ng metal) at martilyo sa binti. Ito ang binti, hindi ang pindutan. Kapag bumibili ng isang pindutan ng denim, pumili ng isang hanay na may isang hiwa sa paa, tulad ng sa larawang ito. Ang paa na ito ay ligtas na hahawak sa loob ng pindutan. Ang isang makinis na binti ay maaaring "tumalon" sa paglipas ng panahon o sa ilalim ng pagkarga.
Ngayon subukan nating mag-install ng isang pindutan para sa maong ng isang mas maaasahang disenyo, na ang binti ay malayang gumagalaw. Dito mo kailangan ng dowel na binawasan ang emery. Ang katotohanan ay ang binti ng tulad ng isang pindutan na kailangang mapalawak sa loob ng pindutan mismo. Hindi mo magagawang "mapalapit" dito nang walang isang espesyal na tool. Ngunit sa tulong ng isang sawn dowel, madali itong gawin. At dahil ang dowel ay hindi yumuko, maaari itong mapagkakatiwalaang palawakin ang binti kasama nito. Ngunit una, ipasa ang binti sa sinturon, maglagay ng isang pindutan sa itaas nito at tingnan kung gaano kalayo ang paglabas nito. Marahil ang gilid nito ay kailangang "kumagat" sa mga pliers. Kung hindi man, ang iyong binti ay yumayuko lamang at pagkatapos ay hindi mai-flare.




Ang pindutan ng antennae (Hindi. 1) ay naka-install ng humigit-kumulang sa parehong paraan, ang operasyong ito lamang ang kailangang isagawa lamang para sa itaas na bahagi ng pindutan. Ang mas mababang bahagi ay mas madaling i-install. Upang mai-install ang pangalawang bahagi, sa tindahan maaari kang bumili ng isang espesyal na tool na may isang pahinga sa loob. Ngunit kung wala kang isa, maaari kang gumamit ng isang metal plate na may butas na eksaktong sukat ng "mga pimples". Ipasok ang tagihawat na ito sa butas ng metal plate, at "ibagsak" ang binti gamit ang martilyo mula sa likuran ng damit. Ang pindutan ng antennae ay napakahirap i-install nang walang mga espesyal na tool, kaya bumili ng higit sa mga pindutan na ito kaysa sa kailangan mo.
Ang huling uri ng pindutan, na kung minsan ay ginagamit sa mga niniting na damit, ay hindi mahirap i-install. Gayunpaman, ang ilang payo ay maaaring ibigay din. Una, tiyakin na ang mga talulot sa ilalim ng pindutan ay umaangkop nang eksakto sa kung saan sila dapat. Minsan sila ay baluktot, kaya kailangan mong yumuko o ihanay ang mga ito sa mga pliers upang sa panahon ng pag-install ang lahat ng mga petals ay "pumunta" sa itaas na bahagi. Kung sa ilang kadahilanan ang pindutan ay hindi na-install nang tama, alisin ito at maglagay ng isa pa, bago. Mas mahusay na hindi na gamitin ang nasirang pindutan, dahil hindi na ito ligtas na gaganapin. Ang mga ito ay mura, kaya bilhin ang mga ito ng isang margin.
Paano magbukas ng mini-studio Sa bahay, hindi kinakailangan ang isang pindutin para sa pag-install ng mga pindutan, ngunit sa isang atelier, tiyak na kinakailangan ang naturang tool, lalo na kung ang iyong atelier ay nakikipag-ayos sa mga katad na damit, bag at iba pang mga accessories, kung saan iba't ibang mga accessories ay madalas na ginagamit.
Teknolohiya ng pananahi at paggupit ng natural na balahibo Ang pagtahi ng balahibo o katad ay maaari lamang maisagawa nang may mataas na kalidad ng isang propesyonal na may mga espesyal na kagamitan, tool at karanasan, kabilang ang mga tool para sa pag-install ng mga accessories sa damit. Gayunpaman, sa ilang mga kaso posible na mag-install ng mga pindutan o mga bloke nang walang mga espesyal na tool at fixture.
Mga rekomendasyon para sa pagtatrabaho sa katad Halos anumang mga katad na damit, accessories ay gumagamit ng iba't ibang mga accessories. Upang "suntukin" ang isang maayos na butas sa balat para sa pag-install ng isang pindutan o isang bloke, dapat kang gumamit ng isang espesyal na suntok.
Paano magtahi ng mga kurtina sa iyong sarili - maliit na mga tip Para sa mga kurtina, madalas na ginagamit ang mga espesyal na aksesorya - mga eyelet.Ang mga eyelet ay panlabas na kahawig ng mga bloke, gayunpaman, imposibleng i-install ang mga metal eyelet sa iyong sarili, dahil nang walang isang espesyal na pindutin hindi mo magagawang tumpak na masiklab ang kanilang mga gilid. Gumamit ng mga plastic eyelet. Ang kanilang mga kalahati ay na-snap sa bawat isa at samakatuwid ang pag-install ay hindi magiging sanhi ng anumang mga paghihirap.
Pagkakabit at mga adhesive Kapag nag-i-install ng mga accessories sa maluwag, niniting na tela, siguraduhing gumamit ng mga malagkit na tela. Ang nakadikit na mga seksyon ng damit ay ligtas na gaganapin sa pagitan ng mga bahagi ng bloke.
Mga tampok ng trabaho ng riveter
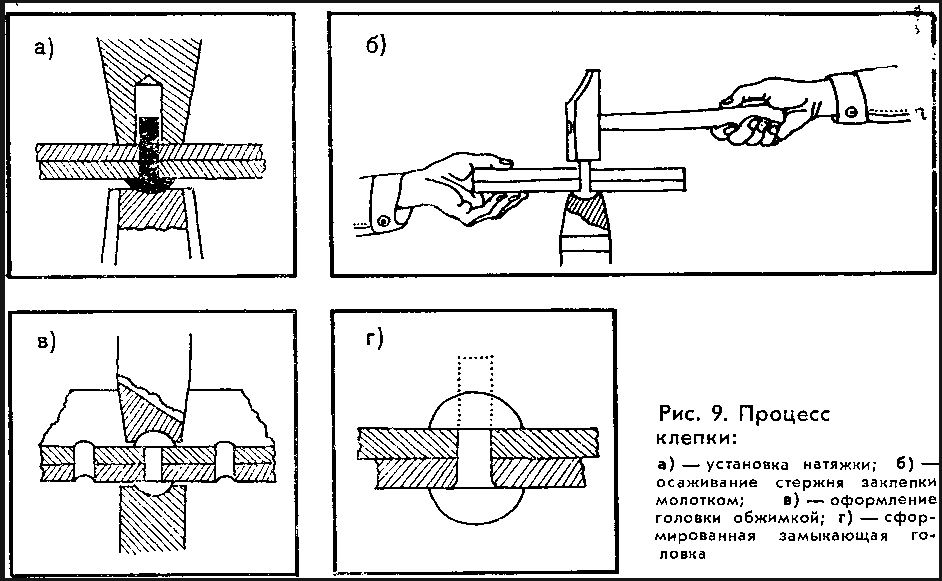
Ang pangunahing kondisyon para sa riveting ay kapag bumubuo ng mga ulo, ang puwersa ay dapat na mailapat sa magkabilang panig ng riveting. Ang riveter ay maaaring dalhin sa mga bahagi lamang mula sa isang gilid, samakatuwid ang pagkarga sa rivet sa kabilang panig ay ibinibigay ng disenyo ng rivet mismo.

Mekanikal na aparato ng riveter.
Mayroong maraming uri ng mga riveter. Nag-iiba sila sa uri ng pagmamaneho ng gumaganang elemento - mekanikal, niyumatik, pneumohydraulik na mga rivet. Ayon sa uri ng ginamit na mga rivet, ang mga riveter ay nahahati sa mga aparato para sa blind rivets at para sa nut rivets. Bilang karagdagan, ang mga unibersal na fixture at fittings para sa hex rivets ay magagamit. Panghuli, ang mga riveter ay maaaring maging baguhan o propesyonal.
Sa mga kundisyon sa tahanan, karaniwang ginagamit ang mga mekanikal na amateur riveter. Sa istruktura, maaari silang mahati sa mga aparato na may isang hawakan, na may dalawang mga dumadulas na hawakan at uri ng "akordyon".
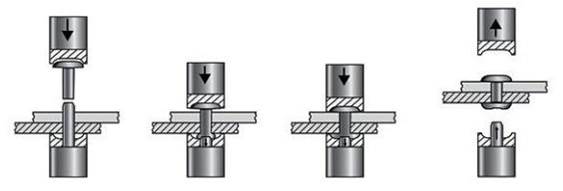
Ang disenyo ng riveter ay batay sa isang mekanismo ng pingga na may isang makabuluhang ratio ng haba ng mga braso ng pingga. Hinihimok ng mechanical drive ang collet, na kumukuha ng elemento ng riveting hanggang mabuo ang rivet head.
Ang isang riveter na may mga elemento ng paghila ay gumagana sa pamamagitan ng paghila ng isang karagdagang wire rivet kasama ang panloob na channel ng pangunahing elemento. Sa kasong ito, ang puwersa ay inilalapat mula sa isang gilid, ngunit muling ibinahagi sa magkabilang panig ng mga bahagi. Nakamit ito sa pamamagitan ng pag-install ng mga elemento (katawan at suntok) sa iba't ibang panig ng mga metal na isasali. Ang suntok ay nakaunat, at sa parehong oras ang isang makabuluhang pagkarga ay inilapat sa ulo ng katawan sa kabaligtaran na direksyon, na kung saan ay sanhi ng katawan na patag sa loob ng butas at sa gayon clamp ang suntok.
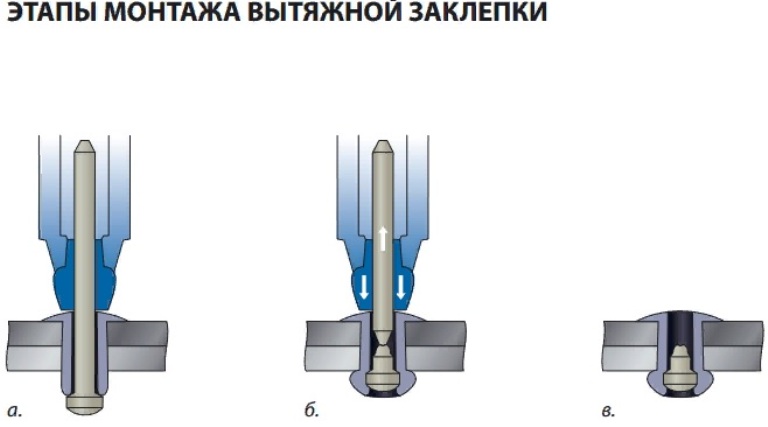
Ang bulag na rivet ay naka-install gamit ang isang espesyal na ulo ng tornilyo. Sa panahon ng paglalapat ng puwersa, dahil sa rivet, ang mga tiklop ay nabuo sa magkabilang panig ng mga bahagi, inaayos ang rivet sa butas. Ang aparato ay may isang hanay ng mga ulo para sa mga rivet ng iba't ibang mga diameter (3-10 mm).