Pagtatalaga ng bolt
Sa loob ng mahabang panahon, ang mga tagagawa ng nakikipagkumpitensya ay gumamit ng kanilang sariling mga pamantayan. Ang sistemang ito ay sumailalim sa isang bilang ng mga pangunahing pagbabago, pagkatapos kung saan ang lahat ng mga bahagi ay nagsimulang tumutugma sa ilang mga parameter at minarkahan ayon sa mga ito. Ang pagkakaloob na ito ay kinakailangan sa isang mabilis na umuunlad na industriya, kung saan ang kakulangan ng mga pamantayan ay kumplikado sa proseso ng produksyon.

Sa ngayon, mayroong tatlong pinag-isang pamantayan ayon sa kung aling mga marka ang inilapat sa mga bolt para sa madaling paggamit:
- GOST;
- ISO;
- DIN
Ang inirekumendang scheme ng pagtatalaga para sa mga bolt at turnilyo ayon sa GOST ay ginagamit sa mga bansa ng CIS. Ang mga kinakailangan ng mga pamantayan sa kalidad ay nalalapat sa pagkain, mga panindang paninda, damit, atbp. Ang ISO ay isang sistemang panukat na internasyonal na pinagtibay noong 1964. Sa ngayon, ang pamantayang ito ay ginagamit sa maraming mga bansa sa buong mundo. Ang DIN ay pinagtibay at ginamit sa Alemanya. Ang system na ito ay may maraming pamantayan.
Paglalarawan
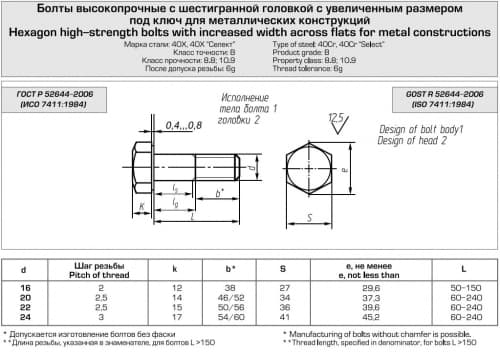
Para sa mga bolts na may lakas na lakas mayroong isang opisyal na wastong GOST 52644-2006. Pamantayan ng batas na ito:
-
mga sukat ng bolt;
-
ang haba ng thread ng tulad ng isang fastener;
-
mga pagkakaiba-iba ng mga elemento ng istruktura at disenyo;
-
pag-ikot ng mga coefficients;
-
teoretikal na bigat ng bawat produkto.
Saklaw din sila ng pamantayan ng DIN 6914. Bilang default, ang produktong ito ay may hex head para sa isang wrench. Ito ay inilaan para sa lubos na pagkabalisa ng mga kasukasuan ng bakal. Ang diameter ng fastener ay maaaring mula M12 hanggang M36. Ang kanilang laki ay mula 3 hanggang 24 cm.
Ang mga nasabing bolts ay maaaring magamit sa mechanical engineering, sa pagbuo ng makina. Kapaki-pakinabang din ang mga ito para sa mga lugar kung saan aktibo ang malakas na panginginig; sa wakas, maaari silang magamit sa pagbuo ng mga istraktura ng iba't ibang mga uri. Gayunpaman, ang wastong paghihigpit ng metalikang kuwintas ay may mahalagang papel. Ang napakaliit na presyon ay madalas na humahantong sa wala sa panahon na pagkasira ng koneksyon, masyadong malakas ay maaaring makapinsala sa mga fastener o sa mga istrakturang maiugnay.


5 Paano naka-igting ang mga bolt?
Ang puwersa ng pag-igting ng VPB ay maaaring ayusin sa maraming mga paraan. Inililista namin ang mga ito sa ibaba:
- Sa bilang ng mga epekto ng wrench.
- Sa pamamagitan ng pag-igting ng ehe ng pangkabit.
- Sa anggulo ng pag-ikot ng nut.
- Sa sandaling umikot.
Dito kailangan mong malaman na anuman ang paghihigpit ng pagpipilian para sa mga fastener na may mataas na lakas, kinakailangan na gumamit ng mga bolt ng kurbatang. Sa paunang yugto ng pag-igting, ang ulo ng VPB ay dapat na gaganapin. Ang proseso mismo ay ginaganap mula sa pinakamahirap na bahagi ng koneksyon o mula sa gitna nito. Ginagamit ang isang torque wrench upang higpitan ang bolt para sa isang tiyak na dami ng pagsisikap. Pinapayagan ka ng tool na ito na malinaw na matukoy ang humihigpit na metalikang kuwintas (koepisyent) ng koneksyon.
Ang pamamaraan para sa paghihigpit ng koneksyon sa isang torque wrench ay ang mga sumusunod:
- ang pakete ay hinihigpit ng mga fastener;
- lahat ng bolts (kabilang ang mga bolts ng kurbatang) ay hinihigpit sa isang naibigay na puwersa;
- ang mga plugs ay na-knockout, sa kanilang lugar ay naka-mount ang VPB.
Pagkatapos nito, ang naka-install na mga fastener ay hinihigpit sa pagkabigo sa isang wrench. Ang M24 bolts ay madalas na hinihigpit ng isang wrench, na kung saan ay naka-calibrate sa pamamagitan ng pag-on ng nut sa isang tiyak na anggulo. Ang ganitong tool ay nagpapahintulot sa isang mas mahigpit na metalikang kuwintas ng hindi bababa sa 1600 Nm upang makuha. Ang pagkakalibrate ng aparato para sa M24 bolts ay isinasagawa bago simulan ang trabaho. Ang inilarawan na nutrunner ay maaaring nilagyan ng maaaring palitan na mga tapered head. Sobra ang timbang nila. Bilang isang resulta, posible na mabawasan ang pagkawala ng kuryente dahil sa pag-ikot. Ang mabibigat na bigat ng mga ulo ay hindi lamang kanilang tampok. Bilang karagdagan, kinakailangang isailalim sila sa paggamot sa init. Bukod dito, isinasagawa ito upang ang mga mapapalitan na aparato ay may katigasan sa sukat ng HRC sa saklaw na 35-45 na yunit.
 Pinahihigpit ang mataas na bolts ng lakas
Pinahihigpit ang mataas na bolts ng lakas
Ang M24 bolts ay maaaring higpitan hindi sa isang wrench, ngunit may dalawa nang sabay-sabay. Ginagawa ng pamamaraang ito na posible upang makuha ang pinaka-tumpak na metalikang kuwintas. Ginagamit ito nang madalas. Sa kasong ito, ang unang susi (tinatawag na maliit na susi) ay lumilikha ng isang metalikang kuwintas na hindi hihigit sa 200 Nm. Pagkatapos nito, kunin ang pangalawang tool (malaki). At sa susi na ito, ginanap ang pangwakas na paghihigpit. Nagbibigay ito ng isang metalikang kuwintas ng 1600 Nm. Ang pag-igting ng mga bolts na may mataas na lakas na M20, M16, M30 at iba pa (lahat maliban sa M24) ay isinasagawa sa karamihan ng mga kaso na may sanggunian sa puwersa ng ehe. Ginagawa ang operasyon gamit ang isang de-kuryenteng o niyumatik na susi. Dapat itong tared bago i-assemble ang istraktura ng metal.
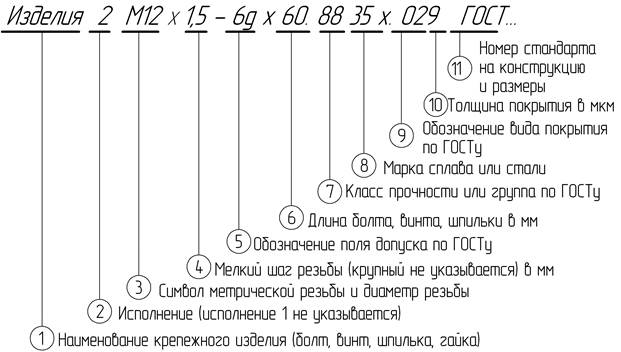

Produkto 2M12x1.50LH-5gx50.66.A.047 GOST 7798-70
- Produkto Sa lugar na ito, isulat nila ang pangalan ng bahagi: bolt, turnilyo, hairpin, atbp.
- Ang klase ng kalidad ay idinidikta ng GOST, samakatuwid maaaring hindi ito matukoy. Mayroong tatlong mga klase - A, B at C, kung saan ang pagtatalaga ng A ay nagsasalita tungkol sa pinakamataas na kawastuhan ng bahagi.
- Ang bilang 2 ay nagsasaad ng pagganap. Mayroon lamang apat na uri ng pagganap. Ang pagpapatupad 1 ay hindi tinukoy bilang default.
- Ang M ay ang pagtatalaga para sa uri ng thread. Ang unang titik ng pangalan nito ay ipinahiwatig: sukatan, korteng kono o trapezoidal.
- 12 - diameter ng bolt sa millimeter.
- 1.5 - pitch pitch, maaaring hindi matukoy kung ito ay pangunahing para sa isang thread ng isang naibigay na diameter.
- LH - pagtatalaga na ang bolt na ito ay may kaliwang thread. Kung ang produkto ay ginawa gamit ang pangunahing (kanan) na thread, kung gayon hindi ito ipapahiwatig.
- Ipinapahiwatig ng 5g kung aling antas ng katumpakan ang hiwa ng thread. Maaaring mabilang ang mga klase mula 4 hanggang 8, na may 4 na pinaka tumpak na marka.
- 50 - haba ng bolt (pagtatalaga sa millimeter).
- 66 - klase ng lakas ng produkto. Sa ulo ng bolt, ang mga tagapagpahiwatig na ito ay inilalagay na may isang tuldok sa pagitan ng mga numero. Huwag maglagay ng tuldok sa alamat.
- A - ang katangiang ginamit para sa paggawa ng bakal. Sa kasong ito, ipinahiwatig na ang bolt ay itinapon mula sa free-cutting steel. Sinasabi ng titik C na ang bahagi ay gawa sa kalmadong asero. Ang parameter na ito ay nagpapakilala sa lakas ng klase ng bolt. Nangangahulugan ito na ang klase ay mas mataas kaysa sa 8.8.
- Ipinapahiwatig ng 047 ang uri ng patong at kapal nito sa produkto. Mayroong maraming uri ng patong - mula 01 hanggang 13. Sa kasong ito, ang uri ng patong ay 04, at ang kapal nito ay 07 µm.

Ang simbolo ng mga fastener ng bolt ay nagbibigay-daan sa iyo upang matugunan ang mga kinakailangan para sa isang tukoy na produkto at disenyo nang tumpak hangga't maaari. Ang pagsunod sa mga pamantayan sa kalidad ay ang susi sa matagumpay na pagtugon sa mga kinakailangan sa proyekto. Ang isang tala na sumusunod ang produkto sa GOST ay nagbibigay-daan sa iyo upang pag-aralan ang mga katangian ng bahagi alinsunod sa mga dokumentong ito at nangangahulugang ang buong pagsunod nito sa mga pamantayan. Ang mga pamantayan ng GOST ay tumutugma sa iba pang mga pinag-isang sistema. Upang ilipat mula sa isang system patungo sa isa pa, sapat na upang magamit ang talahanayan ng conversion ng sukatan.
2
Ang simbolo para sa hardware ay lumitaw sa USSR sa simula ng huling siglo. Sa buong pagtatalaga, ganap na lahat ng mga parameter ay ipinahiwatig, simula sa pangalan ng hardware at lakas ng klase nito at nagtatapos sa bilang ng pamantayan. Binubuo ito ng 13 posisyon. Ang pangalan ng produkto ay ipinahiwatig muna, na sinusundan ng klase ng kawastuhan. Ang pangatlong posisyon ay sinasakop ng pagpapatupad ng produkto. Nakasalalay sa pamantayan ng estado, maaari itong nasa 4 na mga bersyon. Kung ang pagpapatupad 1 ay inilapat, pagkatapos ay hindi ito ipinahiwatig. Ang mga produkto ng bersyon 2 ay may isang butas para sa isang cotter pin sa dulo ng sinulid na bahagi, at 3 - isang pares ng mga butas sa ulo. Ang bersyon ng hardware na 4 ay walang anumang karagdagang mga butas.
Sa mga guhit na inilagay sa mga sanggunian na libro, ang mga naturang parameter tulad ng haba, diameter ng pamalo at thread para sa bawat uri ng hardware ay minarkahan. Dagdag pa sa pagtatalaga, tinukoy ang nominal diameter, pitch, direksyon at pagpapaubaya ng thread. Ang ikawalong posisyon ay sinasakop ng haba ng produkto. Ang klase ng lakas ay ipinahiwatig sa likod nito. Bukod dito, sa kasong ito, ang mga halaga ng nominal na panghuli na paglaban at ang point ng ani ay maaaring hindi malimitahan ng isang punto.Ang sumusunod ay isang pahiwatig ng paggamit ng stand-alone o tahimik na bakal. Sinusundan ito ng baitang ng materyal. Ang huling dalawang posisyon ay sinasakop ng impormasyon ng saklaw at ang pamantayang numero ng estado.
Paano naiiba ang mga bolt ng mataas na lakas mula sa ordinaryong mga bolt?
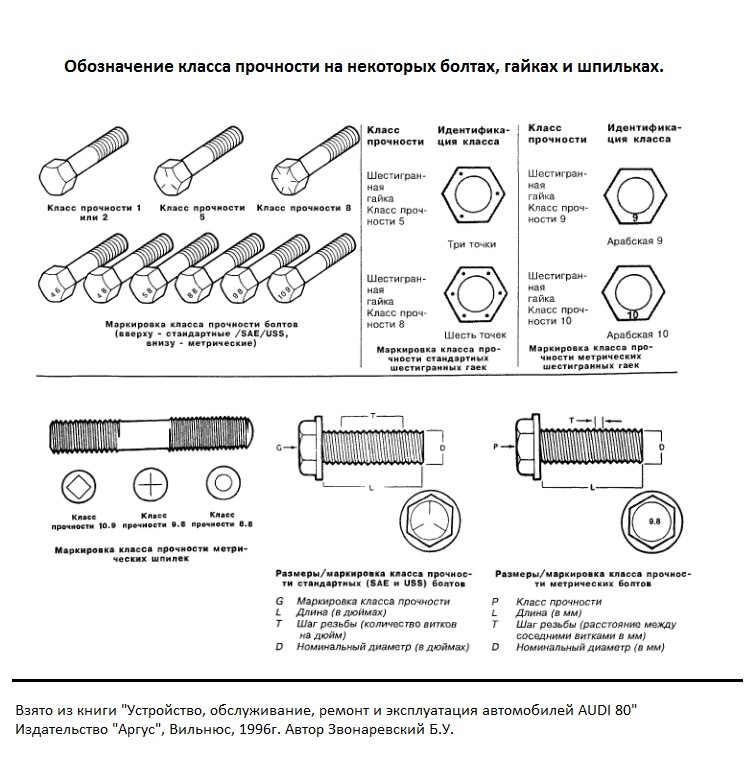
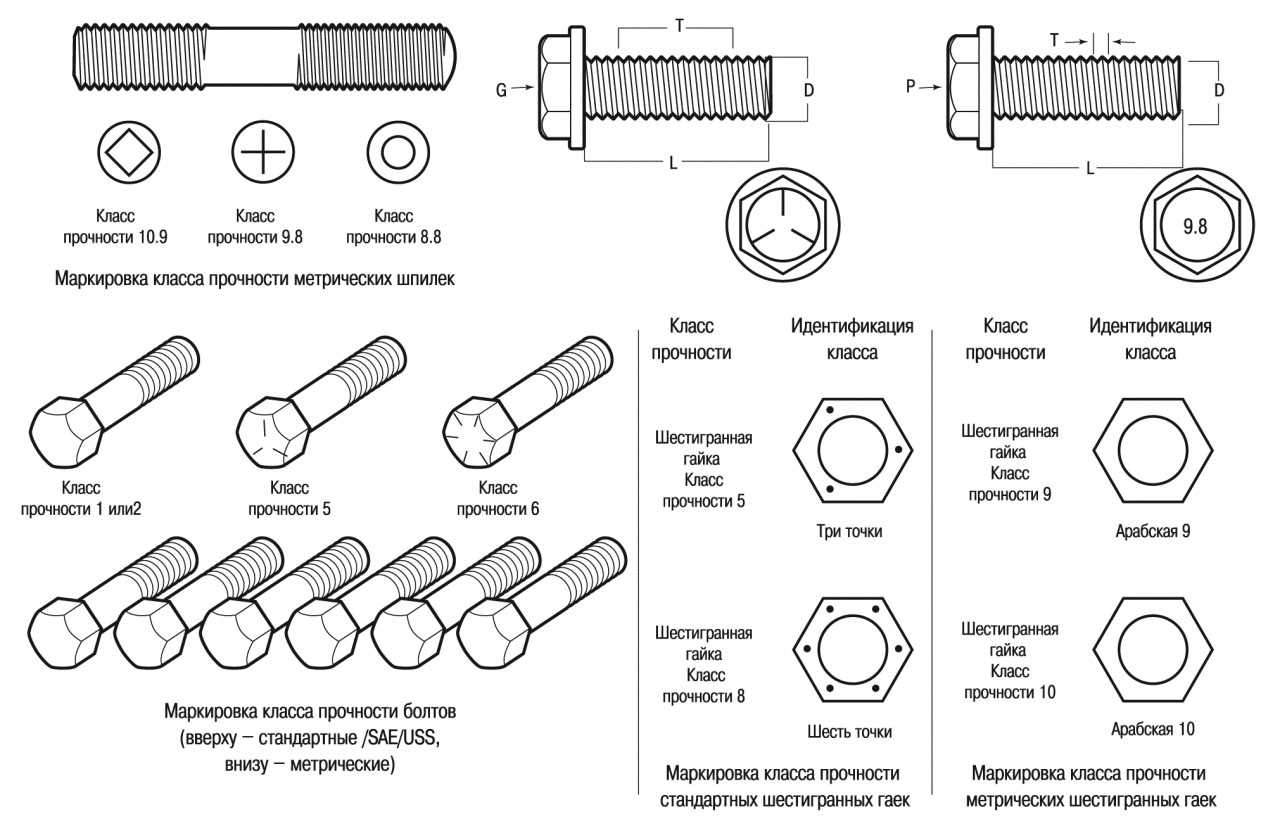
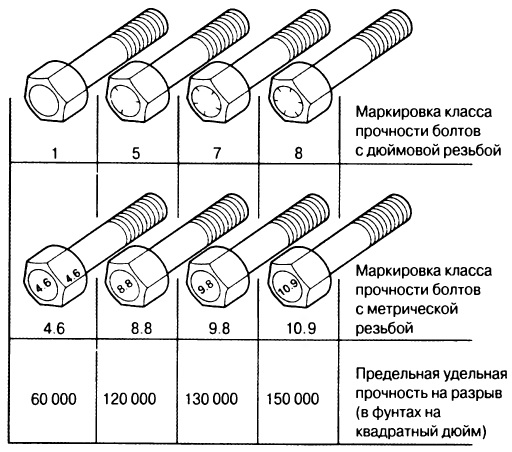
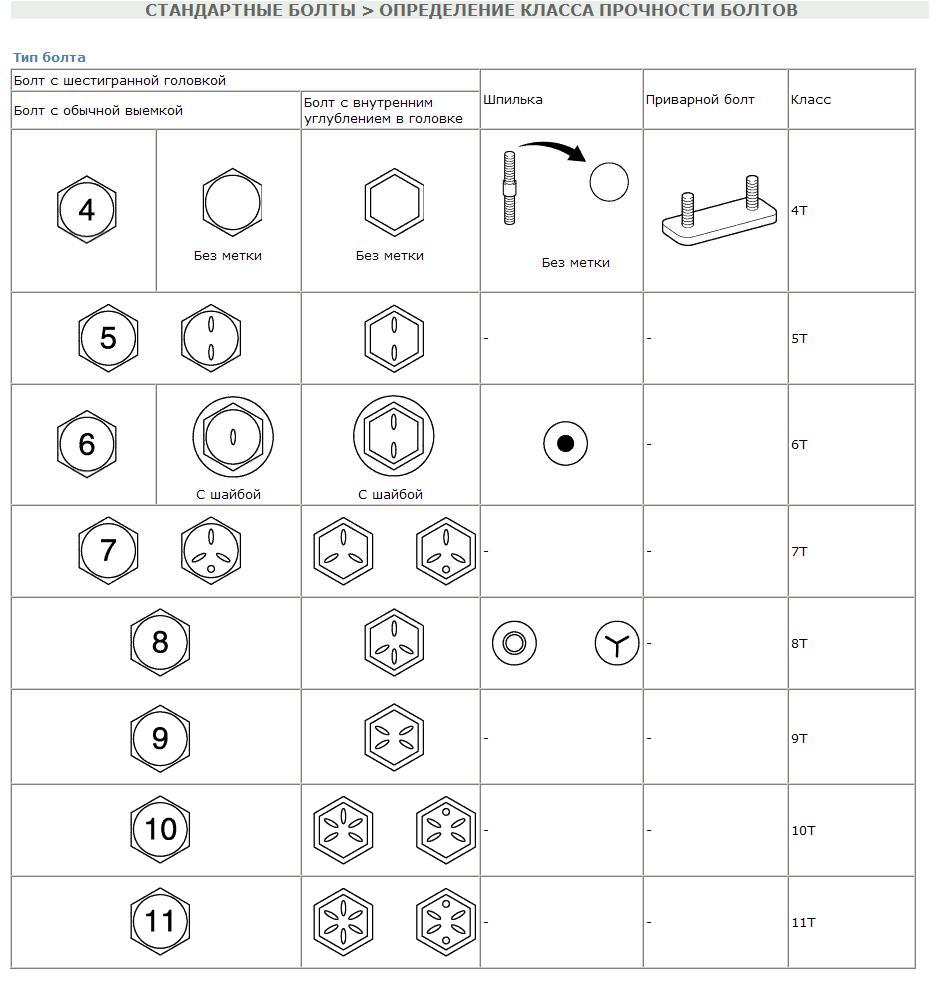
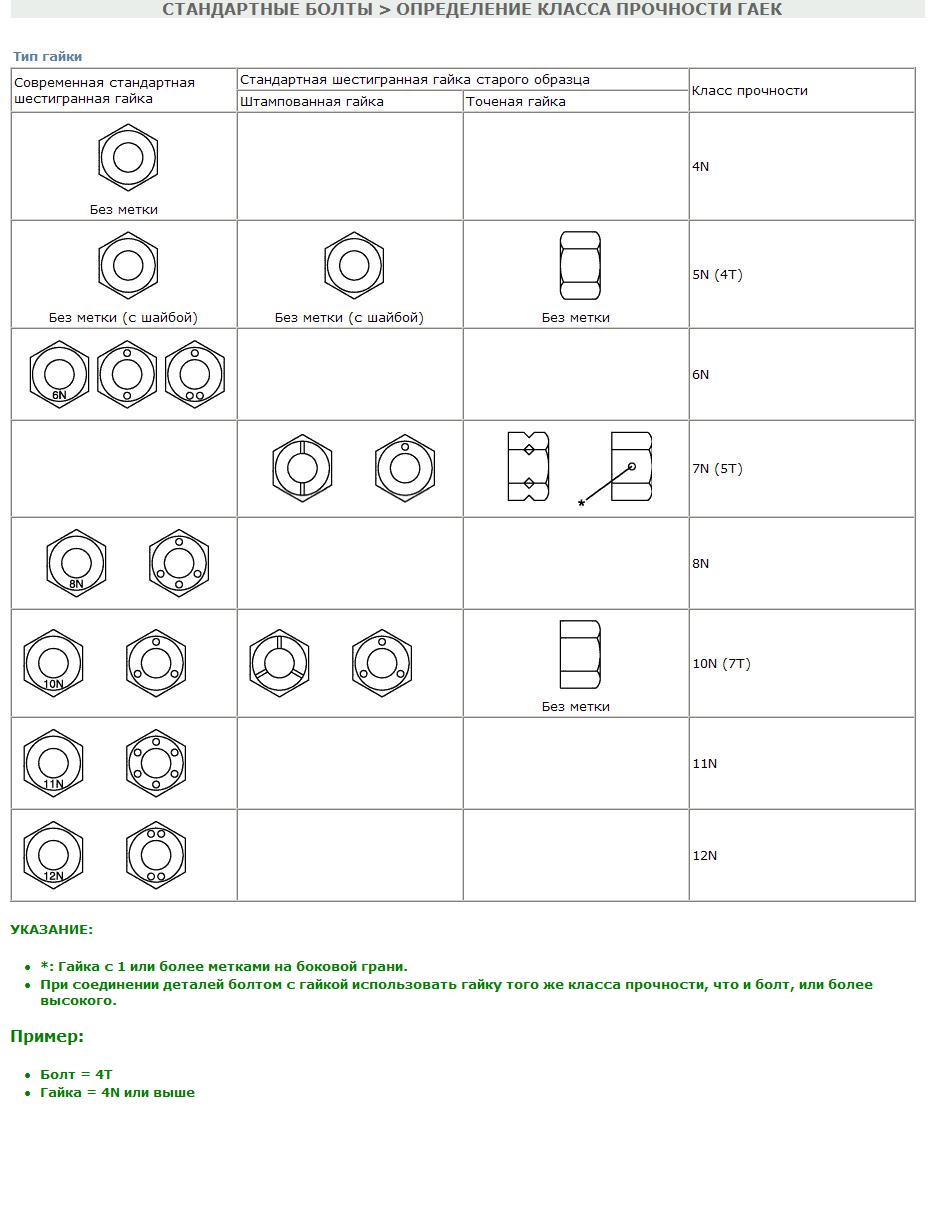
Ang lahat ng mga elemento ng pangkabit ay dapat na sumunod sa klase ng lakas na tinukoy sa kasalukuyang pamantayan ng GOST. Mayroong 11 mga kategorya ng pagmamarka ng klase ng lakas. Ang pagmamarka ng mga numero ay nagpapahiwatig ng lakas. Pinaparami ang unang digit ng 100 - nakukuha namin ang panghuli lakas. Ang pagpaparami ng pangalawang digit ng 10 - nakukuha namin ang ugnayan na lakas ng makunat sa rate ng interes.
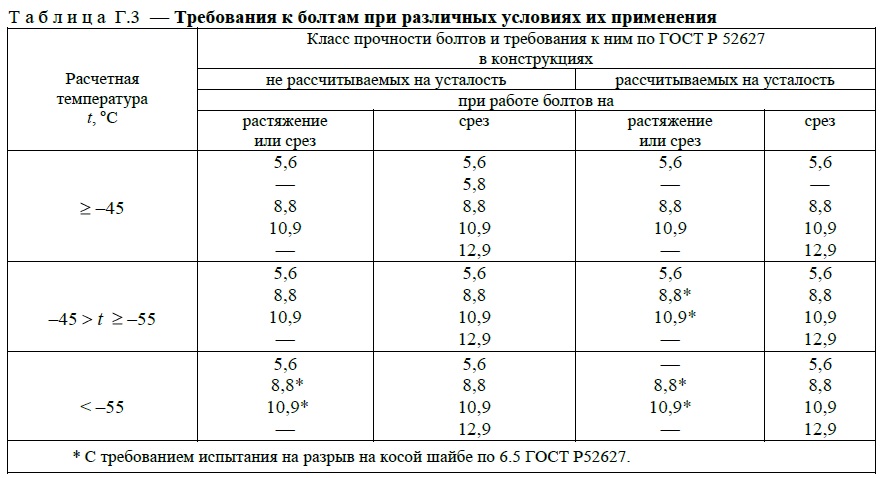
Ang mga bolt ng mataas na lakas ay inuri bilang grade 9.8, 10 at mas mataas. Ang pangunahing pagkakaiba sa pagitan ng mga ordinaryong bolts at bolts na may pinakamataas na klase ng lakas ay ang pisikal at tampok na mekanikal na nagpapahintulot sa mga fastener na kumuha ng isang mabibigat na karga. Ang pagpapatakbo ng mga bolts na may lakas na lakas ay maaaring maganap sa isang malupit na klima (Pagmarka ng "HL"), sa isang average na malamig na temperatura (Pagmarka ng "U"). Ang mga bolts ay gawa sa thread m12 - m36.
4.5. Ang pagtanggap at pag-sealing ng mga koneksyon ay napapailalim sa kanilang kumpletong pag-disassemble
4.5.1. Hindi mahalaga ang paraan
pag-igting, dapat na una sa lahat ang gumawa ng panlabas na inspeksyon sa lahat
mataas na lakas bolts na ibinigay at tiyakin na ang lahat ng mga bolts ay
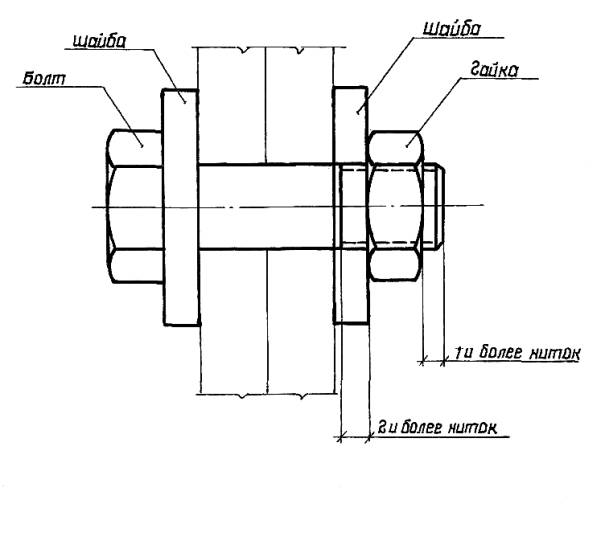
ang itinatag na mga pagmamarka, mga washer ay ibinibigay sa ilalim ng lahat ng mga ulo at mani; mga nagsasalita
sa labas ng nut, ang mga bahagi ng bolts ay may hindi bababa sa isang thread sa itaas ng nut at
dalawa sa ilalim ng nut; ang binuo unit ay nagtataglay ng selyo ng brigade na nagsagawa ng mga ito
trabaho ().
4.5.2. Ang bilang ng mga bolts sa unit,
napapailalim sa kontrol ay ipinahiwatig sa talahanayan. 3.
Talahanayan 3
|
Dami |
Dami |
|
Dati pa |
100 |
|
6-20 |
5 |
|
21 |
hindi |
4.5.3. Kung ang mga resulta ay hindi tumutugma
kontrol sa mga kinakailangan ng sugnay 3.5.1. para sa hindi bababa sa isang bolt, doble
bilang ng mga bolts. Kung sa kasong ito ay matatagpuan ang isang may sira na bolt,
ang lahat ng mga bolt ng isang naibigay na koneksyon ay sinusubaybayan.

Bigas 3
4.5.4. Mga resulta sa pagkontrol
anuman ang paraan ng pag-igting ay dapat na naitala sa isang espesyal na log ().
4.5.5. Pananagutan para sa
ang kalidad ng setting ng bolt ay pinapasan ng kontratista.
4.5.6 higpit ng screed ng package
naka-check na may sukat sa kapal. 0.3 mm laban sa mas mahigpit na bolt sa lugar,
limitado ng washer. Ang probe ay hindi dapat pumasa sa pagitan ng mga naipong bahagi sa lugar
limitado ng washer (pagkatapos nito ang nagresultang washer).
4.5.7. Sa bawat koneksyon tulad ng
bilang isang patakaran, ang isang pangunahing inilalapat sa selyo ng koponan na gumanap ng koneksyon, at ang tao
sino ang gumawa ng control. Ang bilang ng selyo ay itinalaga ng order para sa paghahati,
paggawa ng mga koneksyon. Kung ang mga bolts ay inihanda gamit ang waxing method,
ang letrang "P" ay inilalagay sa selyo.
4.5.8. Matapos tanggapin ang koneksyon
Controller, lahat ng mga kasukasuan kasama ang tabas ay dapat na primed. Kung sa proyekto
ang bagay ay walang tatak ng panimulang aklat, pinapayagan na gumamit ng mga panimulang aklat
FL-03K, GF-021 na may pagdaragdag ng dry pigment sa isang pare-pareho na nagbubukod
dumadaloy ng panimulang aklat sa pakete.
4.5.9. Tool sa pag-igting
Ang pag-bolting at paghahanda sa ibabaw ay pinagtibay ayon sa
«Patnubay sa Application magtakda ng instrumento para sa pagtatanghal ng dula
mga bolt na may lakas na lakas ". MMSS USSR Moscow 1985 ().
1
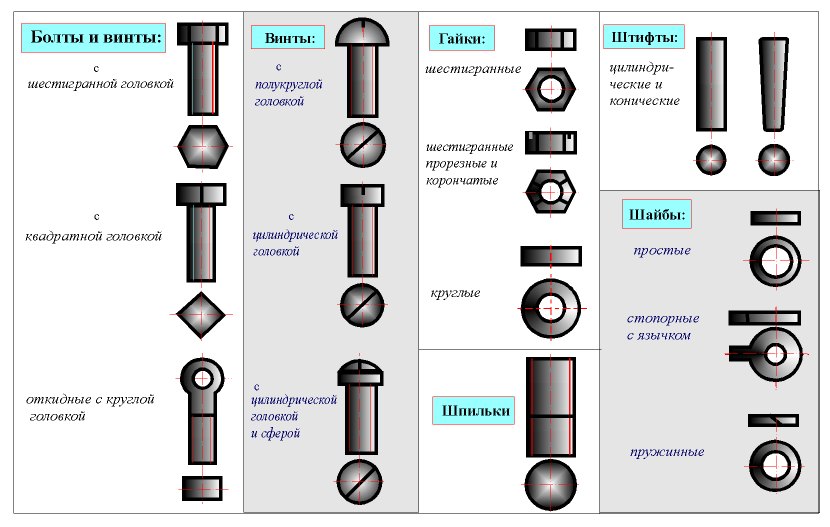
Ang fastener na ito ay natagpuan ang malawak na application nito. Imposibleng isipin ang isang pang-industriya na lugar na hindi gumagamit ng mga bolt. Ang konstruksyon, aviation, mechanical engineering, paggawa ng barko, at araw-araw na buhay lamang - sa lahat ng mga lugar na ito ay hindi maaaring palitan. Sa kanilang tulong, maaari kang makakuha ng isang malakas, maaasahan at, na kung saan ay napaka-maginhawa, nababakas na koneksyon. Ang fastener na ito ay binubuo ng dalawang bahagi - isang tungkod kung saan inilapat ang thread, at isang ulo. Ito ay madalas na may isang hugis hexagonal.
Ang uri ng hardware ay naiuri depende sa layunin, hugis at lakas ng produkto. Pag-isipan natin ang konsepto ng lakas ng klase nang mas detalyado.Tinutukoy ng katangiang ito ang mga katangiang mekanikal ng pangkabit. Mayroong 11 klase sa kabuuan. Ang mga ito ay itinalaga ng dalawang numero, na pinaghihiwalay ng isang tuldok. Ang unang numero na pinarami ng 100 ay tumutugma sa nominal na pansamantalang paglaban. Halimbawa, para sa mga fastener na may klase ng kawastuhan na 3.6, ito ay 300 N / mm 2. At pinaparami ang susunod na pigura ng 10, nalaman namin ang lakas na nominal na ani. Para sa itaas na bolt, magiging 60 N / mm 2 ito.
Bolt ng muwebles
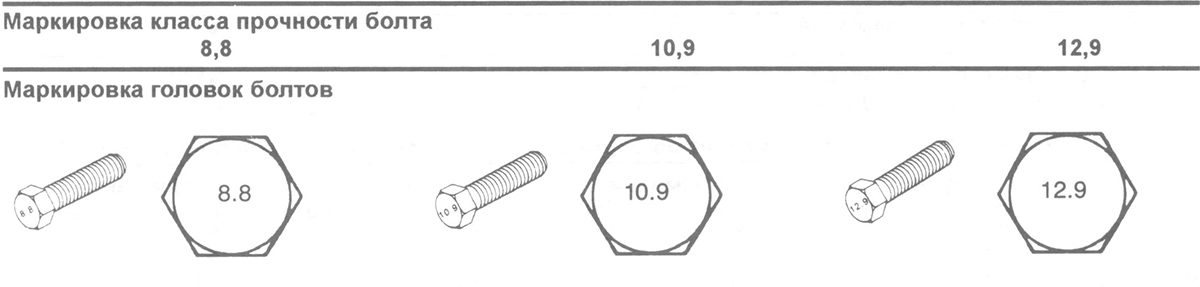
May mga espesyal na may isang klase ng lakas na hindi hihigit sa 5.8. Pangunahin itong ginagamit sa mga industriya ng konstruksyon at muwebles. Ngunit ang mga plowshares at mga fastener ng kalsada ay maaaring magkaroon ng isang mas mataas na klase ng lakas - 8.8. Ang una ay natagpuan ang kanilang aplikasyon sa pag-install ng mga kalakip para sa mga makina ng agrikultura. Ang pinakamataas na klase ng lakas (hanggang sa 12.9) ay pinagmamay-arian ng mga produktong mechanical engineering, dahil ito ang mga sangkot sa pagpupulong ng mga kritikal na istruktura.
Ang mga bolt ay hinged sa hugis, na gawa ayon sa GOST 3033-78. Ang kanilang tampok ay ang ulo, na ginawa sa anyo ng isang palipat-lipat na bahagi ng artikuladong kasukasuan. Ngunit ang itaas na bahagi ng eye-bolt, kasama ang mga tampok na maaari mong pamilyar nang mas detalyado, na pinag-aralan ang GOST 4751-73, ay isang singsing. Lalo na nauugnay ang mga produktong ito para sa pag-install ng mga pag-install, pag-unload at pag-load ng mga operasyon, para sa paghatak. At lahat salamat sa natatanging disenyo. Ang bolt rod ay isinuksok sa butas ng butas, at ang isang kawit ay maaaring ikabit sa singsing, maaaring itali ang isang lubid.
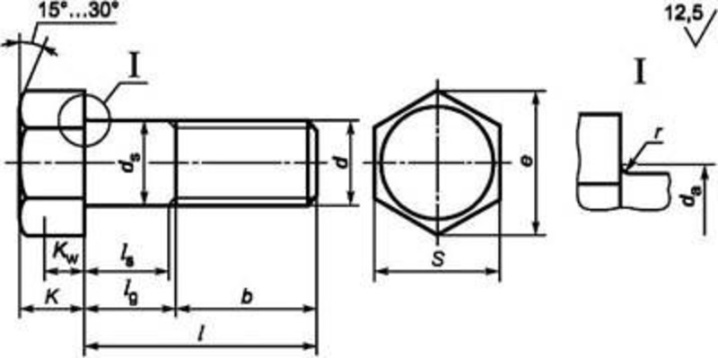
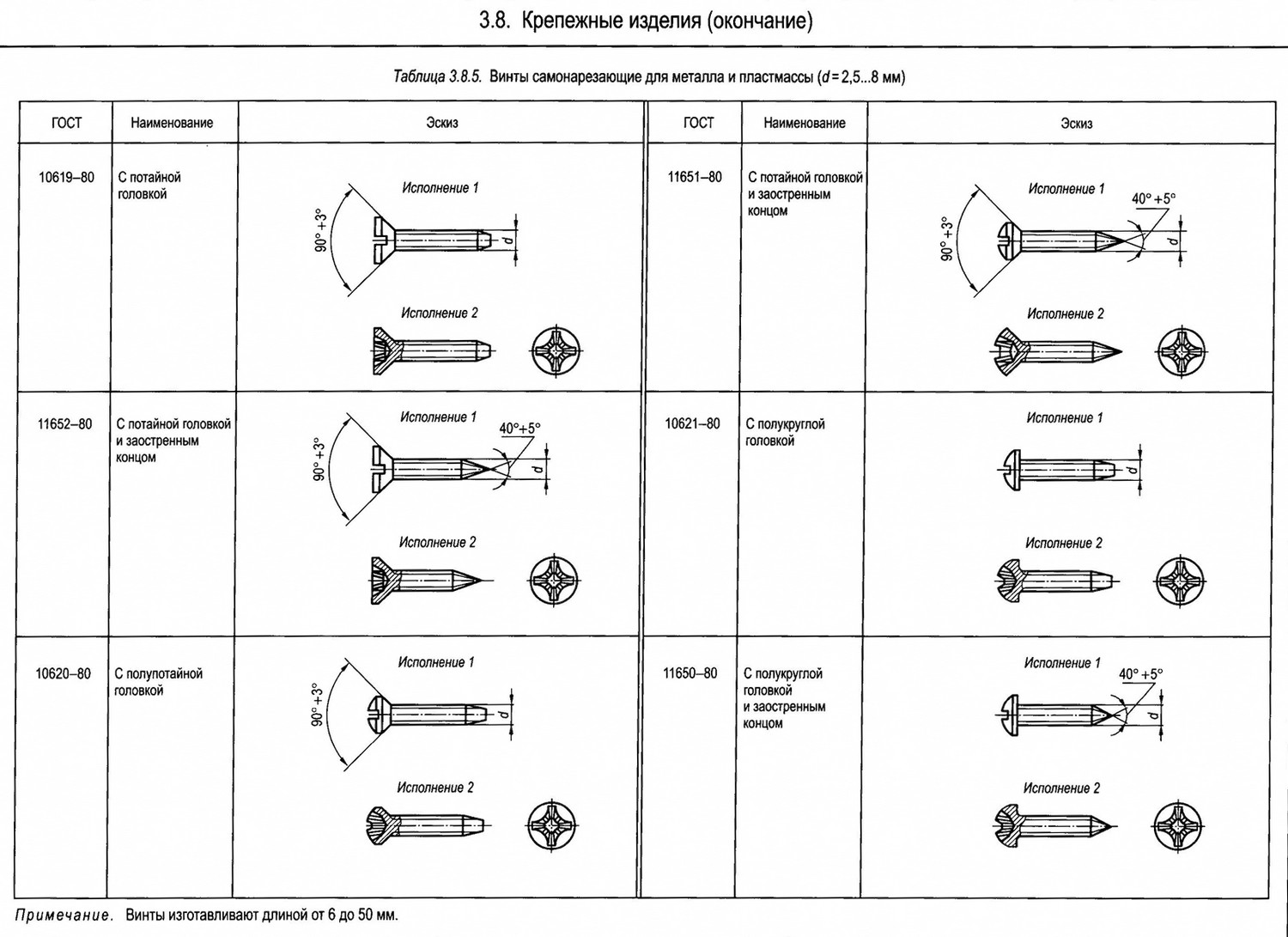
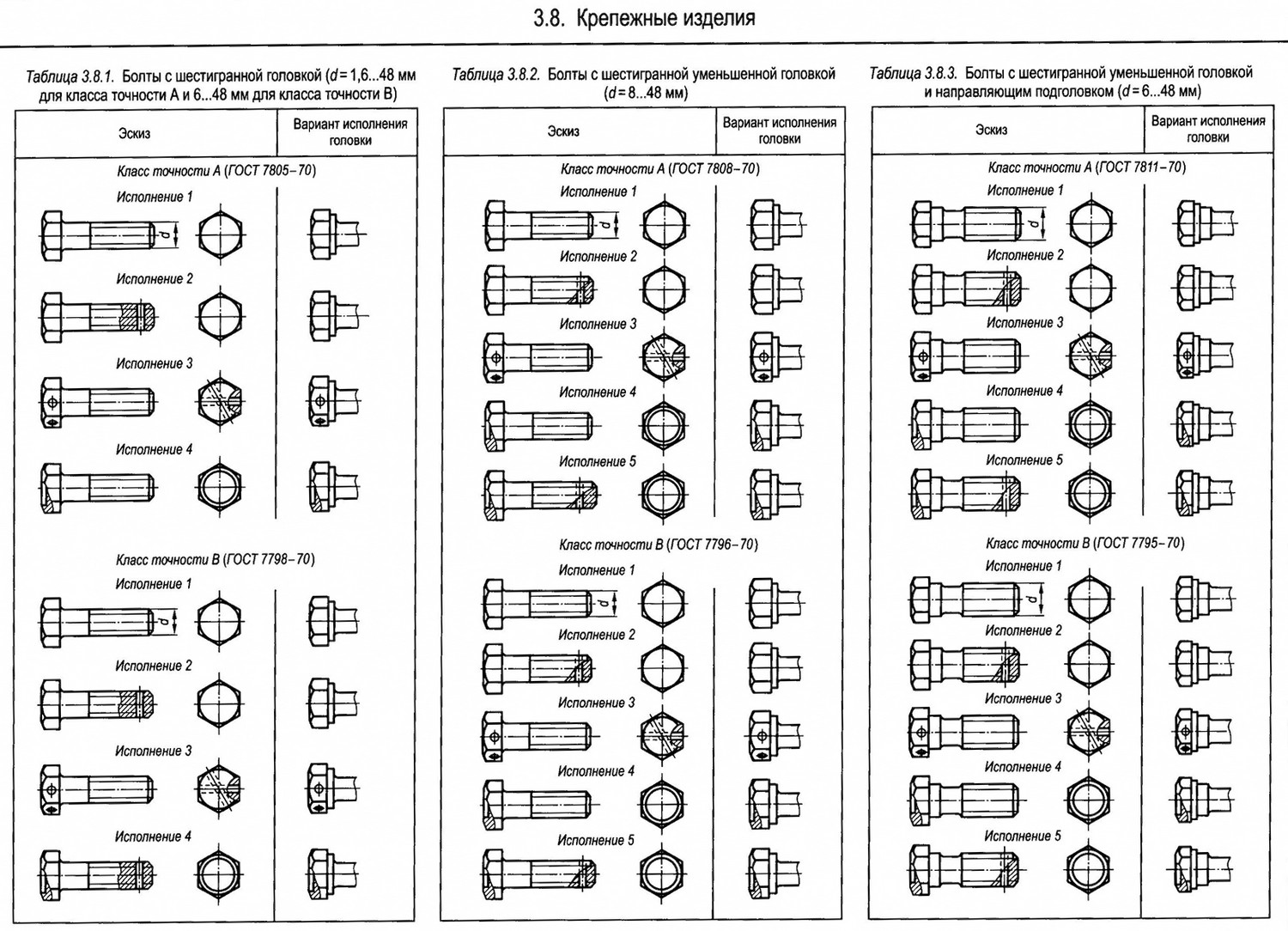
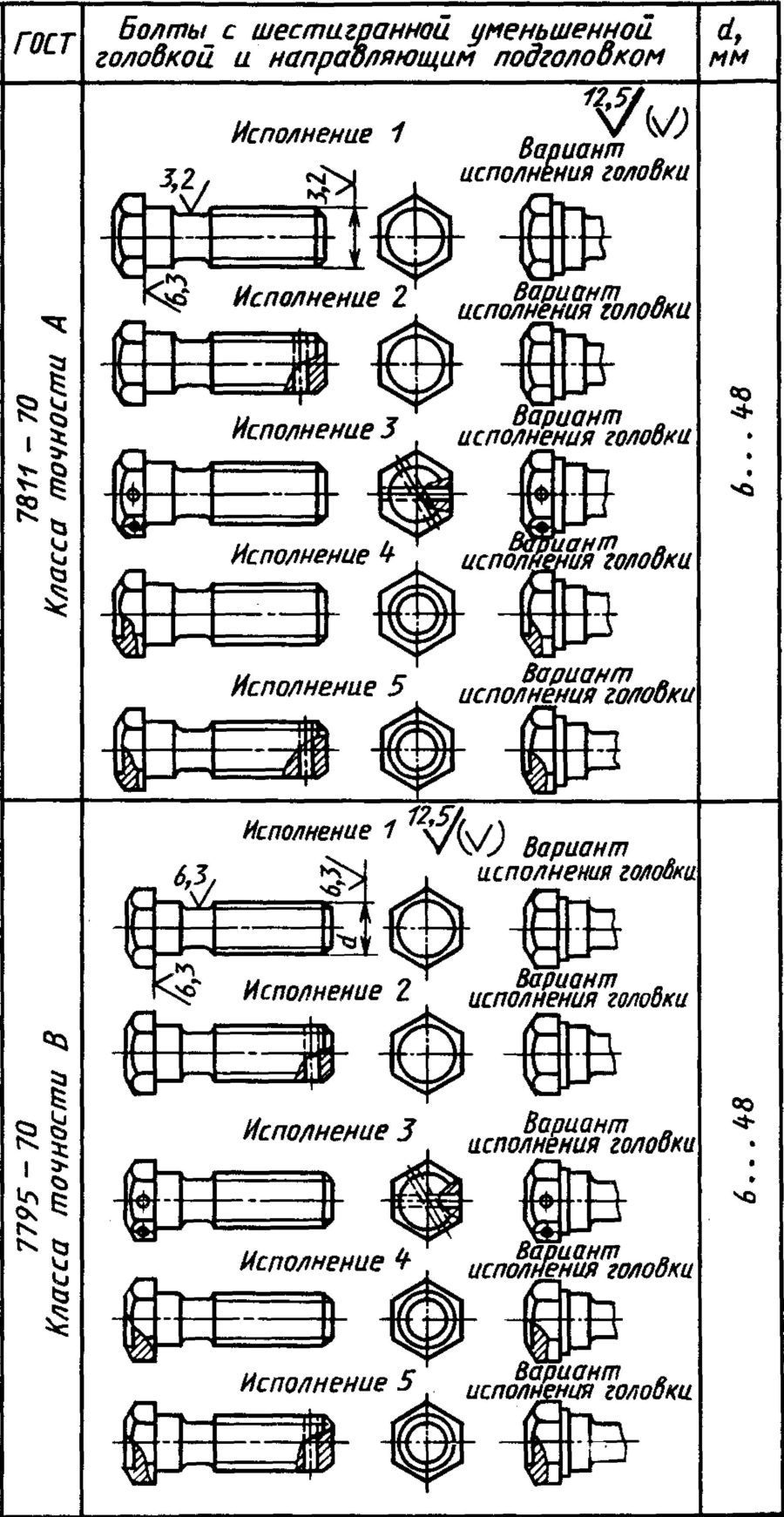
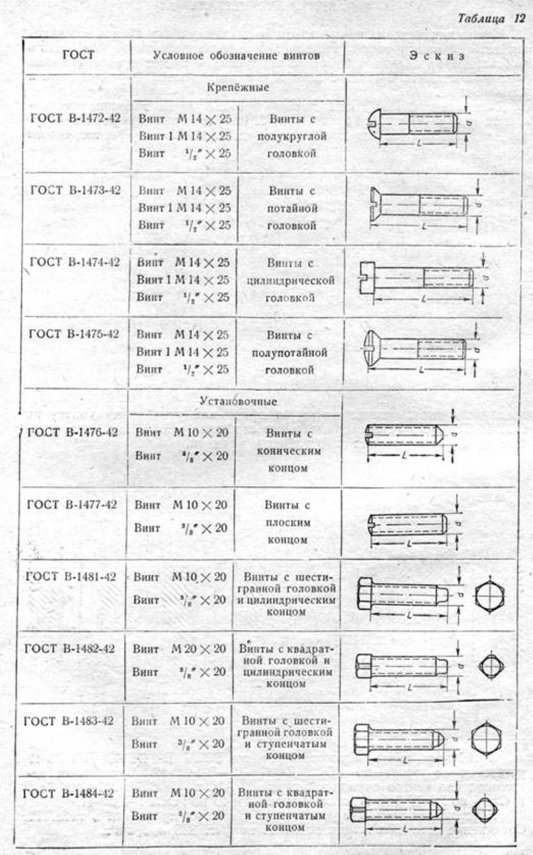
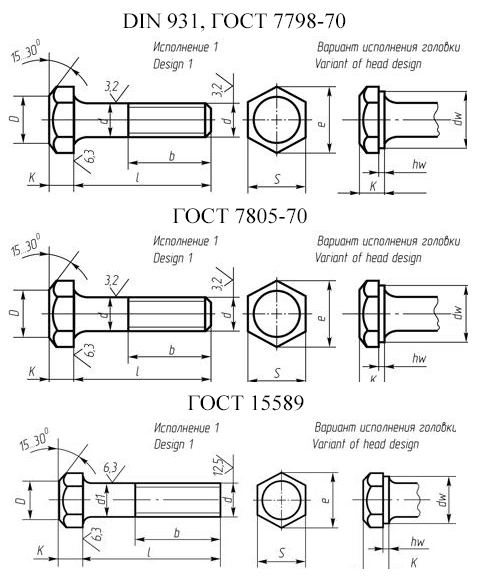
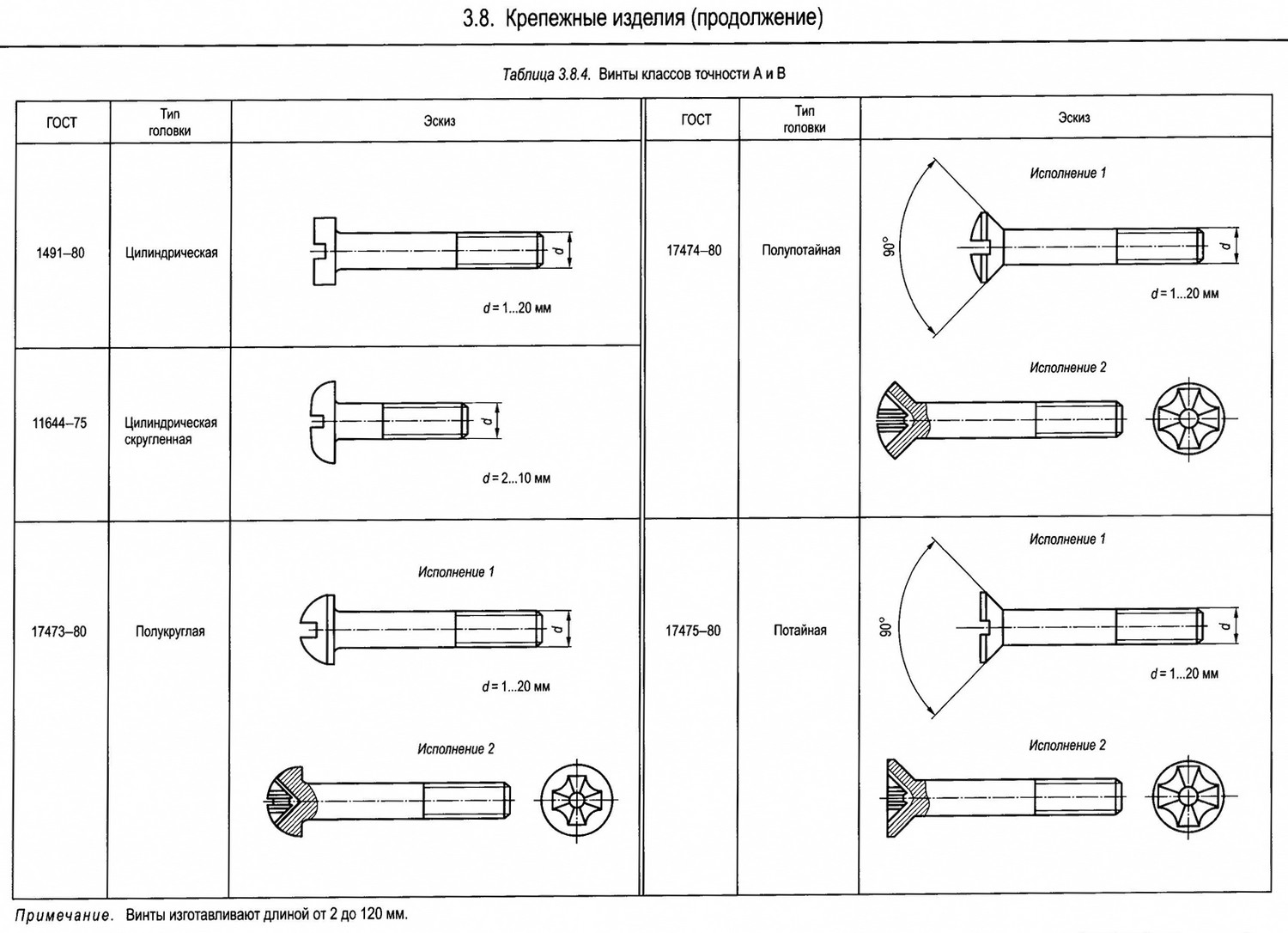
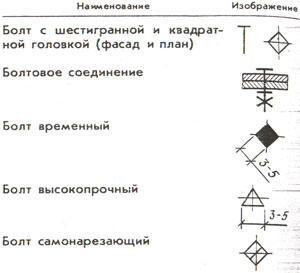
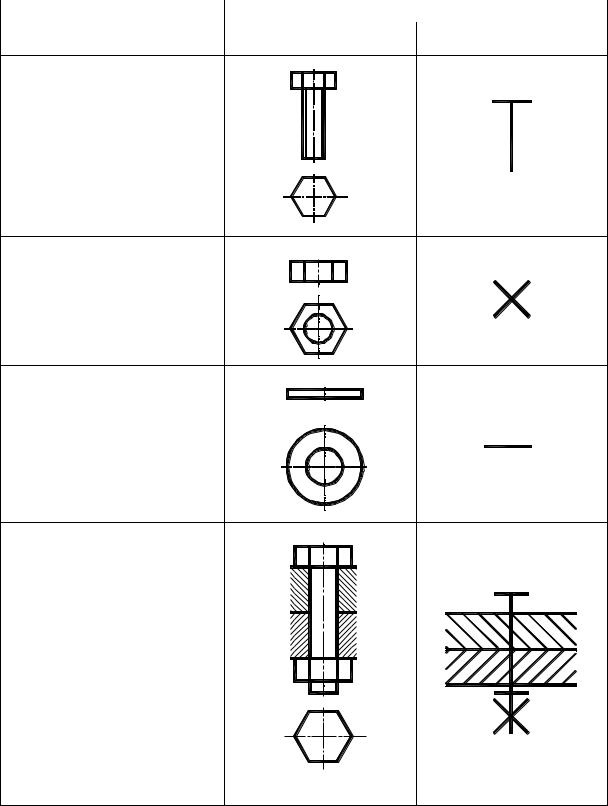
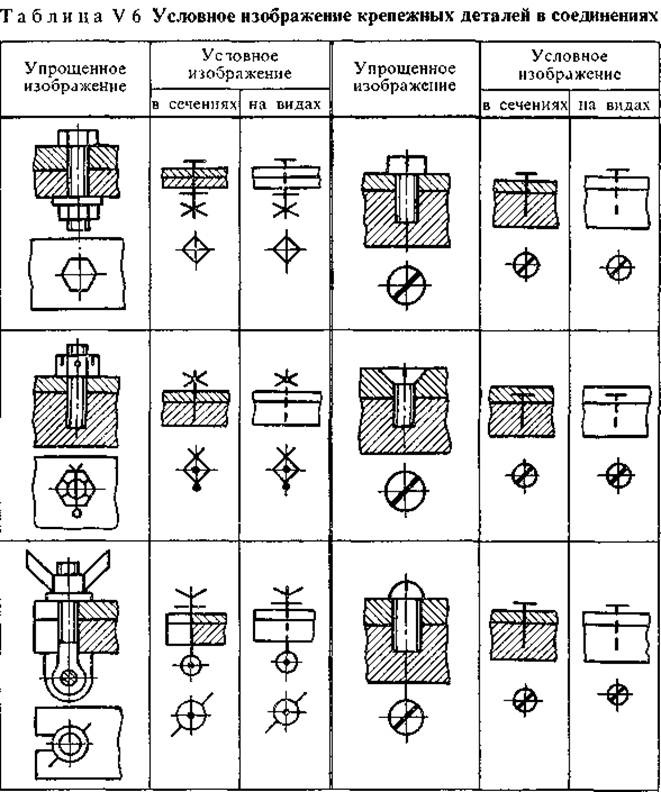
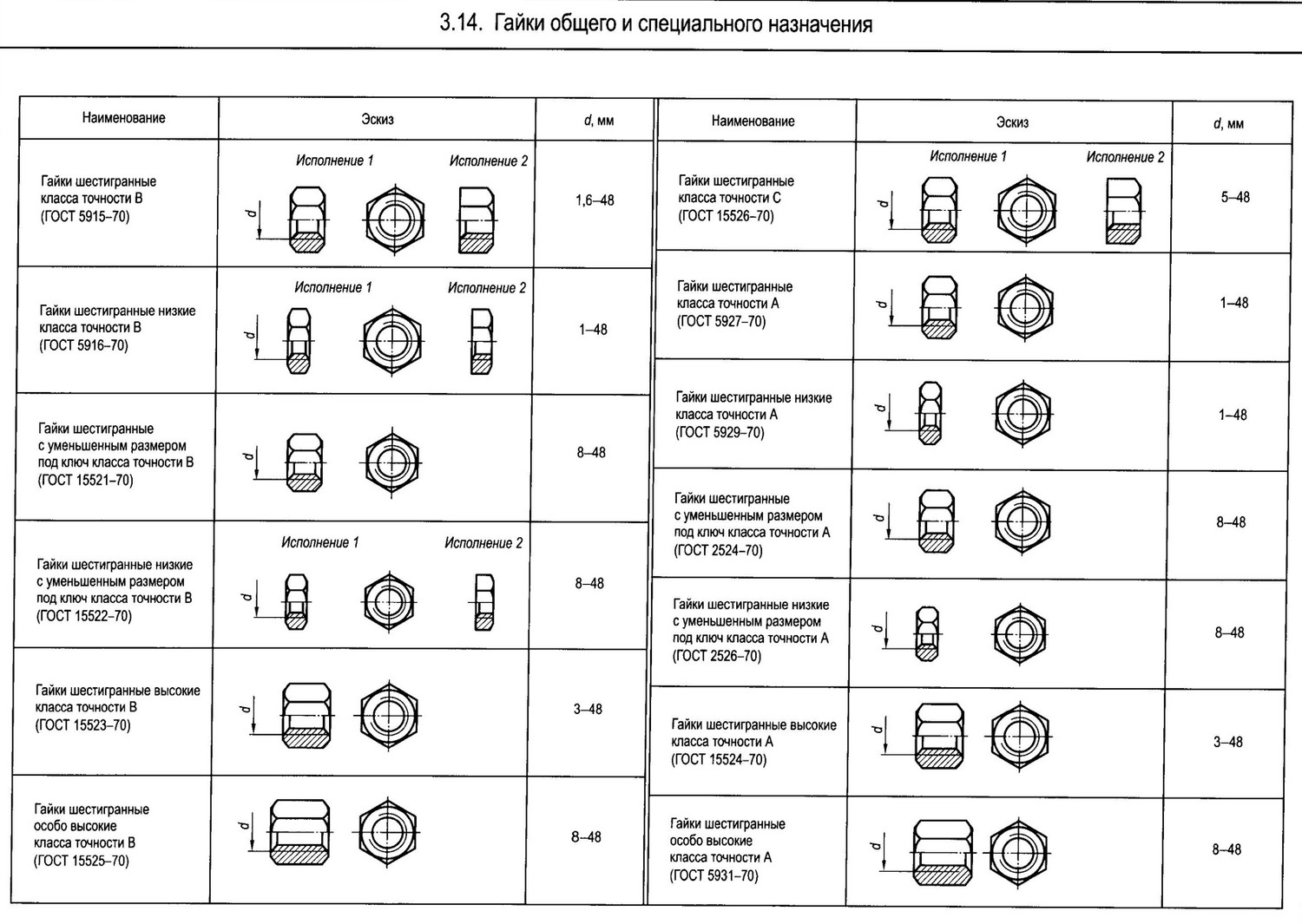
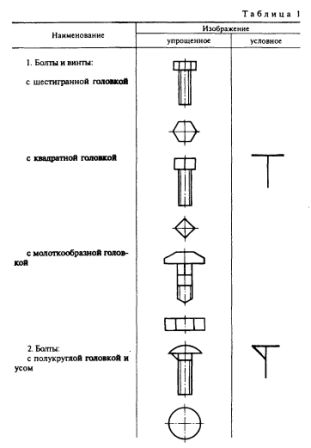
Ang mga bolt head ay maaaring magkakaiba. Ang pinaka-karaniwang isa ay maaaring matawag na isang heksagon, na perpektong akma sa isang wrench. Ang mga produktong ito ay gawa ayon sa mga kinakailangan na tinukoy sa GOST 7798.7817–80, 10602–94 at 18125–72. Ngunit mayroon ding mga hardware na may kalahating bilog at countersunk head (GOST 7783–81, 7801–81, 7802-8 at 7785–81, 7786–81, 17673–81). Kapansin-pansin ang mga produktong may flange. Sa istraktura, kahawig nila ang mga karaniwang bahagi, mayroon lamang silang isang karagdagang flange. Mukha itong isang ordinaryong nut.
Mga numero ng pag-decode
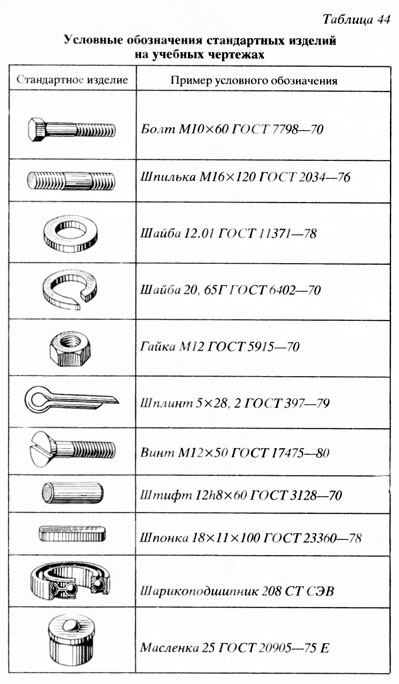
Ang pinaka-kumpletong pagmamarka ng mga mounting bolts ay ibinibigay sa talahanayan. Mayroon itong parehong alpabetikong at isang numerong kahulugan, at lahat ng mga simbolong ito ay matatagpuan sa isang mahigpit na tinukoy na pagkakasunud-sunod ng GOST. Kung ipinahiwatig mo ang gayong pagmamarka sa pagtutukoy ng isang proyekto sa pagtatayo o pag-install, ang sinumang inhinyero ay madaling maunawaan kung anong uri ng hardware ang pinag-uusapan at kung anong mga katangian ang mayroon sila.
Bilang isang nakalarawang halimbawa, isaalang-alang ang pagtatalaga ng isang hardware, kung saan matatagpuan ang pagmamarka sa ulo: Bolt A3M12x1.50LH-4gx60.66. S. 097.
- Ang una ay ang pangalan ng produkto. Ang salitang "bolt" ay maaaring mapalitan ng pangalan ng isa pang produkto, na napapailalim sa pagmamarka.
- Ang letrang A ay nagsasaad ng klase ng kawastuhan ng produkto. Sa kabuuan, mayroong 3 mga klase ng kawastuhan: A, B, C. A ay nangangahulugan na ang kawastuhan ng bolt ay mataas.
- Sinasabi sa atin ng Numero 3 ang tungkol sa uri ng pagpapatupad ng produkto. Ayon sa mga pamantayan, mayroong 4 na uri ng pagpapatupad, ngunit ang uri 1 ay hindi ipinahiwatig sa pagmamarka.
- Ang susunod na letrang M ay nagpapaalam tungkol sa kung anong uri ng thread sa bolt shank. Ang uri ng thread ay nakikilala sa pamamagitan ng korteng kono, sukatan o trapezoidal. Ang titik na M ay nangangahulugang sukatan.
- Ang bilang 12 ay nagpapahiwatig ng diameter sa millimeter sa bolt shank. Kapansin-pansin na ang mga produktong A lamang ang may markang M12.
- Ang bilang na 1.50 ay nagbibigay ng impormasyon tungkol sa pitch kung saan ang bolt ay sinulid. Kung ang pitch pitch ay pamantayan para sa diameter, hindi ito ipinahiwatig sa pagmamarka.
- Ipinapahiwatig ng mga letrang LH na ang bolt ay may kaliwang thread. Sa kaso kung saan ang pag-thread ay tapos na bilang karaniwang kanang kamay, hindi ito ipinapakita sa pagmamarka.
- Ipinapahiwatig ng pagtatalaga ng 4g ang klase ng kawastuhan. Ang thread ay pinutol ng isang katumpakan sa isang sukatan mula 4 hanggang 8. Mas mababa ang tagapagpahiwatig, mas tiyak na ang thread sa hardware ay ginawa.
- Ang bilang na 60 ay nagpapahiwatig ng haba ng bolt. Sa halimbawang ito, ito ay 60 mm.
- Ang bilang 66 ay nagsasalita ng lakas. Ang mga pansamantalang mga parameter ng tigas na ito ay pinaghiwalay mula sa haba ng isang tuldok.
- Ang susunod na titik ay nagpapahiwatig ng antas ng bakal na haluang metal na kung saan ginawa ang bolt. Ang letrang C ay nangangahulugang ang hardware ay gawa sa tinatawag na kalmadong asero. Kung ang letrang A ay nasa pagmamarka, nangangahulugan ito na ang bakal ay awtomatiko.
- Ipinapakita ng mga numero 097 kung anong uri ng patong ang hardware. Sa kabuuan, 13 uri ng patong ang nakikilala, na may bilang na 9 na nagmamarka ng yero na hardware. Ang bilang 7 ay nangangahulugang ang kapal ng patong sa microns, sa aming kaso ang kapal ng galvanized coating ay 7 microns.
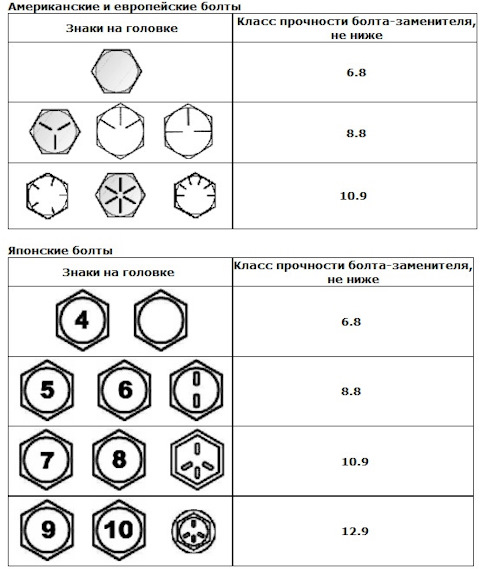
Ang mga kinakailangan sa uniporme para sa hardware at kanilang pagmamarka, na pinagtibay sa ating bansa, ginagawang posible upang tumpak at mabilis na pumili ng mga fastener. Para sa mga produktong gawa sa Europa o Amerikano, magkakaiba ang pagmamarka, dahil ang mga sukat ay ipinahiwatig sa pulgada. Ginagamit ang mga talahanayan ng conversion upang mabasa ang mga pagtatalaga ng pulgada.
Lahat tungkol sa pagmamarka ng bolt sa video sa ibaba.
2 Mga Pamantayan sa Nuts at Bolts sa Maikling
Sa ngayon, ang lahat ng mga koneksyon na may sinulid ay pinag-isa ayon sa mga pamantayan sa internasyonal at estado (ISO, GOST, DIN). Ang pangangailangan para sa naturang pagsasama ay halata mula sa simula, ngunit hindi lahat ng mga tagagawa ng mga mani at bolts ay nagsusumikap para dito. Mas kapaki-pakinabang para sa kanila na magkaroon ng kanilang sariling mga pamantayan sa produksyon.

Ang unang sistema ng pagsasama ay naimbento ng Vitvoort noong 1841 sa Britain. Ginagamit ito ng British hanggang ngayon. Nalalapat din ang mga sumusunod na pamantayan ng bolt thread:
- ang sistemang larawang inukit ng Amerika na nilikha ng Mga Nagbebenta noong 1864;
- isang pinag-isang sistema (ginamit sa mga bansang nagsasalita ng Ingles), batay sa mga sistema ng Sellers at Whitworth;
- DIN - German system (may mga pamantayan DIN EN, DIN ISO at iba pa);
- Ang ISO ay ang panukat na sistema ng panukat na ginamit mula 1964 sa maraming mga bansa.
Noong 1970s, ang ISO ay na-upgrade ng US National Institute sa ANSI / ISO. Ngayon siya na ang itinuturing na pinakakaraniwang pamantayan para sa may sinulid na mga koneksyon.
Sa Unyong Sobyet, at ngayon sa Russia at CIS, ang mga GOST ay mas madalas na ginagamit - pamantayan ng mandatoryong estado (interstate).
Paano maayos na higpitan at i-unscrew ang bolt
Kadalasan, kapag hinihigpit ang mga naka-bolt na koneksyon sa iba't ibang mga istraktura sa sambahayan, ginagamit ang mga ordinaryong wrenches - socket, open-end at ring wrenches. Gayunpaman, sa kasong ito, mahirap na tumpak na matukoy ang humihigpit na metalikang kuwintas, samakatuwid, sa mga produksyong pang-industriya at pag-aayos ng mga tindahan, ang mga may karanasan na mga locksmith ay gumagamit ng mga espesyal na torque wrenches o mga pneumatic wrenches, ang pangunahing bentahe nito ay ang kakayahang itakda ang kinakailangang antas ng paghihigpit, depende sa uri ng mekanismo.
Upang maalis ang takbo, gamitin ang parehong mga wrenches, ngunit sa mas matandang mga disenyo, madalas na ang mga bolt ay malakas na "dumidikit" sa nut dahil sa kaagnasan. Para sa ligtas na pag-unscrew, maraming mga simpleng pamamaraan ang ginagamit:
- paggamit ng matalim na pampadulas na uri ng WD-40 aerosol;
- bahagyang pag-tap sa kalawang na bolt na may martilyo upang masira ang kalawang sa profile ng sinulid na koneksyon;
- iikot ang nut nang bahagya sa direksyon ng paghihigpit (ilang degree lamang).
Mga lugar na ginagamit
Ang ilan sa mga gamit para sa sobrang malakas na mga fastener ay nabanggit na. Ngunit maaari itong magamit hindi lamang para sa mga istrukturang metal sa konstruksyon at mekanikal na engineering, tulad ng madalas na naisip. Ang mga produktong ito ay kinakailangan din para sa makinarya ng agrikultura at para sa mga fastenings ng riles. Ang pangunahing tampok ay ang pagiging angkop para sa mga naturang pagpagsama ng pagpupulong na nahantad sa napakabibigat na pag-load, at kung saan samakatuwid hindi maaaring gamitin ang mga karaniwang pamamaraan sa pag-aayos. Ang mga naturang fastener ay hinihiling kahit na sa pinaka "mabibigat" na konstruksyon - sa pagtatayo ng mga tulay, tunnels, matataas na tower at tower.
Ang anumang mga bahagi ng bolts na may mataas na lakas, syempre, ay dapat na may nadagdagang pagiging maaasahan at lakas ng mekanikal. Ang lahat ng mga koneksyon kung saan ginagamit ang mga naturang fastener ay inuri sa kategorya na lumalaban sa paggugupit. Kapag gumagamit ng mga naturang fastener, hindi mo kailangang muling ream o linisin ang mga butas. Ang isang bolt na may mataas na lakas ay maaaring mai-screwed hindi lamang sa metal, kundi pati na rin sa reinforced concrete.Hiwalay, dapat sabihin tungkol sa mga hexagon bolts.

Mayroon ding mga produkto na may isang pinababang taas ng ulo (at ang isa sa kanilang mga subspecies ay dinisenyo para sa maliit na mga susi). Gayunpaman, ang mga produktong may panloob na hex ay mabuti dahil sa:
-
higit na kaginhawaan;
-
nadagdagan ang lakas;
-
pinakamainam na pagiging maaasahan.


4.2. Ang pagpupulong ng mga koneksyon sa mga bolts na may mataas na lakas kung kinakailangan upang ganap na i-disassemble ang mga koneksyon
Kung kinakailangan, kumpletuhin ang disass Assembly
ang mga koneksyon ay dapat na alisin mula sa pag-load ng disenyo sa isang espesyal na idinisenyo
proyekto at ibalik ang node gamit ang sumusunod na teknolohiya:
4.2.1. Teknikal na proseso
ang pagpupulong ng mga koneksyon ay nagbibigay ng:
- inspeksyon ng mga istraktura at pag-verify
ang kanilang pagsunod sa mga kinakailangan ng proyekto at ang kabanata ng SNiP III-18-75 (sa mga tuntunin ng kawastuhan ng mga istruktura ng pagmamanupaktura);
- pagkakahanay ng mga butas at pag-aayos
sa posisyon ng disenyo ng mga elemento at mga bahagi ng koneksyon gamit ang mga mounting plugs
(10% ng bilang ng mga butas, ngunit hindi kukulangin sa 2 mga PC.);
- Pag-install nang libre mula sa mga jam ng trapiko
mga butas ng bolt na may lakas na lakas;
- pagsusuri ng geometriko
sukat ng mga binuo istraktura;
- masikip na screed ng pakete;
- pag-igting ng ibinibigay
mataas na lakas na bolts para sa puwersang ibinigay ng proyekto;
- pagtanggal ng mga plugs, pagtatanghal ng loob sa
ang napalaya na mga butas ng mga bolts na may mataas na lakas at ang kanilang pag-igting sa disenyo
pagsisikap.
4.2.2. Pagkakaiba sa kapal
mga elemento na nag-o-overlap ng mga overlay, natutukoy bago ilagay ang mga overlay sa
gamit ang isang pinuno at isang gauge gauge, hindi dapat lumagpas sa 0.5 mm.
4.2.3. Na may pagkakaiba sa mga eroplano
mga bahagi na isasama mula sa 0.5 hanggang 3 mm upang matiyak ang makinis na baluktot ng lining
ang gilid ng nakausli na bahagi ay dapat na pakinisin ng isang emeryeng bato sa layo na hanggang
30 mm mula sa hiwa ng bahagi na may isang slope na hindi mas matarik kaysa 1:10. Na may pagkakaiba sa eroplano na higit sa 3
mm, gasket dapat gamitin. Dapat sumang-ayon ang paggamit ng mga gasket
na may isang organisasyon ng disenyo.
4.2.4. Haba ng bolt
napili depende sa kapal ng package ().
4.2.5. Kapag ang mga butas ng pagbabarena
sa mga elemento na may mga ginagamot na ibabaw, hindi dapat gamitin ang paglamig
likido na naglalaman ng langis.
4.2.6. Ang pagpupulong ng mga koneksyon ay dapat
direktang makagawa sa mga bolt at plug na may lakas na lakas. Paglalapat ng iba pang mga bolt sa
ipinagbabawal ang kalidad ng pagpupulong.
4.2.7. Bawat bolt
ay naka-install na may kaugnayan sa dalawang mga washer na may lakas na lakas (ang isa ay inilalagay sa ilalim
ang ulo ng bolt, ang isa sa ilalim ng nut).
4.2.8. Humigpit ang mga nut
pagsisikap sa disenyo, walang karagdagang naayos.
4.2.9. Sa oras ng pag-install
mataas na lakas na bolts, ang mga mani ay dapat na libre (sa pamamagitan ng kamay) na naka-screw sa thread.
Kung hindi man, ang nut o bolt ay dapat mapalitan, at tinanggihan bolts at
magpadala ng mga mani para sa muling paghahanda.
Materyal
Ang lakas ng pangkabit ay isa sa pinakamahalagang mga parameter na nagpapakilala sa hardware. Ang lakas ng pangkabit nang direkta ay nakasalalay sa uri ng materyal na kung saan ito ginawa. Nakasalalay sa mga katangian ng lakas, ang metal para sa produksyon at ang mode ng paggamot sa init nito ay napili.
Karamihan sa mga karaniwang, karaniwang mga bolt ay ginawa mula sa haluang metal at hindi haluang metal. Ngunit sa ilang mga kaso, maaari silang gawin ng iba pang mga metal, tulad ng tanso, aluminyo, na ginagamit sa mga kaso kung saan hindi na kailangang makamit ang mataas na lakas ng mga fastener. Para sa paggawa ng alahas, ang mga fastener ay maaaring gawin mula sa mahalagang mga riles tulad ng ginto, pilak, at iba pa.
Kadalasan, upang mapabuti ang mga teknikal na katangian ng hardware, ginagamit ang isang espesyal na patong na pinoprotektahan ang pangkabit mula sa mga impluwensyang pangkapaligiran (halumigmig, tubig, saklaw ng temperatura, mga kemikal).
Kabilang sa mga pinaka-karaniwang patong, ang mga sumusunod na pagkakaiba-iba ay maaaring makilala:
- Sink. Ang kapal ng patong ng sink ay maaaring magkakaiba depende sa mga kinakailangan. Para sa mga bolt na ginamit sa mga gamit sa bahay, ang kapal ay kadalasang maliit. Ngunit para sa mga pang-industriya na fastener, karaniwang ito ay hanggang sa 25 microns.
- Na-cadma.Hindi isang napaka-karaniwang uri ng bolt dahil sa mga nakakalason na katangian ng cadmium. Samakatuwid, ginagamit ang mga ito sa mga bihirang kaso kapag ang patong mula sa iba pang mga materyales ay hindi pinapayagan ang pagkamit ng nais na mga katangian ng pagganap.
- Nickel Karaniwang ginagamit para sa mga fastener na ginagamit sa pagmamanupaktura ng kasangkapan. Pinatataas lamang ng Nickel ang mga pandekorasyon na katangian, praktikal na hindi binabago ang mga katangian ng pagpapatakbo.
- Phosphating at oksihenasyon. Ginagamit ang mga ito upang lumikha ng isang proteksiyon layer sa ibabaw ng bolts dahil sa oksihenasyon ng base metal.
- Zinc lamellar. Nagiging laganap ang mga ito, dahil maaari nilang madagdagan ang buhay ng serbisyo ng mga fastener nang maraming beses.
3 Mga koneksyon sa VPB - pangunahing mga probisyon ng SNiP III-18-75
Inilalarawan ng tinukoy na Sannorms ang mga patakaran para sa paggawa ng mga istrukturang metal. Saklaw nila ang lahat ng umiiral na mataas na lakas na bolted na mga koneksyon:
- Gamit ang tindig na hardware. Sa kanila, ang paglipat ng mga puwersang paggugupit ay isinasagawa sa pamamagitan ng pagdurog, paggupit at pagkikiskisan.
- Mapagkakatiwalaan. Sa kasong ito, ang mga puwersa ay eksklusibong nakukuha sa pamamagitan ng alitan.
- Bolt-welded, bolt-riveted at bolt-glued.
- Flanged. Ang nasabing mga mataas na lakas na bolt na koneksyon ay ginagamit sa mga istraktura kung saan ang mga fastener ay gumagana lamang sa baluktot (kakayahang umangkop na mga flange) o sa pag-igting (matibay na mga flanges).
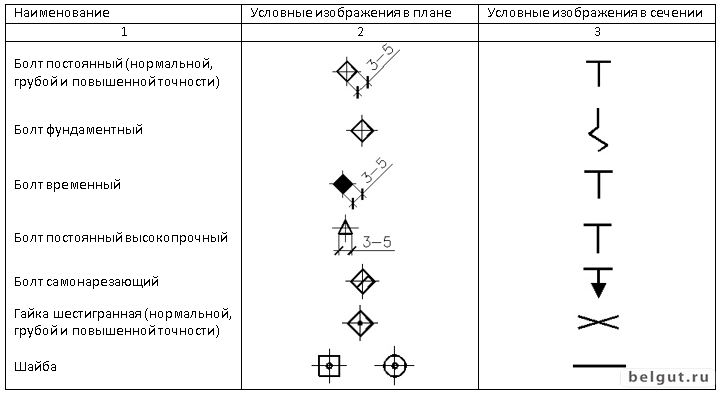
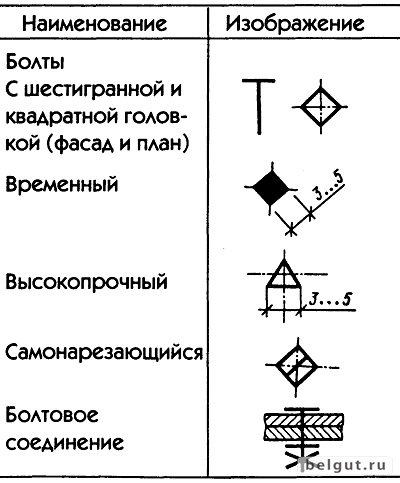
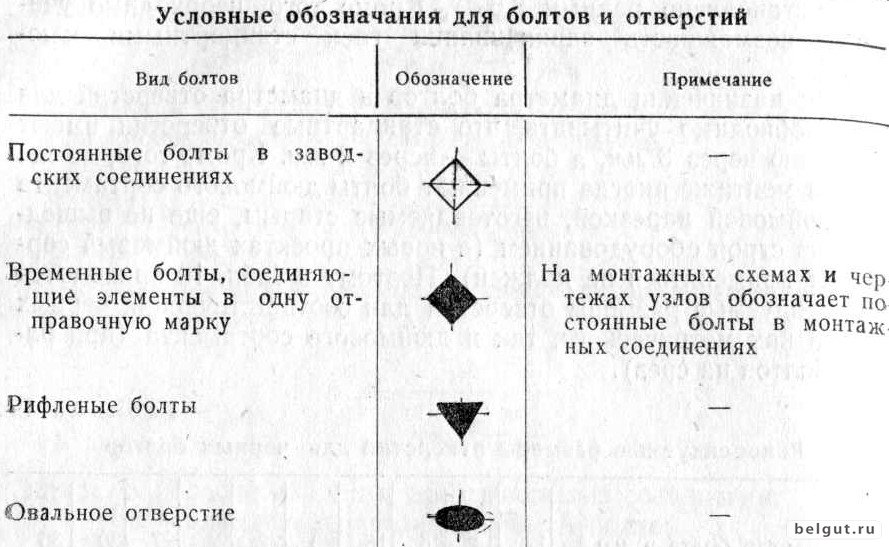
Hiwalay, napapansin namin na ang anumang koneksyon ng alitan ay dinisenyo ayon sa mga espesyal na pamantayan. Nakalagay ang mga ito sa SNiP II-B.3-72. Ang iba pang mga uri ng koneksyon ay binuo ayon sa mga panteknikal na pagtutukoy ng isang tukoy na tagagawa ng trabaho. Maaari silang magkakaiba. Ang lahat ng mga naka-bolt na koneksyon ay may sariling pagtatalaga sa mga guhit. Nanatili itong hindi nagbabago mula pa noong 1968, nang ipatupad ang Standard ng Estado 2.315.
 Pag-fasten ng mga bolt ng mataas na lakas
Pag-fasten ng mga bolt ng mataas na lakas
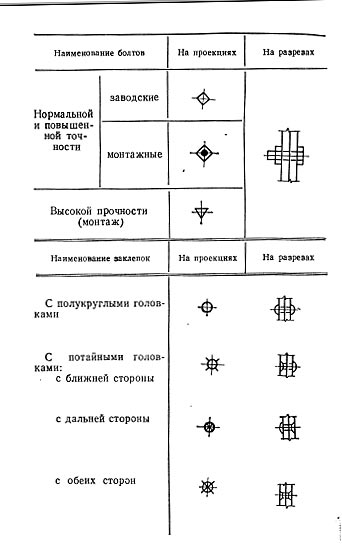
Ang pagtatalaga ng VPB na may isang koneksyon ng alitan ay mayroong anyo ng isang ordinaryong tatsulok. Sa mga guhit ng mga istrukturang metal, na kung saan ay binuo gamit ang VPB, ang mga pamamaraan ng pagbabarena ng mga butas at ang kanilang mga nominal na cross-section, pati na rin ang uri ng koneksyon, ay ipinahiwatig. Ang data na ito ay naroroon sa unang lugar. Bilang karagdagan, ang mga guhit ng SNiP ay nangangailangan ng mga sumusunod na katangian upang maipahiwatig:
- ang grado ng haluang metal mula sa kung saan ang bolts ay ginawa (40X Piliin o iba pang mga bakal), pati na rin ang GOST para sa paggawa ng huli;
- lakas ng ehe at pamamaraan ng pag-igting ng VPB;
- koepisyent ng alitan;
- pagpipilian sa pagpoproseso para sa pakikipag-ugnay sa mga bahagi;
- pagtutukoy ng bolts, washers at nut;
- koepisyent ng paglaban (pansamantala) upang mabasag ang mga fastener.
Inihatid ng SNiP ang mga espesyal na kinakailangan para sa pagpapadala ng mga bahagi ng mga istrukturang metal, na konektado ng mga bolt na isinasaalang-alang sa artikulo. Karaniwan silang binuo sa mga aparato na idinisenyo para dito (madalas sa mga conductor) na may pangkabit na mga clamp. Ang mga butas para sa pag-mount ng hardware ay drilled para sa seksyon ng disenyo ng VPB (ipinahiwatig ito sa mga guhit). Napili ang mga diameter ng butas na isinasaalang-alang ang mga kondisyon ng pagpapatakbo ng istraktura
Sa kasong ito din, ang koepisyent ng katatagan ng paggugupit ng mga istraktura ay isinasaalang-alang.
Konklusyon
Para sa mga fastener, itinatatag ng GOST 27017-86 ang mga terminolohiya para sa iba't ibang mga form ng disenyo. Ang nomenclature ng mga fastener na itinatag ng pamantayan ay sapilitan para sa paggamit sa lahat ng mga uri ng dokumentasyon at panitikan gamit ang mga pamantayang ito. Gayunpaman, ang mga kahulugan ng iba't ibang mga uri ng mga fastener na itinatag ng GOST ay pinahihintulutan na madagdagan sa pamamagitan ng pagpapakilala ng mga hudyat na hango at katangian ng mga fastener sa kanila, na inilalantad ang kahulugan ng mga term na ginamit sa kanila, na nagpapahiwatig ng mga bagay na kasama sa saklaw ng tinukoy na konsepto.
Bibliograpiya
- Iosilevich GB, Stroganov GB, Sharlovsky Yu. V. Paghihigpit at pag-lock ng mga sinulid na koneksyon .. - M .: Mashinostroenie, 1985. - 224 p.
- Gould D., Mikich M. Makipag-ugnay sa mga lugar at pamamahagi ng presyon sa bolted joint // Disenyo at teknolohiya ng mechanical engineering. 1972. Hindi. 3 ... - P. 99.
- Retscher F. Mga bahagi ng makina: sa 2 dami .. - M .: Gosmashmetizdat. 1933-1934
Sa pamamagitan ng pag-access sa pahinang ito, awtomatiko mong tatanggapin